Изобретение относится к области общего машиностроения, вакуумной технике и может быть использовано для герметичного соединения цилиндрических деталей, работающих под давлением, в частности к производству тонкостенных сосудов давления.
В настоящее время известно герметичное соединение, которое осуществляется с помощью двух приваренных фланцев, стягиваемых болтами, а наличие уплотняющего устройства гарантирует герметичность (Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х т. Т.3. 6-е изд., перераб и доп. - М.: Машиностроение, 1982. 576 с., ил.). Недостатком такого соединения является значительная масса фланцев и крепежных элементов, что может значительно увеличивать общий вес конструкции.
Наиболее близким к предлагаемому устройству является изобретение, предназначенное для герметичного соединения цилиндрических деталей, а именно металлических деталей с керамическими в вакуумных магистралях, а также в магистралях с избыточным давлением (Патент №2232312, F16D 1/00. Соединение цилиндрических деталей, Попов Н.Н., Ларькин В.Ф., Севрюгин И.В., Кудрявцев А.В.). Соединение цилиндрических деталей, установленных соосно и выполненных из материалов с различными механическими свойствами, например керамики и стали, включает соединительный элемент, выполненный из материала, обладающего эффектом памяти формы (ЭПФ). Соединяемую деталь с более высоким значением модуля Юнга выполняют с меньшим диаметром по отношению к другой соединяемой детали и на нее устанавливают прокладку из пластичного металла с наружным диаметром, соответствующим наружному диаметру другой соединяемой детали, при этом соединительный элемент выполнен в виде муфты с уплотняющими поясками на внутренней поверхности. Недостаток этого устройства состоит в том, что соединяемая деталь должна иметь меньший диаметр и более высокий модуль Юнга, что не позволяет соединять детали одного диаметра и использовать для них одинаковый материал.
Задачей изобретения является создание герметичного соединения цилиндрических деталей одного диаметра из материалов как с разными, так и с одинаковыми механическими свойствами и выполнение соединительного элемента из материала с ЭПФ в виде покрытия, что существенно снижает расход дорогостоящего материала без снижения характеристик прочности и герметичности соединения.
Техническая задача решается предлагаемым соединением цилиндрических деталей, установленных соосно, включающим соединительный элемент из материала с ЭПФ. На соединяемом конце одной детали закреплено кольцо с пазом в стенке выступающей части кольца. На соединяемом конце другой детали закреплено второе кольцо с выступом для соединения с первым кольцом через паз. Соединительный элемент из материала с ЭПФ выполнен в виде покрытия, нанесенного на обе поверхности выступа второго кольца. Толщина выступа второго кольца меньше ширины впадины первого кольца на толщину покрытия с учетом величины восстанавливаемой материалом с ЭПФ деформации. Оба кольца на соединяемых концах цилиндрических деталей могут быть закреплены электродуговой сваркой.
На фиг.1 изображено соединение, состоящее из двух половинок соединяемых цилиндрических деталей, обозначенных на чертеже цифрами - 1 и 2 соответственно; кольца - 3 с пазом - 4 в стенке выступающей части кольца; кольца - 5 с выступом - 6; покрытия - 7 из материала с ЭПФ на обеих поверхностях выступа; сварных швов - 8 для крепления колец к цилиндрическим деталям.
Соединение работает следующим образом. В качестве соединяемых цилиндрических деталей 1 и 2 используются детали из сплава ХН78Т диаметром 100 мм и толщиной стенки 4 мм. Толщина выступа 6 составляет 2 мм, ширина паза 4 - 4 мм. При помощи электродуговой сварки на выступ 6 кольца 5 с обеих сторон наносится покрытие из материала с ЭПФ, например сплава ТН1к, с температурами превращений As=-39°C, Af=-26°C, Ms=-45°C, Mf=-63°C и восстанавливаемой деформацией 6% (Материалы с эффектом памяти формы: Справ. изд. / Под ред. Лихачева В.А. - Т.2. - СПб.: Изд-во НИИХ СПбГУ, 1998. - 374 с.). Толщина покрытия должна составлять разницу между шириной паза и толщиной выступа, равную 2 мм, плюс восстанавливаемая сплавом ТН1к деформация, равная 6%, или в абсолютном значении 0,12 мм. Таким образом, рассчитываемая толщина покрытия 7 составит 2,12 мм. Далее производится приварка центрирующих колец 3 и 5 к цилиндрическим деталям при помощи, например, электродуговой сварки. После этого производится охлаждение выступа 6 с покрытием 7 парами жидкого азота до температур ниже Mf=-63°C и прокатка роликом до получения размеров, соответствующих ширине паза 4, равной 4 мм. Заключительной операцией является совмещение выступа 6 с пазом 4 и нагрев до температур выше Af=-26°C. Покрытие 7 полностью восстановит свою начальную толщину, равную 2,12 мм, создав при этом прочное и герметичное соединение. При необходимости разборки соединения достаточно его охладить до температур ниже Mf=-63°C.
Описанное соединение цилиндрических деталей является прочным и герметичным при температурах от -20 до 120°С. Контроль герметичности производился методом обдува гелием прибором ПТИ-7А с чувствительностью 10-6 атм см3/с. Контроль прочности проводился методом избыточного давления масла при давлении 6 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2232312C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2007 |
|
RU2342232C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЦИЛИНДРИЧЕСКИХ ЭЛЕМЕНТОВ | 2008 |
|
RU2380583C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ И ЭЛЕМЕНТОВ КОНСТРУКЦИЙ | 2000 |
|
RU2202062C2 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО | 1999 |
|
RU2167346C2 |
| Соединение законцовок труб из композиционных волокнистых материалов с металлическими деталями и способ его реализации | 2017 |
|
RU2669114C1 |
| ТЕРМОМЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ | 2007 |
|
RU2350822C1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ СОПРЯГАЕМЫХ ШТАНГ ДЛЯ ЧИСТКИ ДЫМОХОДОВ И ВЕНТИЛЯЦИИ | 2024 |
|
RU2836072C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ИЗ МАТЕРИАЛА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2011 |
|
RU2475567C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕРМОМЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ С ПАМЯТЬЮ ФОРМЫ | 2011 |
|
RU2478928C1 |
Изобретение относится к области общего машиностроения, вакуумной технике и может быть использовано для герметичного соединения цилиндрических деталей, работающих под давлением, в частности к производству тонкостенных сосудов давления. Соединение цилиндрических деталей одного диаметра, установленных соосно, включает соединительный элемент из материала с эффектом памяти формы (ЭПФ). На соединяемом конце одной детали закреплено кольцо с пазом в стенке выступающей части кольца. На соединяемом конце другой детали закреплено второе кольцо с выступом для соединения с первым кольцом через паз. Соединительный элемент из материала с ЭПФ выполнен в виде покрытия, нанесенного на обе поверхности выступа второго кольца. Толщина покрытия зависит от величины восстанавливаемой материалом с ЭПФ деформации и выбирается расчетным путем таким образом, чтобы после низкотемпературной обработки и обкатки толщина выступа с покрытием соответствовала ширине паза, а после нагрева покрытие полностью смогло восстановить свою первоначальную форму. Оба кольца на соединяемых концах цилиндрических деталей могут быть закреплены электродуговой сваркой. Технический результат заключается в возможности соединять детали одного диаметра из материалов как с разными, так и с одинаковыми механическими свойствами, в снижении расхода дорогостоящего материала с ЭПФ. 1 з.п. ф-лы, 1 ил.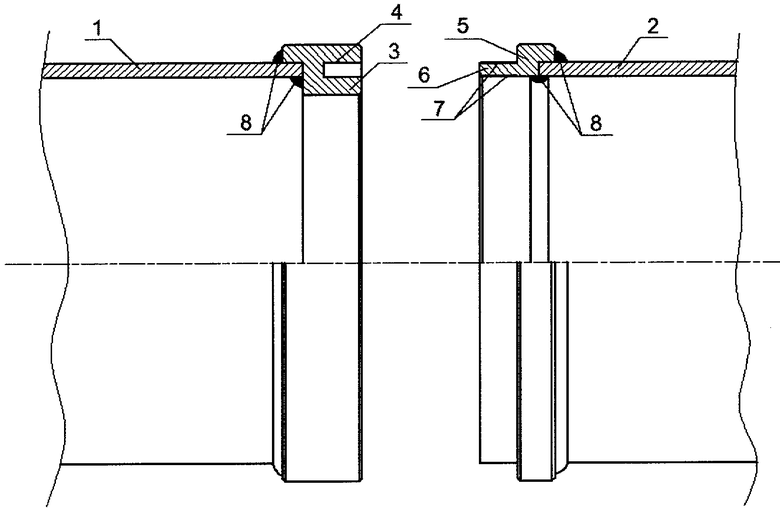
| СОЕДИНЕНИЕ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2232312C2 |
| Способ соединения трубопроводов и устройство для его осуществления | 1991 |
|
SU1808064A3 |
| НАГРЕВАТЕЛЬНЫЙ БЛОК ПЦР С ПОВТОРНО РАСПОЛОЖЕННЫМИ КОНТУРНЫМИ НАГРЕВАТЕЛЯМИ И УСТРОЙСТВО ПЦР, СОДЕРЖАЩЕЕ ЕГО | 2014 |
|
RU2618859C2 |
| Центробежный водоотделитель | 1928 |
|
SU12471A1 |
| ЖДУЩИЙ МУЛЬТИВИБРАТОР—всЕСОюан»1д | 0 |
|
SU310369A1 |

