Изобретение относится к области машиностроения, а именно к устройствам для соединения деталей цилиндрической формы, преимущественно труб, и может быть использовано при решении задач герметичного соединения труб большого диаметра, используемых в нефтегазодобыче при прокладке трубопроводов как на суше, так и под водой.
Известно сварочно-стыковочное устройство для ремонта поврежденных подводных трубопроводов («Судостроение за рубежом», 1984, № 5, стр.57-58). Устройство содержит раму, на которой установлены гидродомкраты для центровки концов труб. Устройство снабжено также герметичной рабочей камерой для сварки и сборки концов труб сухим способом. Рабочая камера осушается сжатым воздухом для обеспечения нормального «сухого» шва.
Недостатком данного устройства является сложность оборудования для проведения сварочных работ в подводных условиях. В устройстве задействованы гидравлическая станция с рабочей жидкостью, мощные вентиляторы для осушения воздухом объема рабочей камеры и сама рабочая камера для выполнения сварочных работ сухим способом.
Известно устройство для соединения концов труб в виде трубной муфты (см. заявку № OS 37 02 948, МКИ 4 F16L 21/06, ФРГ). В данном устройстве трубная муфта состоит из двух получаш, которые стягиваются радиально друг к другу посредством стяжных устройств, образуя осевой стык (по трубе). Получаши имеют кольцевые заплечики, выступающие радиально внутрь для аксиального захвата соединительного воротника. Между заплечиком и воротником расположено уплотнительное кольцо, которое взаимодействует со стенкой трубы через уплотнительную поверхность. Уплотнительное кольцо в осевом направлении опирается на соединительный воротник и опорное кольцо, надетое на трубу и охваченное получашей. Уплотнительное кольцо имеет фасонный профиль, способствующий герметичности осевого соединения. Опорное кольцо вместе с плоской торцевой поверхностью воротника и поверхностью трубы образует кольцевую уплотнительную камеру треугольного сечения.
Указанная муфта включает много деталей, в том числе получаши, для изготовления которых требуется большое количество металла, а также большие трудозатраты, необходимые для выполнения уплотняемых торцевых поверхностей. Монтаж данной муфты под водой потребует дополнительных трудозатрат и дополнительного времени.
Известны термомеханические втулки (муфты), применяемые в качестве средства для соединения труб, выполненные из материала с эффектом памяти формы (ЭПФ) - никелида титана (сплава никеля с титаном) (Тихонов А.С. и др. Применение эффекта памяти формы в современном машиностроении. Москва, «Машиностроение», 1981, с.56-62).
Известны руководящие документы по применению термомеханических соединений (ТМС) в авиационной промышленности: ОСТ1.00960-80 Соединения трубопроводов неразъемные термомеханические; а также ОСТ1.13681-80 Муфты термомеханического соединения. Конструкция и размеры.
Известны руководящие документы по применению термомеханических соединений в судостроении:
ТУ 5.564-11429-90 Муфты термомеханических соединений судовых трубопроводов. Технические условия. Утверждено ЦНИИ КМ «ПРОМЕТЕЙ»;
РД5.УЕИА.2836-90 Соединения термомеханические трубопроводов судовых систем. Технология изготовления и сборки. Типовой технологический процесс. ЦНИИ КМ «ПРОМЕТЕЙ».
Термомеханическое соединение (ТМС) трубопроводов представляет собой неразъемное соединение трубопроводов при помощи муфты, изготовленной из сплава с ЭПФ. Известные термомеханические муфты применяются для соединения концов труб малого диаметра (в пределах 40 мм). Технология их установки на концы труб включает операции «замораживания» в среде жидкого азота, радиальной деформации - увеличения внутреннего диаметра, хранения и транспортировки муфт в специальных холодильных камерах до момента установки их на трубы. При нагреве муфта, установленная на трубы, восстанавливает первоначальный размер внутреннего диаметра с образованием термомеханического соединения.
Такое соединение труб недостаточно надежно из-за возможности возникновения коррозии от влияния титаноникелевого сплава муфт на стальные трубопроводы, особенно при нахождении их в морской воде.
Применение таких втулок для крепления концов труб большого диаметра влечет за собой расход большого количества сплава никелида титана, трудоемко, требует проведения тщательной механической обработки как термомеханических втулок, так и концевых поверхностей соединяемых труб, что делает их экономически невыгодными при соединении концов труб большого диаметра и требует значительных затрат времени. ТМС трубопроводов по РД5.УЕИА.2836-90 Соединение термомеханическое трубопроводов судовых систем, выпущенное ЦНИИ КМ «ПРОМЕТЕЙ», выбрано в качестве наиболее близкого заявляемому устройству аналога.
Задача настоящего изобретения заключается в обеспечении экономичного надежного герметичного соединения труб любого диаметра как на суше, так и под водой при наименьших затратах энергоносителя, трудозатрат и времени, необходимого для проведения операции по соединению труб.
Задача решена тем, что в известном ТМС трубопроводов, содержащем соединительный рабочий орган, охватывающий концы соединяемых труб, выполненный из материала с эффектом памяти формы (термомеханической памятью формы), соединительный рабочий орган выполнен в виде сильфона с охладителем-нагревателем, которые заключены в герметичный разъемный цилиндрический кожух, образованный из двух половин. На внутренней поверхности кожуха закреплена теплозащитная оболочка, а по торцам выполнены отбортовки с резиновой прокладкой. Охладитель-нагреватель выполнен в виде двух труб-змеевиков, сообщенных с источником энергоносителя, закрепленных на половинах кожуха соответственно. Трубы-змеевики установлены снаружи сильфона, между его гофрами. А на внутренних поверхностях гофр сильфона, контактирующих с соединяемыми концами труб, установлены уплотнительные, эластичные кольца.
Кроме того, уплотнительные, эластичные кольца имеют двояковогнутую контактную рабочую поверхность.
Кроме того, на стыке двух половин кожуха, в районе торцов, установлены быстроразъемные зажимы.
Кроме того, быстроразъемные зажимы шарнирно закреплены на обушках, установленных на каждой половине кожуха, и выполнены в виде эксцентрикового сухаря с вилкой и рукоятки.
Кроме того, трубы-змеевики охладителя-нагревателя имеют концевые патрубки со штуцерами подвода-отвода энергоносителя, а в кожухе выполнены уплотненные отверстия для герметичного вывода патрубков.
Кроме того, на кожухе в средней части, снаружи, выполнены обуха для транспортировки устройства.
Кроме того, до момента эксплуатации устройства сильфон установлен на имитаторе соединяемых концов труб, защищающем его от воздействия окружающей среды и для удобства транспортировки.
Такое техническое решение за счет выполнения соединительного рабочего органа в виде сидьфона, выполненного из материала с ЭПФ, позволяет унифицировать его применение для герметичного соединения концов труб любого, в том числе и большого, диаметра, что важно при прокладке трубопроводов в нефтегазовой промышленности как на суше, так и под водой, а также позволяет сэкономить затраты сплава на изготовление сильфона вместо толстостенной муфты, особенно для соединения труб большого диаметра.
Заявляемое устройство повышает надежность соединения стыковочного узла за счет установки на внутренних поверхностях гофр сильфона, контактируемых с соединяемыми концами трубопроводов, эластичных уплотнительных колец, которые предотвратят коррозию стальных деталей (труб) от влияния титаноникелевого сплава, из которого выполнен соединительный рабочий орган - сильфон, особенно при нахождении трубопровода в морских условиях.
В новом устройстве повышена надежность соединения концов труб также за счет выполнения эластичных уплотнительных колец с двояковогнутыми рабочими поверхностями, в результате чего, в момент формоизменения сильфона, полые пазы двояковогнутых поверхностей уплотнительных колец создадут явление «присоса» по поверхностям концов стыкуемых труб и гофр сильфона.
Предложенное устройство для создания герметичного надежного соединения труб потребляет незначительное количество энергии (хладагента или отработанной горячей воды), так как горячая вода требуется для ускорения процесса формоизменения сильфона, ибо сам процесс соединения концов труб происходит за счет внутренней энергии фазового превращения в материале сильфона, инициируемого воздействием на него тепла окружающей среды - воздуха или воды. Для ускорения процесса формоизменения сильфона к нему может быть осуществлена подача утилизированной горячей воды с температурой, не превышающей 100°С.
Новое устройство не требует значительных затрат времени на проведение монтажных работ по соединению концов труб как на суше, так и в море, что исключительно важно для организации труда строителей - монтажников (водолазов), находящихся под водой, за счет выполнения сильфона из сплава с ЭПФ заранее в заводских условиях, помещения его в кожух с поддержанием минусовой температуры, транспортировки в готовом состоянии к месту соединения труб.
Экономия расхода энергии для проведения процесса герметичного соединения труб достигнута за счет выполнения вокруг сильфона кожуха с теплозащитной оболочкой, исключающей влияние окружающей среды - холодного воздуха или морской воды на сильфон, а также за счет установки сильфона до момента эксплуатации на имитатор соединяемых деталей (труб), предохраняющий сильфон от преждевременного формоизменения от воздействия окружающей среды.
Заявляемое устройство позволяет сократить трудозатраты и время, необходимые для герметичного соединения деталей (труб), так как не потребуется дополнительная механическая обработка концов соединяемых труб в результате применения уплотнительных эластичных колец с двояковогнутыми контактными поверхностями, которые при формоизменении сильфона обогнут выпуклости деталей и заполнят вогнутости последних.
Выполнение кожуха разъемным с быстроразъемными зажимами, с обухами для транспортировки устройства, а также выполнение в кожухе уплотненных отверстий для герметичного вывода патрубков со штуцерами подвода-отвода энергоносителя позволит сократить время на подготовку и проведение операции по соединению труб.
Сущность изобретения иллюстрируется чертежами, представленными на фигурах 1-8, на которых изображено:
Фиг.1 - общий вид устройства,
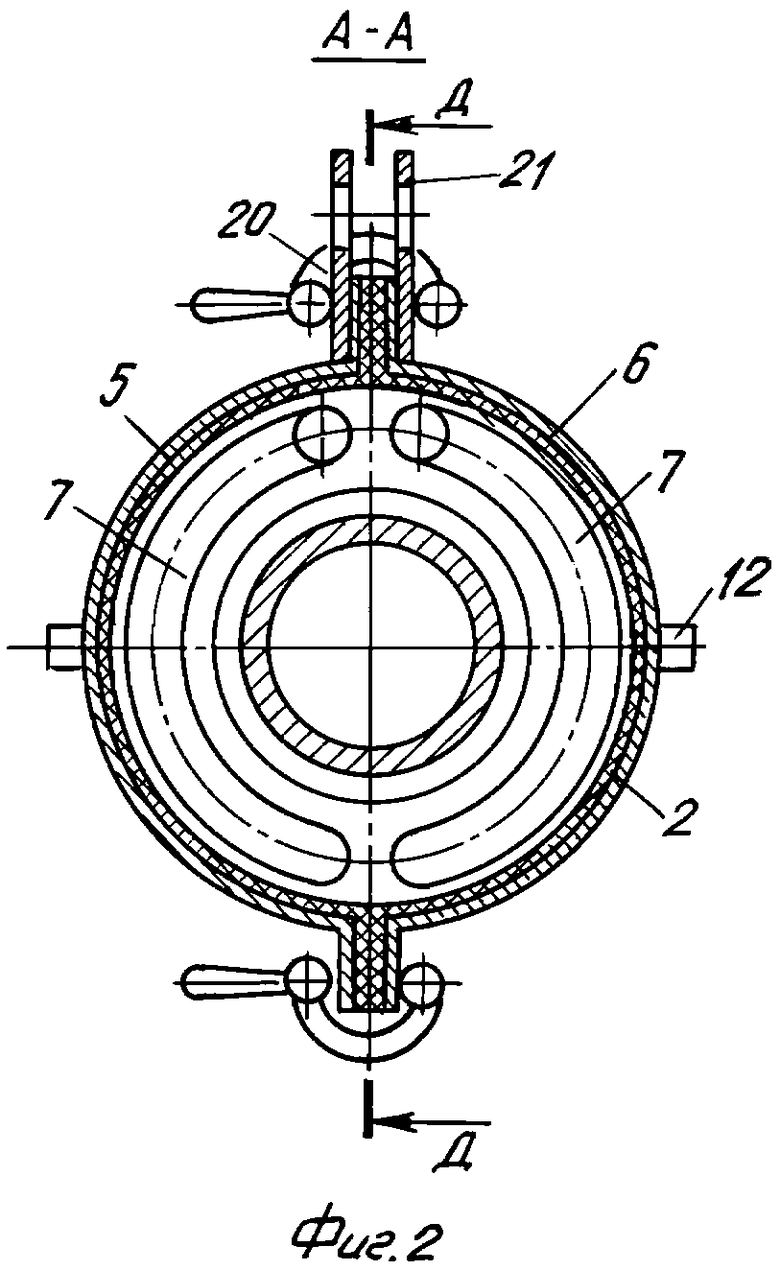
Фиг.2 - сечение А-А с фиг.1,
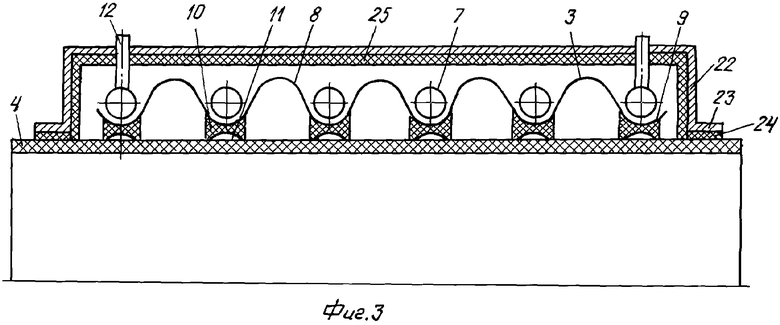
Фиг.3 - продольный разрез устройства с имитатором деталей (концов труб),
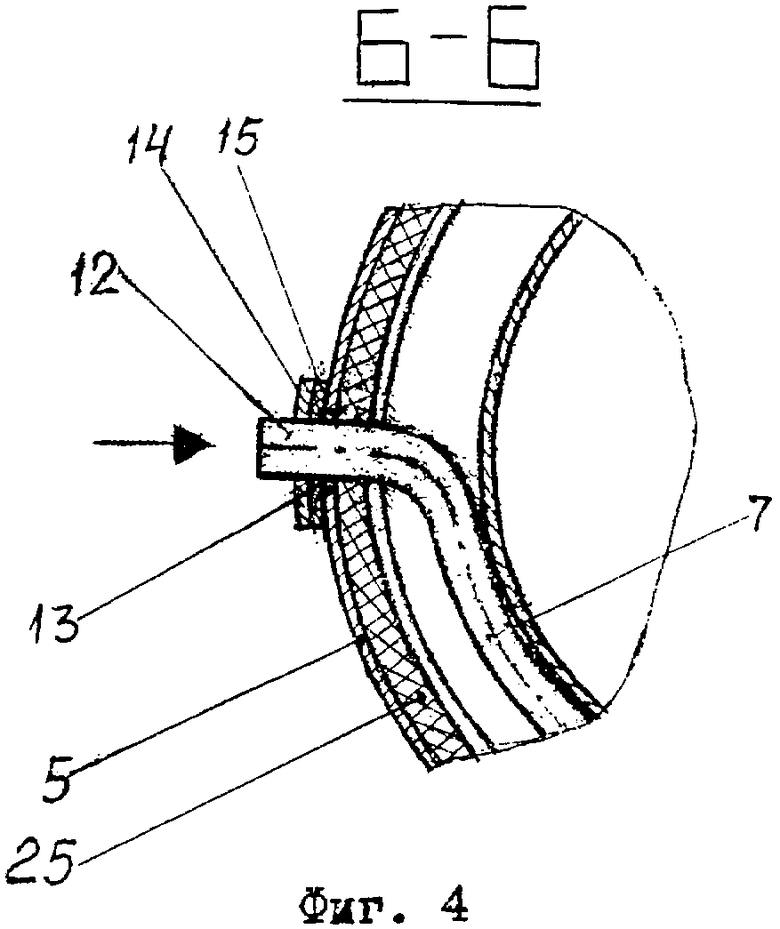
Фиг.4 - разрез Б-Б с фиг.1 (подвод энергоносителя к охладителю-нагревателю),
Фиг.5 - разрез В-В с фиг.1 (отвод энергоносителя),
фиг.6 - продольный разрез устройства с сильфоном в эксплуатационном положении,
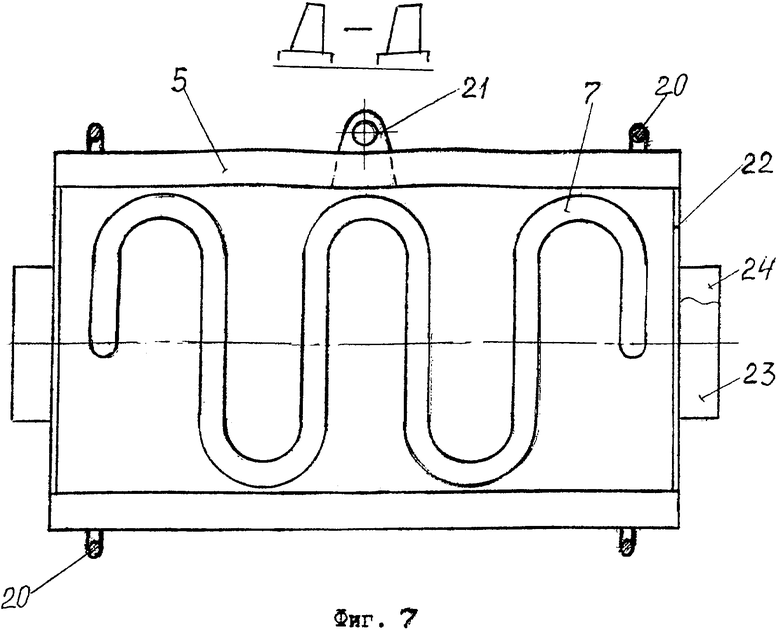
фиг.7 - разрез Д-Д с фиг.2 в развернутом виде (вид на кожух изнутри с охладителем-нагревателем),
фиг.8 - разрез Г-Г с фиг.1 (быстроразъемный замок для соединения частей кожуха),
фиг.9 - вид Е с фиг.8 (быстроразъемный замок для соединения частей кожуха).
Термомеханическое соединение цилиндрических деталей, преимущественно труб 1 и 2 содержит сильфон 3 (см. фиг.3, 6), выполненный из сплава с термомеханической памятью формы. При эксплуатации устройства сильфон 3 устанавливают на концы соединяемых труб 1 и 2. До момента эксплуатации устройства сильфон 3 установлен на имитаторе 4 концов соединяемых труб 1, 2, который предназначен для защиты сильфона 3 изнутри от влияния внешней среды до момента эксплуатации устройства (при его транспортировке и т.д.). Имитатор 4 имеет наружный диаметр, равный наружному диаметру соединяемых труб, и выполнен из неметаллического теплозащитного материала, например, сферопластика марки ЭДС-5АС по ТУ 5.966-21114-85, имеющего пористую структуру, обладающего в воде положительной плавучестью, а также повышенной прочностью. Снаружи сильфон 3 заключен в кожух, состоящий из двух частей 5 и 6 (см. фиг.1 и 2), предназначенный для защиты сильфона 3 от влияния внешней среды. На наружной поверхности сильфона 3, между его гофрами, установлен охладитель-нагреватель 7 (см. фиг.2 и 3). Сильфон 3 имеет гофры с наружными выпуклостями 8 и вогнутостями 9. На внутренних поверхностях вогнутостей 9 гофр сильфона 3, контактирующих с соединяемыми концами труб 1 и 2, герметично установлены неметаллические уплотнительные эластичные кольца 10 (см. фиг.3), например, с помощью морозоустойчивого полиамида. Кольца 10 на рабочих радиальных плоскостях имеют в поперечном сечении двоякую вогнутость 11 для создания явления «присоса» в момент формоизменения сильфона 3.
Сильфон 3 выполнен из сплава TiNi (никелид титана или нитинол), обладающего эффектом памяти формы (ЭПФ) (Токарева В.Н. и др. Физика металлов и металловедение. М.: Наука, 1983, т.56, вып.2, с.340-343, сплав ТН-1К по ТУ1-809-275, трубы горячепрессованные по ТУ1-809-95). Деформация сплава, указанного В.Н. Токаревой и др., при его формоизменении достигает величины до 16%, деформация сплава ТН-1К при его формоизменении достигает величины в 4-6%. Промышленно известен сплав ТН-1К, который применен в заявляемом устройстве. Для целевого использования сплава на суше, где в условиях Крайнего Севера температура воздуха может опускаться до величины минус 40°С, сильфон 3 должен иметь температуру мартенситного превращения Мк, равную минус 60°С, чтобы избежать спонтанного формоизменения при охлаждении до температуры выше минус 40°С.
При прокладке трубопровода в морских условиях, где температура морской воды колеблется от минус 2°С до плюс 32°С, критерием аустенитного превращения сплава будут являться температуры от 40 до 50°С как для случая установки сильфона 3 на суше, так и в море. Для целевого использования сильфона 3 на суше и на море температура аустенитного превращения Ак в его сплаве должна быть от 50 до 60°С, чтобы избежать спонтанного формоизменения его при температуре 32°С.
Перед доставкой устройства к месту эксплуатации сильфон 3 охлаждают до температуры минус 60°С в заводских условиях, его деформируют для увеличения внутреннего диаметра на величину, обеспечивающую свободную посадку сильфона на имитатор 4, т.е. на 4-6% больше наружного диаметра стыкуемых концов труб 1, 2. При этом в кристаллической решетке сплава при сдвиге происходит «запоминание» этой формы (см. «Применение эффекта памяти формы в современном машиностроении»./Под редакцией А.С.Тихонова и др. М.: Машиностроение, 1981, стр.4-7,33), в результате чего при дальнейшем только охлаждении до мартенситного формоизменения при температуре минус 60°С сильфон 3 вспоминает свою форму (увеличенный диаметр).
При нагревании сильфона 3 в заводских условиях до температуры 50 - 60°С его корпус вновь деформируют для уменьшения его внутреннего диаметра на 2-4% меньше наружного диаметра соединяемых концов труб 1, 2. При этом в кристаллической решетке сплава при сдвиге происходит «запоминание» этой формы, в результате чего при дальнейшем только нагревании до аустенитного формоизменения при температуре 50°С сильфон 3 вспоминает свою форму (уменьшенный диаметр) (Фавстов Ю.К. Вестник машиностроения, 1984, №1, с.52-55, см. ОСТ1.00960-80, РД.5. УЕИА.2836-90).
Охладитель-нагреватель 7 (см. фиг.2-5, 7) служит для охлаждения-нагрева сильфона 3 и выполнен в виде двух изогнутых конгруэнтно гофрам сильфона 3 труб-змеевиков, которые прикреплены к внутренним стенкам частей кожуха 5 и 6. Концевые патрубки 12 труб (см. фиг.4 и 5) охладителя-нагревателя 7 выведены из кожуха через герметично выполненные в нем отверстия 13. Концевые патрубки 12 обеспечивают подсоединение охладителя-нагревателя 7 к источнику энергоносителя (хладагента или утилизированной горячей воды) для обеспечения регулирования температуры сильфона 3. Концевые патрубки12 укреплены во фланцах 14 (см. фиг.2, 4 и 5), которые с помощью уплотнительных прокладок 15 обеспечивают герметичность ввода патрубков 12 в части кожуха 5 и 6. Части кожуха 5 и 6 имеют идентичную конструкцию, отличаются друг от друга только наружным расположением быстросъемных зажимов 16: на кожухе 5 установлены эксцентриковые сухари 17 с рукояткой 18, а на кожухе 6 неподвижно установлены обушки 19 с шарнирным креплением к ним вилок 20 (см. фиг.1, 2, 8 и 9). Сухарь 17 выполнен с эксцентриситетом «е», за счет которого возможен зажим торцов частей 5 и 6 кожуха. В центральной части кожуха имеются обуха 21 (фиг.1, 2 и 7) для транспортировки устройства к месту соединения деталей - концов труб 1 и 2. Части кожуха 5 и 6 (фиг.3 и 7) имеют стенки 22 с отбортовкой 23, к внутренней поверхности которой прикреплена резиновая прокладка 24 (см. фиг.3) для создания герметичности при контакте с концами трубопроводов 1 и 2 или со съемным цилиндром - имитатором 4. Внутренние стенки частей 5 и 6 кожуха имеют теплозащитную оболочку 25, выполненную из силикагеля.
Использование устройства на суше в условиях Крайнего Севера происходит следующим образом.
Устройство с сильфоном 3, которому в заводских условиях предварительно задано состояние деформации при заданных температурах и который установлен на имитаторе 4, доставляют к месту проведения операции по соединению труб 1 и 2.
Наружная температура воздуха может опускаться до величины минус 40°С, а в летнее время нагреваться до температуры +40°С, поэтому необходимо подать хладагент, например, жидкий азот к охладителю-нагревателю 7 для создания внутри кожуха температуры до минус 60°С, при которой сильфон 3 вспоминает свой увеличенный внутренний диаметр, который на 4-6% больше наружного диаметра имитатора 4 или соединяемых труб 1 и 2. Понижение минусовой температуры окружающей среды минус 40°С до минус 60°С способствует гарантийному превышению внутреннего диаметра сильфона 3 на 4-6% больше наружного диаметра соединяемых труб 1, 2 или имитатора 4, что дает возможность снять устройство с имитатора 4.
Затем удаляют имитатор 4 из сильфона 3, находящегося внутри кожуха. На место имитатора 4 внутрь сильфона 3 (см. фиг.3) заводят концы соединяемых труб 1 и 2, после чего прекращают подачу энергоносителя (хладагента) к охладителю-нагревателю 7 и сильфон 3, находящийся в контакте с окружающей средой, начинает нагреваться от температуры окружающей среды до величины плюс 32°С ... плюс 40°С.
Далее к охладителю-нагревателю 7 подают горячую воду или пар с температурой 100°С для нагрева сильфона 3 до температуры 50-60°С, при которой сильфон 3 вспоминает свой уменьшенный внутренний диаметр, который на на 2-4% меньше наружного диаметра соединяемых концов труб 1, 2. При этом в сплаве TiNi, из которого выполнен сильфон 3, в его кристаллической решетке происходит фазовое превращение по переходу мартенситной структуры в аустенитную.
В результате фазового превращения сплава сильфона 3 совершается работа на уменьшение его внутреннего диаметра, при этом в соединении возникает напряжение до величины порядка 500 МПа (Тихонов А.С. и др. Применение эффекта памяти формы в современном машиностроении. М.: Машиностроение, 1981, с.28, 36, 72). При этом происходит сжатие сильфоном 3 соединяемых концов труб 1 и 2 с большой силой, сопровождающееся большим натягом между контактируемыми поверхностями гофр сильфона 3 и соединяемыми концами труб 1 и 2 по типу контактной холодной сварки. (Справочник для изобретателя и рационализатора. М.: Машиностроение, 1962, Свердловск, с.540). При сжатии сильфона 3 сжимаются и уплотнительные эластичные кольца 10. При этом кольца 10 деформируются и плотно охватывают по периметру поверхности соединяемых деталей, концов труб 1 и 2, заполняя при этом все неровности и шероховатости в контактируемых с ними поверхностях гофр сильфона 3 и охватываемых им труб 1 и 2, за счет чего создается герметичное неразъемное соединение.
Кроме того, при сжатии уплотнительных колец 10, их вогнутости 11 также сжимаются, воздух выходит из объемов вогнутостей 11, в результате чего возникает «присос» колец 10 к наружной поверхности соединяемых концов труб 1 и 2, приводя к появлению дополнительного усилия сжатия по периметру труб и увеличению степени герметичности и надежности соединения.
По завершении операции герметичного соединения (фиг.6) на суше раскрывают быстроразъемные замки 16, отводят части 5 и 6 кожуха от места соединения деталей - труб, оставляя сильфон 3 как соединительный узел на стыке концов двух труб 1 и 2.
При необходимости расстыковки данного соединения на суше, например, при ремонте трубопровода вокруг него устанавливают вновь кожух 5 и 6, к охладителю-нагревателю 7 подают хладагент для охлаждения сильфона 3 до температуры минус 60°С, при которой он вспоминает свой внутренний увеличенный диаметр, превышающий на 4-6% диаметр соединенных труб 1, 2, что позволяет совершить демонтаж сильфона 3 с места соединения. Далее внутрь сильфона 3 устанавливают имитатор 4, который предотвращает нагрев сильфона от воздействия окружающей среды, что способствует уменьшению расхода хладагента.
Использование устройства под водой в морской акватории в условиях Крайнего Севера происходит следующим образом.
Поскольку температура морской воды у поверхности колеблется от минус 2°С до 32°С, например, в условиях Балтийского моря, то достаточно мартенситную точку фазового перехода в сплаве сильфона 3 поднять до температуры минус 24°С. Но в условиях Крайнего Севера при транспортировке устройства к месту установки на него будет влиять окружающая среда, следовательно, температура воздуха будет минус 40°С и мартенситную точку фазового перехода нужно иметь при минус 60°С. Температура аустенитного фазового перехода в сплаве сильфона 3 должна быть выше 32°С, т.е. порядка 50°С (например, в условиях Балтийского моря). При наличие в сплаве сильфона 3 мартенситной точки превращения Мк = минус 60°С и аустенитной точки превращения Ак=50°С не произойдет спонтанного разъединения сильфона 3 после его установки на стыкуемые концы трубопроводов 1, 2.
Далее устройство с сильфоном 3, которому в заводских условиях предварительно задано состояние деформации при заданных температурах мартенситного (Мк = минус 60°С) и аустенитного (Ак=50°С) превращений и который установлен на имитаторе 4, доставляют к месту проведения операции по соединению труб 1 и 2.
Далее процесс соединения труб под водой осуществляют при помощи оператора либо водолазов аналогично процессу соединения труб на суше, описанному выше.
Предложенное ТМС трубопроводов надежно, герметично, экономично, универсально, благодаря выполнению соединительного рабочего органа в виде сильфона с ЭПФ, что экономит количество сплава, необходимого для его изготовления, позволяет соединять трубопроводы любых диаметров без дополнительной обработки их соединяемых концов, особенно, используемых в нефтегазодобыче при прокладке трубопроводов как на суше, так и под водой в условиях Крайнего Севера и Балтийского моря.
Надежность предлагаемого ТМС трубопроводов повышена также за счет установки между гофрами сильфона и наружными поверхностями соединяемых концов трубопроводов эластичных уплотнительных колец, которые создают защитный слой и предотвращают коррозию стальных трубопроводов от влияния титаноникелевого сплава, особенно при нахождении их в морской воде (Люблинский Е.Я. Коррозия и защита судов. Справочник. Л.: Судостроение, 1987 г., с.32; ОСТ 5 Р.9048-96 Покрытия металлические и неметаллические неорганические. Технические требования. С.49).
В заявляемом устройстве расход энергии при проведении процесса герметичного соединения трубопроводов незначителен за счет применения кожуха с теплозащитной оболочкой, исключающей влияние на соединительный рабочий орган - сильфон окружающей среды, холодного воздуха или морской воды, этому способствует также установка внутри сильфона технологического имитатора наружного диаметра соединяемых концов трубопроводов до момента эксплуатации устройства, что защищает сильфон от влияния на него внешней среды и способствует надежности работы устройства.
Предлагаемое устройство удобно в эксплуатации за счет выполнения кожуха разъемным, с быстроразъемными замками и с обухами для транспортировки устройства к месту стыковки соединяемых деталей - труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОМЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2480661C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУФТ ИЗ СПЛАВА С ПАМЯТЬЮ ФОРМЫ | 2016 |
|
RU2623977C1 |
| Быстроразъемное фланцевое соединение труб | 1977 |
|
SU734474A1 |
| Устройство для соединения законцовок трубопровода | 2023 |
|
RU2824695C1 |
| Способ изготовления термомеханической муфты | 1986 |
|
SU1381299A1 |
| СПОСОБ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖА ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2002 |
|
RU2235188C2 |
| УСТАНОВКА ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ КРИОГЕННОЙ ТЕКУЧЕЙ СРЕДЫ НА СУДНЕ | 2019 |
|
RU2783569C2 |
| КОМПЕНСАТОР ДЛЯ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ | 1998 |
|
RU2208194C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ ТРУБОПРОВОДА | 2000 |
|
RU2175093C1 |
| Соединительное устройство | 1987 |
|
SU1434314A1 |




Изобретение относится к области машиностроения и предназначено для соединения труб. Устройство содержит сильфон, выполненный из сплава с эффектом памяти формы, охватывающий концы соединяемых труб, и охладитель-нагреватель, выполненный в виде двух труб-змеевиков, установленных снаружи сильфона между его гофрами, сообщенных с источником энергоносителя. Сильфон с трубами-змеевиками заключен в герметичный разъемный цилиндрический кожух, образованный из двух половин, на внутренней поверхности которого закреплена теплозащитная оболочка, а по торцам выполнены отбортовки с резиновой прокладкой, сопряженные с соединяемыми трубами. Трубы-змеевики закреплены на кожухе, а на внутренних поверхностях гофр сильфона установлены уплотнительные эластичные кольца, которые имеют двояковогнутую контактную поверхность. Изобретение позволяет соединять трубы любого диаметра как на суше, так и под водой быстро, надежно, герметично и экономично без дополнительной механической обработки концов соединяемых труб. 6 з.п. ф-лы, 9 ил.
| ТИХОНОВ А.С | |||
| и др | |||
| Применение эффекта памяти формы в современном машиностроении | |||
| - М.: Машиностроение, 1981, с.56-62 | |||
| ТЕРМОУСАЖИВАЮЩАЯСЯ МУФТА | 2004 |
|
RU2267687C1 |
| СПОСОБ СЕЛЕКЦИИ ФРАГМЕНТА ИЗОБРАЖЕНИЯ ДЛЯ ТЕЛЕВИЗИОННЫХ КООРДИНАТОРОВ | 2006 |
|
RU2319316C1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОИЗОЛЯЦИИ СТЫКОВОГО СОЕДИНЕНИЯ | 2002 |
|
RU2210658C1 |
| RU 2145688 С1, 20.02.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ТЕРМОУСАЖИВАЮЩИХСЯ МАНЖЕТ | 1993 |
|
RU2048984C1 |
| US 4287696 А, 08.09.1981 | |||
| Способ соединения труб | 1986 |
|
SU1430659A1 |

