Настоящее изобретение относится к устройствам для формования стеклянных емкостей индивидуального профиля, более конкретно к усовершенствованному средству управления такими устройствами.
В устройстве для изготовления стеклянных емкостей индивидуального профиля из капли стекломассы в черновой форме формируется черновая заготовка и перемещается в пункт выдувания, где вокруг черновых заготовок замыкаются формы для выдувания, выдувная головка располагается в верхней части форм для выдувания, и черновую заготовку выдувают посредством применения "додувки". Выдутую черновую заготовку охлаждают, образуя отформованную бутылку, которая может стоять сама, после чего формы для выдувания размыкают, и бутылку перемещают на приемный стол для дополнительного охлаждения. Время между замыканием форм для выдувания и применением додувки называют временем подогревания (см. US 5876475 A).
Время, проходящее между операциями, происходящими в устройстве для изготовления стеклянных емкостей индивидуального профиля, обычно контролируется электронным хронирующим барабаном или контроллером последовательности. Установленные углы вводятся оператором устройства для закрывания форм для выдувания, включения выдувной головки и додувки.
Задачей настоящего изобретения является создание устройства для изготовления стеклянных емкостей индивидуального профиля, улучшающего управление процессом формирования бутылок в формах для выдувания.
Другие задачи и преимущества настоящего изобретения поясняются в нижеследующем описании со ссылками на чертежи, которые иллюстрируют предпочтительный вариант осуществления изобретения, включающий в себя принципы изобретения.
На фиг.1 изображен схематический вид пункта выдувания устройства для изготовления стеклянных емкостей индивидуального профиля, и
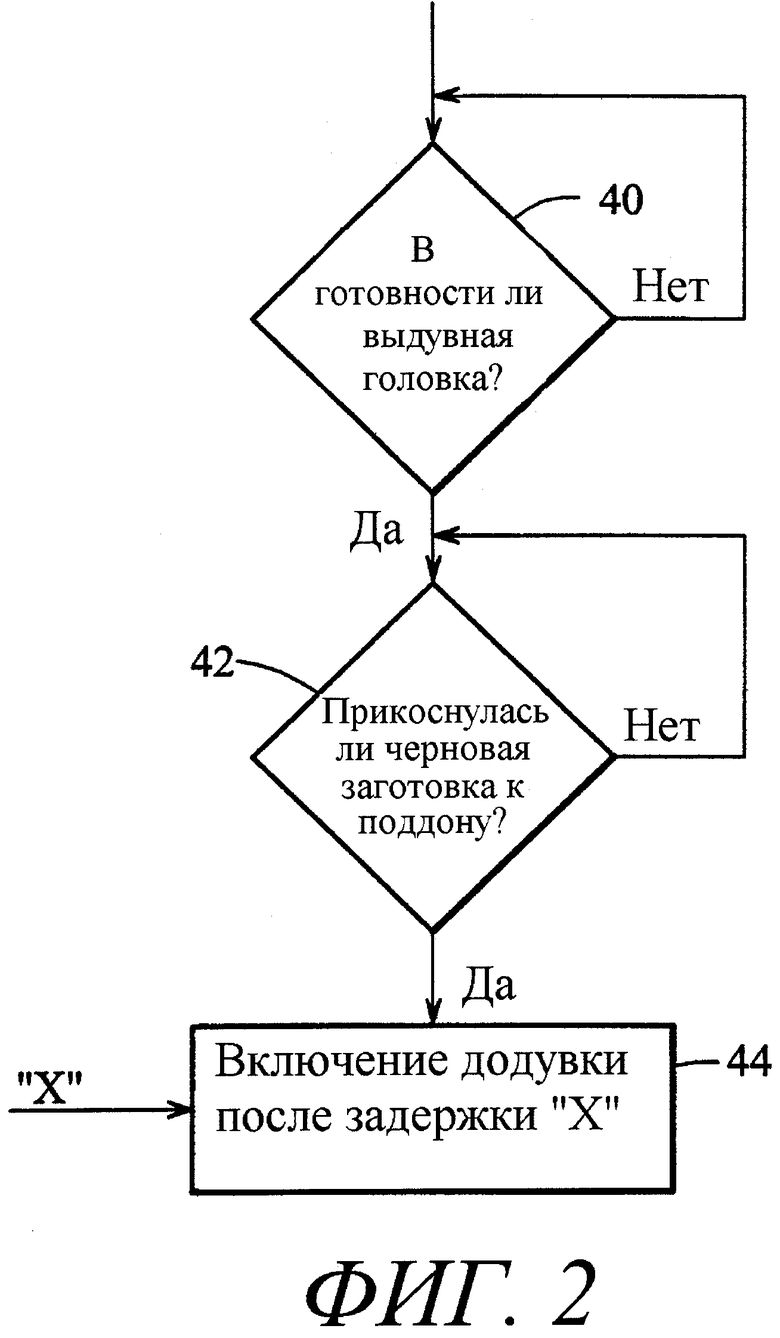
на фиг.2 изображена логическая блок-схема, показывающая работу пункта выдувания.
На фиг.1 изображен схематический вид механизма выдувной головки устройства для изготовления стеклянных емкостей индивидуального профиля. Черновая заготовка 10, которая имеет сформированный венчик (резьбовую часть) 12 в верхней части, подвешена за венчик 12 механизмом переворота (не показан). Пара противостоящих половин 14 формы для выдувания выполнена с возможностью перемещения из разделенного открытого положения в показанное закрытое положение, в котором они поддерживают черновую заготовку сразу под венчиком и входят в контакт с поддоном 15 для закрывания дна формы. Механизм 16 выдувной головки, который удерживает выдувную головку 18, перемещается вниз и с поворотом располагает выдувную головку так, что она находится вокруг венчика, при этом выдувная трубка 20 выдувной головки находится внутри черновой заготовки. Когда удерживаемая черновая заготовка подогрета, она будет растягиваться вниз под собственным весом. Когда черновая заготовка достигает дна формы, она будет входить в контакт с поддоном 15, и передача тепла поддону будет повышать температуру термопары 22, установленной в поддоне. Электропроводка 23 термопары соединяется в соединении 24 с электропроводкой 26, ведущей от основания 28 поддона к аналого-цифровому преобразователю 29, который преобразует аналоговое значение напряжения в цифровой сигнал, который обрабатывается контроллером 30. Когда черновая заготовка касается термопары, будет генерирован всплеск напряжения, который может выявляться контроллером как сигнал о прикосновении черновой заготовки к термопаре.
На фиг.2 показана логическая блок-схема, иллюстрирующая процесс управления. Когда угол в программируемом контроллере последовательности достигает введенного угла, на запрос 40 о готовности выдувной головки будет дано подтверждение, и следующим запросом, требующим ответа, является запрос 42 о том, коснулась ли черновая заготовка поддона. Когда прикосновение черновой заготовки к термопаре выявлено, средство управления будет включать этап 44 додувки после задержки "Х" (задержка может быть выбрана и может быть положительной, отрицательной или нулевой) для додувки черновой заготовки (клапан 46, управляющий потоком от источника Р/48 сжатого воздуха, будет открыт). Затем будет следовать оставшаяся часть цикла. Хотя для данного описания выдувание черновой заготовки описано с использованием термина "додувка", очевидно, что этот термин в равной степени подразумевает включение вакуума, когда бутылку формируют вакуумом, а не давлением. В этом случае будет открыт клапан 50, управляющий сообщением с источником V/52 вакуума.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА БУТЫЛКИ | 2002 |
|
RU2301781C2 |
| МЕХАНИЗМ ДЛИННОХОДНОЙ ВЫДУВНОЙ ГОЛОВКИ | 2010 |
|
RU2455241C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2007 |
|
RU2434816C2 |
| УСТРОЙСТВО КОНТРОЛИРОВАНИЯ ФУНКЦИИ КЛАПАНА ДОДУВКИ-СТУДКИ ГОРЛЫШКА | 2001 |
|
RU2268862C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285671C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286960C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285672C2 |
| ПРОЦЕСС И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОГО КОНТЕЙНЕРА С ГОРЛЫШКОМ, ИМЕЮЩИМ ВНУТРЕННЮЮ РЕЗЬБУ | 2011 |
|
RU2564293C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285673C2 |
Изобретение относится к устройствам для изготовления стеклянных емкостей индивидуального профиля. Изобретение позволит улучшить управление процессом формирования бутылок в формах для выдувания. Устройство для изготовления стеклянных емкостей индивидуального профиля включает пункт выдувания для формирования бутылки из черновой заготовки, имеющей сформированный венчик. Пункт выдувания включает форму для выдувания, имеющую боковые и нижние части для удержания черновой заготовки, источник формующего воздуха, клапанное средство для избирательного соединения источника формующего воздуха с формой для выдувания для бутылки из черновой заготовки, тепловое сенсорное средство для генерирования сигнала о прикосновении черновой заготовки ко дну формы, и средство управления для управления клапанным средством для соединения источника формующего воздуха с формой для выдувания на основе времени появления сигнала о прикосновении черновой заготовки ко дну формы. 4 з.п. ф-лы, 2 ил.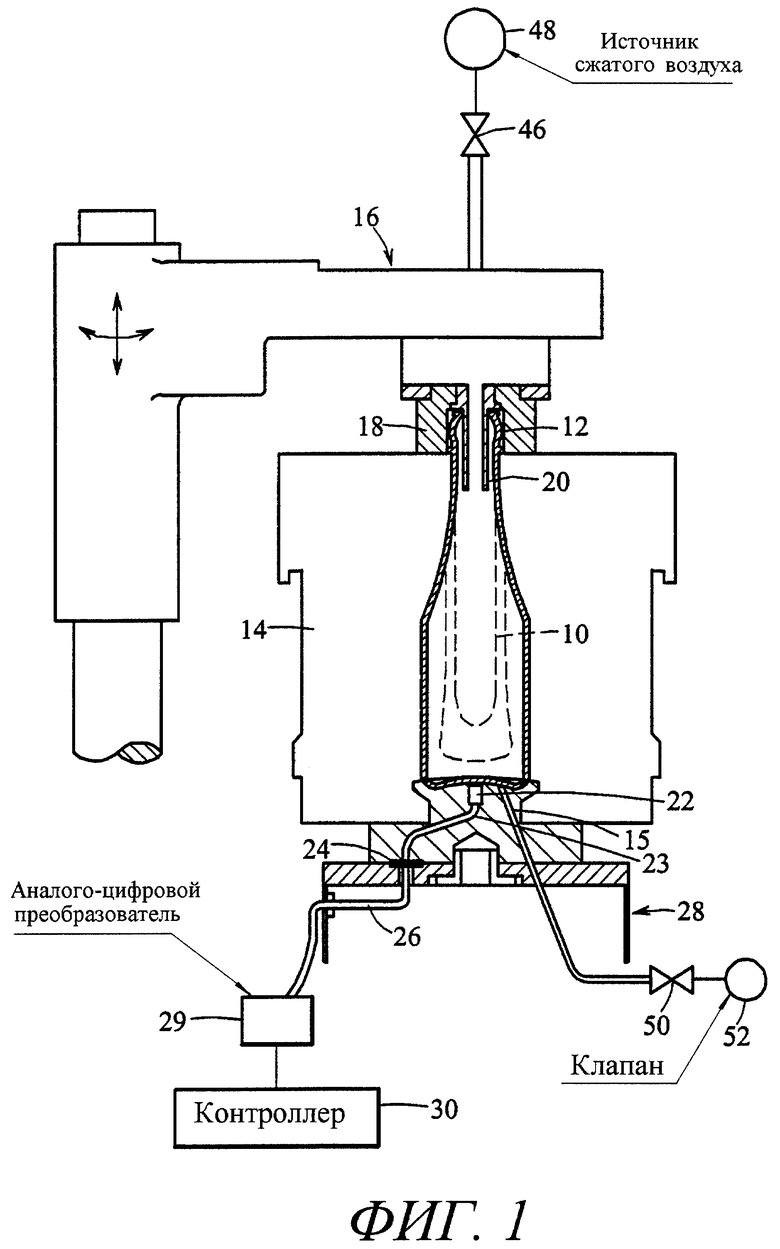
| US 5876475 А, 02.03.1999 | |||
| УСТРОЙСТВО для ПОДАЧИ ВОЗДУХА в СТЕКЛОФОРМУЮЩУЮ МАШИНУ | 0 |
|
SU185465A1 |
| Секционная стеклоформующая машина | 1987 |
|
SU1413057A1 |
| US 4657048 A, 14.04.1987 | |||
| US 3171732 A, 02.03.1965. | |||

