Область техники, к которой относится изобретение
Настоящее изобретение относится процессу и оборудованию для изготовления стеклянных контейнеров, в частности бутылок, имеющих горлышко с внутренней резьбой, и к таким стеклянным контейнерам. В частности, настоящее изобретение относится к процессу и оборудованию, пригодному для изготовления бутылок для вина и алкогольных напитков с резьбой, расположенной на внутренней поверхности горлышка контейнера, и пригодным для реверсивного присоединения/отсоединения сжимаемой пробки посредством ее ввертывания/вывертывания.
Уровень техники
В течение многих десятилетий бутылки с вином и алкогольными напитками укупоривают цилиндрическими корковыми пробками, которые запрессовываются в горлышко бутылки с определенной степенью сжатия. Несмотря на то что на протяжении очень длительного времени используется исключительно этот способ, в последние годы корковые пробки снова привлекли внимание по различным причинам, связанным, главным образом, со стоимостью и качеством хранящегося вина, в частности, с появлением так называемого «коркового» вкуса.
Сжимаемые пробки, изготавливаемые из синтетического материала, разработаны как замена корковых пробок для винных бутылок и находят все более широкое применение. Считается, что сжимаемые синтетические пробки оказывают на бутылочное вино нейтральное действие и расходы на их изготовление легче контролировать, чем расходы на корковые пробки. Однако они имеют недостаток, состоящий в низкой способности этих пробок к переработке для повторного использования или отсутствие этой способности, и их не всегда можно легко извлекать из бутылок. Эти синтетические пробки также могут вызывать ассоциации, связанные с промышленным производством и низким качеством.
Также известно, что винные бутылки могут укупориваться винтовыми крышками. Такой способ укупоривания может хорошо контролироваться, при этом эффективность сохранения вина аналогична эффективности при использовании корковых или синтетических пробок. Кроме того, винтовые крышки пригодны для переработки с целью повторного использования, по меньшей мере, теоретически, после отделения внутреннего поверхностного слоя от крышки. Однако этот способ укупоривания, особенно в Европе, может рассматриваться в качестве резервного для небольшого ассортимента вин и алкогольных напитков, поставляемых из так называемого Нового Света.
Бутылки, имеющие внутреннюю резьбу, известны уже давно. Такой тип бутылки описан, например, в документах US 2026304, FR 1170472, US 516726, US 868914, US 173089, US 482682, US 852269 и ЕР 0027780.
В документе ЕР 1501738 описывается способ изготовления керамической бутылки, имеющей горлышко с внутренней резьбой. Способ содержит следующие этапы: сопряжение резьбовой трубки с нижним краем воронкообразного элемента; позиционирование резьбовой трубки воронкообразного элемента по верхнему краю модели, состоящей из двух частей, и нагнетание керамического материала через элемент в модели; выгрузка излишка материала посредством поворачивания модели кверху дном; отделение элемента от модели, оставляя резьбовую трубу в горлышке бутылки; озоление резьбовой трубки для освобождения резьбы.
В настоящее время также известны автоматические процессы производства стеклянных контейнеров. Например, в так называемом процессе «выдувания» капли расплавленного стекла подаются в нижние части камер соответствующих черновых форм с помощью плунжера, который перемещается в вертикальном направлении между нижним и верхним положением. Непосредственно перед подачей капли стекломассы в форму плунжер поднимается и образует отпечаток в стекле, окружающем плунжер. Плунжер опускается, оставляя отпечаток в капле стекломассы, и затем воздух выдувается через отпечаток для превращения капли стекломассы в трубчатый элемент, закрытый у верхнего края и известный в этой области техники как «заготовка». Заготовка затем транспортируется в чистовую форму, в которой она подвешивается за горлышко. В заготовку снова выдувается воздух, в результате чего заготовка раздувается, заполняя всю полость чистовой формы и принимая форму готовой бутылки.
На первой взгляд может показаться, что производство стеклянного контейнера, имеющего горлышко с внутренней резьбой, является несложным. На практике дело обстоит не так, в частности в случае промышленного производства с контролируемыми расходами. Фактически, такие контейнеры с резьбовым горлышком сложно изготавливать с помощью контролируемого, повторяемого и устойчивого процесса, который можно легко передавать с одной установки на другую или с одной производственной линии на другую. Кроме того, должна поддерживаться производительность существующих машин при одновременном контроле качества изготовления на производственных линиях во избежание образования осколков стекла.
В документе JP 62-003028 описывается устройство для производства бутылок с внутренней резьбой. Резьба образуется на внутренней поверхности нижней части капли частью плунжера. В результате вращения плунжер опускается, и выполняется операция противодутья.
В патенте US 1,502.560 описывается машина для изготовления бутылок или схожих контейнеров, которые снабжены на участке входного отверстия внутренней резьбой. Здесь используется оправка или плунжер, который связан с каждой формой и имеет верхний участок, снабженный резьбой, которая служит для образования резьбы во входном отверстии бутылки.
Другие процессы изготовления, в основном предложенные в первой половине 19-го века, описаны в GB 132,589, US 2,215,984, DE 183525, US 1,406,722, FR 697,986, US 1,560,158, BE 488693.
В описанном оборудовании используются сложные механизмы, обеспечивающие вращательное движение резьбового элемента и склонные к выходу из строя и требующие много пространства, что затрудняет их использование в существующем производственном оборудовании. Кроме того, представленная здесь операция образования заготовки является трудоемкой и может снижать производительность. Кроме того, эти способы обеспечивают получение в контейнере одного отпечатка резьбы с мелким шагом и несколькими витками, что придает контейнеру неэстетичный вид и затрудняет открывание и закрывание бутылки.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы предложить быстропротекающий и эффективный процесс изготовления стеклянных бутылок с горлышком, имеющим внутреннюю резьбу.
Другая задача настоящего изобретения состоит в том, чтобы предложить простое и надежное оборудование для изготовления стеклянных бутылок с горлышком, имеющим внутреннюю резьбу, которое может использоваться в существующих машинах для производства стеклянных контейнеров с минимальными изменениями в существующем оборудовании.
Еще одна задача настоящего изобретения состоит в том, чтобы предложить стеклянный контейнер, который может изготавливаться с помощью способа и/или оборудования по настоящему изобретению, в частности бутылку для вина и/или алкогольных напитков, которая имеет горлышко с внутренней резьбой и которую можно быстро открывать и закрывать, при этом бутылка должна обеспечивать надлежащую герметичность.
Задачи изобретения решаются с помощью объекта изобретения по независимым пунктам формулы изобретения. Предпочтительные варианты выполнения определены в зависимых пунктах.
По первому аспекту настоящее изобретение относится к процессу изготовления стеклянных контейнеров, предпочтительно бутылок, имеющих горлышко/входную часть с внутренней резьбой; процесс содержит следующие этапы: а) подача капли расплавленного стекла внутрь камеры черновой формы, снабженной резьбовым элементом или плунжером, имеющим, по меньшей мере, одно винтовое ребро или канавку на наружной поверхности; b) извлечение плунжера из частично затвердевшего стекла посредством поворотно-поступательного движения, при этом вышеуказанный плунжер вращается вокруг продольной оси, концентричной с наружной поверхностью, имеющей, по меньшей мере, одно вышеуказанное винтовое ребро или канавку, и извлекается в продольном направлении с целью вывертывания плунжера из частично затвердевшего стекла, оставляя отпечаток резьбы на участке стекла, соответствующий входному отверстию изготавливаемого контейнера; с) выдувание воздуха во входное отверстие до тех пор, пока не будет образован контейнер.
Вращательно-поступательное движение для извлечения плунжера на этапе b) обеспечивается следующим образом. Исполнительный механизм воздействует на плунжер, тем самым обеспечивая линейное перемещение плунжера вдоль вышеуказанной продольной оси и относительно направляющей, которая крепится относительно черновой формы и окружает плунжер на вышеуказанном этапе b). Винтовая направляющая, концентричная с продольной осью, предусматривается между направляющим элементом и вышеуказанным плунжером и непосредственно преобразует вышеуказанное линейное перемещение, обеспечиваемое вышеуказанным линейным исполнительным механизмом, во вращательно-поступательное движение вышеуказанного плунжера. Во время производственного процесса капли стекломассы последовательно подаются в камеру черновой формы, и этапы а), b) и с) повторяются для каждой капли стекломассы.
Преимущественно этот тип приводного механизма является простым и надежным и хорошо подходит для использования в существующих машинах для обработки стекла, например, в I.S.-машинах, и требует только минимального модификации существующих машин. В частности, может использоваться пневматический или гидравлический поршневой привод или сервоэлектрический привод, концентричный с плунжером. Винтовая направляющая, концентричная с плунжером, может преимущественно использоваться в ограниченном пространстве такой машины для превращения линейного перемещения, обеспечиваемого поршневым или сервоэлектрическим приводом.
Преимущественно процесс хорошо подходит для выполнения внутренней резьбы в горлышке, имеющей специальную геометрию. Для получения отпечатка такой внутренней резьбы в горлышке контейнера, по меньшей мере, одно винтовое ребро или канавка следует вокруг вышеуказанной продольной оси на заданный угол, и плунжер вращается на угол вращения, равный вышеуказанному заданному углу или превышающий этот угол, во время вышеуказанного вращательно-поступательного движения на этапе b), при этом угол вращения плунжера предпочтительно составляет менее 360°, более предпочтительно менее 200° и по предпочтительному варианту выполнения 90±30°, что позволяет поддерживать высокую производительность.
Таким образом, может поддерживаться высокая производительность. Кроме того, это обеспечивает выполнение горлышка с внутренней резьбой с большим шагом и небольшим угловым продолжением вокруг вышеуказанной продольной оси (полярный угол), что может быть преимуществом для определенных применений, например для бутылок для вина или алкогольных напитков.
Предпочтительно вышеуказанный направляющий элемент выполнен как гильза, которая входит в зацепление с горловым кольцом и направляет плунжер в продольном направлении, и между гильзой и плунжером предусмотрена винтовая направляющая. На вышеуказанных этапах а) и b) гильза крепится относительно первой формы посредством зацепления с горловым кольцом, и после извлечения плунжера гильза перемещается вниз, выходя из зацепления с горловым кольцом.
По предпочтительному варианту выполнения изобретения процесс изготовления является процессом формирования выдуванием, в котором
вышеуказанная первая форма является черновой формой, и на этапе b1) после извлечения плунжера выдувается капля стекломассы для образования заготовки внутри камеры вышеуказанной черновой формы;
на этапе b2) вышеуказанная заготовка транспортируется из черновой формы в камеру чистовой формы;
на этапе с) вышеуказанная заготовка выдувается для образования контейнера внутри камеры чистовой формы.
По второму аспекту настоящее изобретение относится к оборудованию для изготовления стеклянных контейнеров, имеющих горлышко с внутренней резьбой; оборудование содержит: первую форму, ограничивающую внутреннюю камеру; плунжер, перемещающийся между первым положением, в котором он расположен внутри камеры, ограничивая объем, соответствующий, как негативное отображение, входному отверстию контейнера, и вторым положением, в котором он извлекается из вышеуказанной камеры; перемещающее устройство, функционально соединенное с плунжером для его перемещения из первого положения во второе положение. Плунжер имеет, по меньшей мере, одно винтовое ребро или канавку на наружной поверхности, и перемещение между вышеуказанными первым и вторым положениями является вращательно-поступательным движением для вывертывания плунжера из участка стекла, соответствующего входному отверстию изготавливаемого контейнера. Вращательно-поступательное движение плунжера, когда он извлекается из отпечатка, который соответствует входной части изготавливаемого контейнера, позволяет освобождать плунжер из входной части без повреждения образованной в ней внутренней резьбы. Вращательно-поступательное движение обеспечивается посредством использования следующего оборудования:
линейный исполнительный механизм, который воздействует на плунжер, тем самым обеспечивая линейное перемещение плунжера вдоль вышеуказанной продольной оси между первым и вторым положениями;
направляющий элемент, прикрепленный относительно первой формы и окружающий плунжер, при этом плунжер перемещается относительно направляющего элемента вдоль вышеуказанной продольной оси; и
винтовая направляющая, концентричная с продольной осью и предусмотренная между вышеуказанным направляющим элементом и вышеуказанным плунжером, при этом вышеуказанная винтовая направляющая непосредственно преобразует вышеуказанное линейное перемещение, обеспечиваемое вышеуказанным линейным исполнительным механизмом на вышеуказанном плунжере, в вышеуказанное вращательно-поступательное движение вышеуказанного плунжера между вышеуказанными первым и вторым положениями. Это позволяет поддерживать производительность и использовать оборудование в существующих машинах с минимальными изменениями.
По предпочтительному варианту выполнения изобретения плунжер имеет рабочий участок в виде оправки, продолжающийся в горловом кольце первой формы на этапе а), и основание, расположенное снизу горлового кольца. Вышеуказанное, по меньшей мере, одно винтовое ребро или канавка, образующая вышеуказанную внутреннюю резьбу в горлышке контейнера, предусматривается на периферийной наружной поверхности оправки.
Предпочтительно линейный исполнительный механизм содержит пневматический или гидравлический поршневой привод или сервоэлектрический привод и приводной шток, расположенные концентрично с плунжером и первой формой. Приводной шток перемещается концентрично с вышеуказанной продольной осью и имеет конечный головной участок, неподвижно присоединенный в продольном направлении к основанию плунжера.
Предпочтительно конечный головной участок приводного штока имеет верхний фланец, и основание плунжера имеет нижний фланец. Фланцы конечного головного участка и основания соединяются зажимом, например разрезным кольцом, для соединения конечного головного участка приводного штока и основания плунжера.
Фланцы конечного головного участка приводного штока и основания плунжера соединены друг с другом с возможностью скольжения и обеспечивают относительное перемещение между приводным штоком и основанием плунжера. Таким образом, плунжер может выполнять вращательно-поступательное движение, в то время как приводной шток перемещается только линейно, не совершая вращательного движения. Оборудование может быть простым способом модифицировано, так чтобы оно соответствовало конструкциям существующих машин.
Предпочтительно вышеуказанное, по меньшей мере, одно винтовое ребро или канавка следует вокруг вышеуказанной продольной оси на заданный угол γ1 (полярный угол), который предпочтительно составляет менее 360°, более предпочтительно менее 200° и по предпочтительному варианту выполнения γ1=90±30°. Плунжер вращается на угол вращения, равный вышеуказанному заданному углу γ1 или превышающий этот угол, но предпочтительно не более 360°.
Такая геометрия обеспечивает быстрое отсоединение плунжера от резьбового входного отверстия. Предпочтительно на плунжере предусмотрено «m» винтовых ребер или канавок, при этом «m» превышает число два или равно двум, тем самым образуя многониточную резьбу с независимыми витками резьбы. По предпочтительному варианту выполнения «m» выбирается между тремя и пятью и предпочтительно равно четырем. Ребра или канавки в количестве, равном «m», предпочтительно расположены под углом в шахматном порядке на углу, равном 360°/m.
Кроме того, винтовая направляющая имеет такой же угол наклона, как, по меньшей мере, одно винтовое ребро или канавка на наружной стороне плунжера, который отпечатывает внутреннюю резьбу на участке стекла, соответствующем входной части изготавливаемого контейнера.
Предпочтительно вышеуказанное, по меньшей мере, одно винтовое ребро или паз имеют угол наклона β1 (угол между, по меньшей мере, одним ребром или канавкой и плоскостью, перпендикулярной продольной оси), составляющий 30-50°. Отсюда вытекает, что, в частности, предпочтительный угол наклона составляет β1=37±5°, что, с одной стороны, обеспечивает плавное преобразование линейного перемещения во вращательно-поступательное движение. С другой стороны, эти геометрические характеристики позволяют получить резьбу, которая обеспечивает надежное зацепление и плотное удерживание корковой пробки и, в то же время, легкое и быстрое извлечение плунжера во время этапа массового производства контейнеров.
Как указано выше, плунжер имеет преимущественно рабочий участок или оправку, на котором предусмотрено, по меньшей мере, одно винтовое ребро или канавка, образующая вышеуказанную внутреннюю резьбу в горлышке контейнера, и основание для соединения с плунжерным штоком. По предпочтительному варианту выполнения изготавливаемого контейнера оправка имеет кольцо без резьбы ниже ребер или канавок на наружной поверхности для образования участка без резьбы входного отверстия контейнера, смежного с концом контейнера. Это может быть преимуществом с учетом уплотняющих свойств контейнера, закрываемого корковой пробкой.
Предпочтительно винтовая направляющая содержит, по меньшей мере, один винтовой паз, выполненный в наружной поверхности основания плунжера или во внутренней поверхности направляющего элемента, и, по меньшей мере, один штифт, жестко соединенный с направляющим элементом или с основанием плунжера. Вышеуказанный штифт входит в зацепление и перемещается со скольжением в вышеуказанном винтовом пазе для преобразования линейного перемещения, обеспечиваемого линейным исполнительным механизмом, в вышеуказанное вращательно-поступательное движение плунжера.
Этот тип конструкции является относительно простым и надежным. С помощью такого типа конструкции облегчается использование изобретения с существующим оборудованием без необходимости замены черновой формы или добавления других компонентов в производственную линию.
Предпочтительно вышеуказанный, по меньшей мере, один паз следует вокруг вышеуказанной продольной оси на полярный угол γ2, равный вышеуказанному заданному полярному углу γ1 или превышающий этот угол, по меньшей мере, для одного винтового ребра или канавки.
Предпочтительно вышеуказанный, по меньшей мере, винтовой паз следует вокруг вышеуказанной продольной оси на полярный угол 
Кроме того, предпочтительно винтовой паз содержит «n» независимо начинающихся винтовых канавок, при этом «n» превышает число два или равно двум, и «n» винтовых пазов расположено в шахматном порядке под углом на угол, равный 360°/n.
По предпочтительному углу наклона β1 винтовых ребер или канавок в оправке плунжера, по меньшей мере, один винтовой паз имеет постоянный угол наклона β2, составляющий 30-50°, предпочтительно постоянный угол наклона β2=37±5°.
С помощью вышеуказанных способа и оборудования можно изготавливать стеклянный контейнер, в частности бутылку, которая снабжена горлышком приблизительно цилиндрической формы, пригодным для укупоривания контейнера пробкой, вставленной в вышеуказанное горлышко. Вышеуказанное горлышко имеет внутреннюю резьбу для реверсивного укупоривания и раскупоривания контейнера посредством вывертывания и ввертывания вышеуказанной сжимаемой пробки соответственно. С помощью способа и оборудования настоящего изобретения можно изготавливать, в частности, бутылку для вина или алкогольных напитков, которая имеет горлышко с внутренней резьбой, содержащей два или более независимых витков резьбы, отпечатанных ребрами или канавками на наружной поверхности оправки и имеющих постоянный угол наклона β, составляющий 30-50°, при этом способ и технологическое оборудование до этого не ограничиваются.
Предпочтительно витки резьбы в горлышке контейнера следуют вокруг продольной оси на угол вращения (полярный угол) γ менее 360°, более предпочтительно 45-200° и более предпочтительно γ=90±30°.
По предпочтительному варианту выполнения ребра или канавки в оправке плунжера и витки резьбы в горлышке контейнера продолжаются по высоте h3, составляющей 5-20 мм, вдоль продольной оси.
Предпочтительно внутренняя резьба горлышка контейнера содержит 3-5 независимых витков резьбы.
Также предпочтительно горлышко содержит внутреннее уплотнительное кольцо без резьбы, продолжающееся от конца контейнера до начала витков резьбы, выполненных с помощью кольца без резьбы ниже ребер или канавок на наружной поверхности оправки. Другими словами, витки резьбы внутри горлышка контейнера предпочтительно не продолжаются до конца контейнера, но имеют верхний конец на расстоянии примерно 2-5 мм до конца контейнера.
Что касается ребер или канавок на наружной поверхности оправки, независимые витки внутренней резьбы горлышка являются идентичными и распределены с равными угловыми интервалами по внутренней стенке горлышка. Независимые витки резьбы имеют предпочтительную радиальную толщину 1-3 мм.
С такой внутренней резьбой контейнер имеет преимущество, состоящее в том, что его можно укупоривать и раскупоривать посредством простого ввертывания и вывертывания сжимаемой пробки, например корковой пробки, имеющей головку, пригодную для захватывания рукой, и корпус, пригодный для вставления в резьбовое горлышко и плотного прилегания во время вставления. Этот вид укупоривания позволяет герметично уплотнять контейнер, в то же время обеспечивая удобство и практичность пользования, поскольку потребитель может неограниченное число раз укупоривать и раскупоривать контейнер за счет простого ручного ввертывания пробки в горлышко и ее вывертывания из горлышка контейнера без особого усилия. Кроме того, этот тип укупоривания поддерживает высокий образ товара, содержащегося в контейнере, за счет, например, натуральной корковой пробки, имеющей преимущества металлической или пластиковой винтовой крышки.
Другие характеристики и преимущества настоящего изобретения станут понятными из примерного и неограничивающего описания предпочтительного, но неисключительного примера процесса и оборудования для изготовления стеклянных контейнеров, имеющих горлышко с внутренней резьбой, и такого стеклянного контейнера, как показано на приложенных чертежах.
Краткое описание чертежей
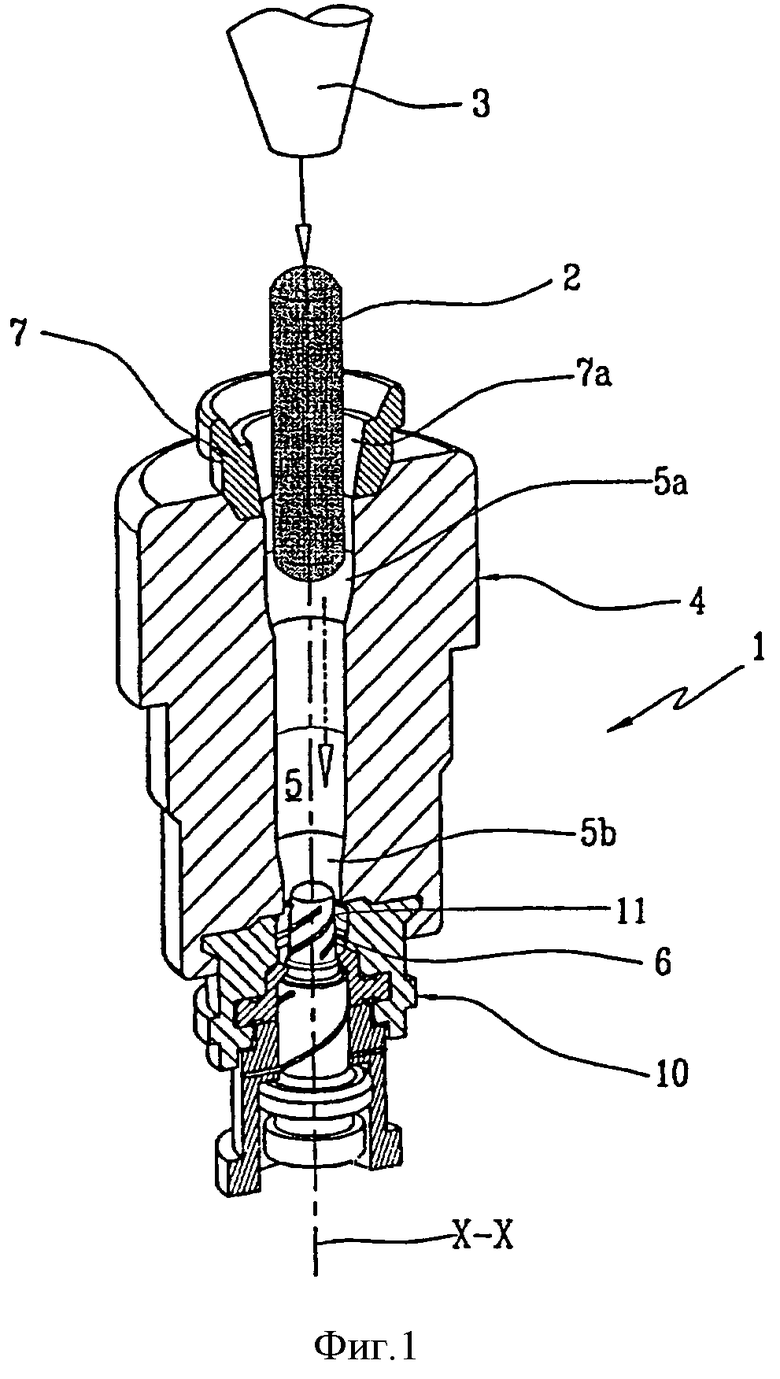
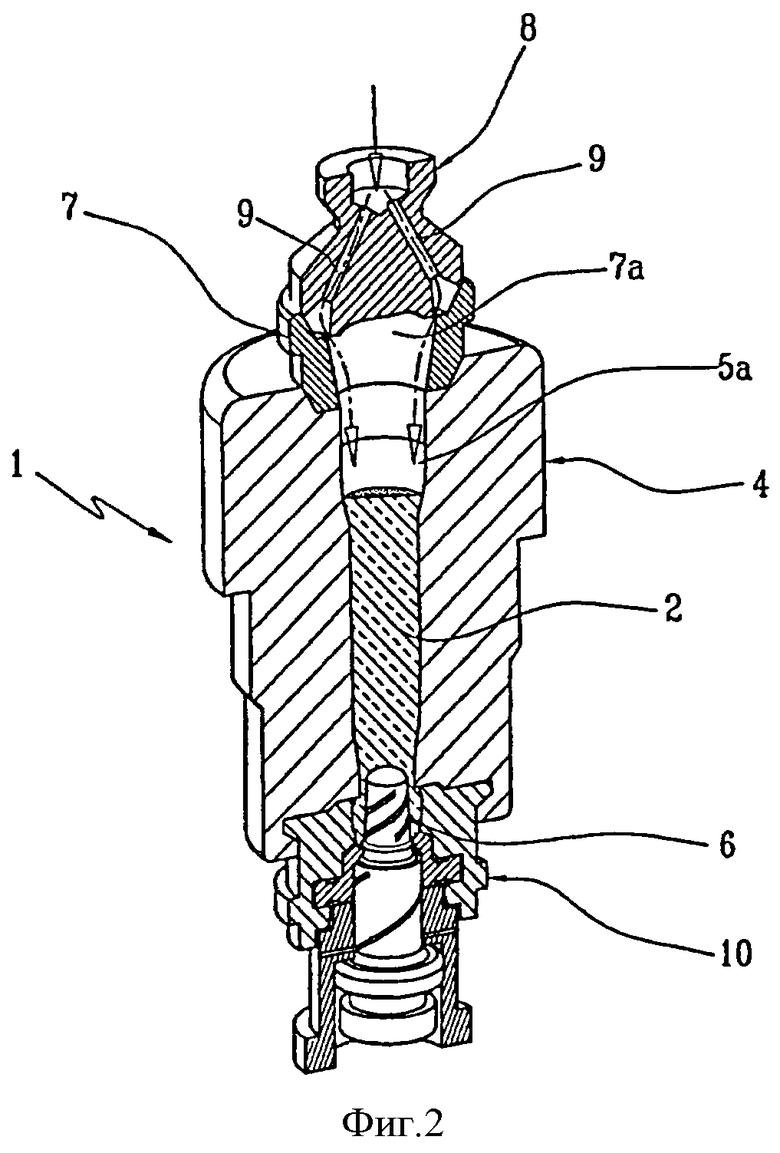
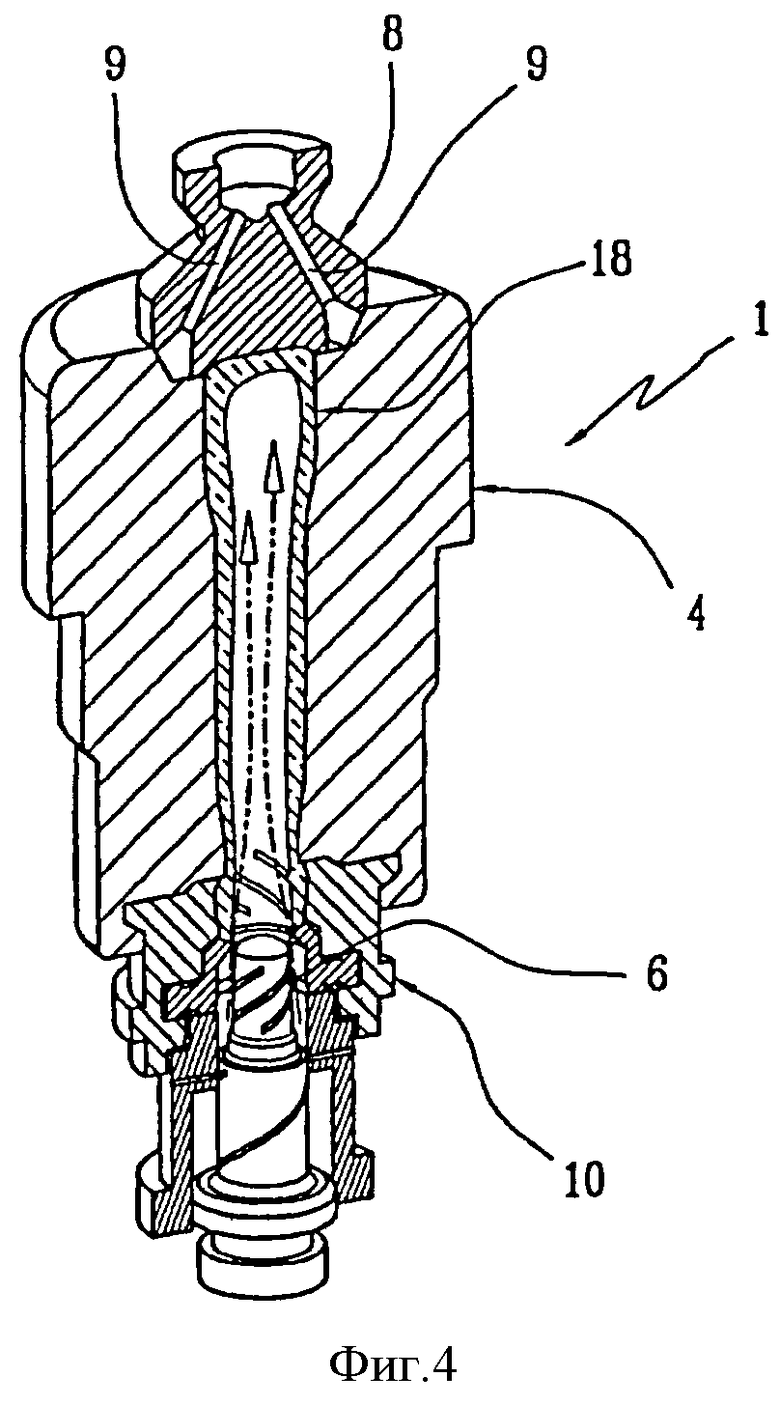
Фиг.1-4 - схематичный разрез части оборудования для формования заготовки из капли расплавленного стекла на последовательных этапах процесса по настоящему изобретению;
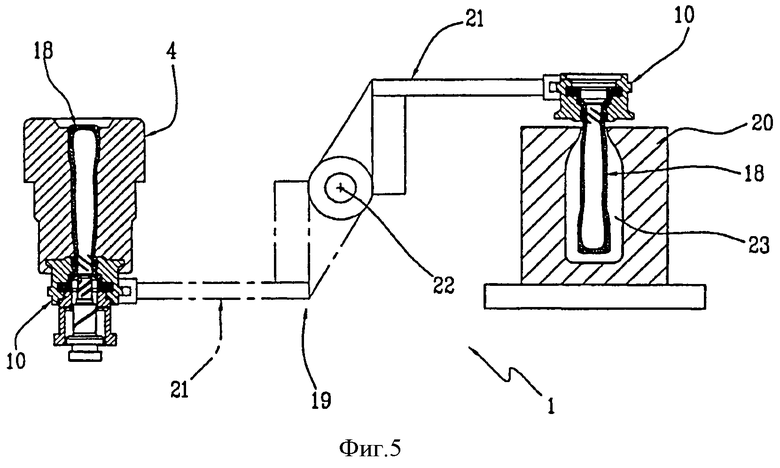
Фиг.5 - схематичное транспортирование заготовки от черновой формы, показанной на Фиг.1-4, к чистовой форме;
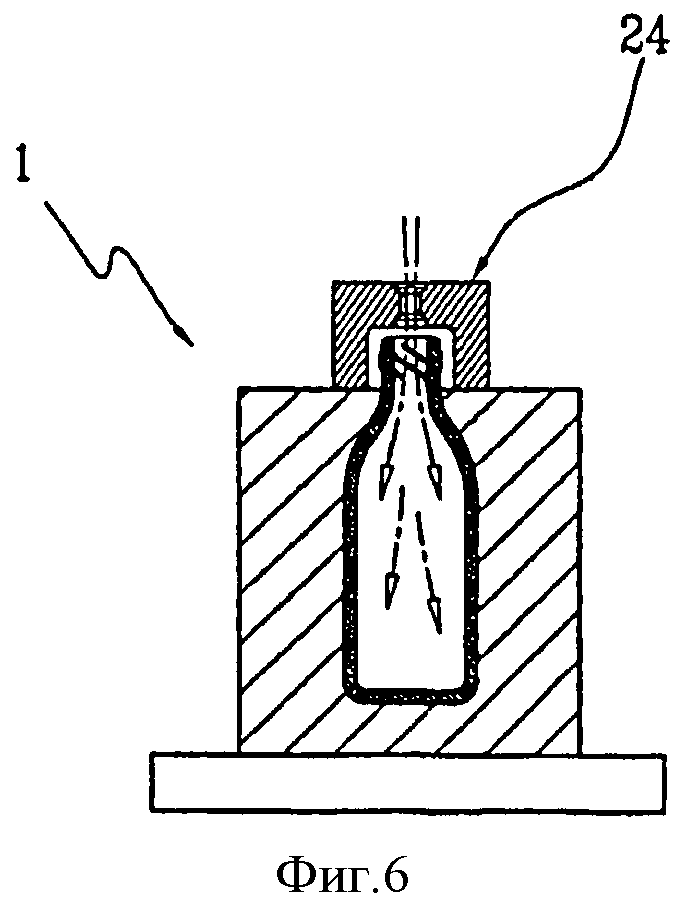
на Фиг.6 схематично показано выдувание заготовки до готового контейнера в чистовой форме;
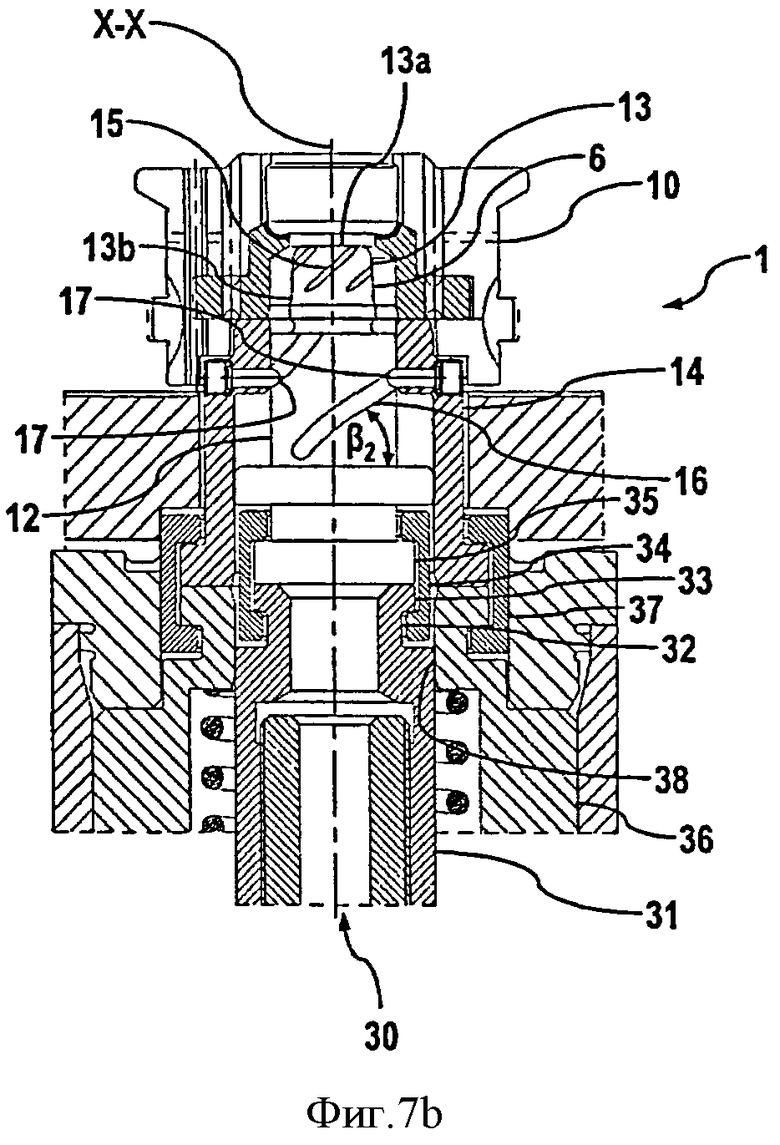
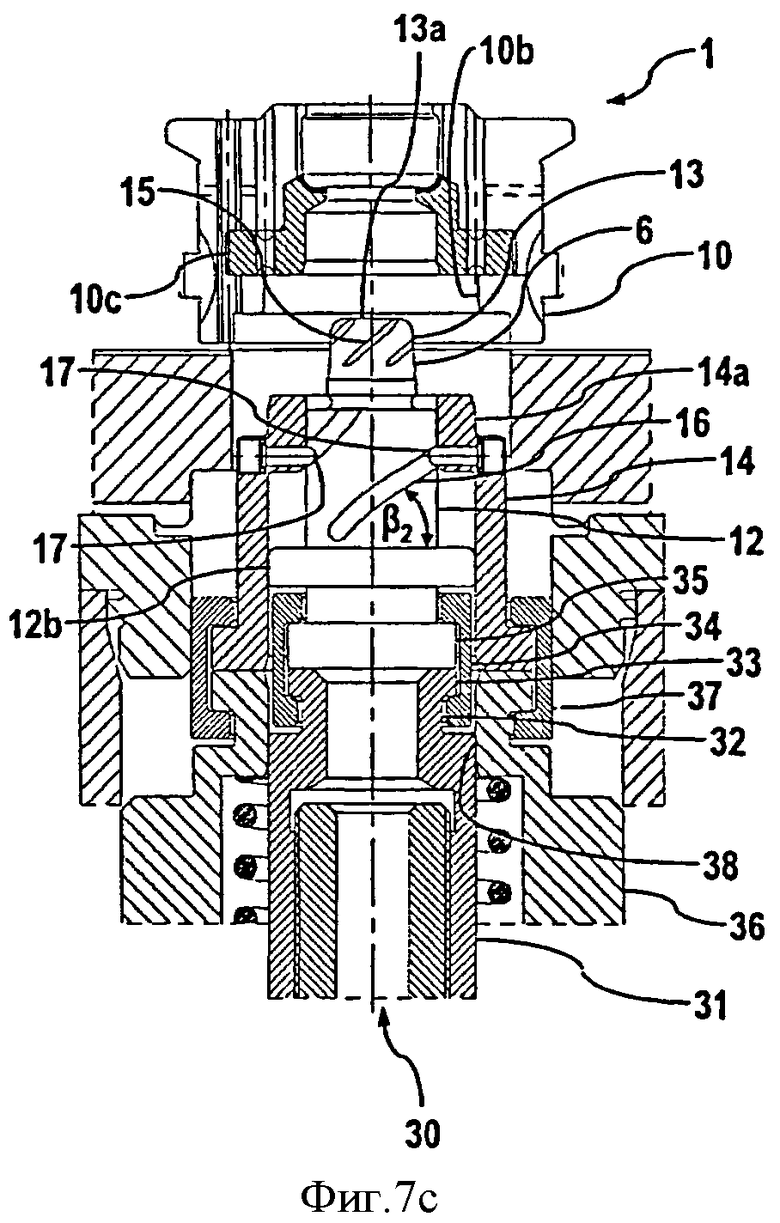
Фиг.7a-7c - увеличенные виды оборудования на последовательных этапах извлечения плунжера из черновой формы, при этом плунжер имеет отличающуюся винтовую геометрию по сравнению с плунжером, показанным на Фиг.1-4;
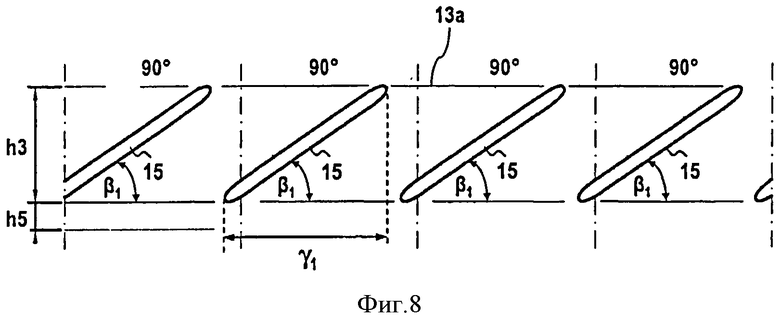
Фиг.8 - вид в плане развернутой наружной поверхности рабочего участка плунжера, показанного на Фиг.7a-7c;
Фиг.9 - вид в разрезе контейнера, изготавливаемого с плунжером, показанным на Фиг.7a-7c.
Осуществление изобретения
В приложенных чертежах ссылочный номер 1 обозначает оборудование для массового производства стеклянных бутылок, имеющих горлышко с внутренней резьбой, например оборудование, представляющее собой I.S.-машину. I.S.-машина имеет некоторое количество индивидуальных секций. Каждая секция может быть рассчитана на подачу одной или некоторого количества капель стекломассы (обычно одной, двух, трех или четырех капель стекломассы на секцию), при этом каждая секция показанного оборудования снабжена черновой формой. Показанное оборудование является оборудованием «выдувного» типа.
Со ссылкой на Фиг.1-4 капли расплавленного стекла 2 подаются самотеком из печи (не показана) по одной капле через канал 3 в черновую форму 4 или в блок черновых форм, где каждая капля стекломассы превращается в преформу или заготовку (Фиг.4). С этой целью внутри черновой формы 4 ограничивается удлиненная цилиндрическая камера 5 или полость, которая продолжается вдоль продольной оси X-X и имеет верхнее отверстие 5а, через которое поступает капля 2 стекломассы, и нижнее отверстие 5b, в котором располагается плунжер, когда капля стекломассы помещается в камеру.
Оборудование 1 также содержит для каждой черновой формы 4 воронку 7, которая может перемещаться между первым положением, в котором она располагается на некотором расстоянии от черновой формы 4, и вторым положением, в котором она располагается на верхнем отверстии 5а. Когда воронка находится на верхнем отверстии 5а, она, по существу, ограничивает конусный проход 7а, расширяющийся вверх. Оборудование 1 содержит для каждой черновой формы 4 закрывающий элемент (так называемый отклонитель) 8, снабженный внутренними каналами 9, которые функционально связаны с непоказанным источником сжатого воздуха, поступающего к наружной поверхности отклонителя 8.
Отклонитель 8 может перемещаться между первым положением, в котором он находится в контакте с воронкой 7, когда воронка расположена на верхнем отверстии 5а, и его внутренние каналы 9 обращены к внутренней стороне, по существу, конусного прохода 7а, вторым положением, в котором он находится на некотором расстоянии от черновой формы 4 и воронки 7, и третьим положением, в котором он находится в непосредственном контакте с черновой формой 4 и закрывает верхнее отверстие 5а, в то время как его внутренние каналы 9 закрыты черновой формой 4.
Черновая форма 4 установлена на горловом кольце 10, которое имеет центральное проходное отверстие 11 и образует наружную поверхность горлышка бутылки. Когда черновая форма 4 установлена на горловом кольце 10, проходное отверстие 11 продолжается непрерывно от нижнего отверстия 5b удлиненной цилиндрической камеры 5 к плунжеру 6.
Плунжер 6 расположен внутри проходного отверстия 11 горлового отверстия 10 (Фиг. 1 и 2) и может перемещаться вдоль продольной оси X-X.
Со ссылкой на Фиг.7a и 7b, плунжер 6 имеет основание 12 и рабочий участок 13, образующий оправку. Рабочий участок 13 имеет форму пробки с наружной поверхностью «Se», сопрягающейся с внутренней поверхностью «Si» входного отверстия «М» изготавливаемой бутылки. Рабочий участок 13 продолжается от основания 12 в горловое кольцо 10 и ограничивает проходное отверстие 11 горлового кольца 10, когда плунжер 6 находится в первом верхнем положении. Плунжер 6 вставляется в трубчатую гильзу 14, которая образует направляющий элемент, соосно входящий в зацепление с горловым кольцом 10, когда подается капля стекломассы (Фиг.7a) и когда образуется заготовка (Фиг.7b). Для этого гильза 14 имеет верхний головной участок 14а меньшего диаметра, который входит в зацепление с соответствующим увеличенным кольцевым отверстием 10b горлового кольца 10. В этом примерном варианте выполнения горловое кольцо 10 включает в себя целиковое направляющее кольцо 10с, образующее конец изготавливаемого контейнера, при этом верхний головной участок 14а гильзы 14 входит в зацепление с направляющим кольцом 10с. Горловое кольцо 10 с цельным направляющим кольцом 10с также соосно направляют верхнюю часть основания 12 плунжера, когда плунжер 6 находится в первом положении. Плунжер 6 перемещается со скольжением и направляется в продольном направлении в кольцевой гильзе 14 увеличенным направляющим участком 12b основания 12. Линейный исполнительный механизм 30, содержащий пневматический поршень (не показан) и приводной шток или поршневой шток 31, расположенный соосно с плунжером 6, обеспечивают линейное перемещение плунжера 6 (со стороны линейного исполнительного механизма 30 показан только верхний участок поршневого штока 31). Поршневой шток 31 воздействует на фланец 35 основания 12 и смещает плунжер 6 вдоль продольной оси X-X между первым верхним положением и вторым нижним положением.
Поршневой шток 31 оканчивается в верхней поршневой головке 32 фланцем 33 головки. Фланец 33 головки соединен зажимом 34 с фланцем 35 основания 12. Гильза 14 установлена на верхнем конце стакана 36 плунжера и крепится зажимом 37 стакана. Зажим 34 имеет форму разрезного кольца, и стакан 36 плунжера вместе с гильзой 14 образуют цилиндрический канал 38, в котором разрезное кольцо 34 направляется со скольжением в продольном направлении и совместно удерживается стаканом 36 плунжера и гильзой 14.
В первом верхнем положении, показанном на Фиг.1, 2, 7а, рабочий участок 13 полностью вставлен в проходное отверстие 11 и также частично в нижнее отверстие 5b и закрывает нижнюю входную часть вышеуказанного проходного отверстия 11 для ограничения, по существу, трубчатого объема, соответствующего как негативное отображение, трубчатому объему входной части и горлышка изготавливаемой бутылки.
Во втором положении, показанном на Фиг.3, 4 и 7b, рабочий участок 13 находится в опущенном положении относительно первого верхнего положения и снаружи проходного отверстия 11. Нижняя входная часть проходного отверстия 11 больше не закрыта рабочим участком 13 и функционально связана с источником сжатого воздуха (не показан) для выдувания капли 2 стекломассы в заготовку 18 на так называемом этапе раздувания.
На Фиг.8 показана развернутая наружная поверхность рабочего участка 13, которая содержит «m» винтовых канавок 15, которые продолжаются к верхнему концу 13а рабочего участка 13. В показанном примерном варианте выполнения предусмотрены четыре винтовые канавки 15. Каждая из канавок 15 только частично следует вокруг продольной оси X-X на заданный полярный угол γ1, составляющий приблизительно 90° и измеренный в плоскости, перпендикулярной продольной оси X-X. Каждая винтовая канавка 15 также расположена в шахматном порядке под углом относительно предыдущей и последующей канавки 15 на углу приблизительно 90°. В этом примере показанные винтовые канавки 15 следуют вокруг рабочего участка 13 в направлении по часовой стрелке. Предполагается, что эти канавки при необходимости могут попеременно следовать в направлении против часовой стрелки. Угол наклона β1 каждой канавки 15, измеренный относительно плоскости, перпендикулярной продольной оси X-X, составляет приблизительно 37°. Каждая винтовая канавка 15 имеет максимальную радиальную глубину приблизительно 1 мм и ширину приблизительно 2 мм.
Наружная поверхность основания 12 содержит «n» винтовых пазов 16. В показанном примерном варианте выполнения предусмотрены два винтовых паза 16. Каждый паз 16 только частично следует вокруг продольной оси X-X на полярный угол γ2, составляющий приблизительно 180° и измеренный в плоскости, перпендикулярной продольной оси X-X. Каждый винтовой паз 16 также расположен в шахматном порядке под углом относительно другого паза на углу 180°, другими словами, два паза 16 расположены напротив друг друга. Показанные винтовые пазы 16 следуют вокруг основания 12 в направлении против часовой стрелки. Угол наклона β2 каждого паза 16 равен углу наклона β1 канавок 15 или приблизительно 37°. Каждый винтовой паз 16 имеет радиальную глубину приблизительно 2 мм и ширину приблизительно 3 мм.
Гильза 14 содержит пару штифтов 17, жестко прикрепленных к гильзе 14. Штифты 17 радиально выступают от внутренней поверхности гильзы 14, и каждый из штифтов входит в зацепление со скольжением с одним из двух винтовых пазов 16 основания 12 и образует с целью перемещения плунжера винтовую направляющую, концентричную с продольной осью X-X. Соединение пазов 16 и штифтов 17 вызывает вращение плунжера 6 внутри гильзы 14 вокруг продольной оси X-X, когда плунжер перемещается в продольном направлении между первым и вторым положениями. В частности, когда плунжер перемещается из второго положения в первое положение внутри черновой формы 4, плунжер вращается в направлении по часовой стрелке. И наоборот, когда плунжер 6 извлекается из черновой формы 4 и перемещается из первого положения во второе положение, он вращается в направлении против часовой стрелки. Плунжер 6 выполняет вращательно-поступательное движение между двумя положениями, при этом угол вращения плунжера 6 равен или превышает полярный угол γ1 следования каждой из винтовых канавок 15 по рабочему участку 13.
Со ссылкой на Фиг.7c, гильза 14, окружающая плунжер 6, перемещается вниз из зацепления с горловым кольцом 10.
Со ссылкой на Фиг.1-4, во время эксплуатации, когда воронка 7 расположена на верхнем отверстии 5а черновой формы 4 и отклонитель 8 отделен от черновой формы 4, плунжер 6 перемещается в первое положение внутри проходного отверстия 11 (Фиг.1). Капля расплавленного стекла 2 падает в черновую форму 4 через воронку 7 и частично заполняет удлиненную цилиндрическую камеру 5.
Закрывающий элемент 8 входит в зацепление с воронкой 7 в вышеуказанном первом положении, и воздух продувается через внутренние каналы 9 на этапе так называемого установочного дутья. Воздух проталкивает стекло вниз и полностью заполняет, по существу, трубчатый объем, ограничиваемый вокруг рабочего участка 13, и также заполняет винтовые канавки 15 (Фиг.2).
Стекло впускной части и части горлышка бутылки начинает затвердевать. В этот момент плунжер 6 извлекается из входной части и в результате вращательно-поступательного движения перемещается из первого положения во второе положение, оставляя на внутренней поверхности входной части заготовки винтовые ребра, которые образуют витки резьбы, соответствующие винтовым канавкам 15 (Фиг.3).
После извлечения плунжера 6 воронка 7 удаляется и отклонитель 8 размещается непосредственно на черновой форме 4, закрывая и уплотняя верхнее отверстие 5а камеры 5. На этапе раздувания сжатый воздух подается в отпечаток, оставленный извлеченным плунжером 6 и соответствующий входному отверстию бутылки, которая должна быть образована, вызывая деформирование стекла, которое полностью заполняет камеру 5 и образует преформу или заготовку 18, которая является трубчатым элементом, закрытым у верхнего края (Фиг.4).
Со ссылкой на Фиг.5, оборудование 1 также содержит устройства 19 для транспортирования заготовки ко второй форме 20. В показанном примерном варианте такие устройства 19 содержат перевертывающий рычаг 21, край которого соединен с горловым кольцом 10, а противоположный край шарнирно поворачивается вокруг горизонтальной оси 22. Вторая форма 20 или чистовая форма внутренне ограничивает чистовую камеру 23, имеющую в негативном отображении окончательные размеры и контур изготавливаемой бутылки.
Заготовка 18 освобождается из черновой формы 4 и переворачивается вверх дном посредством вращения на 180° рычага 21 вокруг заготовки 18. Под действием собственного веса заготовка 18 удлиняется вниз внутри чистовой камеры 23.
Со ссылкой на Фиг.6 по окончании удлинения сверху чистовой формы 20 устанавливают выдувную головку 24, которая начинается выдувание воздуха в заготовку 18, продолжающееся до тех пор, пока заготовка не раздуется до такой степени, чтобы она занимала всю чистовую камеру 23 (этап завершающего дутья). Затем чистовую форму открывают и с помощью непоказанного захватного устройства извлекают бутылку и транспортируют ее в охлаждающие устройства.
Со ссылкой на Фиг.9 бутылка, например винная бутылка, которая изготавливается с помощью вышеуказанного оборудования, представленного на Фиг.7a-7c, описывается более подробно, при этом на фигуре показано только горлышко бутылки.
Образованная бутылка имеет на внутренней поверхности «Si» входной части «М» четыре винтовых ребра, которые образуют витки 25 резьбы, соответствующие канавкам 15 плунжера 6. Витки 25 резьбы продолжаются только частично по внутренней поверхности горлышка контейнера.
Горлышко 50 имеет цилиндрическую горловину 51, оканчивающуюся венчиком 52, также цилиндрическим, который имеет немного больший диаметр, чем горловина, и образует удерживающий поясок 53 для удерживания металлической или пластиковой крышки, которая надевается на горлышко 50 после закупоривания. Горловина 52 и венчик 53 горлышка 50 являются концентричными и цилиндрическими относительно продольной оси X'-X' вращения контейнера и образуют внутренний канал 54 приблизительно постоянного диаметра по всей длине горлышка 50 за исключением резьбовых зон.
Внутренняя резьба горлышка 50 является многониточной резьбой, и в этом примере имеет четыре независимых витка 25 резьбы на внутренней стенке 81 горлышка 50, соответствующих четырем винтовым канавкам 15 на рабочем участке 13 на уровне венчика 52 горлышка 50.
В частности, внутренняя стенка 61 горлышка 50 образует от верхнего входной части М на высоте h1, равной, по меньшей мере, 30 мм, прямолинейный цилиндрический участок 71 с внутренним диаметром d1, по существу, постоянным по высоте h1 и предпочтительно равным 19-20 мм. Предпочтительно допуск на этот диаметр d1 составляет ±0,5 мм. В пределах прямолинейного цилиндрического участка 71 угол наклона между внутренней стенкой 61 горлышка 50 и продольной осью X'-X' составляет менее 3°. Диаметр d1 выполняется с таким малым допуском за счет ограничения во время изготовления контейнера наружного диаметра d2 горловины 51 горлышка 50 до значения 27,5 мм, измеренного на высоте h2, равной 40 мм, ниже верхнего конца входной части М.
Витки 25 резьбы внутренней резьбы горлышка 50 продолжаются на прямом цилиндрическом участке 71 на высоте h3, равной примерно 10 мм, тем самым образуя резьбовой участок 73 цилиндрической формы.
Прямолинейный участок 71 продолжается дальше от нижнего конца 25а витков 25 резьбы по высоте h4, равной примерно 20 мм (по меньшей мере, 5 мм и предпочтительно, по меньшей мере, 10 мм), и продолжается также от верхнего конца входной части М к верхнему концу 25b витков 25 резьбы по высоте h5, равной примерно 3 мм (по меньшей мере, 2 мм и предпочтительно до 5 мм).
Таким образом, выше и ниже витков 25 резьбы на прямом цилиндрическом участке 71 предусмотрены два кольца, каждый из которых имеет один и тот же внутренний диаметр d1 (не считая допуски на каждое из колец). Два кольца имеют два цилиндрических уплотнительных участка 74, 75 без резьбы, где пробка, когда она ввертывается в горлышко 50, предпочтительно прижимается по окружности к гладкой внутренней стенке 61 горлышка 50 на этих участках с обеих сторон (выше и ниже) витков 25 резьбы без повреждения витков 25 резьбы. Это повышает степень защиты от попадания воздуха в контейнер и/или выливания из него жидкости, поскольку пробка проходит по виткам 25 резьбы внутри горлышка 50. Верхний уплотнительный участок 75 без резьбы высотой h5 образован участком 13b оправки без резьбы между канавками 15 и основанием 12.
Витки 25 резьбы на внутренней стенке 61 горлышка 50 состоят из ребер, выступающих от внутренней стенки 61. Преимущественно эти витки 25 резьбы являются идентичными и распределены с равными угловыми интервалами по внутренней поверхности 61 горлышка 50.
Другими словами, витки 25 резьбы образованы выступающими профилями 8 на внутренней стенке 61 прямолинейного цилиндрического участка 71 горлышка. В этом варианте выполнения используемый диаметр d3 прохода между внутренними краями витков 25 резьбы предпочтительно составляет 18-19 мм с допуском ±0,5 мм.
Витки 25 резьбы, образующие внутреннюю резьбу 6 горлышка 1, имеют угол наклона β=37°, т.е. угол 37° относительно горизонтального участка горлышка, перпендикулярного оси X'-X'.
Кроме того, предпочтительный вариант выполнения, показанный на Фиг.9, имеет четыре витка 25 резьбы с одним витком резьбы на угловой участок 90° внутренней цилиндрической стенки 61 горлышка 50. Каждый виток 25 резьбы продолжается вокруг продольной оси X'-X' на полярный угол γ, примерно равный 90°, при этом, в общем, полярный угол γ может составлять 45-180°. Как показано на Фиг.9, витки 25 резьбы не перекрываются по направлению продольной оси X'-X' со следующим витком 25 резьбы. Использование двух или более независимых ребер или витков 25 резьбы и использование резьбы с крупным шагом, как определено выше, является преимущественным для контейнера. Стандартный вес изготавливаемой бутылки по описываемому процессу составляет 300-1000 г.
Операция изготовления заготовки не является длительной и не замедляет процесс изготовления на существующем оборудовании. Кроме того, обеспечивается удобство использования. Во-первых, пользователь может очень быстро ввертывать и вывертывать пробку, не удерживая бутылку другой рукой. Во-вторых, пользователь может комбинировать усилия, прикладываемые к пробке при ее вращательном и поступательном перемещении во время ввертывания пробки в горлышко бутылки, что создает особые удобства. При ввертывании пробки с помощью ладони пользователь прикладывает больше усилие по сравнению с ввертыванием только с помощью пальцев.
Изобретение не ограничивается до описанных и показанных примеров, поскольку могут быть выполнены различные модификации без превышения объема формулы изобретения. Каждая отличительная характеристика может индивидуально определять существенную отличительную характеристику изобретения независимо от того, раскрыта ли она в описании, формуле изобретения или чертежах, даже если она раскрыта вместе с другими отличительными характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛЯННЫЙ КОНТЕЙНЕР С ГОРЛЫШКОМ, ИМЕЮЩИМ ВНУТРЕННЮЮ РЕЗЬБУ | 2011 |
|
RU2562501C2 |
| ГОРЛЫШКО БУТЫЛКИ С ВНУТРЕННИМИ ВЫПУКЛОСТЯМИ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2522059C2 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| СПОСОБЫ И КОМПОНЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ С ЗАЩИТОЙ ОТ ОТКРЫТИЯ ДЕТЬМИ | 2020 |
|
RU2832009C2 |
| СЕКЦИОННАЯ МАШИНА | 1998 |
|
RU2200713C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ (ВАРИАНТЫ), СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2187468C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2198143C2 |
| СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2250199C2 |
| ПЛУНЖЕРНЫЙ МЕХАНИЗМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ, СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2186040C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ), МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК ДЛЯ СЕКЦИОННОЙ МАШИНЫ, ЗАГЛУШКА ДЛЯ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2184091C2 |


Настоящее изобретение относится к изготовлению стеклянных контейнеров, имеющих горлышко с внутренней резьбой. Технический результат изобретения заключается в повышении герметичности закупорки бутылки. Плунжер (6) извлекают из частично затвердевшего стекла, оставляя отпечаток, соответствующий входному отверстию бутылки. Плунжер имеет, по меньшей мере, одну винтовую канавку (15) в наружной поверхности. Во время извлечения плунжер вращается вокруг продольной оси (X-X), выполняя вращательно-поступательное движение для вывертывания плунжера из частично затвердевшего стекла, оставляя внутреннюю резьбу во входном отверстии (М) бутылки. Вращательно-поступательное движение для извлечения плунжера обеспечивается линейным исполнительным механизмом (30), направляющим элементом (14) и винтовой направляющей (16, 17), концентричной с продольной осью (X-X) и предусмотренной между вышеуказанным направляющим элементом (14) и вышеуказанным плунжером (6). 3 н. и 20 з.п. ф-лы, 11 ил.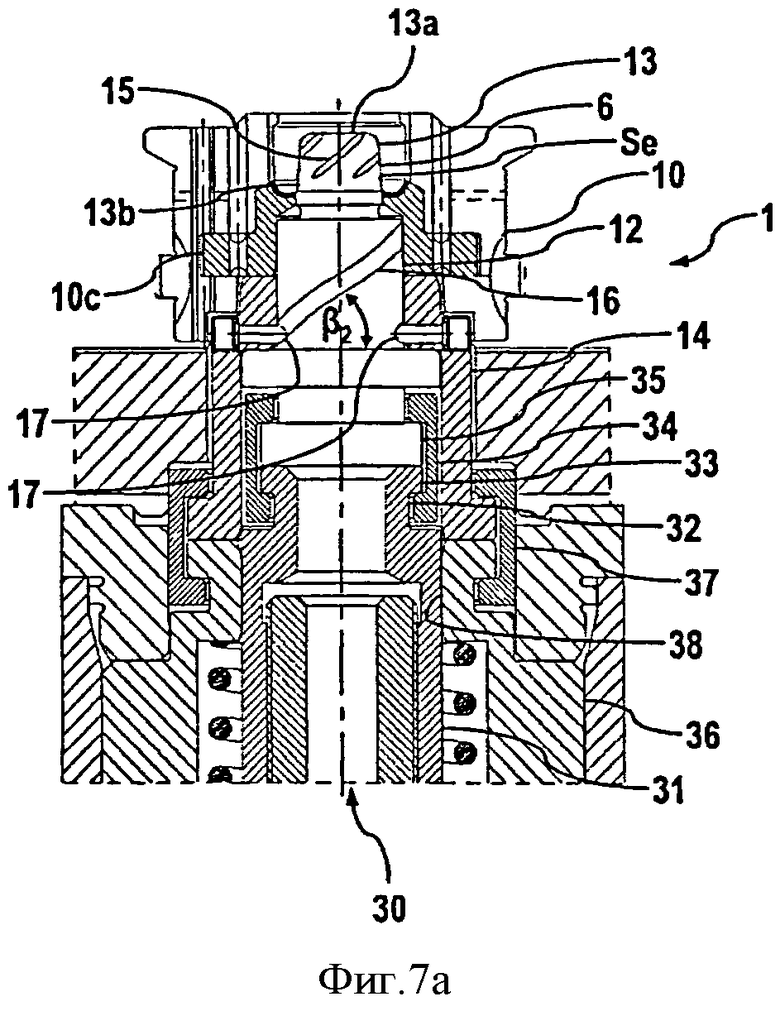
1. Процесс изготовления стеклянных контейнеров, имеющих горлышко с внутренней резьбой, включающий следующие этапы:
a) подача капли расплавленного стекла (2) внутрь камеры (5) первой формы (4), снабженной плунжером (6), имеющим, по меньшей мере, одно винтовое ребро или канавку (15) на наружной поверхности;
b) извлечение плунжера (6) из стекла посредством вращательно-поступательного движения, при этом вышеуказанный плунжер (6) вращается вокруг продольной оси (X-X) и в то же время извлекается в продольном направлении с целью вывертывания плунжера из стекла, оставляя отпечаток резьбы на участке стекла, соответствующий входному отверстию (М) изготавливаемого контейнера;
c) выдувание воздуха во входное отверстие (М) до тех пор, пока не будет образован контейнер;
в котором вращательно-поступательное движение для извлечения плунжера на этапе b) обеспечивается:
линейным исполнительным механизмом (30), который воздействует на плунжер (6), тем самым обеспечивая линейное перемещение плунжера (6) вдоль вышеуказанной продольной оси (Х-Х);
направляющим элементом (14), в котором плунжер (6) перемещается относительно направляющего элемента (14) вдоль продольной оси (Х-Х), и
винтовой направляющей (16, 17), концентричной с продольной осью (Х-Х) и предусмотренной между вышеуказанным направляющим элементом (14) и вышеуказанным плунжером (6) и непосредственно преобразующей вышеуказанное линейное перемещение, обеспечиваемое вышеуказанным линейным исполнительным механизмом (30) на вышеуказанном плунжере (6), в вышеуказанное вращательно-поступательное движение вышеуказанного плунжера (6).
2. Процесс по п. 1, в котором вышеуказанное, по меньшей мере, одно винтовое ребро или канавка (15) следует вокруг вышеуказанной продольной оси (Х-Х) на заданный угол (γ1) и в котором плунжер (6) вращается на угол вращения, равный вышеуказанному заданному углу (γ1) или превышающий этот угол, во время вышеуказанного вращательно-поступательного движения на этапе b).
3. Процесс по п. 1 или 2, в котором плунжер (6) вращается на угол вращения меньше 360° во время вышеуказанного вращательно-поступательного движения на вышеуказанном этапе b).
4. Процесс по п. 1, в котором вышеуказанный направляющий элемент (14) содержит гильзу, которая крепится относительно первой формы (14) на вышеуказанных этапах а) и b) и в котором вышеуказанная гильза перемещается от первой формы (4) вдоль вышеуказанной оси (Х-Х) после извлечения плунжера (6).
5. Процесс по п. 1, в котором процесс является процессом формирования выдуванием, в котором
вышеуказанная первая форма (4) является черновой формой, и на этапе b1) после извлечения плунжера (6) выдувается вышеуказанная капля (2) стекломассы для образования заготовки (18) внутри камеры (5) вышеуказанной черновой формы (4);
на этапе b2) вышеуказанная заготовка (18) транспортируется из черновой формы (4) в камеру (23) выдувной формы (20);
на этапе с) вышеуказанная заготовка (18) выдувается для образования контейнера внутри камеры (23) выдувной формы (20).
6. Оборудование для изготовления стеклянных контейнеров, имеющих горлышко с внутренней резьбой, содержащее:
первую форму (4), ограничивающую внутреннюю сторону камеры (5);
плунжер (6), перемещающийся между первым положением, в котором плунжер (6) продолжается внутри камеры (5), ограничивая объем, соответствующий, как негативное отображение, входному отверстию (М) изготавливаемого контейнера, и вторым положением, в котором плунжер (6) извлекается из вышеуказанной камеры (5), и плунжер (6) имеет, по меньшей мере, одно винтовое ребро или канавку (15) на наружной поверхности, и перемещение между вышеуказанными первым и вторым положениями является вращательно-поступательным движением для вывертывания плунжера (6) из участка стекла, соответствующего входному отверстию (М) изготавливаемого контейнера;
линейный исполнительный механизм (30), который воздействует на плунжер (6), тем самым обеспечивая линейное перемещение плунжера (6) вдоль вышеуказанной продольной оси (Х-Х) между вышеуказанными первым и вторым положениями;
направляющий элемент (14), в котором плунжер (6) перемещается относительно направляющего элемента (14) вдоль вышеуказанной продольной оси (Х-Х); и
винтовую направляющую (16, 17), концентричную с продольной осью (Х-Х) и предусмотренную между вышеуказанным направляющим элементом (14) и вышеуказанным плунжером (6), для непосредственного преобразования вышеуказанного линейного перемещения, обеспечиваемого вышеуказанным линейным исполнительным механизмом (30) на вышеуказанном плунжере (6), в вышеуказанное вращательно-поступательное движение вышеуказанного плунжера (6) между вышеуказанными первым и вторым положениями.
7. Оборудование по п. 6, в котором плунжер имеет рабочий участок (13) с вышеуказанным, по меньшей мере, одним ребром или канавкой (15) на его наружной поверхности, образующий вышеуказанную внутреннюю резьбу в горлышке контейнера, и имеет основание (12),
в котором вышеуказанный линейный исполнительный механизм содержит пневматический или гидравлический поршневой привод или сервоэлектрический привод с приводным штоком (31), который перемещается концентрично с вышеуказанной продольной осью (Х-Х),
и в котором вышеуказанный приводной шток (31) имеет конечный головной участок (32), неподвижно присоединенный в продольном направлении к вышеуказанному основанию (12).
8. Оборудование по п. 7, в котором вышеуказанный конечный головной участок (32) вышеуказанного приводного штока (31) имеет верхний фланец (33), и вышеуказанное основание (12) вышеуказанного плунжера (6) имеет нижний фланец (35), и в котором вышеуказанный конечный головной участок (32) и вышеуказанное основание (12) соединены зажимом (34), который входит в зацепление с вышеуказанными верхним и нижним фланцами (33, 35), и в котором вышеуказанное соединение с помощью зажима обеспечивает вращение вышеуказанного основания (12) относительно вышеуказанного приводного штока (31).
9. Оборудование по п. 6, в котором вышеуказанное, по меньшей мере, одно винтовое ребро или канавка (15) следует вокруг вышеуказанной продольной оси (Х-Х) на заданный угол (γ1) меньше 360°.
10. Оборудование по п. 6, в котором плунжер (6) имеет «m» винтовых ребер или канавок (15), образующих многониточную внутреннюю резьбу в горлышке контейнера, состоящую из «m» независимо начинающихся витков (7) резьбы, при этом «m» превышает число два или равно двум.
11. Оборудование по п. 6, в котором вышеуказанная винтовая направляющая (16, 17) имеет такой же угол (β2) наклона, как и вышеуказанное, по меньшей мере, одно винтовое ребро или канавка (15) на наружной стороне плунжера (6), которое отпечатывает внутреннюю резьбу в участке стекла, соответствующем входному отверстию (М) изготавливаемого контейнера.
12. Оборудование по п. 6, в котором вышеуказанное, по меньшей мере, одно винтовое ребро или канавка (15) имеет угол наклона (β1) 30-50°.
13. Оборудование по п. 6, в котором плунжер (6) содержит i) рабочий участок (13), имеющий на наружной поверхности, вышеуказанное, по меньшей мере, одно винтовое ребро или канавку (15), образующую вышеуказанную внутреннюю резьбу в горлышке контейнера, и ii) основание (12), от которого продолжается рабочий участок (13) и в котором вышеуказанный рабочий участок (13) имеет кольцо (13b) без резьбы ниже, по меньшей мере, одного винтового ребра или канавки (15) для образования участка (75) без резьбы входного отверстия (М) контейнера рядом с концом контейнера.
14. Оборудование по п. 6, в котором плунжер (6) содержит i) рабочий участок (13), имеющий на наружной поверхности, вышеуказанное, по меньшей мере, одно винтовое ребро или канавку (15), образующую вышеуказанную внутреннюю резьбу в горлышке контейнера, и ii) основание (12), от которого продолжается рабочий участок (13); вышеуказанная винтовая направляющая (16, 17) содержит, по меньшей мере, один винтовой паз (16), выполненный в вышеуказанном основании (12) или на внутренней поверхности направляющего элемента (14), и, по меньшей мере, один штифт (17), жестко соединенный с направляющим элементом (14) или с основанием (12) плунжера (6), и вышеуказанный штифт находится в зацеплении со скольжением в вышеуказанном винтовом пазе (16) для преобразования вышеуказанного линейного перемещения в вышеуказанное вращательно-поступательное движение.
15. Оборудование по п. 14, в котором вышеуказанная винтовая направляющая (16, 17) содержит «n» винтовых пазов (16), при этом «n» превышает число два или равно двум, и «n» винтовых пазов (16) расположено в шахматном порядке под углом на углу, равном 360°, деленным на «n».
16. Оборудование по п. 14 или 15, в котором вышеуказанный, по меньшей мере, один винтовой паз (16) имеет угол наклона 30-50°.
17. Оборудование по п. 14, в котором вышеуказанный, по меньшей мере, один винтовой паз (16) следует вокруг вышеуказанной продольной оси (Х-Х) на угол, равный вышеуказанному заданному углу (γ1) или превышающий вышеуказанный угол вышеуказанного, по меньшей мере, одного винтового ребра или канавки (15).
18. Оборудование по п. 14, в котором вышеуказанный, по меньшей мере, один винтовой паз (16) следует вокруг вышеуказанной продольной оси (Х-Х) на угол меньше 360°.
19. Стеклянный контейнер, изготавливаемый с помощью оборудования по п. 10 и имеющий внутреннее цилиндрическое горлышко (50), образующее продольную ось (X′-X′) и пригодное для уплотнения контейнера сжимаемой пробкой, вставляемой в вышеуказанное горлышко, при этом вышеуказанное горлышко (50) содержит внутреннюю резьбу, обеспечивающую реверсивное укупоривание и раскупоривание контейнера посредством ввертывания и вывертывания вышеуказанной сжимаемой пробки,
в котором внутренняя резьба горлышка (50) содержит, по меньшей мере, два независимых витка (25) резьбы и
в котором вышеуказанные витки (25) резьбы имеют угол (β) наклона относительно горизонтального участка горлышка, перпендикулярного оси Х′-Х′, 30-50°.
20. Стеклянный контейнер по п. 19, в котором витки (25) резьбы следуют вокруг продольной оси (Х′-Х′) на угол (γ) вращения меньше 360°.
21. Стеклянный контейнер по п. 19 или 20, в котором витки (25) резьбы продолжаются по высоте (h3) 5-20 мм вдоль продольной оси.
22. Стеклянный контейнер по п. 19, в котором внутренняя резьба содержит три-пять независимых витков (25) резьбы.
23. Стеклянный контейнер по п. 19, в котором горлышко (50) содержит уплотнительное кольцо (75) без резьбы, продолжающееся от конца контейнера до верхнего конца (25b) витков (25) резьбы.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Приспособление для регулирования температуры воздуха при воздушном отоплении | 1930 |
|
SU27780A1 |
| Способ получения водных растворов формальдегида | 1987 |
|
SU1502560A1 |
| US 3281228 A1, 25.10.1966 | |||
| US 4072491 A1, 07.02.1978 | |||

