Изобретение относится к способам и устройствам контроля металла и может быть использовано при определении механических свойств преимущественно холоднокатаной движущейся стальной полосы.
Для определения механических свойств движущегося полосового проката широко используются импульсные магнитные приборы контроля (ИМПОК), устанавливаемые на различных агрегатах: продольной и поперечной резки полос, оцинкования и лужения стального проката, покрытия его полимерами и др. Использование этих приборов позволяет повысить качество готовых изделий и увеличить выход годного. Особенности неразрушающего контроля свойств металла с помощью ИМПОК достаточно подробно описаны, например, в книге под ред. В.В.Клюева "Приборы для неразрушающего контроля металлов и изделий", кн.2, М.: Машиностроение, с.74.
Недостатком применяемых способов и приборов неразрушающего контроля мехсвойств полосового проката является возможность травмирования ИМПОК движущимся металлом, например, с повышенной неплоскостностью (ее допускаемая величина для холоднокатаных полос по ГОСТ 19904 находится в пределах 4...20 мм). Это вынуждает увеличивать расстояние от нижней плоскости прибора до поверхности сканируемой полосы, что снижает точность показаний и усложняет конструкцию ИМПОК.
Известен способ контроля глубины упрочненного слоя ферромагнитных изделий, при котором над их поверхностью дополнительно размещают преобразователи-градиентомеры, координаты которых выбирают из определенных условий, и по величине отношения разности измеренных сигналов к разности градиентов напряженности магнитного поля преобразователей определяют искомую глубину (см. а.с. СССР №970205, кл. G01N 27/90, опубл. БИ №40, 1982 г.). Этот способ неприемлем для неразрушающего контроля мехсвойств стальной полосы.
Известно устройство для контроля механических свойств движущихся ферромагнитных изделий, у которого имеются генератор синхроимпульсов, а также датчик натяжения изделия, блоки памяти и вычитания и пиковый детектор, соединенные между собой в определенной последовательности (см. а.с. СССР №1109623, кл. G01N 27/72, опубл. БИ №31, 1983 г.). Недостатком устройства является возможность его травмирования движущейся полосой.
Наиболее близким аналогом к заявляемому объекту является способ определения (электромагнитного контроля) физико-механических параметров движущегося ферромагнитного материала и устройство для его осуществления по а.с. СССР №1698735, кл. С01N 27/87, опубл. БИ №46, 1988 г.
Этот способ заключается в сканировании части движущегося металла импульсным магнитным прибором и характеризуется тем, что металл локально намагничивают с двух сторон импульсными магнитными полями и создают изменяющиеся по величине дополнительные магнитные поля с фиксированием их величин в определенные моменты. Известное устройство содержит импульсный магнитный прибор, сканирующий заданный участок изделия, и характеризуется тем, что оно снабжено тактовым генератором импульсов тока, а также содержит источники линейно возрастающего тока, блоки усреднения, сравнения и задержки, соединенные между собой в определенной последовательности, и некоторые вспомогательные рабочие элементы.
Недостатком известных способа и устройства является возможность травмирования прибора движущейся полосой с повышенной неплоскостностью, что вынуждает увеличивать зазор (расстояние по вертикали) между поверхностями металла и прибора с уменьшением точности контроля (определения) мехсвойств полосы.
Технической задачей предлагаемого изобретения является продление срока эксплуатации импульсно-магнитного прибора за счет исключения его травмирования движущейся полосой и повышение точности определения мехсвойств металла.
Для решения этой задачи в способе определения механических свойств движущейся стальной полосы путем сканирования части ее импульсным магнитным прибором одновременно со сканированием осуществляют контроль неплоскостности металла перед его входом в зону действия прибора с возможностью отвода последнего от полосы при ее неплоскостности, превышающей заданную величину; указанный прибор при сканировании холоднокатаных полос с h=0,5...2,0 мм может быть установлен в пределах 0...±0,25 В от средней продольной линии полосы и на расстоянии δ=31,7-3,35h от ее поверхности, где В и h - соответственно максимальная ширина и толщина металла, мм.
Устройство для определения мехсвойств движущейся со скоростью V м/с полосы, содержащее импульсный магнитный прибор, сканирующий заданный участок полосы, дополнительно содержит пару горизонтальных роликов, установленных в их общей вертикальной осевой плоскости над и под полосой на расстоянии (2...4) V м до прибора по ходу движения полосы, при этом длина роликов равна В, зазор между ними Δ=(1,1...1,3)δ, а прибор смонтирован с возможностью поперечного перемещения относительно продольной оси полосы и функционально связан с упомянутыми роликами; верхний ролик может быть выполнен с минимально возможной массой и с возможностью перемещения по вертикали на заданную величину и подачей сигнала приводу перемещения прибора.
Вышеприведенные соотношения получены при обработке опытных данных и являются эмпирическими.
Сущность заявляемого технического решения заключается, во-первых, в оптимизации местоположения прибора ИМПОК относительно движущейся полосы, что способствует повышению достоверности и точности определения мехсвойств металла. Обратно пропорциональная зависимость величины δ от толщины металла обусловлена тем, что с увеличением этой толщины возрастает требуемая напряженность магнитного поля, измеряемого ИМПОК, а уменьшение воздушного зазора между металлом и прибором уменьшает и величину указанной напряженности с соответствующим снижением энергозатрат и повышением ресурса отдельных элементов ИМПОК.
Во-вторых, осуществляется непрерывный дополнительный контроль за величиной неплоскостности движущейся полосы, что предотвращает касание ею рабочих поверхностей прибора (полоса проходит между верхним и нижним элементами П-образной сканирующей скобы) и их травмирование за счет отвода ИМПОК из зоны сканирования при прохождении через нее металла с недопустимой неплоскостностью. При этом расстояние от дополнительных горизонтальных роликов, осуществляющих контроль неплоскостности полосы, должно быть достаточным для продолжительности отвода прибора от нее. Минимально возможная масса верхнего ролика гарантирует его подъем при прохождении волнистого участка полосы малой (0,5...0,7 мм) толщины.
Предлагаемое устройство схематично показано на чертеже.
Устройство содержит импульсный магнитный прибор 1, осуществляющий сканирование движущейся полосы 2 (стрелкой показано направление ее движения), а также дополнительные горизонтальные ролики 3, контактирующие с поверхностью металла и функционально связанные с прибором (точнее - с приводом 4 его поперечного, относительно продольной оси полосы, перемещения). Привод перемещения представляет собой пневматический цилиндр с поршнем и штоком, жестко связанным с ИМПОК. Перемещение поршня осуществляется при подаче сжатого воздуха из резервуара (не показан), выпускной электромагнитный клапан которого срабатывает от импульса, подаваемого датчиком узла горизонтальных роликов.
При работе устройства сканируемый участок движущейся полосы сначала проходит между роликами 3 и, если высота неплоскостности превышает заданную величину, перемещаемый по вертикали верхний ролик «замыкает...» контакт датчика импульса для поперечного перемещения ИМПОК. После прохождения участка полосы с дефектом геометрии прибор автоматически (например, с помощью пружины, установленной в пневмоцилиндре) возвращается в исходное положение, т.е. в зону сканирования. Так как допускаемая величина неплоскостности по ГОСТ 19904 зависит от ширины полосы и от вида неплоскостности (т.е. от желаемой геометрии проката), то положение контакта верхнего горизонтального ролика в вертикальной плоскости может изменяться в пределах 4...18 мм, если ширина полосы не превышает 1800 мм. При большой же ширине величина указанного предела возрастает до 20 мм.
Опытную проверку заявляемого объекта осуществляли на агрегате непрерывного горячего цинкования (АНГЦ) цеха покрытий ОАО «Магнитогорский меткомбинат».
С этой целью для определения мехсвойств полосовой стали толщиной 0,5...2,0 мм и шириной 800...1500 мм в линии АНГЦ было установлено устройство, выполненное по схеме, показанной на чертеже. Скорость движения полосы находилась в пределах V=2...3 м/с. Результаты опытной проверки оценивались по длительности эксплуатации ИМПОК и точности определения свойств стали.
Наилучшие результаты (максимальные длительность эксплуатации ИМПОК и точность определения мехсвойств металла) получены при использовании предлагаемых способа и устройства, основные рабочие параметры которых приведены выше, а верхний ролик был изготовлен из полиуретана. Отклонения от них в любую сторону ухудшали достигнутые результаты.
Так, при расположении ИМПОК на расстоянии от средней продольной линии хх полосы большим Δ=0,25 В определяемые мехсвойства были характерны, в основном, для краевых (по ширине) ее участков, а не для всей полосы в целом, что затрудняло ее сертификацию. При величине δ>31,7-3,35h точность определения снижалась тем больше, чем больше была величина 5.
При δ<31,7-3,35h наблюдались случаи касания движущейся полосой нижней поверхности ИМПОК с соответствующими отрицательными последствиями.
При величине L<2V также наблюдались случаи контакта полосы с ИМПОК из-за неполного отвода его от кромки металла, что приводило к травмированию прибора. При L>4V возрастали габариты устройства, а ИМПОК возвращался в зону сканирования с некоторым опозданием, в результате чего часть полосы проходила без определения ее мехсвойств.
Работа устройства без дополнительного контроля неплоскостности полосы (т.е. в соответствии с ближайшим аналогом) уменьшила длительность эксплуатации ИМПОК почти в 4 раза с одновременным снижением точности определения мехсвойств металла на 15...20%.
Таким образом, опытная проверка подтвердила приемлемость заявляемого технического решения для выполнения поставленной задачи и его преимущества перед известным объектом.
По данным технико-экономических исследований, проведенных в Центральной лаборатории контроля ОАО «ММК», использование предлагаемых способа и устройства при определении механических свойств движущихся стальных холоднокатаных полос позволит продлить срок эксплуатации ИМПОК не менее чем в 4 раза, с повышением точности определения на 15%. Это снизит эксплуатационные затраты и повысит гарантированность сертифицированных свойств полосового проката.
Пример конкретного выполнения
Устройство для определения мехсвойств движущейся стальной полосы имеет вид, схематично показанный на чертеже.
При ширине полосы В=1200 мм, ее толщине 1,0 мм и скорости движения V=2,5 м/с устройство выполнено со следующими параметрами:
δ=31,7-3,35h=31,7-3,35≅28,4 мм;
Δв=0,15 В=0,15·1200=180 мм;
L=3V=3·3=9 м;
Δ=1,25=1,2-28,4≅34 мм.
Дополнительные ролики с l=1,5 м гуммированы резиной. Так как полоса реализуется по высокой плоскостности, то максимальная «пропускаемая» неплоскостность составляет 8 мм - при большей ее величине ИМПОК отводится от полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ДВИЖУЩЕГОСЯ ПОЛОСОВОГО ПРОКАТА | 2004 |
|
RU2254982C1 |
| Способ определения неплоскостности полосы | 1992 |
|
SU1807899A3 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| СПОСОБ ДРЕССИРОВКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗ МАРГАНЦОВИСТОЙ СТАЛИ | 2005 |
|
RU2288790C1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ШЕРОХОВАТОСТИ СВЕРХГЛАДКИХ ПОВЕРХНОСТЕЙ БОЛЬШИХ РАЗМЕРОВ МЕТОДОМ РЕНТГЕНОВСКОГО СКАНИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2128820C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ | 2006 |
|
RU2314886C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРАВЛЕНЫХ СТАЛЬНЫХ ПОЛОС | 2006 |
|
RU2305719C1 |
| Способ отделки холоднокатаных стальных полос | 1986 |
|
SU1458046A1 |
Изобретение относится к способам и устройствам контроля металла, в частности к определению мехсвойств движущейся стальной полосы. Способ определения механических свойств преимущественно холоднокатаной полосы заключается в сканировании части ее импульсным магнитным прибором. Одновременно со сканированием осуществляют контроль неплоскостности металла перед его входом в зону действия прибора с возможностью отвода последнего от полосы при ее неплоскостности, превышающей заданную величину. Устройство для определения мехсвойств движущейся со скоростью V м/с полосы содержит импульсный магнитный прибор, сканирующий заданный участок полосы. Дополнительно устройство содержит пару горизонтальных роликов, установленных над и под полосой. Прибор смонтирован с возможностью поперечного перемещения относительно продольной оси полосы и функционально связан с упомянутыми роликами. Техническим результатом изобретения является повышение точности определения мехсвойств металла и продление срока эксплуатации импульсного магнитного прибора за счет исключения его травмирования движущейся полосой. 2 н. и 2 з.п. ф-лы, 1 ил.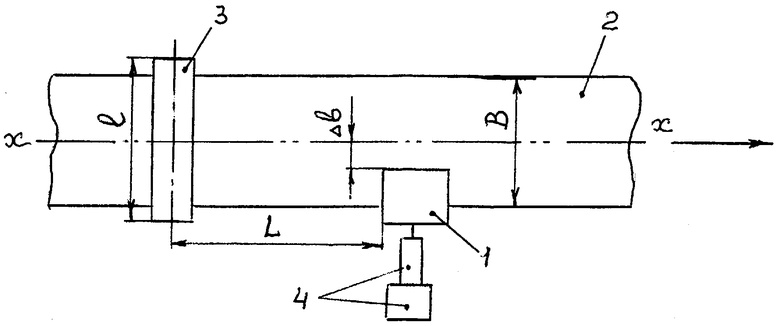
| Способ электромагнитного контроля физико-механических параметров движущегося ферромагнитного материала и устройство для его осуществления | 1988 |
|
SU1698735A1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТИ ОБЪЕКТА | 1994 |
|
RU2083974C1 |
| Измеритель плоскостности прокатываемой полосы | 1988 |
|
SU1565558A1 |
| RU 95104507 A1, 27.11.1996 | |||
| ЕР 1507141, 16.02.2005 | |||
| СССРПриоритет 14.Х.1966, № 586843, СШАОнубликовано 07.Х11Л972. Бюллетень № 1за 1973Дата онубликования описания 8.II.1973УДК 620.179.14(088.8) | 0 |
|
SU361596A1 |

