I
Изобретение относится к черной металлургии, в чартности производству листового проката, и совершенствует процесс дрессировки холоднокатаных полос толщиной 0,7 - 3,5 мм преимущественно из успокоенных алюминием марок стали.
Цель изобретения - повышение стабильности механических свойств готового проката по его длине.
Способ отделки холоднокатаных полос толщиной 0,7-3,5 мм после отжига включает их дрессировку в валках с заданной степенью обжатия.
Корректировку степени обжатия после захвата полосы валками осуществляют в зависимости от толщины полосы и размера зерна феррита при их
изменении. Продрессированная полоса сматывается с помощью моталки в рулон готового проката.
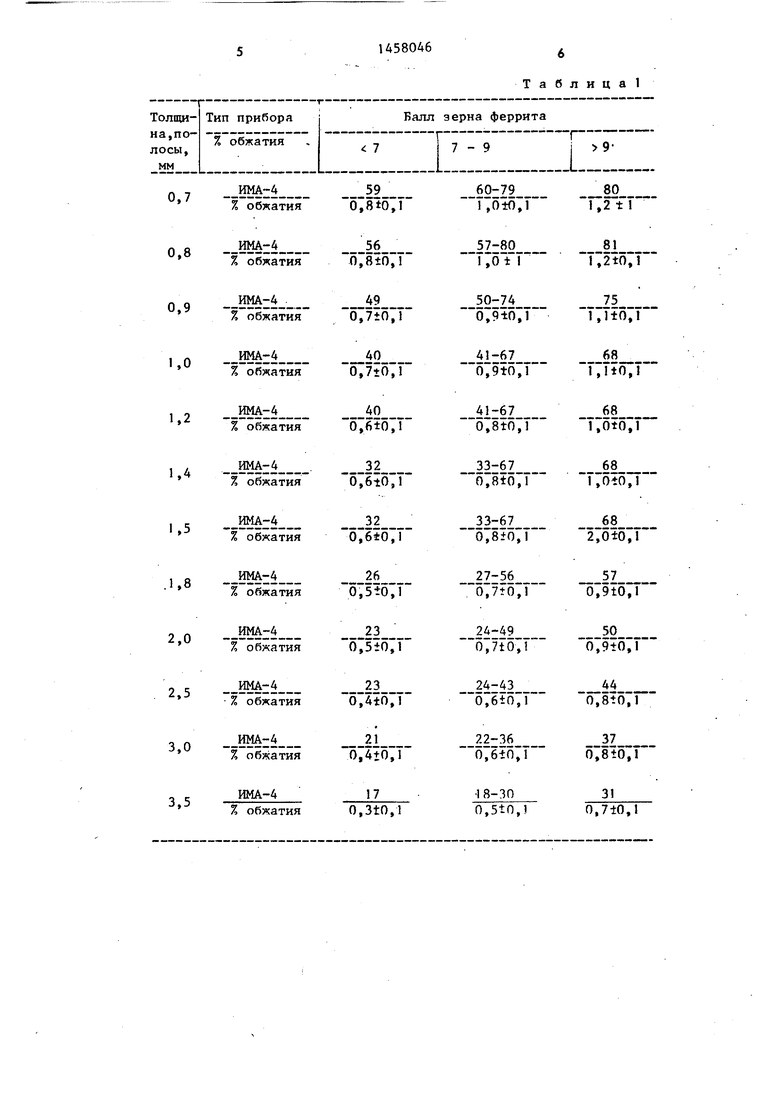
Степени обжатия в зависимости от толщины полосы и размера зерна феррита, выраженные в единицах величины градиента остаточного магнитного поля по показаниям ИМА-4 и обеспечивающие максимальные пластические свойства, приведены в табл.Г.
При выборе данных степеней обжатия, в зависимости от балла зерна феррита и толщины полосы, исходили из условия, чтобы предел текучести составил не более 18-20 кг/мм, предел прочности 28-34 кг/мм относительное удлинение не менее 38-42%,
4
сд
СХ)
о
4 Од
т.е. готовый прокат соответствовал категории вытяжки ОСВ.
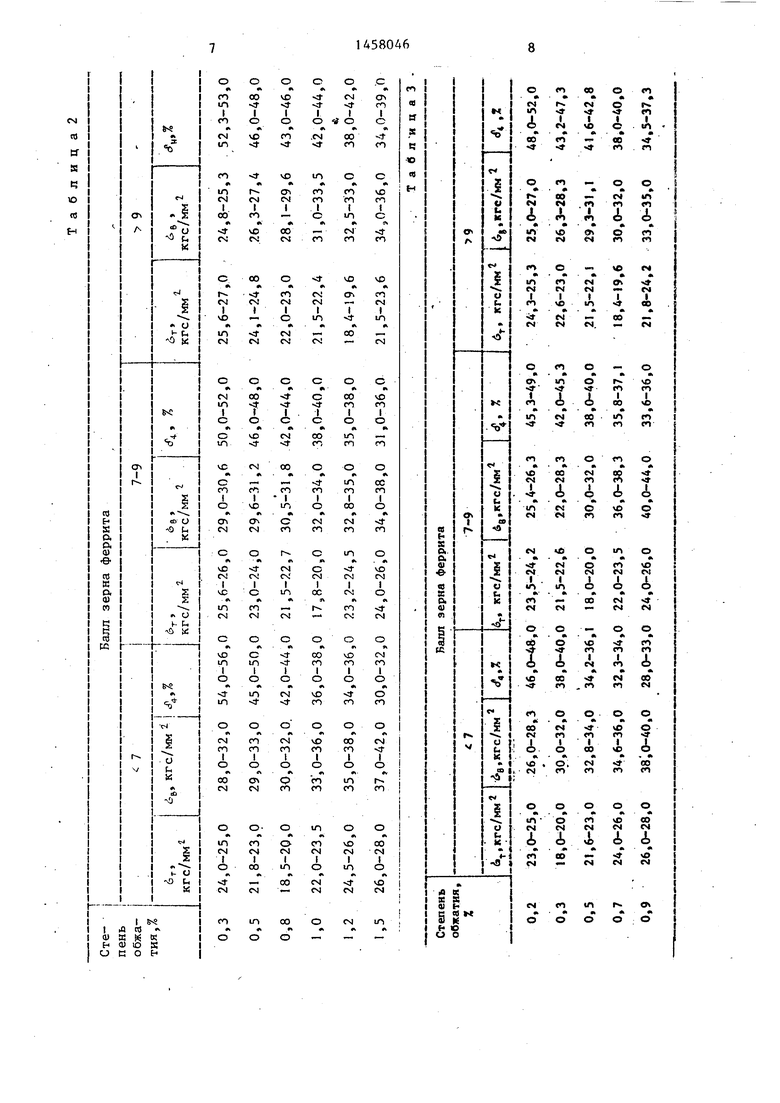
В табл.2 и 3 приведены опытные да нные по выбору степеней обжатия, в зависимости .от размера зерна феррита, соответственно, для толщины полосы 0,7 и 3,5 мм,
Из данных табл. 2 и 3 следует, что лучшие механические свойства достигаются при изменении толщины полосы от 0,7 до 3,5 мм и величине зерна феррита (.1 кл. при степени деформации 0,3-0,8%. При этом, чем больше толщина полосы при опреде- ленном размере зерна феррита, тем меньше требуется степень деформации для получения в готовом прокате данных механических свойств, В пределах одной толщины полосы с уменьше- нием размера зерна феррита до 7-9 и больше 9 классов степень деформации увеличиваетсяj соответственно, на 0,2 и 0,4%,
Предлагаемый способ отделки холод нокатаных стальных полос опробован в промьшшенных условиях, .
После отжига холоднокатаные рулоны из стали 08Ю с параметрдми полосы 0,8x1260 мм охладили на з астке принудительного охлаждения до 40®С и подали к.разматывателю дрессировочного стана. Между разматывателем и клетью дрессировочного стана установили прибор неразрушающего контроля ИМА-4, ИМПРК, электрический сигнал От которого поступал на пульт управления Подвергаемый дрессировке рулон установ-или на разматыватёпь и подали передний конец полосы вдоль прибора JfMA-4, ИМПОК в клеть, стана и дали на моталку. При движении полосы вдоль прибора он дискретно или непрерывно автоматически измерял величину градиента остаточного магнит- ного поля, которая измерялась в зависимости от толщины и размера-зерна феррита, В процессе дрессировки в зависимости от величины поступающего на пульт управления электрическо-
го сигнала изменяли степень обжатия полосы,
В табл,4 приведены данные изменения электрического сигнала прибора ИМА-4 при дрессировке рулона и
соответствующая ему степень обжатия по длине полосы.
Из данных табл,4 следует, что голова полосы длиной порядка 15% от общей длины имела балл зерна феррита 7, а толщину от 0,9 до 0,8 м Основная часть.полосы длиной порядка 75% имела зерно феррита 7-9 балла, толщину 0,8 мм, Хвост полосы балл зерна феррита 7-9, толщину 0,9 - 0,8 мм,
В табл, 5 приведена данные механических испытаний полос, подресси- рованных по известному и предлагаемому способах.
Таким образом, использование предлагаемого способа отделки холод нокатаных стальных полос толщиной 0,7-3,5 мм в сравнении с прототипом позволяет повысить стабильность свойств готового проката по его дли не, в результате чего выход листа высших категорий вытяжек увеличивается в среднем на 5%,
Формула изобретения
Способ отделки холоднокатаных стальных полос, включающий их дрессировку в валках с заданной степенью обжатия, отличающийся тем, что, с целью повышения стабильности механических свойств готового проката по его длине, перед дрессировкой измеряют толщину и размер зерна Полосы и степень обжатия задают в зависимости от этих параметров, при этом увеличению толщины полосы с 0,7 до 3.,5 мм соответствует уменьшение степени деформации с 0,8 до 0,3%, а при величине зерна в баллах от 7 - 9 и вьше степень обжатия увеличивают соответс венно на 0,2 и 0,4%,.
Т а б л и ц а 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ДРЕССИРОВКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗ МАРГАНЦОВИСТОЙ СТАЛИ | 2005 |
|
RU2288790C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 2004 |
|
RU2255990C1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |
| Способ дрессировки полосы | 1978 |
|
SU776675A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОГО ГОРЯЧЕКАТАНОГО ПРОКАТА | 2014 |
|
RU2547389C1 |
Изобретение относится к черной металлургии, в частности к производf:TBy листового проката, и совершенствует процесс дрессировки холоднокатаных полос толщиной 0,7-3,5 мм преи- мущественно из успокоенных алюминием марок сталей. Цель изобретения - по- вьппение стабильности механических свойств готового проката по его длине. Для зтого в процессе дрессировки измеряют толщину полосы и размер зерна микроструктуры на входе в валки и величину обжатия устанавливают в зависимости от измеряемых параметров. Увеличению толщины полосы с 0,7 до 3,5 мм соответствует уменьшение обжатия с 0,8 до 0,3%. Дпя конкретной толщины полосы при уменьшении размера зерна до 7-9 и свыше 9 классов выбранное обжатие увеличивают соответственно на 0,2 и 0,4%. 5 табл. СО
% обжатия0,3tn,l
0,5tn,l
0,710,1
Длина полосыД 0-1515-75| 75-90I 90-100
ИМА-4 -46-4968-75 75-80 50-55
Степень обжатия, % 0,,1l,0tn,i1,0±0,1 0,9±0,Г
И.,.с«- I9.8-II.7 31.0.3«.0 36.5-39.0.7.6-19.8 ЗО.8-33.0 38.0-41.6 19.8-22.632.-3t.Z35.4-39.J
Ц)«дп«-..
г««Я . ,9.3-20.1 30.6-33,0 38.0-42.0,7.3-19.2 31.0-33.0 39.0-42.0 ,8.4:,9.830.8-33.038..0
Стшшь обжали ,Х
145804610
Таблица 4
ТавляааЗ
| Способ дрессировки полос | 1982 |
|
SU1049130A1 |
| Ксендзун Ф.А | |||
| и др | |||
| Прокатка автолистовой стали | |||
| М,: Металлургия, 1969, с | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
