Изобретение относится к области штамповочного производства, а именно к способам вытяжки изделий из листовых заготовок, и может быть использовано в системах управления штамповочных прессов в тех случаях, когда актуальной является проблема увеличения глубины вытягиваемого изделия.
Известен способ вытяжки изделий из листовых заготовок, включающий защемление края листовой заготовки по всему периметру между матрицей и прижимом и воздействие на центральную часть заготовки посредством пуансона, обусловливающее заполнение зазора между матрицей и пуансоном материалом заготовки, при поддержании в процессе вытяжки практически постоянного усилия защемления края заготовки между матрицей и прижимом [1].
В соответствии с указанным способом в процессе вытяжки усилие защемления края заготовки между матрицей и прижимом определяется давлением настройки гидравлического клапана с ручной регулировкой.
Выполнение вытяжки при постоянном усилии защемления края листовой заготовки между матрицей и прижимом является неоптимальным с точки зрения формообразования вытягиваемого изделия и энергоемкости процесса вытяжки (см., например: Катков Н.П., Решетов В.Ф. Определение оптимальных условий прижима фланца заготовки // Кузнечно-штамповочное производство. - 1971. - №9. - С.16-18; Зубцов М.Е. Листовая штамповка. - Л.: Машиностроение, 1980. - 432 с.).
Дело в том, что для исключения появления гофров усилие защемления края листовой заготовки между матрицей и прижимом в процессе вытяжки при прочих равных условиях должно быть не менее некоторой величины, зависящей от текущих значений усилия и глубины вытяжки, а для исключения разрушения (разрыва) вытягиваемого изделия усилие защемления не должно превышать некоторый пороговый уровень.
В конечном итоге, для достижения при прочих равных условиях максимального значения (которое физически ограничено) глубины вытягиваемого изделия необходимо в процессе вытяжки производить изменение усилия защемления края листовой заготовки между матрицей и прижимом непрерывно в функции текущих значений усилия и глубины вытяжки по определенному закону. На вид и параметры этого закона влияют характеристики материала заготовки и используемой при вытяжке смазки, геометрия заготовки, матрицы и пуансона, скорость вытяжки и т.п.
В настоящее время отсутствуют надежные методы расчета потребных значений усилия защемления края заготовки между матрицей и прижимом в процессе вытяжки. В связи с этим при назначении закона изменения усилия защемления края листовой заготовки между матрицей и прижимом и параметров этого закона приходится опираться на экспериментальные данные.
Поддержание усилия защемления края заготовки между матрицей и прижимом практически постоянным в процессе вытяжки не позволяет получить высокие значения глубины вытяжки, что является недостатком рассматриваемого способа вытяжки изделий из листовых заготовок.
Наиболее близким к заявляемому техническому решению является принятый в качестве прототипа способ вытяжки изделий из листовых заготовок, включающий защемление края листовой заготовки по всему периметру между матрицей и прижимом, воздействие на центральную часть заготовки посредством пуансона, обусловливающее заполнение зазора между матрицей и пуансоном материалом заготовки, и изменение усилия защемления края заготовки между матрицей и прижимом в функции усилия вытяжки [2].
Согласно данному способу усилие защемления края заготовки между матрицей и прижимом в процессе вытяжки изменяется прямо пропорционально текущему значению усилия вытяжки за счет соединения с помощью гидрораспределителя рабочей полости гидроцилиндра, посредством которого создается защемляющее усилие, с одной из установленных последовательно и соосно гидравлических камер различного поперечного сечения, через которые передается усилие вытяжки.
В соответствии со сказанным коэффициент пропорциональности между текущими значениями усилия защемления и усилия вытяжки определяется соотношением эффективных площадей рабочей полости гидроцилиндра, посредством которого создается защемляющее усилие, и той из гидравлический камер, воспринимающих усилие вытяжки, с которой с помощью гидрораспределителя в текущий момент времени соединена рабочая полость упомянутого гидроцилиндра.
При анализируемом способе вытяжки потенциально имеется возможность изменять усилие защемления края заготовки между матрицей и прижимом в функции текущего значения глубины вытяжки (перемещения матрицы относительно пуансона) путем соединения рабочей полости гидроцилиндра, посредством которого создается защемляющее усилие, с той или иной из имеющихся гидравлических камер, воспринимающих усилие вытяжки.
Однако в силу того, что количество таких гидравлических камер ограничено (вследствие чего возможно только ступенчатое изменение усилия защемления края заготовки), а усилие вытяжки как таковое в соответствии с рассматриваемым способом вытяжки не измеряется, то известный способ вытяжки не позволяет обеспечить непрерывное изменение усилия защемления края заготовки между матрицей и прижимом по определенному закону в функции текущих значений усилия вытяжки и перемещения матрицы относительно пуансона, что необходимо для получения высоких значений глубины вытяжки.
Таким образом, известный способ вытяжки изделий из листовых заготовок обладает ограниченными возможностями с точки зрения достижения высоких значений глубины вытяжки, что является его недостатком.
Технической задачей, решаемой изобретением, является создание способа вытяжки изделий из листовых заготовок, обеспечивающего возможность достижения при прочих равных условиях максимального значения глубины вытягиваемого изделия.
Для решения данной технической задачи в известном способе вытяжки изделий из листовых заготовок, включающем защемление края листовой заготовки по всему периметру между матрицей и прижимом, воздействие на центральную часть заготовки посредством пуансона, обусловливающее заполнение зазора между матрицей и пуансоном материалом заготовки, и изменение усилия защемления края заготовки между матрицей и прижимом в функции усилия вытяжки, согласно изобретению с момента начала деформации заготовки производят измерение текущих значений усилия вытяжки и перемещения матрицы относительно пуансона, а изменение усилия защемления края заготовки осуществляют непрерывно в функции измеренных величин по экспериментально определенному закону, соответствующему достижению при прочих равных условиях максимального значения глубины вытягиваемого изделия.
Измерение с момента начала деформации заготовки текущих значений усилия вытяжки и перемещения матрицы относительно пуансона (то есть глубины вытяжки) создает предпосылки для организации изменения усилия защемления края заготовки оптимальным образом в функции указанных параметров, а изменение усилия защемления края заготовки непрерывно в функции этих величин по экспериментально определенному закону, соответствующему достижению при прочих равных условиях максимального значения глубины вытягиваемого изделия, позволяет обеспечить без образования гофров и разрушения вытяжки изделия любой глубины вплоть до указанного максимального значения.
Закон изменения усилия защемления края заготовки между матрицей и прижимом, соответствующий достижению при прочих равных условиях (материал заготовки, используемая при вытяжке смазка, геометрия заготовки, матрицы и пуансона, скорость вытяжки и т.п.) максимального значения глубины вытягиваемого изделия, экспериментально может быть установлен следующим образом.
Исходя из размеров заготовки, матрицы и пуансона рассчитывают величину возможной из геометрических соображений максимальной глубины вытягиваемого изделия.
В первой серии опытов, обеспечив некоторое постоянное значение усилия защемления края заготовки (и увеличивая его от опыта к опыту), осуществляют вытяжку, контролируя (например, с помощью соответствующих индикаторов) состояние края (фланца) заготовки, вплоть до момента потери краем заготовки устойчивости (то есть появления на краю признаков гофров), и регистрируют достигнутую глубину вытяжки.
Так продолжают до тех пор, пока при некотором значении постоянного усилия защемления не произойдет разрушение вытягиваемого изделия до того, как край заготовки потеряет устойчивость (то есть на нем появятся признаки гофров).
Тогда достигнутое в предыдущем опыте (далее называемом последним опытом первой серии) значение усилия защемления края заготовки принимается как максимально необходимое при вытяжке изделия, и последующие опыты (опыты второй серии) проводятся иначе, а именно:
на начальном этапе вытяжки усилие защемления увеличивают в функции глубины вытяжки из соображений, с одной стороны, исключения образования гофров, а с другой стороны, минимального превышения текущей величиной усилия защемления его значения, предельно допустимого из условия исключения образования гофров (с учетом ранее проведенной первой серии опытов);
после достижения глубины вытяжки, соответствующей последнему опыту первой серии, значение усилия защемления края заготовки уменьшают и дальнейшую вытяжку ведут (после превышения величины вытяжки, достигнутой в предыдущем эффективном опыте второй серии) при неизменном усилии защемления до тех пор, пока не произойдет потеря устойчивости краем заготовки или разрушение вытягиваемого изделия (глубину вытяжки, при которой произошло соответствующее событие фиксируют).
Если произошло разрушение вытягиваемого изделия, то опыт считается неэффективным, и его повторяют при меньшем значении усилия защемления на завершающей стадии.
В каждом последующем опыте второй серии, начиная со второго, после достижения глубины вытяжки, соответствующей последнему опыту первой серии, усилие вытяжки уменьшают в функции глубины вытяжки из соображений, с одной стороны, исключения образования гофров, а с другой стороны, минимального превышения текущей величиной усилия защемления его значения, предельно допустимого из условия исключения образования гофров (с учетом ранее проведенных опытов второй серии).
Если при следовании указанному алгоритму в конечном итоге достигается глубина вытягиваемого изделия, максимально возможная из геометрических соображений, то последний опыт второй серии повторяется несколько раз с записью изменения значений усилия защемления края заготовки и усилия вытяжки в функции перемещения матрицы относительно пуансона с момента начала деформации заготовки (то есть в функции текущей глубины вытягиваемого изделия), и экспериментальная часть работы на этом заканчивается.
Если, начиная с некоторой глубины вытяжки, попытки продолжить вытяжку заканчиваются неудачей (или из-за разрушения вытягиваемого изделия или из-за появления гофров) при любых изменениях усилия защемления края заготовки на завершающей стадии опыта, то этот опыт повторяется без завершающей стадии несколько раз с записью изменения значений усилия защемления края заготовки и усилия вытяжки в функции перемещения матрицы относительно пуансона с момента начала деформации заготовки (то есть в функции текущей глубины вытягиваемого изделия).
Далее вторая серия опытов повторяется на новом проходе. На этом новом проходе в качестве последнего опыта первой серии принимается опыт, предшествующий опыту первой серии, считавшемуся последним на предыдущем проходе, и характеризующийся соответственно меньшим значением усилия защемления края заготовки, принимаемым как максимально необходимое при вытяжке изделия.
Новые проходы второй серии опытов проводятся до тех пор, пока их конечный результат (оцениваемый по максимально достигнутой глубине вытяжки) не окажется хуже конечного результата, достигнутого на предыдущем проходе.
После этого из всех опытов отбирается тот, в ходе которого достигнута максимальная глубина вытягиваемого изделия. На основании записей, сделанных во время этого опыта (и продублированных несколько раз) с использованием какого-либо из математических методов обработки экспериментальных данных (например, с помощью метода центрального ротатабельного композиционного планирования) производят представление зависимости усилия защемления края заготовки от усилия вытяжки и перемещения матрицы относительно пуансона в виде математической формулы (в виде формальной функциональной математической модели).
Эта математическая формула и представляет собой экспериментально определенный закон изменения усилия защемления края заготовки между матрицей и прижимом, соответствующий достижению при прочих равных условиях максимального значения глубины вытягиваемого изделия.
Сущность изобретения поясняется чертежом, на котором приведен один из возможных вариантов конструктивной схемы штамповочного пресса для осуществления предлагаемого способа вытяжки изделий из листовых заготовок.
Пресс содержит раму 1, с которой жестко соединены пуансон 2 и корпуса поршневых гидроцилиндров 3 и 4, штоки которых расположены соосно навстречу друг другу. Со штоком верхнего гидроцилиндра 3 соединен ползун 5 пресса, на котором закреплена матрица 6. Со штоком нижнего гидроцилиндра 4 соединена подушка 7, на которой закреплен прижим 8.
В подушке 7 и прижиме 8 выполнены соответствующие сквозные отверстия для пуансона 2.
Листовая заготовка 9 устанавливается в соответствующее гнездо на верхней горизонтальной поверхности прижима 8, которая обращена в сторону матрицы 6.
При верхнем рабочем положении подушки 7 верхняя точка пуансона 2 располагается ниже опорной плоскости гнезда под заготовку 9 на верхней горизонтальной поверхности прижима 8.
Поршневая 10 и штоковая 11 полости гидроцилиндра 3 соединены с исполнительными (рабочими) каналами соответствующего гидрораспределителя (на чертеже гидрораспределитель не показан), предназначенного для запирания указанных полостей, а также для соединения их с напорной гидролинией гидропривода ползуна пресса и сливом (на чертеже напорная гидролиния и слив не показаны) с целью осуществления остановки, опускания и подъема ползуна 5. К поршневой полости 10 гидроцилиндра 3 присоединен датчик давления 12. Поршневая 13 и штоковая 14 полости гидроцилиндра 4 соединены с исполнительными (рабочими) каналами соответствующего гидрораспределителя (на чертеже гидрораспределитель не показан), предназначенного для запирания указанных полостей, а также соединения их с напорной гидролинией гидропривода подушки пресса и сливом (на чертеже напорная гидролиния и слив не показаны) с целью осуществления остановки, подъема и опускания подушки 7.
К поршневой полости 13 гидроцилиндра 4 присоединены датчик давления 15 и напорный канал предохранительного клапана 16 с пропорциональным электрическим управлением. Сливной канал предохранительного клапана 16 соединен со сливом 17. Для предотвращения нарушения сплошности рабочей жидкости в штоковой полости 14 гидроцилиндра 4 между сливом 17 и указанной полостью установлен подпиточный обратный клапан 18.
Пресс оснащен концевыми выключателями 19, 20 для контроля соответственно верхнего и нижнего рабочих положений ползуна 5, датчиком 21 перемещения подушки 7 и концевыми выключателями 22, 23 для контроля соответственно верхнего положения подушки 7 и положения подушки 7, при котором верхняя точка пуансона 2 располагается в плоскости гнезда под заготовку 9 на верхней горизонтальной поверхности прижима 8.
Выходы датчиков 12, 15, 21 и концевых выключателей 19, 20, 22, 23 соединены с соответствующими входами электрического блока управления (контроллера) 24, один их выходов которого соединен с управляющим электрическим входом предохранительного клапана 16.
Программное обеспечение блока управления 24 составлено на основе алгоритма управления прессом в соответствии с предлагаемым способом вытяжки изделий из листовых заготовок.
Предлагаемый способ вытяжки изделий из листовых заготовок реализуют следующим образом.
Перед началом технологического цикла работы пресса ползун 5 и подушку 7 с помощью гидроцилиндров соответственно 3, 4 устанавливают в верхнее рабочее положение. При этом в результате срабатывания концевых выключателей 19, 22 золотники гидрораспределителей, управляющих указанными гидроцилиндрами (на чертеже гидрораспределители не показаны), автоматически занимают свое нейтральное положение, при котором запирают полости гидроцилиндров 3, 4, благодаря чему ползун 5 и подушка 7 фиксируются в верхнем рабочем положении.
Управляющий сигнал, подаваемый при этом на электрический вход предохранительного клапана 16 от электрического блока управления 24, соответствует настройке клапана 16 на давление, необходимое для создания усилия защемления края заготовки 9 между матрицей 6 и прижимом 8, потребного в самом начале процесса вытяжки изделия. Это значение давления выше давления в поршневой полости 13 гидроцилиндра 4, необходимого для подъема подушки 7 и соединенных с ней частей и тем более для удержания подушки 7 в неподвижном положении. Поэтому до начала процесса деформации заготовки 9 проходное сечение клапана 16 закрыто, и движения рабочей жидкости через клапан 16 не происходит.
Листовая заготовка 9 устанавливается в гнездо на верхней горизонтальной поверхности прижима 8.
Для начала технологического цикла оператором пресса подается управляющий электрический сигнал на опускание ползуна 5. В результате этого посредством соответствующего гидрораспределителя поршневая полость 10 гидроцилиндра 3 соединяется с напорной гидролинией гидропривода ползуна пресса, а штоковая полость 11 - со сливом (на чертеже упомянутые гидрораспределитель, напорная гидролиния и слив не показаны), и происходит выдвижение штока гидроцилиндра 3 и опускание соединенного с ним ползуна 5. После смещения ползуна 5 из его верхнего рабочего положения вниз электрический сигнал на выходе концевого выключателя 19 исчезает.
После опускания ползуна 5 до соприкосновения закрепленной на нем матрицы 6 с верхней поверхностью края листовой заготовки 9, под воздействием рабочей жидкости, поступающей в поршневую полость 10 гидроцилиндра 3, поршень со штоком последнего, ползун 5, матрица 6, заготовка 9, прижим 8, подушка 7 и поршень со штоком гидроцилиндра 4 начинают двигаться вниз как единое целое.
После смещения подушки 7 из ее верхнего рабочего положения вниз электрический сигнал на выходе концевого выключателя 22 исчезает.
Поскольку поршневая полость 13 гидроцилиндра 4 со стороны управляющего гидрораспределителя этого гидроцилиндра заперта (на чертеже упомянутый гидрораспределитель не показан), то по мере смещения поршня гидроцилиндра 4 в сторону поршневой полости 13 давление рабочей жидкости в этой полости увеличивается вплоть до текущего давления настройки предохранительного клапана 16 с пропорциональным электрическим управлением, вследствие чего проходное сечение данного клапана открывается и рабочая жидкость через открывшееся проходное сечение клапана 16 вытесняется из полости 13 на слив 17.
Объем штоковой полости 14 гидроцилиндра 4 в рассматриваемом случае увеличивается, а давление в ней, вследствие сказанного, понижается. Поэтому часть рабочей жидкости со слива 17 через обратный клапан 18 поступает в штоковую полость 14 гидроцилиндра 4, благодаря чему обеспечивается ее качественное заполнение и тем самым предотвращается нарушение в ней сплошности жидкости.
При вытеснении рабочей жидкости из поршневой полости 13 гидроцилиндра 4 через открывшееся проходное сечение клапана 16 на слив 17 в указанной полости поддерживается давление, равное давлению настройки клапана 16. Это давление при пренебрежении силами трения в подвижных парах гидроцилиндра 4 и противодавлением в его штоковой полости 14 определяет (с коэффициентом пропорциональности, равным эффективной площади поршня гидроцилиндра 4 со стороны его поршневой полости 13) величину усилия на штоке гидроцилиндра 4, а тем самым и усилие защемления края заготовки 9 между матрицей 6 и прижимом 8.
До начала деформации заготовки 9 (в соответствии с управляющим сигналом, подаваемым на электрический вход предохранительного клапана 16 от электрического блока управления 24) в поршневой полости 13 гидроцилиндра 4 обеспечивается давление, необходимое для создания усилия защемления края заготовки 9 между матрицей 6 и прижимом 8, потребного в самом начале процесса вытяжки изделия.
После смещения подушки 7 вниз до положения, при котором верхняя точка пуансона 2 оказывается в плоскости гнезда под заготовку 9 на верхней горизонтальной поверхности прижима 8 и соответственно заготовка 9 касается пуансона 2, исчезает электрический сигнал с выхода концевого выключателя 23. На основании этого события электрическим блоком управления (контроллером) 24 фиксируется соответствующее значение сигнала на выходе датчика перемещения 21, которое принимается за начальное для отсчета перемещения подушки 7 в процессе деформации заготовки 9 и вытяжки изделия. Поскольку матрица 6 при вытяжке перемещается вместе с подушкой 7 относительно пуансона 2, то с момента начала деформации заготовки (фиксируемого по исчезновению электрического сигнала на выходе концевого выключателя 23) фактически происходит измерение перемещения матрицы 6 относительно пуансона 2 (то есть глубины вытягиваемого изделия). С этого же момента начинается непрерывное изменение управляющего сигнала, подаваемого с соответствующего выхода блока управления (контроллера) 24 на электрический вход предохранительного клапана 16, в функции текущих значений усилия вытяжки и перемещения матрицы 6 относительно пуансона 2 из условия обеспечения изменения усилия защемления края заготовки 9 по экспериментально определенному закону, соответствующему достижению при прочих равных условиях максимального значения глубины вытягиваемого изделия.
При этом о величине усилия защемления края заготовки 9 судят по величине давления в поршневой полости 13 гидроцилиндра 4, учитывая связь указанных усилия и давления с коэффициентом пропорциональности, равным эффективной площади поршня гидроцилиндра 4 со стороны его поршневой полости 13.
Фактическая величина давления в поршневой полости 13 гидроцилиндра 14 контролируется с помощью датчика давления 15, сигнал с выхода которого поступает на соответствующий вход электрического блока управления 24. Если фактическая величина давления в поршневой полости 13 не соответствует потребному в текущий момент времени значению (из условия защемления края заготовки 9 между матрицей 6 и прижимом 8 с необходимым усилием), то, благодаря реализации отрицательной обратной связи по давлению в полости 13, управляющий сигнал, подаваемый с соответствующего выхода блока управления 24 на электрический вход предохранительного клапана 16, корректируется таким образом, что погрешность регулирования давления уменьшается.
При пренебрежении силами трения в подвижных парах пресса и незначительными величинами противодавления в штоковых полостях 11, 14 гидроцилиндров 3, 4 текущее значение усилия вытяжки Рвыт вычисляется в блоке управления 24 на основании сигналов датчиков давления 12, 15 по формуле:
Рвыт=A10p10-A13p13,
где А10 - эффективная площадь поршня гидроцилиндра 3 со стороны его поршневой полости 10;
р10 - текущее значение давления в поршневой полости 10 гидроцилиндра 3 (в соответствии с текущим значением сигнала на выходе датчика давления 12);
А13 - эффективная площадь поршня гидроцилиндра 4 со стороны его поршневой полости 13;
p13 - текущее значение давления в поршневой полости 13 гидроцилиндра 4 (в соответствии с текущим значением сигнала на выходе датчика давления 15).
После достижения ползуном 5 своего нижнего рабочего положения появляется электрический сигнал на выходе концевого выключателя 20. На основании этого сигнала автоматически формируется сигнал на подъем ползуна 5. В результате этого посредством соответствующего гидрораспределителя штоковая полость 11 гидроцилиндра 3 соединяется с напорной гидролинией гидропривода ползуна пресса, а поршневая полость 10 - со сливом (на чертеже упомянутые гидрораспределитель, напорная гидролиния и слив не показаны), и происходит втягивание штока гидроцилиндра 3 и подъем соединенного с ним ползуна 5. После начала смещения ползуна 5 из его нижнего рабочего положения вверх электрический сигнал на выходе концевого выключателя 20 исчезает, подушка 7 останавливается (так как исчезает движущая сила), а управляющий сигнал, подаваемый на электрический вход предохранительного клапана 16 от электрического блока управления 24, принимает значение, соответствующее настройке клапана 16 на давление, необходимое для создания усилия защемления края заготовки 9 между матрицей 6 и прижимом 8, потребного в самом начале процесса вытяжки изделия.
После достижения ползуном 5 своего верхнего рабочего положения появляется электрический сигнал на выходе концевого выключателя 19. На основании этого сигнала автоматически формируются сигналы на остановку ползуна 5 и на подъем подушки 7. В результате этого золотник гидрораспределителя, управляющего гидроцилиндром 3, занимает свое нейтральное положение, при котором запирает полости гидроцилиндра 3, благодаря чему ползун 5 фиксируется в верхнем рабочем положении. Посредством соответствующего гидрораспределителя поршневая полость 13 гидроцилиндра 4 соединяется с напорной гидролинией гидропривода подушки пресса, а штоковая полость 14 - со сливом (на чертеже упомянутые гидрораспределитель, напорная гидролиния и слив не показаны), и происходит выдвижение штока гидроцилиндра 4 и подъем соединенной с ним подушки 7, а также готового изделия (которое при этом снимается с пуансона).
После достижения подушкой 7 своего верхнего рабочего положения появляется электрический сигнал на выходе концевого выключателя 22 (перед этим изменяется сигнал на выходе концевого выключателя 23). На основании сигнала с концевого выключателя 22 автоматически формируется сигнал на остановку подушки 7. В результате этого золотник гидрораспределителя, управляющего гидроцилиндром 4, занимает свое нейтральное положение, при котором запирает полости гидроцилиндра 4, благодаря чему подушка 7 фиксируется в верхнем рабочем положении.
Готовое изделие снимается оператором, и очередная листовая заготовка 9 устанавливается в гнездо на верхней горизонтальной поверхности прижима 8. Пресс готов к выполнению очередного технологического цикла.
Поскольку в процессе вытяжки изделия, как следует из вышесказанного, изменение усилия защемления края заготовки осуществляется непрерывно в функции текущих значений усилия вытяжки и перемещения матрицы относительно пуансона (которые измеряются с момента начала деформации заготовки) по экспериментально определенному закону, соответствующему достижению при прочих равных условиях максимального значения глубины вытягиваемого изделия, то реализация предлагаемого способа вытяжки изделий из листовых заготовок позволяет обеспечить без образования гофров и разрушения вытяжку изделия любой глубины вплоть до указанного максимального значения.
Так как в соответствии с предлагаемой методикой экспериментального определения потребного закона изменения усилия защемления края заготовки указанное усилие на протяжении всего процесса вытяжки минимально превышает текущее значение, предельно допустимое из условия исключения образования гофров, то дополнительно следует отметить, что реализация предлагаемого способа вытяжки изделий способствует снижению износа силовых узлов пресса и расхода энергии.
Источники информации
1. Гидравлический пресс двойного действия: Авторское свидетельство СССР №212974, МКИ В21d. Заявлено 15.10.1966. Опубликовано 12.03.1968.
2. Пресс двойного действия: Авторское свидетельство СССР №421408, МКИ В21d 22/22. Заявлено 31.03.1972. Опубликовано 30.03.1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ БЛОК РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ | 2020 |
|
RU2730560C1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССА | 2003 |
|
RU2250828C1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПОДВИЖНОЙ ТРАВЕРСЫ ПРЕССА | 2013 |
|
RU2515779C1 |
| ГИДРОПРИВОД ПЕРЕДНЕЙ ГОЛОВКИ ПРАВИЛЬНО-РАСТЯЖНОЙ МАШИНЫ | 2013 |
|
RU2536734C1 |
| ПУЛЬСАТОРНЫЙ ГИДРОПРИВОД РАДИАЛЬНО-КОВОЧНОЙ МАШИНЫ | 2003 |
|
RU2241565C1 |
| ГИДРОПРИВОД ПОДВИЖНОЙ ТРАВЕРСЫ ПРЕССА | 2015 |
|
RU2602934C1 |
| ГИДРОПРИВОД ПОДВИЖНОЙ ТРАВЕРСЫ ПРЕССА | 2013 |
|
RU2528282C1 |
| СПОСОБ УПРАВЛЕНИЯ ПУЛЬСАТОРНЫМ ГИДРОПРИВОДОМ РАДИАЛЬНО-КОВОЧНОЙ МАШИНЫ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА | 2002 |
|
RU2230622C1 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОПОЛОСТНЫМ ГИДРОЦИЛИНДРОМ | 2005 |
|
RU2282761C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в штамповочном производстве в системах управления штамповочными прессами при осуществлении операции вытяжки изделий. Край листовой заготовки защемляют по всему периметру между матрицей и прижимом. На центральную часть заготовки воздействуют пуансоном. С момента начала деформации заготовки измеряют текущие значения усилия вытяжки и перемещения матрицы относительно пуансона. При этом непрерывно изменяют усилие защемления края заготовки в функции измеренных величин по зависимости, которая установлена экспериментально. В результате обеспечивается возможность достижения при прочих равных условиях максимального значения глубины вытягиваемого изделия. 1 ил.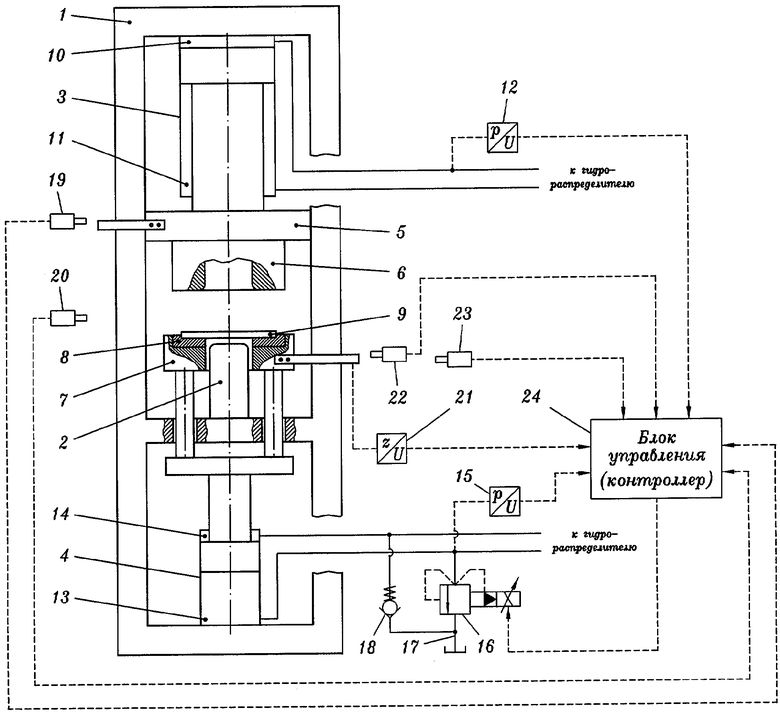
Способ вытяжки изделий из листовых заготовок, включающий защемление края листовой заготовки по всему периметру между матрицей и прижимом, воздействие на центральную часть заготовки посредством пуансона, обеспечивающее заполнение материалом заготовки зазора между матрицей и пуансоном, и изменение усилия защемления края заготовки между матрицей и прижимом, отличающийся тем, что с момента начала деформации заготовки производят измерение текущих значений усилия вытяжки и перемещения матрицы относительно пуансона, а изменение усилия защемления края заготовки осуществляют непрерывно в функции измеренных величин по экспериментально установленной зависимости, соответствующей достижению максимального значения глубины вытягиваемого изделия при прочих равных условиях.
| 1972 |
|
SU421408A1 | |
| Устройство для вытяжки | 1988 |
|
SU1574320A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ НА МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 1994 |
|
RU2077402C1 |
| US 3420089 А, 07.01.1969 | |||
| Распылитель жидкости | 1988 |
|
SU1577855A1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ СУБТРАКТИВНОГО ОКРАШИВАНИЯ ЛИСТОВОГО СТЕКЛА | 0 |
|
SU278062A1 |

