Изобретение относится к металлургии алюминия и может быть использовано при монтаже электролизеров, конкретно, при обжиге подины алюминиевого электролизера.
Известно, что подина электролизера состоит из углеродных подовых блоков, соединенных подовой массой. Окончательные свойства подины как катода формируются на стадии обжига. Основная цель обжига - получение монолитного катода, способного нести токовую нагрузку и стойкого к воздействию алюминия и криолит-глиноземного расплава, - достигается равномерностью температурного поля в любой его плоскости.
В зависимости от способа обжига применяются разные режимы подъема температуры подины во времени (Б.С. Громов, Е.Н. Панов, М.Ф. Боженко и др. Обжиг и пуск алюминиевых электролизеров. М., Изд. дом. «Руда и металлы», 2001 г., с.336). Основным недостатком изложенных способов обжига в данном труде является общий ошибочный подход к операции обжига как средству достижения высоких конечных температур и равномерности распределения температуры на завершающих этапах обжига.
Чем мощнее электролизер и выше плотность тока, тем больше размер ванны и больше вероятность нарушения монолитности подины при эксплуатации ванны. Увеличение объема углеродной футеровки требует применения наиболее щадящего и управляемого способа обжига подины. Как правило, это - газопламенный обжиг.
Известен способ газопламенного обжига алюминиевых электролизеров (Сборник докладов международного семинара «Алюминий Сибири - 97», стр. 56-64, Красноярск, 1998) с использованием следующего графика подъема температуры:
- нагрев до 400°С за 10 часов со скоростью 40°С/ч;
- нагрев от 400 до 700°С со скоростью 21°С /ч;
- выдержка при 700°С в течение 24 часов;
общее время обжига 48 ч. Допустимое отклонение от графика ±50°С (фиг.1).
Недостатками известного способа обжига являются: медленный подъем температуры до 400°С, высокая скорость подъема температуры в интервале от 400 до 700°С, недостаточная общая продолжительность обжига (48 часов) и низкая конечная температура - 700°С. Низкая скорость подъема температуры в начальный период обжига приводит в пековых прослойках массы к расслоению каменноугольного связующего при температуре его наименьшей вязкости. Медленный подъем температуры в швах в интервале от 20 до 200°С (5 часов) приводит к испарению легких фракций с поверхности частиц наполнителя и миграции средних и тяжелых фракций пека по высоте шва. Это явление приводит к высыханию верхнего слоя массы и скоплению пековых составляющих в нижних слоях массы, а также к высокому перепаду температуры по высоте швов в конце обжига. Последующее коксование нижних слоев приведет к образованию излишней пористости в нижних слоях и разрыву структуры верхнего слоя продуктами коксования.
Известен способ обжига подины алюминиевого электролизера, включающий подъем температуры до 950°С продолжительностью 72 часа (В.П. Пухнаревич, А.А. Ефимов, К.М. Леонов. Усовершенствование газопламенного обжига и пуска электролизеров после капитального ремонта. В сб. научных трудов ОАО «СУАЛ», ОАО «СибВАМИ» «Электрометаллургия легких металлов», Иркутск, 2000 г., стр.17-22). График обжига предусматривает равномерный подъем температуры за первые 10 часов до 300°С (30°С/ч); затем в течение 50 часов - со скоростью 13°С/ч до 950°С с последующей выдержкой на этом уровне в течение 12 часов. Допустимое отклонение от графика ±50°С (фиг.2).
Недостатком предложенного графика является его непригодность к термообработке современных холоднонабивных подовых масс. В составах холоднонабивных подовых масс любого производителя в качестве связующих веществ используется композиционный пек с расчетной температурой размягчения от минус 35°С до минус 45°С. Соответственно при комнатной температуре такие связующие материалы находятся в жидком состоянии. При нахождении в течение 10 часов в температурном интервале до 300°С в швах из холоднонабивной подовой массы происходят необратимые процессы. Происходит высыхание верхнего слоя шва в результате разрыва сплошности пленки связующего на частицах наполнителя и частичного испарения и миграции в нижние слои. Таким образом, в верхнем слое возникает недостаток связующего, и при дальнейшем подъеме температуры коксование такого слоя завершится раньше. Закоксованный верхний слой шва будет разорван продуктами пиролиза избытков связующего нижнего слоя.
Наиболее близким по технической сущности к заявляемому является способ обжига подины алюминиевого электролизера, включающий стадийный нагрев углеродной футеровки подины внешним источником тепла с ускоренной скоростью подъема температуры на начальной стадии до 300°С и со снижением скорости подъема температуры на промежуточной стадии (RU 2004100635, МПК С25С 3/06, опубл. 10.06.2005).
Недостатком известного обжига является низкая скорость подъема температуры в начальный период и высокая скорость подъема температуры на стадии коксования связующего по причинам, указанным выше, что приведет к неравномерному прогреву подины по высоте и высокой разнице в температуре верхнего и нижнего слоя на протяжении всего периода обжига подины. Известно, что миграция связующего по высоте слоев при обжиге углеродных изделий является основной причиной неоднородности обожженного материала по составу, пористости и свойствам (Е.Ф. Чалых. Обжиг электродов. М.: Металлургия, 1981, 116 с.).
Задачей изобретения является повышение однородности обожженных швов по составу, пористости и стойкости к воздействию криолит-глиноземного расплава.
Технический результат заключается в обеспечении улучшения распределения температуры по поверхности углеродного катода и высоте межблочных и периферийных швов, равномерного коксования шва подовой массы по высоте при небольших перепадах в плотности и пористости по высоте подины, повышающих эксплуатационную стойкость подины и срок службы ванны.
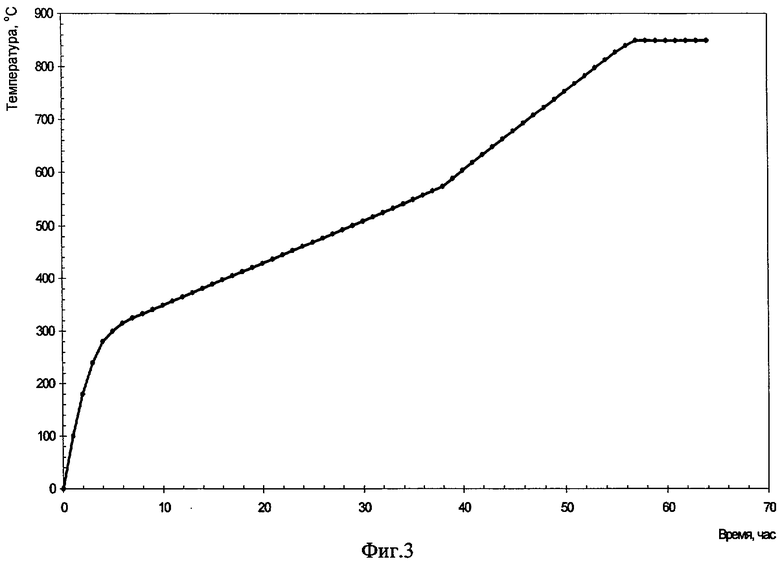
Сущность предлагаемого способа заключается в том, что в способе обжига подины алюминиевого электролизера, включающем стадийный нагрев углеродной футеровки подины внешним источником тепла с ускоренной скоростью подъема температуры на начальной стадии до 300°С и со снижением скорости подъема температуры на промежуточной стадии, согласно изобретению нагрев на начальной стадии проводят со скоростью 70-80°С/ч, на промежуточной стадии в интервале 300-570°С со снижением скорости не менее чем в 3,5-7,0 раз и повышением скорости подъема температуры на конечной стадии в интервале 570-850°С не менее чем в 2-4 раза, с последующей выдержкой при температуре не ниже 850°С не менее 6 часов.
Способ может характеризоваться тем, что нагрев на промежуточной стадии проводят со скоростью 7,5-8,5°С/ч и на конечной стадии - со скоростью 15-18°С/ч.
Предлагаемый способ по сравнению с известным позволяет повысить равномерность прогрева подины электролизера путем обеспечения ускоренного нагрева подины в начальный период обжига и снижение разницы температур по высоте подины на всех стадиях обжига.
Сущность предлагаемого способа заключается в том, что начальную стадию нагрева подины проводят со скоростью (70-80°С/ч), т.е. за 4 часа достигается температура 300°С. Ускоренный нагрев углеродной футеровки в начальной стадии позволит избежать миграции связующего по высоте слоев межблочных швов и более интенсивного продвижения фронта постоянных температур. Ширина межблочных швов в подине составляет 30-40 мм, следовательно, повышенная температура обжига в начальной стадии не вызовет ее разрушения в силу небольших размеров, но при этом высокая температура обеспечит подвод тепла со стороны подовых блоков, подобный так называемому круговому подводу тепла. Одновременно температура в теле подового блока в силу низкой теплопроводности углеродного материала не разрушает контакт с блюмсом. При круговом обогреве значительно меньше температурный градиент и создаются условия для более равномерного протекания процессов по высоте швов. Объемно-линейные (дилатометрические) изменения подовой массы протекают в равной степени по высоте швов, исключая причины, приводящие к трещинообразованию. При скорости обжига ниже 70°С/ч, возникает большая разница в типах реакций, протекающих в верхних и нижних слоях, и возрастает вероятность разрушения структуры верхнего слоя газами пиролиза нижнего слоя. При скорости обжига выше 80°С/ч возможно трещинообразование в результате резкого снижения вязкости связующего и повышения давления в порах наполнителя, приводящее к соединению отдельных пор в крупные каналы по высоте межблочного шва.
Заявляемый способ отличается от прототипа тем, что процесс обжига углеродной подины рассматривается по трем зонам - в полном соответствии с физико-химическими процессами, протекающими в этих температурных интервалах (Г.Д. Вергазова, Г.А. Сиразутдинов. Новые углеродные массы и пасты для алюминиевых электролизеров. М.: Нефть и газ, 1994, стр.37-47).
Результаты определения объемно-линейных изменений холоднонабивной подовой массы в зависимости от температуры показали, что на начальной стадии обжига до 300°С связующее находится в состоянии минимальной вязкости и мигрирует между зернами наполнителя, вызывая разрыв пековых прослоек в верхних слоях и уплотнение (оседание) массы в нижних слоях швов. Последующая за этой стадией термическая деструкция связующего идет с выделением летучих веществ. При температуре 300°С в верхних слоях заканчивается пиролиз связующего, а в нижнем слое температура в соответствии с предложенным графиком составляет 200°С, т.е. идет деструкция связующего.
В интервале карбонизации связующего (350-450°С) происходит максимальное расширение массы. Опытным путем установлено, что скорость обжига на этом этапе 7,5-8,5°С/ч приводит к выравниванию процессов коксообразования и уплотнения структуры шва по высоте.
Скорость обжига массы на стадии перехода полукокса в кокс (выше 550°С) также получена экспериментальным путем и составляет 15-18°С/ч. Превышение скорости подъема температуры в указанном интервале более 18°С/ч может привести к образованию плотной структуры в верхнем слое, которая может быть нарушена при окончательном формировании структуры нижних слоев.
Получение однородного качества материала по высоте шва достигается при выдержке массы при конечной температуре обжига не менее 6 часов.
График подъема температуры по интервалам (с учетом допусков) по заявляемому способу обжига подины алюминиевого электролизера представлен на фиг.3.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что делает возможным сделать вывод о соответствии критерию «изобретательский уровень».
Использование предлагаемого способа обжига с ускоренным подъемом температуры в начальной стадии обжига по сравнению с известным способом обжига позволяет снизить в межблочных швах электролизера температурный градиент по слоям массы, что обеспечивает более равномерный прогрев подины по высоте, и соответственно достигается повышение стойкости подины к воздействию натрия (относительное удлинение в криолит-глиноземном расплаве) за счет небольших перепадов по плотности и пористости по высоте межблочных швов.
Пример 1
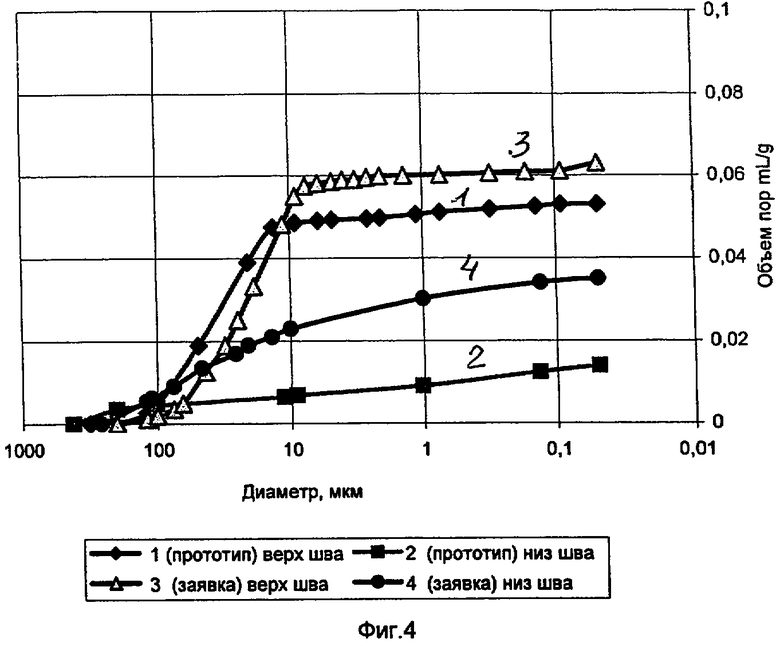
Способ осуществляется за счет тепла от сжигания топлива (жидкого или газообразного). Отработка режимов обжига проведена в полупромышленных условиях на периферийных швах, обожженных с разной скоростью. Скорость подъема температуры и продолжительность нагрева подины регулируют за счет изменения количества и соотношения газа с воздухом, подаваемым в форсунку. На фиг.4 представлены кривые распределения объема пор по размерам для верхнего и нижнего слоев межблочного шва при температуре обжига 300°С. Обжиг проведен двумя способами - по прототипу, а также с ускоренным нагревом в указанном температурном интервале.
Как следует из формы кривых на фиг.4, наблюдаемая разница между кривыми распределения объема пор в верхних и нижних слоях максимальна при обжиге по прототипу и минимальна при использовании заявляемого способа обжига по сравнению с прототипом.
В таблице представлены результаты определения показателей кажущейся плотности, пористости, газопроницаемости и относительного удлинения в криолит-глиноземном расплаве образцов подовой массы, отобранной из верхнего и нижнего слоев межблочного шва, после полного обжига по заявляемому способу и прототипу.
Как указывалось выше, развитие активного порового пространства в швах их подовой массы происходит при температуре до 250°С, выше которой выделяющиеся в объеме шва продукты свободно удаляются по поровым каналам.
При обжиге по прототипу пористость верха шва при температуре 300°С достигает 15%, а нижний слой еще не прогрелся до достаточной температуры и представляет собой фактически «зеленую» массу, в которой только начинается закладка поровой структуры и газопроницаемости. Кривая 1 на фиг.4 фактически свидетельствует о пористости уплотненной массы, не подвергшейся температурной обработке. В дальнейшем разница в пористости достигает максимума. При температуре выше 400°С пористость достигает максимума (около 30%), при этом поры верхнего слоя массы начинают затягиваться в процессе коксования, а продукты разложения связующего в нижних слоях еще активно выделяются (пористость 15-20%) с выходом поровых каналов на поверхность. Кривые 1 и 2 на фиг.5 демонстрируют, что в массе, обожженной до 950°С по прототипу, в верхнем слое преобладают поры радиусом 10-100 мкм, а также имеется большое количество пор более 100 мкм. Известно, что поры размером более 10 мкм особенно опасны для проникновения натрия и электролита в шов, т.е. поры от 10 до 500 мкм составляют зону проницаемости, что значительно снижает стойкость к воздействию криолит-глиноземного расплава.
При обжиге по предлагаемому способу пористость верхнего и нижнего слоев массы развивается более равномерно, без резкого отставания. Поэтому к моменту начала формирования коксовой структуры верхнего слоя массы, в нижних слоях заканчивается процесс газовыделения. Низкая скорость обжига в интервале интенсивного разложения связующего и его коксования при 350-570°С приводит к снижению перепада температуры по высоте шва и выравниванию условий формирования поровой структуры. Кривые 3 и 4 на фиг.5 свидетельствуют о преимущественном образовании пор размером 1,5-10 мкм в верхнем слое массы, обожженной по предлагаемому способу. Такие поры менее доступны электролиту и алюминию, т.е. находятся вне зоны проницаемости. Следовательно, предлагаемый способ обжига позволяет получить более плотный и однородный обожженный материал шва, что подтверждается результатами испытания массы, приведенными в таблице.
Пример 2
Способ осуществлен электрическим обжигом. На основании предложенного графика подъема температуры разработана практическая схема реализации обжига на сопротивлении с учетом существующей конструкции шунтов-реостатов, свойств и технологии укладывания коксовой крупки.
Результаты испытания массы по примеру 2 приведены в таблице.
Как показали промышленные испытания нового способа обжига с укоренным подъемом температуры в начальной стадии, на момент пуска электролизера температурное поле углеродной футеровки имеет более ровное распределение температур, чем после обжига по прототипу. Более интенсивный подъем температуры на начальном этапе обжига согласно промышленным испытаниям не оказывает существенного влияния на трещинообразование и нарушение целостности подины. Заявляемый способ обжига позволяет добиться улучшения распределения температуры по поверхности подины и по высоте межблочных и периферийных швов. На момент пуска температурное поле катодного устройства имеет более ровное распределение температуры и обеспечивает мягкий пуск ванны без резких скачков температуры, что в результате повышает эксплуатационную стойкость подины и срок службы ванны.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОПЛАМЕННОГО ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284374C2 |
| ХОЛОДНОНАБИВНАЯ ПОДОВАЯ МАССА | 2007 |
|
RU2375503C2 |
| Способ монтажа подины электролизера | 1989 |
|
SU1694703A1 |
| Способ футеровки катода электролизера для получения алюминия | 1991 |
|
SU1826997A3 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ХОЛОДНОНАБИВНОЙ ПОДОВОЙ МАССЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1996 |
|
RU2128731C1 |
| Холоднонабивная подовая масса | 1992 |
|
SU1836496A3 |
| СПОСОБ ПОЛУЧЕНИЯ ХОЛОДНОНАБИВНОЙ ПОДОВОЙ МАССЫ | 2007 |
|
RU2347856C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284375C2 |
| Способ подготовки к пуску алюминиевого электролизера | 1988 |
|
SU1548268A1 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕЕ МОНТАЖА | 1991 |
|
RU2037565C1 |



Изобретение относится к металлургии алюминия и может быть использовано при монтаже электролизеров, конкретно, при обжиге подины алюминиевого электролизера. В способе обжига подины алюминиевого электролизера нагрев углеродной футеровки подины внешним источником тепла проводят в несколько стадий, с ускоренной скоростью подъема температуры в начальной стадии обжига, затем с резким снижением скорости подъема температуры в промежуточной стадии не менее чем в 3,5-7,0 раз и постепенным повышением скорости подъема температуры не менее чем в 2-4 раза на конечной стадии обжига и последующей выдержкой при температуре не ниже 850°С и не менее 6 часов. Нагрев в начальной стадии обжига до 300°С проводят со скоростью 70-80°С/ч; в промежуточной стадии в интервале 300-570°С - со скоростью 7,5-8,5°С/ч; и конечной стадии в интервале 570-850°С - со скоростью 15-18°С/ч. Техническим результатом изобретения является снижение в межблочных швах электролизера температурного градиента по слоям массы, что обеспечивает более равномерный прогрев подины по высоте, и соответственно достигается повышение стойкости подины к воздействию натрия за счет небольших перепадов по плотности и пористости по высоте межблочных швов. 1 з.п. ф-лы, 5 ил., 1 табл.
| RU 2004100635 А, 10.06.2005 | |||
| Способ обжига подины алюминиевого электролизера | 1976 |
|
SU723006A1 |
| FR 1295665 A, 08.06.1962 | |||
| US 4181584 A, 01.01.1980 | |||
| US 4339316 A, 13.07.1982 | |||
| Двухколесный многоскоростной велосипед | 1984 |
|
SU1181930A1 |

