Изобретение относится к области строительства и ремонта магистрального трубопровода для транспортировки жидкостей и газов и предназначено для ремонта трубопровода с заменой дефектного участка ремонтной "катушкой".
При ремонте трубопровода сначала обнаруживают дефектный участок, роют котлован для высвобождения трубопровода, вырезают дефектный участок, центрируют трубы; размечают, устанавливают и сваривают ремонтную "катушку" с трубами трубопровода.
Центрирование труб производится в связи с тем, что после вырезки дефектного участка оставшиеся трубы смещаются в горизонтальной и вертикальной плоскостях из-за наличия напряжений в трубопроводе, обусловленных температурными перепадами, подвижкой грунта и т.д. Отклонение от соосности может достигать 3...20 мм и более.
Анализ производственного опыта ремонтных работ на магистральных трубопроводах показывает, что применяются три способа проведения ремонта: а) без проведения операции центрирования труб; б) центрирование труб с помощью различных устройств; в) центрирование с применением нагрузок на трубы с целью достижения их соосности.
При первом способе ремонта разметка ремонтной "катушки" значительно усложняется, процесс ремонта становится очень трудоемким. Во втором способе ремонта применяется очень сложное и металлоемкое оборудование, монтаж которого занимает длительное время. Третий способ ремонта также отличается большой трудоемкостью, необходимостью использования грузоподъемной техники, а в некоторых случаях оборудования для пластической деформации труб.
Известно устройство-опора для поддержания трубопровода /1/. Оно содержит основание со стойками, балансирные рычаги со втулками, размещенными на стойках подвижно с возможностью регулировки по высоте. На балансирных рычагах шарнирно закреплена подвеска с роликами, которые поддерживают трубопровод. Устройство позволяет центрировать трубы, однако оно сложно и металлоемко по конструкции, его монтаж занимает достаточно длительное время.
Известен способ подготовки труб под сварку при замене дефектного участка магистрального трубопровода /2/, сущность которого заключается в том, что при разметке и обрезке ремонтной "катушки" и соединяемых концов труб сравнение размеров и форм концов труб производят с кругом-эталоном, диаметр которого равен номинальному диаметру ремонтируемого трубопровода. Обеспечение совпадения размеров и форм концов труб производят до монтажа "катушки" путем пластической деформации металла труб за счет распределенного усилия на концы труб. Этой операцией устраняют эллипсность труб, образуемую при обрезке труб в плоскости, не перпендикулярной их оси.
Недостатками способа являются большая трудоемкость пластической деформации, необходимость использования специального оборудования, сложность обеспечения точной разметки стыков труб. Фактически разметка труб и "катушки" производится путем подгонки, что снижает производительность и качество ремонта.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для центрирования труб /3/, обеспечивающее фиксацию труб перед вырезкой дефектного участка. Устройство состоит из двух хомутов литой конструкции, устанавливаемых на концах труб. Хомуты прочно закрепляются на трубах посредством фланцев с болтами. Через отверстия в приливах одного из хомутов продевают стрингеры, на которые последовательно монтируют подвижные упоры, а стрингеры затем продевают в отверстия приливов второго хомута. Конструкция из хомутов, стрингеров и упоров центрирует трубы и ремонтную "катушку".
Устройство позволяет повысить производительность труда при ремонтных работах, точность центрирования труб и ремонтной "катушки".
Однако устройство имеет недостатки, заключающиеся в сложности конструкции устройства, большой трудоемкости монтажа его на трубопроводе. Кроме того, устройство затрудняет доступ к трубопроводу для установки "катушки" и проведения разметочных и сварочных работ, что создает неудобства и снижает производительность труда. Кроме того, точность центрирования труб составляет ±3...5 мм, что вызвано тем, что фиксация трубопровода производится не по всей его длине, а лишь в двух местах (местах крепления хомутов).
Предлагаемое изобретение направлено на упрощение процесса центрирования труб, повышение точности центрирования и разметки стыков труб и ремонтной "катушки", снижение трудоемкости разметочных и монтажных работ и повышение качества ремонта.
Задача решена тем, что в устройстве для центрирования труб при ремонте магистрального трубопровода с заменой дефектного участка ремонтной "катушкой", содержащем разъемный хомут с фланцами для его крепления на трубах, хомут выполнен в виде единой трубчатой цилиндрической конструкции с возможностью перемещения ее в собранном состоянии вдоль оси трубопровода за счет зазора между наружным диаметром труб и внутренним диаметром хомута, при этом на концах хомута смонтированы конические патрубки для захода в него концов труб, а в средней его части по периметру выполнены окна для доступа к стыкам труб и ремонтной "катушки".
Устройство для центрирования труб иллюстрируется чертежом, где представлен участок ремонтируемого трубопровода в продольном и поперечном разрезах, на котором изображены устройство для центрирования в сборе, ремонтная "катушка" и соединяемые трубы.
Предлагаемое устройство для центрирования труб представляет из себя единую трубчатую цилиндрическую конструкцию 1 с коническими патрубками 2, смонтированными на ее концах, то есть устройство является единым хомутом, надеваемым на трубопровод в месте стыков труб 3, 4 и ремонтной "катушки" 5. Хомут состоит из двух половин, соединяемых между собой фланцами 6 с помощью болтов. Конические патрубки 2 служат для облегчения захода концов труб 3, 4 в хомут.
Хомут установлен на трубопроводе с зазором между наружным диаметром труб и внутренним диаметром хомута с тем, чтобы обеспечить возможность его перемещения в собранном виде вдоль оси трубопровода. Величина зазора не превышает величину допуска на несоосность труб и равна 0,5...1,5 мм.
В средней части конструкции по периметру выполнены окна 7 для доступа к стыкам труб и ремонтной "катушки". Для перемещения хомута вдоль оси трубопровода предусмотрены рукоятки 8.
Центрирование труб и разметка ремонтной "катушки" с помощью устройства производится следующим образом. Сначала вырезают дефектный участок трубопровода строго в плоскостях, перпендикулярных оси трубопровода. Далее зачищают и разделывают кромки стыков труб под сварку. После этого по расстоянию между трубами с учетом длины вырезанного дефектного участка и зазора в стыках труб и "катушки" определяют длину ремонтной "катушки" и изготавливают ее.
После подготовительной работы с помощью трубоукладчика между труб 3 и 4 устанавливают ремонтную "катушку" 5. Далее в районе первого стыка, например между "катушкой" 5 и трубой 4, монтируют половины устройства и скрепляют их болтами, при этом окна 7 хомута должны находиться напротив стыка. После монтажа хомута труба 4 и "катушка" 5 будут находиться в соосном положении.
Далее через окна 7 производят предварительную "прихватку" сваркой трубы 4 и ремонтной "катушки" по длине окон в четырех местах, после чего перемещают устройство вдоль оси трубопровода влево в район второго стыка. При подходе хомута к трубе 3 конический патрубок 2 надевается на трубу 3. Возможную несоосность трубы 3 и ремонтной катушки 5 устраняют воздействием внутренней поверхности конического патрубка 2, а также смещением трубы 3 в горизонтальной и вертикальной плоскостях с помощью трубоукладчика. После этого окончательно устанавливают хомут так, чтобы окна 7 были против стыка трубы 3 и ремонтной "катушки" 5. Затем производят "прихватку" сваркой сопрягаемых деталей по длине окон 7.
После "прихватки" обоих стыков устройство разбирают и демонтируют, после чего окончательно проваривают оба стыка.
По сравнению с изобретением-прототипом предлагаемое изобретение обладает следующими технико-экономические преимуществами:
1. Предлагаемое устройство значительно проще по конструкции, не имеет литых деталей и представляет из себя обыкновенную трубу без каких-либо дополнительных деталей. Стоимость изготовления устройства в 3-5 раз меньше стоимости устройства-прототипа.
2. Процесс центрирования труб с использованием предлагаемого устройства упрощается, так как центрирование труб и их соосность обеспечиваются сразу же после установки устройства в районе стыка без дополнительной регулировки с использованием упоров, как это делается в устройстве-прототипе. Производительность центрирования повышается на 10...20% по сравнению с прототипом.
3. Предлагаемое устройство обеспечивает более точное центрирование труб и ремонтной "катушки", так как их фиксация производится не по двум местам, как в устройстве-прототипе, а по всей площади контакта хомута и поверхности труб. Точность центрирования труб с использованием предлагаемого устройства достигает ±1...2 мм.
4. Более точное центрирование труб способствует повышению точности разметки ремонтной "катушки" и стыков труб с "катушкой", что, в свою очередь, улучшает качество сварных швов и, следовательно, качество ремонта.
5. Простота конструкции предлагаемого устройства, низкая трудоемкость его монтажа и упрощение процесса центрирования труб в целом позволяют увеличить производительность ремонтных работ в 1,5-2 раза по сравнению с прототипом.
Предлагаемое изобретение может быть использовано для проведения ремонтных работ на магистральных трубопроводах.
Источники информации
1. Патент РФ №2079761, М.кл. F16L. Устройство-опора для поддержания трубопровода.
2. Патент РФ №2123922, М.кл. В23Р 6/00; В23К 33/00. Способ подготовки концов труб под сварку при замене дефектного участка магистрального трубопровода.
3. Патент РФ №2217650, М.кл. F16L 1/036. Устройство для центрирования труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2005 |
|
RU2298717C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СООСНОСТИ ТРУБ | 2006 |
|
RU2304210C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2005 |
|
RU2296262C1 |
| СПОСОБ ПОДГОТОВКИ СТЫКОВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2288826C1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2006 |
|
RU2312267C1 |
| СПОСОБ ЗАМЕНЫ ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА | 2018 |
|
RU2690997C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2000 |
|
RU2217650C2 |
| СПОСОБ ЗАМЕНЫ ДЕФЕКТНОГО УЧАСТКА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2014 |
|
RU2580234C1 |
| Способ ремонта дефектных участков трубопровода в траншее | 2016 |
|
RU2708758C2 |
| Способ ремонта участка газопровода с заводским изоляционным покрытием | 2023 |
|
RU2817233C1 |
Изобретение относится к строительству трубопроводного транспорта и предназначено для ремонта трубопроводов с заменой дефектного участка ремонтной "катушкой". Разъемный хомут с фланцами для крепления на трубопроводе выполнен в виде трубчатой цилиндрической конструкции с возможностью перемещения устройства в собранном состоянии по трубопроводу за счет зазора между наружным диаметром трубопровода и внутренним диаметром хомута. На концах хомута закреплены конические патрубки для захода в него концов труб, а в средней части хомута по периметру выполнены окна для доступа к стыкам труб и ремонтной "катушки". Расширяет арсенал технических средств. 1 ил.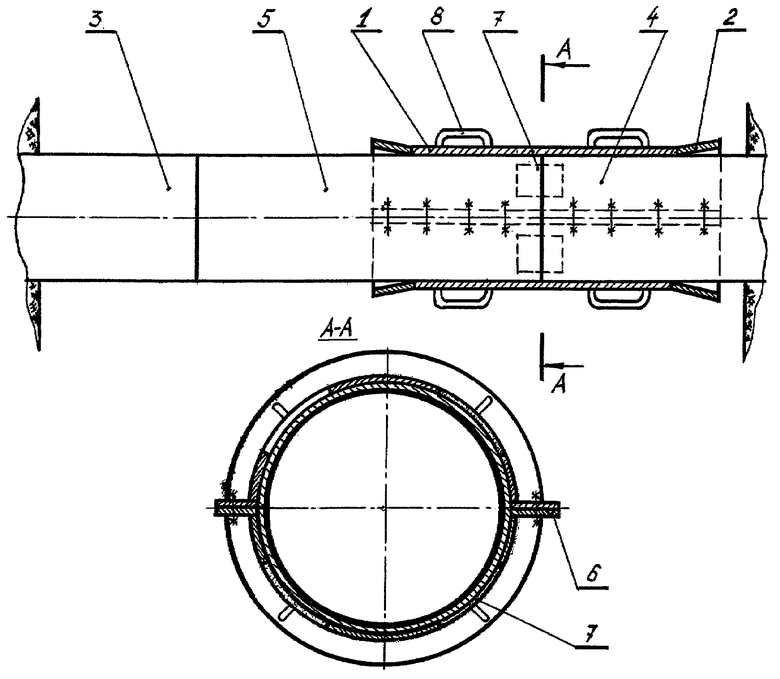
Устройство для центрирования труб, содержащее разъемный хомут с фланцами для его крепления на трубах, отличающееся тем, что хомут выполнен в виде единой трубчатой цилиндрической конструкции с возможностью перемещения ее в собранном состоянии вдоль оси трубопровода, при этом на концах хомута смонтированы конические патрубки, а в средней его части по периметру выполнены окна.
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2000 |
|
RU2217650C2 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ТРУБ ПОД СВАРКУ ПРИ ЗАМЕНЕ ДЕФЕКТНОГО УЧАСТКА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 1997 |
|
RU2123922C1 |
| УСТРОЙСТВО-ОПОРА ДЛЯ ПОДДЕРЖАНИЯ ТРУБОПРОВОДА | 1994 |
|
RU2079761C1 |
| Устройство для монтажа и зачеканки трубопровода из раструбных труб | 1983 |
|
SU1171631A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ НАСТИЛОВ ПОЛОТЕН ИЗ РУЛОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2433946C1 |

