Изобретение относится к области строительства и ремонта магистральных трубопроводов для транспортировки жидкостей и газов и предназначено для ремонта трубопроводов с заменой дефектного участка ремонтной "катушкой", точнее - для контроля соосности труб.
При проведении ремонтных работ самыми сложными и трудоемкими операциями являются центрирование труб после вырезки дефектного участка, проверка и контроль соосности труб, разметка ремонтной "катушки" и подгонка стыков труб и ремонтной "катушки".
В большинстве случаев трубы не центрируют, так как проведение этой операции без специального оборудования невозможно. Разметку ремонтной "катушки" и ее подгонку проводят "на глазок", соосность труб не контролируют в связи с отсутствием надежных средств и способов контроля. Все это в конечном итоге приводит к значительной трудоемкости ремонтных работ и к низкому качеству ремонта.
Известно устройство для центрирования труб, обеспечивающее фиксацию труб перед вырезкой дефектного участка /1/. Оно содержит хомуты, монтируемые по концам труб, и стрингеры, которые продеваются в отверстия приливов хомутов с последующим их закреплением. В устройстве имеются подвижные упоры для поддержки ремонтной "катушки". Устройство позволяет повысить производительность разметочных работ, повысить точность центрирования и разметки ремонтной "катушки".
Недостатками устройства являются: сложность конструкции, большая трудоемкость его монтажа и отсутствие средств контроля соосности труб. Кроме того использование устройства затрудняет доступ к трубопроводу, что создает неудобства и снижает производительность труда.
Отсутствие средств контроля соосности труб приводит к снижению точности разметки ремонтной "катушки".
Известен способ подготовки труб под сварку при замене дефектного участка магистрального трубопровода /2/. Способ заключается в том, что при разметке и обрезке ремонтной "катушки" и концов труб сравнение размеров и форм соединяемых концов производят с кругом-эталоном, диаметр которого равен номинальному диаметру ремонтируемого трубопровода. Обеспечение совпадения размеров и форм концов труб производят до монтажа "катушки" путем пластической деформации металла труб за счет распределенного усилия на концы труб.
Точное центрирование труб и контроль их соосности при этом не производятся, что снижает качество ремонта и увеличивает трудоемкость ремонтных работ. Подгонку стыков труб и ремонтной "катушки" производят трудоемкой пластической деформацией, что требует дорогостоящего специального оборудования. Эта операция позволяет устранить эллипсность труб и обеспечить одинаковый диаметр труб и ремонтной "катушки".
Однако, если бы трубы были отцентрированы, соосность труб контролировалась и торцы труб обрезались в плоскостях, строго перпендикулярных оси труб, то пластической деформации не требовалось бы, так как эллипсность труб в этом случае исключается.
Таким образом, при проведении ремонтных работ на магистральных трубопроводах с вырезкой дефектного участка и заменой его ремонтной "катушкой" требуется осуществление точного центрирования труб и контроля их соосности.
Наиболее близким по технической сущности к заявляемому изобретению является телескопическое соединение двух деталей /3/, широко применяемое в различных технических конструкциях. Оно содержит наружный и внутренний стержни (трубы, патрубки), телескопически и подвижно соединенные друг с другом.
Предлагаемое изобретение направлено на повышение точности разметки стыков труб и ремонтной "катушки" под сварку за счет разработки и дальнейшего использования при ремонтных работах устройства для контроля соосности труб, что позволило бы увеличить производительность труда и снизить трудоемкость ремонтных работ.
Задача решена тем, что устройство для контроля соосности труб, включающее телескопическое соединение двух стержней, дополнительно снабжено двумя полыми коническими упорами, смонтированными на концах стержней соосно с ними, при этом конические упоры направлены вершинами на внешнюю сторону телескопического соединения, а с внутренней стороны снабжены пружиной, охватывающей упомянутое соединение и опирающейся на внутреннюю полость конических упоров.
Устройство для контроля соосности труб при ремонте магистрального трубопровода иллюстрируется чертежом. На чертеже представлена конструкция устройства в продольном разрезе. Устройство показано в рабочем положении в процессе контроля соосности труб.
Устройство для контроля соосности труб состоит из двух телескопических стержней 1 и 2, соединенных подвижно относительно друг друга. Стержень 1 - наружный, стержень 2 - внутренний. На концах стержней соосно с ними смонтированы полые конические упоры 3. Своими вершинами конические упоры направлены на внешнюю сторону телескопического соединения стержней 1, 2. Стержни охватываются пружиной 4, смонтированной с внутренних сторон конических упоров 3.
Пружина 4 своими концами опирается на внутреннюю полость конических упоров.
Устройство работает следующим образом. Его действие основано на известном свойстве поверхностей вращения (цилиндр и конус): соосные поверхности вращения второго порядка пересекаются по окружности, которая на некоторых проекциях "вырождается" в прямую линию. Другими словами полый цилиндр плотно прилегает к поверхности конуса по окружности.
При проверке соосности труб устройство сжимают вдоль оси и размещают его в пространстве между контролируемыми трубами 5. Далее устройство освобождают от продольного сжатия. Под действием пружины 4 конические упоры 3 перемещаются на внешние стороны и входят в контакт с торцами труб 5 по их внутреннему диаметру. Если контакт между коническими упорами и торцами труб по внутреннему диаметру плотный без зазоров, то это свидетельствует о точной соосности труб. Если имеются зазоры, то операцию центрирования и подгонки труб продолжают до выборки всех зазоров. После достижения соосности устройство демонтируют и приступают к разметке ремонтной "катушки" и ее последующей сварке с трубами.
Положительный эффект, достигаемый в результате использования предлагаемого изобретения, заключается в следующем:
а) устройство позволяет контролировать соосность труб, при этом контроль производится просто, быстро и эффективно;
б) точность измерения несоосности труб достаточно высокая и равна 0,5-1,5° (угол между осями труб);
в) достигаемая в результате использования устройства точная соосность труб положительно сказывается на точности и скорости разметки ремонтной "катушки" и стыкуемых труб, что позволяет повысить качество сварных швов, производительность труда без использования трудоемких операций подгонки стыкуемых деталей "на глазок".
Устройство несложно по конструкции, просто в обслуживании. Оно найдет применение в строительстве и ремонте магистральных трубопроводов с заменой дефектного участка ремонтной "катушкой".
Источники информации
1. Патент РФ №2217650, М. кл. F16L 1/036. Устройство для центрирования труб.
2. Патент РФ №2123922, М. кл. В23Р 6/00; В23К 33/00. Способ подготовки концов труб под сварку при замене дефектного участка магистрального трубопровода.
3. Заявка на изобретение №94004600, М. кл. F16B 7/10. Телескопическое соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2005 |
|
RU2298717C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2006 |
|
RU2303739C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2005 |
|
RU2296262C1 |
| СПОСОБ ПОДГОТОВКИ СТЫКОВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2288826C1 |
| СПОСОБ ЗАМЕНЫ ДЕФЕКТНОГО УЧАСТКА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2014 |
|
RU2580234C1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2006 |
|
RU2312267C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2000 |
|
RU2217650C2 |
| СПОСОБ ЗАМЕНЫ ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА | 2018 |
|
RU2690997C1 |
| Центрирующее устройство | 2016 |
|
RU2645837C1 |
| Способ ремонта трубопроводов | 2015 |
|
RU2610798C2 |
Изобретение относится к области строительства и ремонта магистральных трубопроводов для транспортировки жидкостей и газов и предназначено для ремонта трубопроводов с заменой дефектного участка. Устройство для контроля соосности труб включает телескопическое соединение двух стержней, два полых конических упора, смонтированных на концах стержней соосно с ними, при этом конические упоры направлены вершинами на внешнюю сторону телескопического соединения, а с внутренней стороны снабжены пружиной, охватывающей упомянутое соединение и опирающейся на внутренние стороны конических упоров. Техническим результатом является контроль соосности труб с точностью до 0,5-1,5°, повышение точности разметки ремонтной катушки и стыков труб, высокие качество ремонта и производительность ремонтных работ. 1 ил.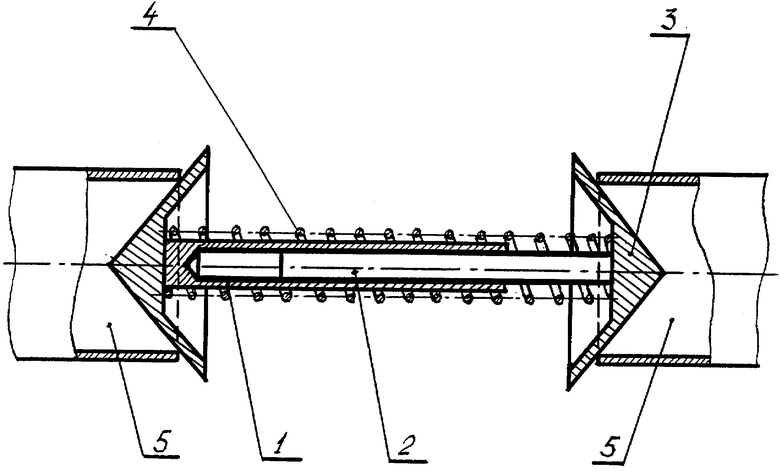
Устройство для контроля соосности труб, включающее телескопическое соединение двух стержней, отличающееся тем, что оно дополнительно снабжено двумя полыми коническими упорами, смонтированными на концах стержней соосно с ними, при этом конические упоры направлены вершинами на внешние стороны телескопического соединения стержней, а с внутренней стороны упоров - пружиной, охватывающей упомянутое соединение и опирающейся на внутренние стороны конических упоров.
| RU 94004600 A1 27.12.1995 | |||
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ТРУБ ПОД СВАРКУ ПРИ ЗАМЕНЕ ДЕФЕКТНОГО УЧАСТКА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 1997 |
|
RU2123922C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2000 |
|
RU2217650C2 |
| Устройство для сборки и сварки стыков тел вращения | 1980 |
|
SU880678A1 |
| Устройство для сборки и сварки стыков тел вращения | 1969 |
|
SU618230A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ НАСТИЛОВ ПОЛОТЕН ИЗ РУЛОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2433946C1 |

