Уровень техники
В данной области техники известно несколько промышленных видов применения электролитического или электрометаллургического характера, где применяют аноды, на которых происходит выделение газообразного продукта, что в некоторых случаях является основной целью способа (как в случае с хлором, выделяемым при электролизе хлоридов щелочных металлов или хлористоводородной кислоты). В других случаях выделяемый газ представляет собой всего лишь побочный продукт реакции (как в случае с кислородом, выделяемым в процессах катодного электроосаждения металлов, называемых также металлической катодной гальваностегией и типичных для гальванической промышленности). В обоих случаях одной из главных целей при внедрении электродов для выделения газа, в частности анодов, является высокая электрохимическая активность, которая должна обеспечивать протекание процесса при возможно более низком перенапряжении с целью повышения общей энергетической эффективности такого процесса. Поэтому на практике принято, включая случай с газом, образующимся на поверхности электрода лишь в качестве побочного продукта, осуществлять подобные реакции на каталитических поверхностях. Поскольку материалы с самыми лучшими электрокаталитическими свойствами являются очень дорогостоящими (данная категория в основном включает в себя металлы платиновой группы и их оксиды), их применяют только в виде тонких поверхностных слоев, нанесенных на проводящую матрицу.
В частности, специалистам в данной области техники хорошо известно применение металлических подложек, сочетающих свойства хорошей электропроводности и коррозионной стойкости, по меньшей мере одна поверхность которых покрыта тонким слоем благородных металлов и/или их оксидов или сплавов; подобные примеры воплощения описаны, к примеру, в патентах США №3428544, №3711385 и многих других.
Коррозионная стойкость металлической подложки является очень важным параметром, особенно при выполнении электродами функции анодов в том случае, когда агрессивность электролитов еще больше усиливается электрохимическим рабочим потенциалом. Поэтому аноды для промышленных электролитических и электрометаллургических видов применения предпочтительно изготавливают на основе подложек из вентильных металлов, т.е. металлов, стойких к коррозии благодаря покрывающей их тонкой поверхностной защитной пленке из инертного оксида. Среди указанных металлов наиболее часто используемым металлом, несомненно, является титан из соображений его стоимости и обрабатываемости. Электрохимические характеристики титановых матриц, покрытых катализаторами на основе оксидов благородных металлов, обычно считаются более чем удовлетворительными в качестве способствующих выделению газа анодов почти для всех видов промышленного электрохимического применения. Что касается срока их службы, особенно в наиболее критических рабочих условиях (высокоагрессивные электролиты, очень высокая плотность тока и т.д.), то он во многих случаях, напротив, создает до сих пор не решенную полностью проблему, несмотря на многочисленную литературу, свидетельствующую о некотором фундаментальном прогрессе в данной области. Длительный срок службы электродов является основным условием промышленного успеха при их электрохимическом применении не только потому, что в случае деактивации должно быть нанесено новое электрохимическое покрытие, по своей природе дорогостоящее как в отношении материала, так и затрат рабочего времени, но и по причине прекращения производства, связанного с остановкой работы установок или всего завода для замены электродов. Поскольку благородные металлы, применяемые в составах электрокаталитических покрытий в обычных рабочих условиях сами по себе обладают «иммунитетом» к коррозии, то основной причиной дезактивации является локальное отслоение покрытия от подложки с последующей коррозией или пассивированием последней. Такому отслоению способствует само выделение газа из-за механического действия пузырьков, и при этом данное явление еще больше усугубляется при высокой плотности тока. В частности, при некоторых видах электрометаллургического применения с анодным выделением кислорода, к примеру, при гальваническом нанесении цинковых покрытий (оцинковывании) листов для автомобильной промышленности или при получении тонких медных листов, применяемых в электронной промышленности, достигается плотность анодного тока свыше 15 кА/м2.
Следующим фактором нестабильности сцепления покрытия с подложкой может являться пористость первого, вследствие чего происходит просачивание электролита со вступлением его в прямой контакт с незащищенной металлической матрицей. В подобных случаях, в частности при наличии даже микроскопических зон отслоения, может произойти пассивация подложки с образованием зачастую плохо проводящего оксида, расположенного между подложкой и электрокаталитическим покрытием, без физического отслоения последнего. С самого начала использования такого типа электродов для получения достаточной степени сцепления электрокаталитического покрытия с подложкой широко известно придание некоторой шероховатости самой подложке, к примеру, при помощи пескоструйной обработки либо контролируемого травления коррозионным агентом. Поверхностная шероховатость способствует взаимному проникновению подложки и катализатора, происходящему в результате тепловой обработки предшественника, наносимого на подложку в виде краски. Например, при использовании титана хорошо подходит абразивные виды обработки песком, смешанным с водой песком или корундом, а также травление хлористоводородной кислотой; такие способы позволяют получать электроды, которые могут быть использованы в промышленных видах применения, несмотря на необходимость их довольно частой периодической реактивации. Среди самых рискованных (затратных) видов применения вновь необходимо назвать электрометаллургические процессы с анодным выделением кислорода, особенно в том случае, когда требуется работать при плотности тока свыше 10 кА/м2. Однако существуют также проблемы, хотя и другого рода, при осуществлении способов с низкой плотностью тока, таких, как, например, извлечение металлов электролизом в кислотной среде из растворов, получаемых в результате растворения руды; одна из таких проблем касается примесей, всегда присутствующих в электролитических ваннах, некоторые из которых оказывают чрезвычайно вредное воздействие на пассивацию титановых матриц. Классическим примером являются фторид-ионы, способные образовывать комплексы с титаном, тем самым разрушая защитную пленку с последующим взаимодействием с нижележащей металлической матрицей, особенно в зонах, где уже имеются микродефекты в сцеплении электрокаталитического покрытия с подложкой.
Поэтому неоднократно возникали различные предложения о размещении между металлической подложкой и электрокаталитическим покрытием промежуточных покрытий, обладающих подходящими характеристиками по ингибированию коррозии, чтобы подобный барьер предотвращал коррозию, возникающую из-за всегда присутствующих микродефектов. Пример промежуточного покрытия на основе керамических оксидов вентильных металлов описан в Европейском патенте ЕР 0545869, однако в данной области техники известно также несколько других видов промежуточных покрытий, чаще всего на основе оксидов переходных металлов.
Определение оптимальных параметров шероховатости электродных матриц, на которые может быть нанесено электрокаталитическое покрытие, раскрыто, к примеру, в Европейском патенте ЕР 0407349, выданном фирме Элтек Системз Корпорейшн (Eltech Systems Corporation, USA), где указано, что для достижения высококачественного сцепления самого покрытия необходимо придать среднюю поверхностную шероховатость не менее 250 микродюймов (около 6 микрометров), при этом среднее число пиков на дюйм составляет по меньшей мере 40 (на основании показаний профилометра верхний порог составляет 400 микродюймов, т.е. около 10 микрометров, а нижний порог составляет 200 микродюймов, т.е. около 8 микрометров).
Открытие, описанное в ЕР 0407349, представляет собой шаг вперед по направлению к получению электрода с улучшенными характеристиками потенциала и срока службы, однако экспертам в данной области техники очевидно, что такая высокая шероховатость, получаемая в результате сильного общего воздействия химической или механической природы на поверхность, требует нанесения каталитических слоев определенной толщины для получения достаточно гомогенного покрытия. Обычной практикой, известной специалистам в данной области техники, является нанесение каталитических слоев, причем независимо от присутствия промежуточных защитных слоев, имеющих общую загрузку (содержание) благородного металла намного выше 10 г/м2, предпочтительно - от 20 до 30 г/м2, для всех перечисленных (электролитических и электрометаллургических) видов применения. При невыполнении этого условия срок службы анодов для выделения газов является явно недостаточным.
Последующая публикация заявки на патент США № US-2001-0052468-A1, предусматривающая наложение микрошероховатого профиля на макрошероховатый профиль таким же образом, как и в ЕР 0407349, хотя и придает электродам улучшенные характеристики срока службы также при отсутствии промежуточных покрытий, но в основном направлена на создание электродов с согласующимися с указанными выше значениями загрузки благородного металла (24 г/м2 в примерах).
Такие высокие значения нагрузки благородного металла являются обременительными с экономической точки зрения и в некоторых случаях совершенно неприемлемыми: особенно относится к случаю первичного электрометаллургического применения (извлечение металлов электролизом и т.п.), где прибавочная стоимость продуктов недостаточно высока для того, чтобы оправдать такие повышенные инвестиционные затраты.
ЦЕЛИ ИЗОБРЕТЕНИЯ
В соответствии с одним из аспектов целью настоящего изобретения является разработка электродной подложки, позволяющей преодолеть недостатки предшествующего уровня техники.
В соответствии с другим аспектом целью настоящего изобретения является разработка электродной подложки, позволяющей получать аноды для выделения газов с улучшенными характеристиками сцепления каталитического покрытия.
В соответствии со следующим аспектом целью настоящего изобретения является разработка электродной подложки, позволяющей получать анод для выделения газа с повышенными характеристиками срока службы даже при наличии каталитических покрытий с пониженной загрузкой благородного металла относительно предшествующего уровня техники.
В соответствии с очередным аспектом целью настоящего изобретения является разработка способа получения электродной подложки и соответствующего анода для выделения газа с повышенными характеристиками срока службы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом данное изобретение относится к электродной подложке из вентильного металла, предпочтительно из титана, с низкой средней шероховатостью, в частности, со средней шероховатостью Ra, составляющей от 2 до 6 микрометров, получаемой в результате локализованного воздействия на границы кристаллических зерен.
В соответствии с другим аспектом данное изобретение относится к способствующему выделению газа аноду для электрохимических видов применения, включающему в себя подложку из вентильного металла с низкой шероховатостью, полученной в результате локализованного воздействия на границы кристаллических зерен, покрытую каталитическим слоем на основе благородных металлов с необязательным защитным слоем, причем указанные слои покрытия проникают внутрь границы зерен, подвергаемых локализованному воздействию, тем самым покрывая подложку, и при этом конечная шероховатость после нанесения покрытия предпочтительно составляет от 2 до 4,5 микрометров.
В соответствии с очередным аспектом данное изобретение относится к способу получения электродной подложки из вентильного металла с низкой шероховатостью, полученной в результате локализованного воздействия на границы кристаллических зерен, включающей в себя стадию контролируемого травления в среде, обеспечивающей специфическое воздействие (атаку) на границы зерен; при этом предпочтительной средой для указанного воздействия является серная кислота, однако объем данного изобретения также допускает применение других кислот, таких как хлорная кислота и смеси фтористоводородной кислоты с азотной кислотой.
С целью облегчения понимания данного изобретения дальнейшее его описание будет дано со ссылкой на прилагаемые фигуры, приведенные только с целью иллюстрации и никоим образом не ограничивающие его объем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигура 1 показывает вид сверху титановой электродной подложки в соответствии с данным изобретением.
Фигуры 2, 3 и 4 показывают виды сверху поверхностей электродных подложек, не соответствующих техническим условиям настоящего изобретения.
Фигура 5 показывает поперечное сечение представленной на фигуре 1 электродной подложки в соответствии с данным изобретением.
Фигура 6 показывает поперечное сечение поверхности электрода, представленного на фигуре 3 и не соответствующего техническим условиям настоящего изобретения.
Фигура 7 показывает поперечное сечение анода в соответствии с данным изобретением, полученного в результате нанесения каталитического покрытия на подложку, представленную на фигурах 1 и 5.
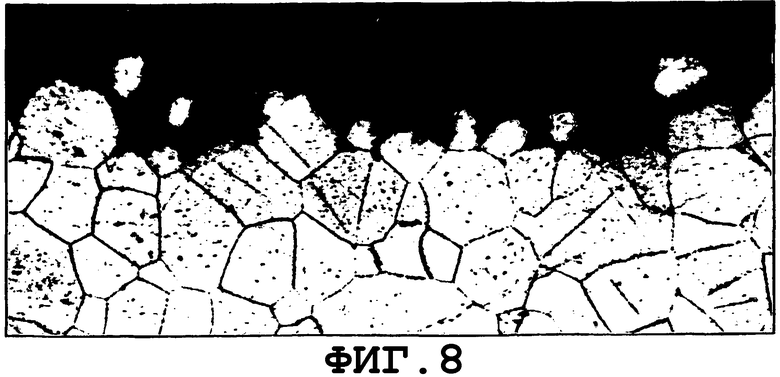
Фигура 8 показывает поперечное сечение анода, полученного в результате нанесения каталитического покрытия на подложку, представленную на фигурах 3 и 6 и не соответствующую техническим условиям настоящего изобретения.
Фигура 9 показывает поперечное сечение другого анода, полученного в результате нанесения каталитического покрытия на электродную подложку, не соответствующую данным техническим условиям.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В противоположность основам предшествующего уровня техники было неожиданно обнаружено, что аноды для выделения газа в электрохимических видах применения могут быть более целесообразным образом получены на базе подложек из вентильного металла, предпочтительно титана, имеющего очень низкую среднюю шероховатость, т.е. в любом случае не выше 6 микрометров, при условии соответствующей локализации такой шероховатости. В частности, оптимальная шероховатость должна быть получена исходя из металла, имеющего не слишком высокий средний размер кристаллических зерен (предпочтительно - составляющий от 20 до 60 микрометров, а еще более предпочтительно - от 30 до 50 микрометров), при помощи предпочтительного воздействия на наружную поверхность, локализованного по границам указанных кристаллических зерен. Согласно предпочтительному варианту осуществления границы кристаллических зерен поверхности титана, используемого в качестве электродной подложки, подвергают воздействию или атаке, к примеру, посредством кислотного травления, удаляя определенное количество металла по границам зерен и избегая при этом отслоения последних. Согласно еще более предпочтительному варианту осуществления такое воздействие, которое приводит к удалению металла с приповерхностных границ кристаллических зерен, имеет глубину проникновения, соответствующую приблизительно половине глубины зерна, и в любом случае составляет от 20 до 80% такой глубины. Как указано выше, анодная подложка согласно с данному изобретению предпочтительно изготовлена из чистого или легированного титана, однако также допустимо применение других вентильных металлов, таких как тантал, ниобий или цирконий. Подложка в соответствии с данным изобретением может принимать любые геометрические формы, известные в области способствующих выделению газа анодов, и может представлять собой, к примеру, сплошной или перфорированный лист, невыровненный или выровненный расширенный лист, сетку или ячеистую структуру другого вида, либо стержень или полосу (пруток), либо сочетание стержней или полос; однако возможны другие конкретные геометрические формы в зависимости от выдвигаемых в каждом случае требований. Анодную подложку в соответствии с данным изобретением обычно покрывают одним или большим количеством слоев покрытия, известных специалистам в данной области техники. В частности, возможно нанесение одного или нескольких слоев для защиты от коррозии и явления пассивации; в таком случае обычно наносят очень тонкие слои на основе оксидов переходных металлов, однако также возможно нанесение других видов защитных покрытий. Что касается практических видов применения, представляющих промышленный интерес, к примеру, анодов для выделения кислорода или хлора, то на подложку, обычно на ее наружную находящуюся в контакте с электролитом часть, предпочтительно наносят каталитическое покрытие на основе смесей благородных металлов или их оксидов. В отличие от основных подходов известного уровня техники подложка в соответствии с данным изобретением позволяет получать анод с оптимальными характеристиками срока службы, включая электрохимические процессы с применением тока высокой плотности, с очень тонкими электрокаталитическими покрытиями, ограничивающими содержание благородного металла на уровне даже менее 10 грамм на квадратный метр активной площади поверхности. В конце концов было неожиданно обнаружено, что локализованное воздействие на границы кристаллических зерен, обеспечивающее получение характерного профиля с впадинами (отрицательными пиками в профиле шероховатости), расположенными по отношению друг к другу достаточно равномерным образом и имеющими контролируемую глубину проникновения, является достаточным для гарантирования оптимального сцепления покрытия, проникающего в указанные впадины, даже при отсутствии высокой средней шероховатости, получаемой в результате общей обработки поверхности.
Было также неожиданно обнаружено, что при отсутствии избыточной средней шероховатости загрузка покрытия, необходимая для равномерного покрытия поверхности подложки, является намного меньшей и что в таком случае анод может работать в течение длительного времени до возникновения пассивации или явления деактивации в целом, при этом содержание благородного металла в самом верхнем слое покрытия ограничивается 5-10 г/м2. Не желая связывать объем данного изобретения с какой-либо конкретной теорией, может быть высказано предположение относительно подложек из титана или других вентильных металлов о том, что адгезионные свойства каталитических или защитных покрытий главным образом связаны с доступностью точек сцепления на границах зерен, и что шероховатость, получаемая в результате сильной общей обработки, вызывает образование впадин, довольно бесполезных с точки зрения адгезии, и, более того, приводит к обременительной с экономической точки зрения необходимости их заполнения достаточным количеством покрытия во избежание появления едва покрытых и легко пассивируемых зон. Готовый анод в соответствии с данным изобретением, получаемый в результате нанесения на описываемую подложку каталитического покрытия и необязательного известного из уровня техники защитного покрытия, имеет чрезвычайно гладкую поверхность со средней шероховатостью, обычно составляющей от 2 до 4,5 микрометров.
Предпочтительный способ получения анодной подложки в соответствии с данным изобретением включает в себя стадию травления коррозионной средой, способной селективно воздействовать на границы зерен; способы получения высокой степени шероховатости, описанные в известном уровне техники, включают в себя стадии пескоструйной обработки, различные виды тепловой обработки, осаждения вещества при помощи плазмы либо травление коррозионной средой, такой как хлористоводородная кислота, способные придавать различные профили шероховатости более или менее контролируемым образом, но в любом случае общим на всей поверхности.
Было неожиданно установлено, что смеси серной кислоты в контролируемых условиях, а предпочтительно - серной кислоты в виде водного раствора, имеющего концентрацию от 20 до 30 мас.% при температуре от 80 до 90°С, способны оказывать специфическим образом локализованное воздействие на границы зерен вентильных металлов и, в частности, титана. Согласно предпочтительному варианту осуществления травильная ванна, в которой обрабатывают электродную подложку в соответствии с данным изобретением, также содержит пассивирующий агент, способный регулировать скорость воздействия таким образом, чтобы с большой долей уверенности обеспечить получение желаемого профиля шероховатости, т.е. достичь воздействия на границы зерен с такой глубиной проникновения, которая составляет не менее 20% от среднего размера зерна (чтобы таким образом избежать недостаточного сцепления покрытия) и не более 80% от указанного среднего размера зерна (чтобы таким образом не стать причиной отслоения самых маленьких зерен). Присутствие пассивирующих веществ повышает селективность воздействия на границы зерен, однако, что еще важнее, придает равномерность времени воздействия, обеспечивая надлежащее управление процессом. В качестве пассивирующего вещества может быть, к примеру, добавлено железо в виде ионов; однако сам титан, растворенный в травильной ванне, может обеспечить оптимальную пассивацию при его присутствии в определенной концентрации (например, 2 г/л). Таким образом, целесообразно добавлять соответствующее количество титана в виде ионов в травильную ванну перед ее использованием, не слишком превышая его количество, поскольку травильная ванна, содержащая более 30 г/л титана, теряет свою эффективность и должна считаться по существу истощенной. Титан может быть добавлен в виде соли или, что более целесообразно, путем растворения металлического титана до достижения оптимальной концентрации. Также может быть использована ванна из серной кислоты для травления титана, которая предназначена для использования а других целях и которая после достижения концентрации титана, обеспечивающей соответствующий контроль, может быть использована для электродных подложек в соответствии с данным изобретением. Подложка согласно данному изобретению также может быть получена с использованием ванны из серной кислоты, свободной от пассивирующих веществ, однако впоследствии должна быть осуществлена тщательная проверка профиля шероховатости до получения необходимых характеристик. Применяя травильную ванну из серной кислоты в водном растворе с концентрацией от 20 до 30 мас.% при и температуре от 80 до 95°С, содержащей титан в концентрации от 2 до 30 г/л или другой эквивалентный пассивирующий агент, травление предпочтительным образом должно осуществляться в течение времени, составляющего от 45 до 120 минут.
Для получения еще более воспроизводимых результатов перед травлением предпочтительно проводить термообработку отжигом, который в случае применения титана обычно осуществляют при температуре от 500 до 650°С в течение периода времени, достаточного для достижения однородности размера кристаллических зерен. Для осуществления тщательной чистки подложки, особенно, что касается обновления дезактивированных электродных конструкций, в некоторых случаях предпочтительно также проводить предварительную пескоструйную обработку, например, с применением корунда или другого материала на основе оксида алюминия.
ПРИМЕР 1
Лист титана марки 1 в соответствии с ASTM B 265 толщиной 0,2 и поверхностью 35×35 см обезжиривали ацетоном, промывали деминерализованной водой, сушили на воздухе и подвергали термообработке отжигом при температуре 570°С в течение двух часов; после обработки его исследовали под оптическим микроскопом с целью определения среднего размера кристаллических зерен, который составил 35 микрометров. Затем лист погружали в ванну водного раствора серной кислоты, приготовленную из кислоты марки «чистая» для аккумуляторных батарей, при концентрации кислоты в 25 мас.% при температуре 87°С. В начале обработки ванна содержала 5 г/л титана в расчете на металл. Обработка продолжалась в течение 60 минут. После травления шероховатость промытого и высушенного образца определяли при помощи профилометра; средняя шероховатость, измеряемая профилометром с шириной полосы вокруг средней линии Рс, равной ±8 микрометров, составила 4 микрометра.
Затем осуществляли новое исследование под оптическим микроскопом, в результате которого была получена фотография, представленная на фигуре 1. На ней ясно видно локализованное воздействие вдоль границы кристаллических зерен; поверхность указанных зерен оказывается почти не поврежденной после такого воздействия.
Данный образец разрезали пополам для того, чтобы исследовать его поперечное сечение, представленное на фигуре 5; наблюдается очень правильный профиль поверхности, при этом впадины соответствуют границам зерен. Две полученные половинки листа были наконец покрыты краской для нанесения известного в данной области техники защитного слоя на основе оксидов титана и тантала при атомном отношении 35:65, и каталитическое покрытие из оксидов иридия и тантала с общей загрузкой благородного металла, выраженной в виде суммы содержаний элементарного Та и Ir, составляющей 5 г/м2.
Активированные таким образом образцы имели остаточную среднюю шероховатость 3,5 микрометров; фигура 7 показывает сечение одного из таких активированных образцов. Отчетливо наблюдается проникновение каталитического покрытия внутрь впадин, соответствующих границам кристаллических зерен подложки.
ПРОТИВОПОЛОЖНЫЙ ПРИМЕР 1
Повторяли испытание из примера 1 с таким же листом; единственное отличие заключалось в том, что травление продолжалось только 30 минут. Фигура 2 представляет собой фотографию его поверхности после травления, на которой наблюдается неравномерная ситуация: обширные зоны не подверглись какому-либо воздействию наряду с другими зонами, где наблюдается легкое воздействие на границы зерен.
Лист активировали таким же образом, как и образцы из примера 1.
ПРОТИВОПОЛОЖНЫЙ ПРИМЕР 2
Повторяют испытание из примера 1 с таким же листом; единственное отличие заключалось в том, что травление продолжалось в течение 180 минут. Фигура 3 представляет собой фотографию его поверхности после травления, на которой видно локализованное воздействие на границы зерен, превышающее 80% средней толщины зерен, в результате чего высокий процент зерен оказывается полностью удаленным, и воздействию подвергается металл под первым рядом зерен. Данный образец разрезали пополам для того чтобы исследовать его поперечное сечение, представленное как фигура 6, на которой наблюдается совершенно неправильный профиль с несколькими полностью удаленными зернами. На две полученные половинки листа наносили краску таким же образом, как и в примере 1; фигура 8 показывает поперечное сечение активированного образца, свидетельствующее о том, что покрытие оставляет некоторые зерна практически непокрытыми, проникая, однако, в другие зоны на глубину, превышающую полную толщину кристаллического зерна, то есть при этом оно оказывается полностью заделанным (внедренным). Специалистам в данной области техники понятно, что зоны без покрытия подвергаются немедленной пассивации, в то время как в зонах с полностью заделанным покрытием кристаллические зерна легко подвергаются отслоению, особенно в случае выделения газа при высокой плотности тока.
ПРОТИВОПОЛОЖНЫЙ ПРИМЕР 3
Повторяли испытание из примера 1; единственное отличие заключалось в том, что травление осуществляли в хлористоводородной кислоте товарного сорта в виде 22%-ного по массе водного раствора при температуре кипения в соответствии с широко распространенной в данной области техники методикой. Фигура 4 показывает фотографию его поверхности после травления, свидетельствующую об общем воздействии, которое не позволяет визуализировать границы отдельных зерен.
Лист активировали таким же образом, как и образцы из примера 1.
ПРОТИВОПОЛОЖНЫЙ ПРИМЕР 4
Повторяли испытание из примера 1; единственное отличие заключалось в том, что травление осуществляли серной кислотой, не содержащей титана или других пассивирующих веществ. Фигура 9 представляет собой фотографию поперечного сечения образца после активации, показывающую, что покрытие практически отсутствует на некоторых зернах, проникая, однако, в другие зоны на глубину, превышающую полную толщину кристаллического зерна, то есть при этом оно оказывается полностью заделанным (внедренным). Иными словами, ситуация является почти такой же, как и в противоположном примере 2, показывая, каким образом при отсутствии пассивирующих веществ серная кислота проявляет намного более высокую агрессивность, чем при режимных условиях с соответствующей концентрацией титана, уже имеющейся в ванне.
ПРИМЕР 2
Активированные образцы из примера 1 и из противоположных примеров 1, 2, 3 и 4 подвергали испытанию на длительность срока службы, заключающемуся в том, что их использовали в качестве способствующих выделению кислорода анодов при высокой плотности тока в агрессивном электролите, определяя время дезактивации, выражаемое в виде часов работы, необходимых для увеличения перенапряжения электрода выше заранее заданной величины. Значение срока службы, полученное в испытаниях такого рода, где условия процесса являются намного более тяжелыми по сравнению с условиями, используемыми в промышленной практике, позволяет с определенной долей уверенности экстраполировать продолжительность эффективных процессов, для которых они предназначены, как известно специалистам в данной области техники.
Данное испытание на длительность срока службы заключается в использовании образца в качестве способствующего выделению газа анода в испытываемом элементе, осуществляющем электролиз водного раствора серной кислоты с концентрацией 150 г/л при температуре 60°С и анодной плотности тока в 30 кА/м2. В качестве противоэлектрода используют способствующий выделению водорода циркониевый катод с большой площадью поверхности, который работает при очень низкой плотности тока и потенциал которого остается по существу постоянным на протяжении всего испытания. Начальное напряжение элемента в данных условиях составляет около 4,5 В; анод считается дезактивированным тогда, когда указанное напряжение достигнет традиционного значения 8 В.
Два активированных образца из примера 1 (аноды, полученные из подложки в соответствии с данным изобретением) показали в указанных условиях срок службы, составляющий от 3500 до 4200 часов; два образца из противоположного примера 1 (подложка с недостаточной степенью воздействия в ходе фазы травления) показали срок службы, составляющий от 900 до 1080 часов; два образца из противоположного примера 2 (подложка с излишней степенью воздействия в ходе фазы травления) показали срок службы, составляющий от 1500 до 1900 часов; два образца из противоположного примера 3 (подложка, протравленная в хлористоводородной кислоте и подвергнувшаяся общему воздействию) показали срок службы, составляющий от 1200 до 1400 часов; образцы из противоположного примера 4 (подложка с излишней степенью воздействия в ходе фазы травления) показали срок службы, составляющей от 1700 до 1850 часов.








Изобретение относится к аноду для выделения газа в электрохимическом процессе, содержащему подложку из титана или другого вентильного металла и отличающемуся поверхностью с низкой средней шероховатостью, составляющей от 2 до 6 микрометров по показаниям профилометра со средней шириной полосы вокруг средней линии Рс±8,8 микрометров, пики которой в целом совпадают с границами кристаллических зерен. Изобретение также относится к способу получения анодной подложки, включающему контролируемое травление в растворе серной кислоты для предпочтительной коррозии границы указанных кристаллических зерен. Аноды характеризуются высоким сроком службы даже при использовании каталитических покрытий с пониженным содержанием благородных металлов в верхнем слое покрытия. 4 н. и 21 з.п. ф-лы, 9 ил.
| ЕР 1162288 А1, 12.12.2001 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ изготовления анода для электролитического получения диоксида марганца | 1988 |
|
SU1661247A1 |
| АНОД | 1999 |
|
RU2166565C1 |

