Изобретение относится к машиностроению и может быть использовано в производстве насосов, а именно для изготовления обоймы эксцентровинтового насоса.
Наиболее близким техническим решением к предлагаемому устройству обоймы винтового насоса является обойма винтового насоса, содержащая уплотнительную часть внутри металлического корпуса (GB 1067014А, 26.04.1967).
Недостатком его является низкая гидроабразивная стойкость, недостаточная долговечность, поскольку при вулканизации происходит усадка уплотнительной части, возникают напряжения в соединении ее с металлическим корпусом, а это приводит к отслоению уплотнительной части от металлического корпуса.
Предлагаемым изобретением решается задача повышение гидроабразивной стойкости и долговечности обоймы.
Для достижения указанного технического результата обойма винтового насоса содержит корпус, выполненный в виде двух втулок, и уплотнительную часть внутри металлического корпуса, причем внутренняя и внешняя втулки корпуса расположены коаксиально, причем внутренняя втулка состоит из не менее трех элементов, являющихся равными частями втулки, разрезанной продольно, а внешняя втулка охватывает разрезные элементы и связана с ними, при этом разрезы частей внутренней втулки, обращенные друг к другу, могут быть выполнены волнообразно или по плоскостям, пересекающим ее ось под углом, кроме того, по всей длине кромки поверхности внутренней втулки установлены ребра, направленные внутрь обоймы, причем высота ребер составляет не более 1/3 минимальной толщины уплотнительной части обоймы.
Отличительными признаками предлагаемой конструкции обоймы от указанной выше известной, наиболее близкой к ней, являются следующие: внутренняя и внешняя втулки корпуса расположены коаксиально, причем внутренняя втулка состоит из не менее трех элементов, являющихся равными частями втулки, разрезанной продольно, а внешняя втулка охватывает разрезные элементы и связана с ними, при этом разрезы частей внутренней втулки, обращенные друг к другу, могут быть выполнены волнообразно или по плоскостям, пересекающим ее ось под углом, кроме того, по всей длине кромки поверхности внутренней втулки установлены ребра, направленные внутрь обоймы, причем высота ребер составляет не более 1/3 минимальной толщины уплотнительной части обоймы.
Наиболее близким техническим решением к устройству для изготовления обоймы является устройство для изготовления обоймы винтового насоса, выполненное в виде формы для заливки и полимеризации уплотнительной части обоймы, содержащее корпус, формообразующее тело и нижнюю крышку (Патент РФ №2078999 опубл. 10.05.1997).
Недостатком его является то, что устройство не обеспечивает снижение напряжения в соединении уплотнительной части обоймы с корпусом насоса при полимеризации вследствие усадки материала, что приводит к снижению надежности соединения и снижению долговечности обоймы.
Предлагаемым изобретением решается задача повышения надежности соединения уплотнительной части к корпусу обоймы и повышения долговечности обоймы.
Для достижения указанного технического результата устройство для изготовления обоймы винтового насоса, выполненное в виде формы для заливки и полимеризации уплотнительной части обоймы, содержит корпус, формообразующее тело и нижнюю крышку, при этом корпус выполнен составным из двух втулок, внутренней и наружной, расположенных коаксиально, причем внутренняя втулка формы, являющаяся внутренней втулкой корпуса обоймы, образована из не менее трех элементов, являющихся равными частями втулки, разрезанной продольно, причем между частями внутренней втулки установлены зазоры, величина которых в сумме должна быть не менее 0,05πR, где R - радиус установки частей внутренней втулки относительно оси формы, при этом в зазорах расположены упругие элементы, например, из пенополиуретана, кроме того, наружная втулка корпуса формы зафиксирована на нижней крышке, а внутренняя втулка установлена с возможностью перемещения ее частей в направлении к оси формы.
Отличительной особенностью предлагаемого изобретения является то, что корпус выполнен составным из двух втулок, внутренней и наружной, расположенных коаксиально, причем внутренняя втулка формы, являющаяся внутренней втулкой корпуса обоймы, образована из не менее трех элементов, являющихся равными частями втулки, разрезанной продольно, причем между частями внутренней втулки установлены зазоры, величина которых в сумме должна быть не менее 0,05πR, где R - радиус установки частей внутренней втулки относительно оси формы, при этом в зазорах расположены упругие элементы, например, из пенополиуретана, кроме того, наружная втулка корпуса формы зафиксирована на нижней крышке, а внутренняя втулка установлена с возможностью перемещения ее частей в направлении к оси формы.
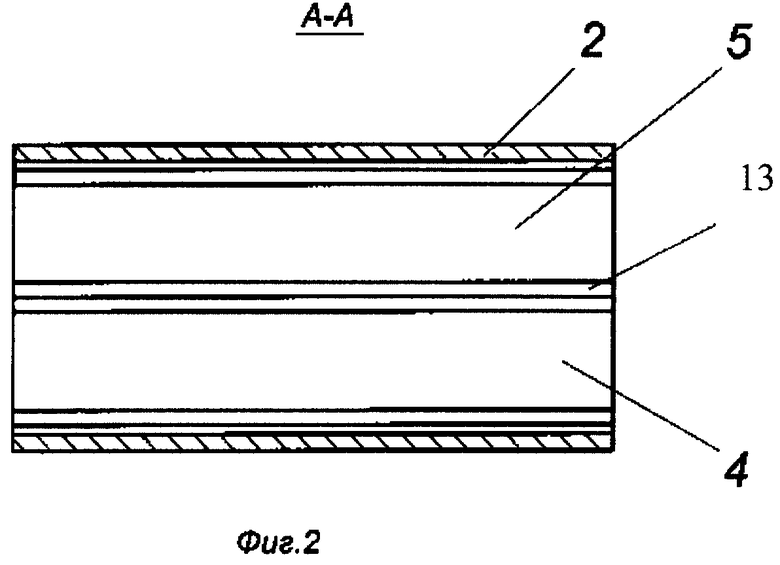
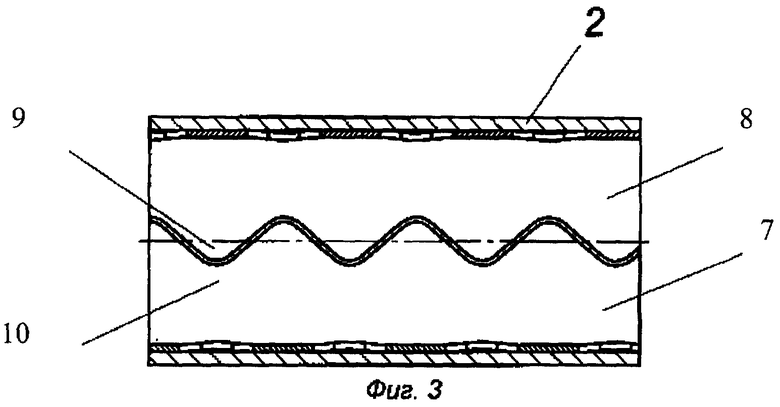
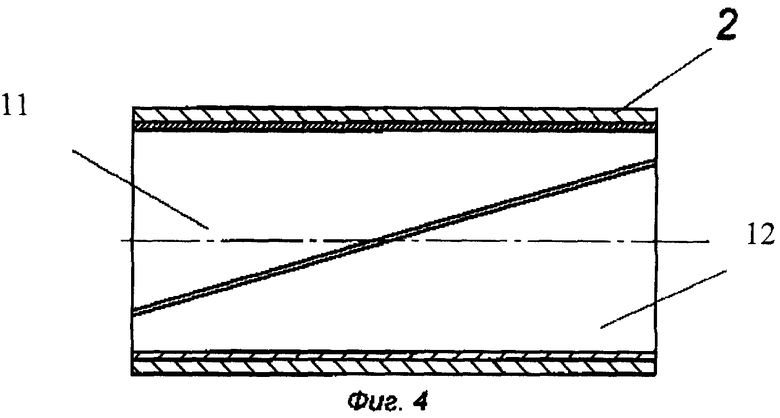
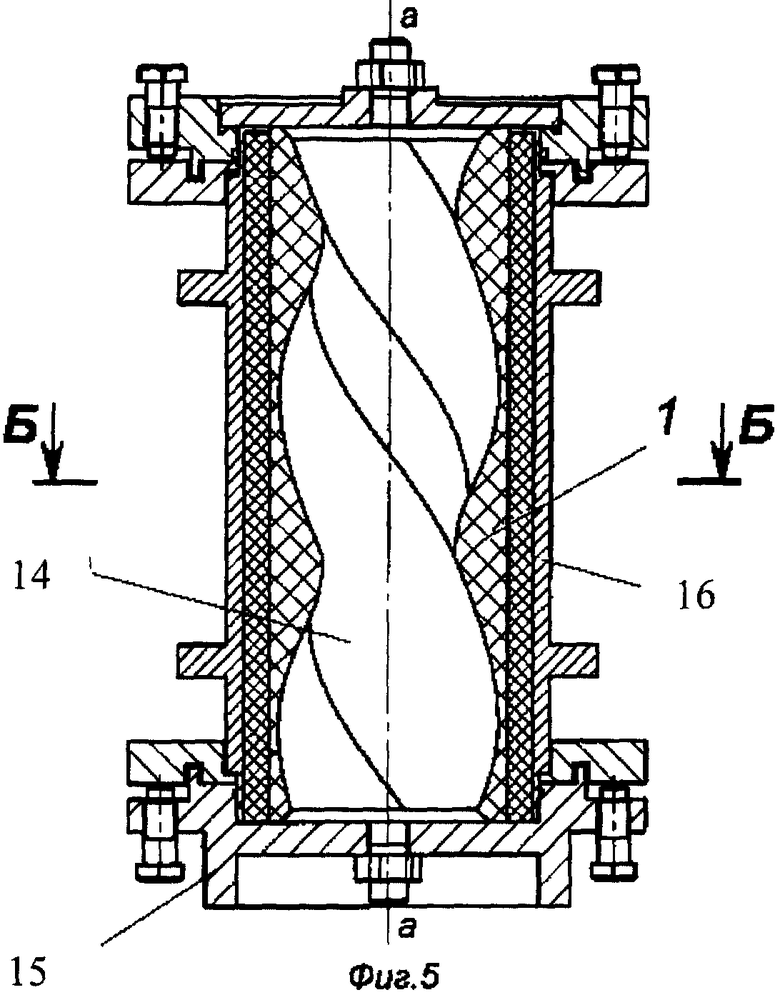
Предлагаемое изобретение иллюстрируется чертежами, где на фиг.1 представлен поперечный разрез обоймы, на фиг.2 - продольный разрез обоймы по А-А фиг.1 (без уплотнительной части), на фиг.3 - разрез обоймы (второй вариант), на фиг.4 - разрез обоймы (третий вариант), на фиг.5 - общий вид формы для заливки и полимеризации уплотнительной части обоймы в разрезе, на фиг.6 - разрез по Б-Б фиг.5, на фиг.7 - узел I на фиг.6.
Обойма винтового насоса содержит уплотнительную часть 1, выполненную, например, из полиуретана внутри металлического корпуса. Корпус выполнен в виде двух втулок, внутренней и внешней 2, расположенных коаксиально, причем внутренняя втулка образована, например, из четырех элементов 3, 4, 5, 6, являющихся равными частями втулки, разрезанной продольно по плоскостям, на которых расположена ее ось, а внешняя втулка 2 охватывает разрезные элементы 3, 4, 5, 6, и жестко связана с ними. Разрезы частей внутренней втулки 7, 8, обращенные друг к другу, могут быть выполнены волнообразно с расположением гребней 9 одной части напротив впадин 10 другой части (фиг.3). Разрезы частей 11, 12 внутренней втулки могут быть выполнены в плоскостях, пересекающих ее ось под углом (фиг.4). Кроме того, по всей длине кромки поверхности внутренней втулки установлены ребра 13, направленные внутрь обоймы, причем высота ребер 13 составляет не более 1/3 минимальной толщины уплотнительной части 1 обоймы. Выполнение волнообразных разрезов частей втулки или под углом к оси втулки позволяет увеличить сопротивление сдвигу вдоль оси обоймы во время работы насоса. Выполнение ребер по кромке внутренней втулки дополнительно увеличивает сцепление полиуретана с частями втулки, что повышает надежность соединения и повышает долговечность обоймы.
Устройство для изготовления обоймы винтового насоса, выполненное (фиг.5) в виде формы для заливки и полимеризации уплотнительной части 1 обоймы, содержит корпус, формообразующее тело 14 и нижнюю крышку 15, при этом корпус выполнен составным из двух втулок формы, внутренней и наружной 16, расположенных коаксиально, причем внутренняя втулка формы, являющаяся внутренней втулкой корпуса обоймы, образована из элементов 3, 4, 5, 6, являющихся равными частями втулки, разрезанной продольно, причем между частями внутренней втулки установлены зазоры L, величина которых в сумме должна быть не менее 0,05πR, где R - радиус установки частей внутренней втулки относительно оси формы, при этом в зазорах расположены упругие элементы 17, например, из пенополиуретана (поролона), кроме того, наружная втулка 16 корпуса формы зафиксирована на нижней крышке 15, а внутренняя втулка установлена с возможностью перемещения ее частей 3, 4, 5, 6 в направлении к оси а-а формы.
Процесс изготовления обоймы осуществляется следующим образом. Собирается форма для заливки и полимеризации уплотнительной части. Для чего устанавливается формообразующее тело 14. Элементы 3, 4, 5, 6 внутренней втулки устанавливаются внутри втулки 16, причем между элементами 3, 4, 5, 6 устанавливаются упругие элементы 17 из пенополиуретана (например, марки ППУ-ЭФ-3). Наружная втулка 16 фиксируется на нижней крышке 15, элементы 3, 4, 5, 6 устанавливаются свободно с возможностью перемещения в направлении оси а-а формы. Форма заполняется полиуретаном (например, марки СКУ-ПФЛ-100 или СКУ-7Л, изготовленным по ТУ 2226-063-22736960-2000) и производится нагрев до температуры 120±2° и полимеризация. При этом в процессе полимеризации элементы 3, 4, 5, 6 смещаются свободно к оси а-а формы.
Затем форма разбирается, уплотнительная часть 1 из полиуретана вместе с элементами 3, 4, 5, 6 устанавливаются во внешнюю втулку 2 обоймы и жестко закрепляются. Поскольку во время полимеризации элементы 3, 4, 5, 6 имеют возможность сместится к центру обоймы, то в соединении уплотнительной части обоймы из полиуретана с элементами 3, 4, 5, 6 не возникают дополнительные напряжения, увеличивается прочность связи с металлом, что способствует повышению надежности и долговечности обоймы. Использование для изготовления обоймы полиуретана увеличивает ее гидроабразивную стойкость.
Испытания по ГОСТ 411-77 опытного образца обоймы, изготовленного по данной технологии с использованием предлагаемого устройства, показали, что прочность связи соединяемых элементов конструкции обоймы увеличивается более чем в два раза. Эксплуатационные испытания показали, что предлагаемая конструкция обеспечивает надежность и долговечность работы насоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Одновинтовой насос | 1990 |
|
SU1712658A1 |
| РОТОРНАЯ МАШИНА С ВНУТРЕННИМ ЗАЦЕПЛЕНИЕМ | 2005 |
|
RU2294436C1 |
| УПЛОТНЕНИЕ ВАЛА | 1991 |
|
RU2018750C1 |
| СПОСОБ ДОРАБОТКИ И ЭКСПЛУАТАЦИИ УЗЛА РАЗДЕЛИТЕЛЬНОЙ СЕКЦИИ МАСЛЯНОЙ КАМЕРЫ, ЗОНЫ ОХЛАЖДЕНИЯ И ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2143576C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163532C1 |
| Устройство для вскрытия и обработки призабойной зоны пласта | 1984 |
|
SU1183665A1 |
| ВТУЛКА КОМБИНИРОВАННАЯ | 1996 |
|
RU2119106C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| Плунжер штангового насоса | 2020 |
|
RU2735124C1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ И УКЛАДКИ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2258605C2 |
Изобретение относится к машиностроению и может быть использовано в производстве насосов, а именно для изготовления обоймы эксцентровинтового насоса. Обойма винтового насоса содержит корпус, выполненный в виде двух втулок, и уплотнительную часть внутри металлического корпуса. Внутренняя и внешняя втулки корпуса расположены коаксиально. Внутренняя втулка состоит из не менее трех элементов, являющихся равными частями втулки, разрезанной продольно, а внешняя втулка охватывает разрезные элементы и связана с ними. Устройство для изготовления обоймы винтового насоса, выполненное в виде формы для заливки и полимеризации уплотнительной части обоймы, содержит корпус, формообразующее тело и нижнюю крышку. Корпус выполнен составным из двух втулок, внутренней и наружной, расположенных коаксиально. Внутренняя втулка, являющаяся внутренней втулкой корпуса обоймы, образована из не менее трех элементов, являющихся равными частями втулки, разрезанной продольно. Между частями внутренней втулки установлены зазоры, в которых расположены упругие элементы. Повышается гидроабразивная стойкость и долговечность обоймы. 2 н. и 4 з.п. ф-лы, 7 ил.
| Полимерная композиция | 1978 |
|
SU1067014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЙМЫ МНОГОВИНТОВОГО НАСОСА | 1994 |
|
RU2078999C1 |
| ОДНОВИНТОВОЙ НАСОС | 2003 |
|
RU2247263C2 |
| JP 2003042075 A, 13.02.2003 | |||
| US 5832604 A, 10.11.1998. | |||

