Изобретение относится к производству эластомерных изделий методом литья под давлением, в частности резиновых обкладок статоров винтовых героторных гидромашин (винтовых забойных двигателей для бурения нефтяных и газовых скважин и винтовых насосов для перекачивания жидкостей).
Известна литьевая пресс-форма, содержащая сердечник с винтовыми зубьями, заливочную головку с центральным каналом, соединенным с литьевыми каналами, выходящими на формообразующий торец между зубьями сердечника, скрепленную с сердечником резьбовым соединением и штифтом, и две втулки, одна из которых установлена на заливочной головке, другая - на противоположной от заливочной головки стороне сердечника, а также установленный на втулках концентрично сердечнику корпус, образующий с пресс-формой формовочную полость (SU 1220251 A3, В 29 С 35/02, В 29 С 45/14, В 29 С 45/27, 10.06.2000).
В известной конструкции отношение площадей проходных сечений литьевых каналов к площади проходного сечения центрального канала находится в пределах от 0,8 до 1,1, а отношение площади проходного сечения литьевого канала к площади проходного сечения впускного канала выбрано в пределах от 1,7 до 2, при этом между сердечником 2 и заливочной головкой 7 предусмотрено соединение штифтом 12, по существу, с повреждением формообразующей винтовой поверхности сердечника 2 в месте установки штифта 12.
Недостатком известной конструкции является невозможность изготовления длинномерных резинометаллических статоров винтовых героторных гидромашин, например, длиной 5...6 метров, из-за больших гидравлических потерь при литье резины, неравномерной плотности резины по длине статора, а также низкой точности размеров формуемого профиля резиновой обкладки статора из-за прогиба сердечника внутри корпуса (остова статора) вследствие неравномерного давления при заливке и вулканизации резиновой смеси.
Другим недостатком известной конструкции является малый ее ресурс и низкая надежность. Формующий стержень пресс-формы выполнен составным и состоит из сердечника с винтовыми зубьями и заливочной головки, соединенных между собой резьбой. Неизбежность повреждения формообразующей винтовой поверхности сердечника 2 в месте установки штифта 12 с последующей операцией подгонки штифта без уступов (заподлицо) с формообразующей поверхностью сердечника 2 снижает точность изготовления обкладки статора. Кроме того, при нанесении хромового покрытия на формообразующую винтовую поверхность сердечника 2 возникают повреждения покрытия в местах перехода поверхностей штифта и сердечника, что может вызывать отслоения хромового покрытия.
Другим недостатком известной конструкции является возможность выдавливания штифта 12 давлением формовочной резиновой смеси вследствие уменьшения натяга в сердечнике 2 и (или) в заливочной головке 7 из-за периодических воздействий крутящих моментов противоположных направлений при заливке резины, а также при разборке пресс-формы после вулканизации, когда сердечник 2 вместе с заливочной головкой 7 извлекается из готового статора 1. При заливке резиновой обкладки статора через отверстие для штифта 12 в сердечнике 2 и в заливочной головке 7, а далее во внутреннюю полость сердечника может выдавливаться разогретая резиновая смесь, что требует последующей очистки от резинового облоя пресс-формы и шахты пресса.
Наиболее близкой к заявляемому изобретению является пресс-форма для изготовления резинометаллических изделий, содержащая сердечник 1 с винтовыми зубьями, входной 10 и литьевые 11 каналы, выполненные на одной из сторон сердечника, две центрирующие втулки 3, 4, установленные по краям сердечника, перекрывающую втулку 5, установленную на сердечнике 1 со стороны входного 10 и литьевых 11 каналов, а также включающая полый корпус изготавливаемого статора (остов статора), установленный на центрирующих втулках 3 и 4 концентрично сердечнику 1, образующий с втулками 3, 4, 5 и сердечником 1 формовочную полость, а также содержащая контрольный щуп 9, которым проверяют полноту заливки пресс-формы по выдвижению щупа из втулки 4 (Коротаев Ю.А. и др. Многозаходные винтовые забойные двигатели для бурения и капитального ремонта скважин. М.: ОАО "ВНИИОЭНГ", 2002, с.35, рис.11).
В известной конструкции впускные литники 12 расположены между зубьями сердечника 1 и образованы путем перекрытия литьевых каналов 11 с помощью перекрывающей втулки 5, установленной на сердечнике 1, при этом втулка 5 перекрывает литьевые каналы 11 в пределах от 0,3 до 0,5 их проходной площади.
В известной конструкции профиль зубьев сердечника описывается уравнениями, учитывающими координаты профиля сердечника пресс-формы, координаты и угол номинального теоретического профиля изделия, радиус окружности впадин изделия, а также соотношения коэффициентов, учитывающих величину усадки резины по диаметру впадин изделия, разницу высот зубьев сердечника пресс-формы и изделия (SU 1193923 A3, B 29 C 33/00, B 29 C 45/00, B 29 L 31/00, 27.05.2000).
Недостатком известной конструкции является неполное использование возможности повышения точности профиля резиновой обкладки статора, а также возможности изготовления длинномерных резинометаллических статоров винтовых героторных гидромашин, например, длиной 5...6 метров, вследствие прогиба сердечника внутри корпуса (остова статора) от неравномерного (в поперечном сечении) давления при заливке и вулканизации резиновой смеси, неравномерной плотности резины по длине статора.
Недостатки известной конструкции вызваны перекосом переднего торца резины при заливке, при этом по мере продвижения массы резины перекос переднего торца резины по длине сердечника 1 увеличивается. Кроме перекоса переднего торца возможны отдельные потоки резины, выделившиеся из монолитной массы торца, которые имеют вид отдельных "пальцев", продвинувшихся далеко вперед и расположенных в самой передней, выступающей зоне перекошенного торца. Эти выделившиеся отдельные потоки указывают на то, что в известной пресс-форме имеется значительная разность площадей сечений впускных отверстий, при этом нет максимального равенства скоростей потоков резины, истекающих из точечных впускных каналов 10, заполняющих пресс-форму. Потоки резины (упруговязкой жидкости), вытекающие из части впускных каналов 10 с большей площадью поперечного сечения, приводят к неравномерности заполнения пресс-формы, образованию перекошенного переднего движущегося торца массы резины, который, продвигаясь вдоль оси сердечника 1, создает поперечные силы, прогибающие сердечник 1 пресс-формы.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение точности радиальных размеров и прямолинейности формуемого профиля эластомерной обкладки статора путем создания равномерного давления при заливке и вулканизации резиновой смеси за счет установки концентрично на винтовых зубьях сердечника перекрывающей и (или) центрирующей втулок с образованием литьевых винтовых фильер, соединенных с литьевыми каналами и формовочной полостью, а вследствие этого многократного уменьшения прогиба сердечника внутри корпуса (остова статора).
Другой технической задачей, на решение которой направлено заявляемое изобретение, является возможность изготовления длинномерных резинометаллических статоров винтовых героторных гидромашин, например, длиной 5...6 метров, за счет уменьшения прогиба сердечника внутри корпуса (остова статора).
Сущность технического решения заключается в том, что в пресс-форме для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащей сердечник с винтовыми зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, а также включающей полый корпус изготавливаемого статора, установленный на центрирующих втулках концентрично сердечнику, образующий с втулками и сердечником формовочную полость, согласно изобретению перекрывающая втулка и (или) центрирующая втулка, расположенная в месте выхода литьевых каналов, концентрично установлены на винтовых зубьях сердечника и образуют с ними литьевые винтовые фильеры, соединенные с литьевыми каналами и формовочной полостью.
Винтовые зубья сердечника, расположенные со стороны входного и литьевых каналов, концентрично срезаны на определенную высоту, перекрывающая втулка концентрично установлена на частично срезанных винтовых зубьях, контактирующие торцы перекрывающей и центрирующей втулок расположены в месте выхода литьевых каналов, при этом центрирующая втулка частично перекрывает литьевые каналы, а число литьевых каналов равно, по меньшей мере, числу литьевых винтовых фильер.
Центрирующая втулка содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а контактирующий с перекрывающей втулкой торец центрирующей втулки образует край резиновой обкладки статора.
Перекрывающая втулка содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а контактирующие торцы центрирующей и перекрывающей втулок расположены на центрирующей части сердечника.
Центрирующая и перекрывающая втулки выполнены за одно целое в виде формовочной втулки, которая содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а торец формовочной втулки образует торцовую часть формовочной полости.
В формовочной втулке, а также в перекрывающей и (или) центрирующей втулках, установленных на сердечнике со стороны входного и литьевых каналов, выполнено, по меньшей мере, по одному сквозному отверстию или каналу для выхода воздуха из формовочной полости.
Выполнение пресс-формы таким образом, что перекрывающая втулка и (или) центрирующая втулка, расположенная в месте выхода литьевых каналов, концентрично установлены на винтовых зубьях сердечника и образуют с ними литьевые винтовые фильеры, соединенные с литьевыми каналами и формовочной полостью, повышает точность радиальных размеров и прямолинейность формуемого профиля резиновой обкладки статора за счет создания равномерного поля скоростей и давлений при заливке резиновой смеси (упруговязкой жидкости), а также равномерной плотности резины по длине статора за счет многократного уменьшения прогиба сердечника внутри корпуса (остова статора).
Это объясняется тем, что после выхода из литьевых каналов резиновая смесь расширяется и формируется в литьевых винтовых фильерах, при этом фронтовая часть потоков резиновой смеси ограничивается в радиальном направлении перекрывающей и (или) центрирующей втулкой и перемещается в формовочной полости, образуемой торцом перекрывающей втулки и (или) центрирующей втулки, расположенной в месте выхода литьевых каналов, с равномерной эпюрой скоростей и давлений, сначала по всей длине сердечника до упора в центрирующую втулку на противоположной стороне сердечника, а затем - в обратную сторону, по существу в сторону входного и литьевых каналов, при этом перекос переднего торца резины при заливке, по мере продвижения массы резины, а также прогиб сердечника внутри корпуса (остова статора) многократно уменьшается.
Выполнение пресс-формы таким образом, что винтовые зубья сердечника, расположенные со стороны впускного и литьевых каналов, концентрично срезаны на определенную высоту, перекрывающая втулка концентрично установлена на частично срезанных винтовых зубьях, контактирующие торцы перекрывающей и центрирующей втулок расположены в месте выхода литьевых каналов, при этом центрирующая втулка частично перекрывает литьевые каналы, а число литьевых каналов равно, по меньшей мере, числу литьевых винтовых фильер, обеспечивает возможность изготовления длинномерных резинометаллических статоров винтовых героторных гидромашин, например, длиной 5...6 метров, за счет повышения равномерности скоростей и давлений потоков резины (упруговязкой жидкости), заполняющих пресс-форму, характеристик и степени влияния этих потоков на процесс заливки на разных стадиях заполнения пресс-формы.
Выполнение пресс-формы таким образом, что центрирующая втулка содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а контактирующий с перекрывающей втулкой торец центрирующей втулки образует край резиновой обкладки статора, обеспечивает установку перекрывающей втулки на сердечнике с натягом, что повышает точность выходных сечений на выходе литьевых каналов, а также для потоков резиновой смеси, которые формируются в литьевых винтовых фильерах торцом внутренней расточки, расположенным в месте выхода литьевых каналов внутри перекрывающей втулки. Кроме того, такое выполнение пресс-формы дополнительно повышает ее ресурс, улучшает очистку литьевых каналов сердечника от резинового облоя после вулканизации резины, а также упрощает разборку и извлечение сердечника из корпуса статора после вулканизации.
Выполнение пресс-формы таким образом, что перекрывающая втулка содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а контактирующие торцы центрирующей и перекрывающей втулок расположены на центрирующей части сердечника, обеспечивает установку перекрывающей втулки на сердечнике с возможностью скольжения, что повышает точность выходных сечений для потоков резиновой смеси, которые формируются в литьевых винтовых фильерах торцом внутренней расточки, расположенным в месте выхода литьевых каналов внутри перекрывающей втулки. Кроме того, такое выполнение пресс-формы дополнительно повышает ее ресурс, улучшает очистку литьевых каналов сердечника от резинового облоя после вулканизации резины, а также упрощает извлечение сердечника из заготовки статора после вулканизации.
Выполнение пресс-формы таким образом, что центрирующая и перекрывающая втулки выполнены за одно целое в виде формовочной втулки, которая содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а торец формовочной втулки образует торцовую часть формовочной полости, обеспечивает установку формовочной втулки на сердечнике и центрирование на частично срезанных зубьях с возможностью скольжения преимущественно для изготовления резинометаллических статоров длиной 5...6 метров, а также дополнительно повышает ее ресурс, улучшает очистку литьевых каналов сердечника от резинового облоя после вулканизации резины.
Выполнение в формовочной втулке, а также в перекрывающей и (или) центрирующей втулках, установленных на сердечнике со стороны входного и литьевых каналов, по меньшей мере, по одному сквозному отверстию или каналу для выхода воздуха из формовочной полости, предотвращает образование воздушных пробок в верхней части пресс-формы при обратном течении резиновой смеси в сторону литьевых каналов, что уменьшает гидравлические потери при литье резины, повышает равномерность (в поперечном сечении) давления при заливке и вулканизации резиновой смеси, а также повышает равномерность плотности резины по длине статора.
На фиг.1 изображен общий вид пресс-формы в продольном разрезе.
На фиг.2 изображен разрез А-А на фиг.1 поперек литьевых винтовых фильер, образованных перекрывающей втулкой и зубьями сердечника.
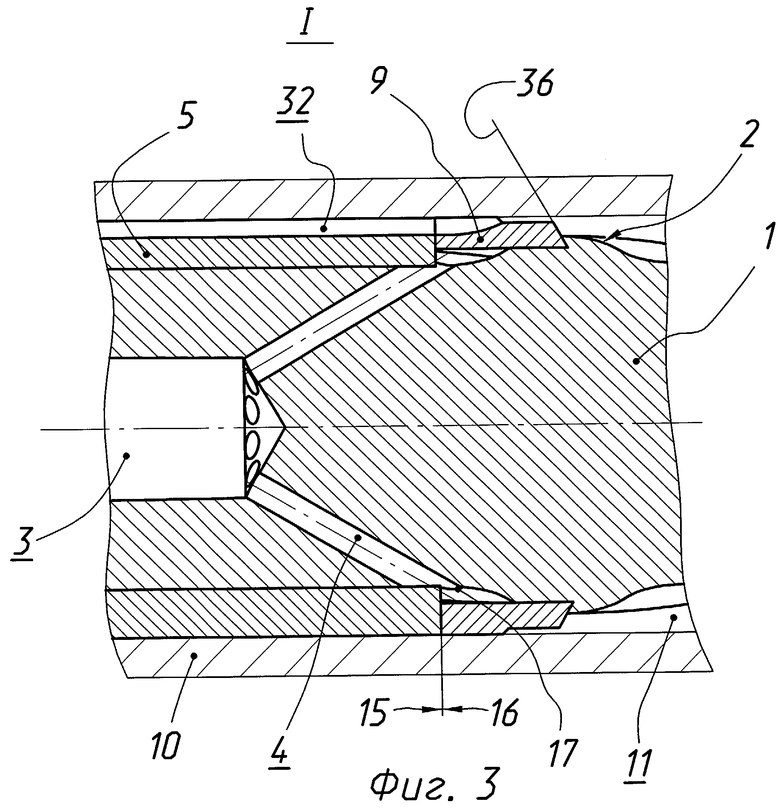
На фиг.3 изображен элемент I с контактирующими торцами перекрывающей и центрирующей втулок, расположенными в месте выхода литьевых каналов.
На фиг.4 изображен элемент II с контактирующими торцами перекрывающей и центрирующей втулок, расположенными на краю резиновой обкладки статора.
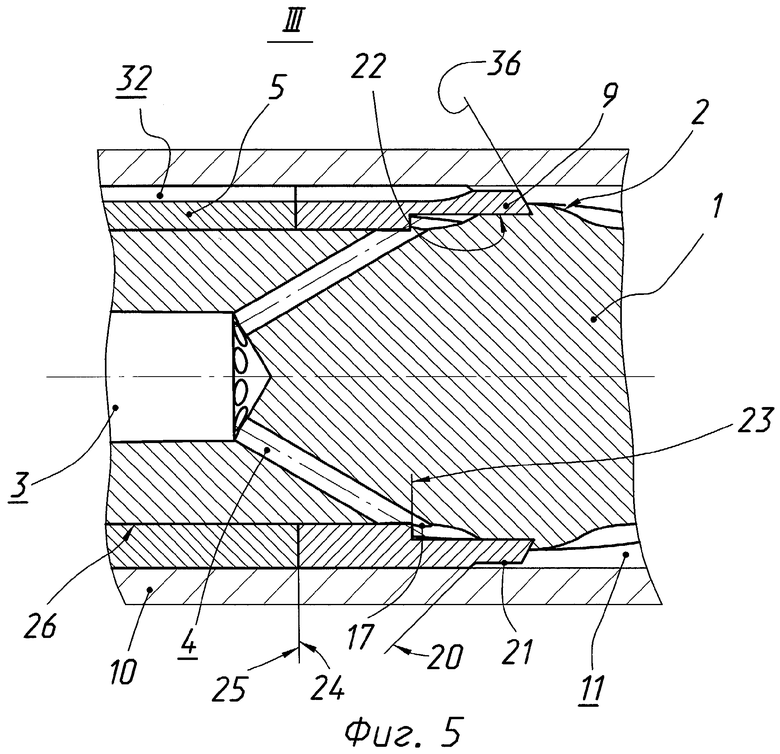
На фиг.5 изображен элемент III с контактирующими торцами перекрывающей и центрирующей втулок, расположенными на центрирующей части сердечника.
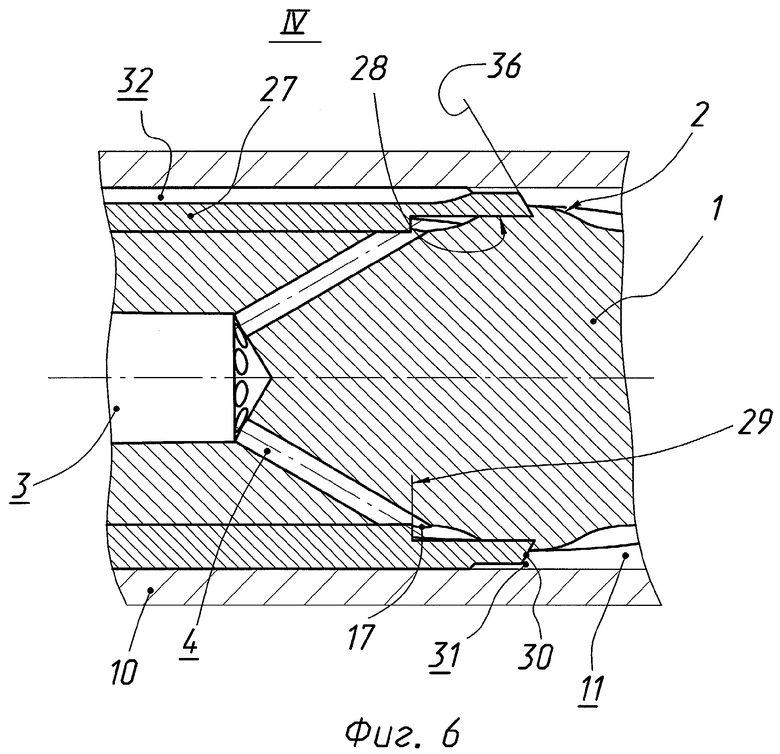
На фиг.6 изображен элемент IV с центрирующей и перекрывающей втулками, выполненными за одно целое в виде формовочной втулки.
Пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины содержит сердечник 1 с винтовыми зубьями 2, входной канал 3 и литьевые каналы 4, выполненные на одной из сторон сердечника 1, две центрирующие втулки 5 и 6, установленные по краям соответственно 7 и 8 сердечника 1, перекрывающую втулку 9, установленную на сердечнике 1 со стороны входного 3 и литьевых каналов 4, а также включающая полый корпус изготавливаемого статора 10, установленный на центрирующих втулках 5, 6 концентрично сердечнику 1, образующий с втулками 5, 6, 9 и сердечником 1 формовочную полость 11, показано на фиг.1
Перекрывающая втулка 9 концентрично установлена на винтовых зубьях 12 сердечника 1 и образует с ними литьевые винтовые фильеры 13, соединенные с литьевыми каналами 4 и формовочной полостью 11, показано на фиг.1, 2.
Винтовые зубья 12 сердечника 1, расположенные со стороны входного канала 3 и литьевых каналов 4, концентрично срезаны на определенную высоту 14, перекрывающая втулка 9 концентрично установлена на частично срезанных винтовых зубьях 12, контактирующие торцы 15, 16 перекрывающей 9 и центрирующей 5 втулок расположены в месте выхода 17 литьевых каналов 4, при этом центрирующая втулка 5 частично перекрывает литьевые каналы 4, а число литьевых каналов 4 равно, по меньшей мере, числу литьевых винтовых фильер 13, показано на фиг.2, 3.
Центрирующая втулка 5 содержит внутреннюю расточку 18 для установки на частично срезанных винтовых зубьях 12, торец 19 внутренней расточки 18 расположен в месте выхода 17 литьевых каналов 4, а контактирующий с перекрывающей втулкой 9 торец 20 центрирующей втулки 5 образует край 21 резиновой обкладки статора, показано на фиг.4.
Перекрывающая втулка 9 содержит внутреннюю расточку 22 для установки на частично срезанных винтовых зубьях 12, торец 23 внутренней расточки 22 расположен в месте выхода 17 литьевых каналов 4, а контактирующие торцы 24, 25 центрирующей 5 и перекрывающей 9 втулок расположены на центрирующей части 26 сердечника 1, показано на фиг.5.
Центрирующая 5 и перекрывающая 9 втулки могут быть выполнены за одно целое в виде формовочной втулки 27, которая содержит внутреннюю расточку 28 для установки на частично срезанных винтовых зубьях 12, торец 29 внутренней расточки 28 расположен в месте выхода 17 литьевых каналов 4, а торец 30 формовочной втулки 27 образует торцовую часть 31 формовочной полости 11, показано на фиг.6.
В формовочной втулке 27, а также в перекрывающей 9 и (или) центрирующей 5 втулках, установленных на сердечнике 1 со стороны входного 3 и литьевых 4 каналов, выполнено, по меньшей мере, по одному сквозному каналу 32 для выхода воздуха из формовочной полости 11, показано на фиг.2, 3, 4, 5, 6.
Центрирующая втулка 5 и перекрывающая втулка 9 закреплены резьбовой гайкой 33 со стороны края 7 сердечника 1, центрирующая втулка 6 закреплена резьбовой гайкой 34 со стороны края 8 сердечника 1, поз.35 - гайка опорная, также закреплена на резьбе сердечника 1, а поз.36 - упорный торец концентрично срезанных на определенную высоту 14 винтовых зубьев 2, показано на фиг.1, 3, 4, 5, 6.
Ниже представлен лучший вариант изготовления эластомерной обкладки статора винтового забойного двигателя длиной 6 метров с вертикальной установкой пресс-формы согласно п.2 формулы изобретения, изображенной на фиг.1, 3.
Пресс-форма для изготовления эластомерной обкладки статора используется следующим образом. Устанавливают перекрывающую втулку 9 до упора в торец 36 концентрично срезанных на определенную высоту 14 винтовых зубьев 2. Устанавливают на втулках 5, 6 концентрично сердечнику 1 полый корпус 10 изготавливаемого статора, затягивают гайки 33, 34 и образуют с втулками 6, 9 и сердечником 1 литьевые винтовые фильеры 13 и формовочную полость 11. Пресс-форму при помощи гайки опорной 35 устанавливают на литьевой пресс. При заливке резиновой обкладки статора в литьевой камере пресса развивается давление до 340 МПа, применяется резина ИРП-1226-5. Разогретая упруговязкая резиновая смесь поступает через входной канал 3, далее потоки резины в литьевых каналах 4 дросселируются краем центрирующей втулки 5, а после выхода из литьевых каналов 4 резиновая смесь расширяется и формируется в литьевых винтовых фильерах 13. Фронтовая часть потоков резиновой смеси ограничивается в радиальном направлении перекрывающей втулкой 9 и заполняется винтовыми потоками, по существу, на высоту 14, определяемую высотой частично срезанных зубьев 2 в формовочной полости 11, образуемой торцом 16 центрирующей втулки 5, расположенным в месте выхода 17 литьевых каналов 4, с равномерной эпюрой скоростей и давлений, сначала по всей длине сердечника 1 до упора в центрирующую втулку 6 на противоположном краю 8 сердечника 1, а затем - в обратную сторону, по существу в сторону входного 3 и литьевых каналов 4. При движении потоков резиновой смеси в обратную сторону, по существу в сторону входного 3 и литьевых каналов 4, происходит полное заполнение формующей полости 11, а воздух из формовочной полости 11 дросселируется в верхней части пресс-формы через сквозные каналы 32 в перекрывающей втулке 9 и центрирующей втулке 5.
Таким образом обеспечивается равномерное (в поперечном сечении) давление при заливке резиновой смеси, при этом перекос переднего торца резины при заливке, по мере продвижения массы резины, а также прогиб сердечника 1 внутри корпуса 10 (остова статора) многократно уменьшается. Время заливки составляет от 15 до 25 мин. За счет создания равномерного (в поперечном сечении) давления при заливке и вулканизации резиновой смеси многократно уменьшается неравномерность плотности резины по длине статора.
Затем пресс-форму снимают с пресса, а вулканизацию проводят в автоклаве. После этого производят разборку пресс-формы и извлечение (в специальной оснастке) сердечника 1 из корпуса статора 10 (остова статора) с отформованной со спиральными многозаходными зубьями резиновой обкладкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2291777C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2284912C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ РЕЗИНОМЕТАЛЛИЧЕСКИХ СТАТОРОВ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2003 |
|
RU2224651C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283442C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285823C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283416C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |


Изобретение относится к производству эластомерных изделий, в частности резиновых обкладок статоров винтовых героторных гидромашин. Пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины содержит сердечник с винтовыми зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, и полый корпус изготавливаемого статора, установленный на центрирующих втулках концентрично сердечнику, образующий с втулками и сердечником формовочную полость. Центрирующая втулка расположена в месте выхода литьевых каналов. Перекрывающая втулка и/или центрирующая втулка концентрично установлены на винтовых зубьях сердечника и образуют с ними литьевые винтовые фильеры, соединенные с литьевыми каналами и формовочной полостью. Изобретение позволяет повысить точность радиальных размеров и прямолинейность формуемого профиля эластомерной обкладки статора и дает возможность изготовления длинномерных резинометаллических статоров героторных гидромашин. 5 з.п. ф-лы, 6 ил.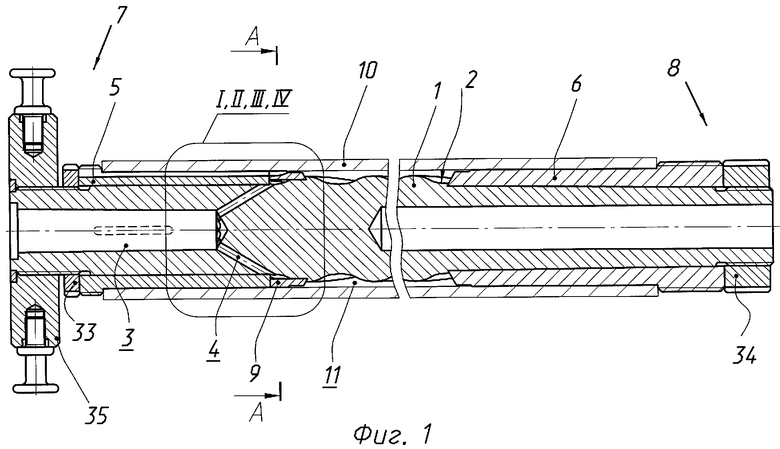
| КОРОТАЕВ Ю.А | |||
| и др | |||
| Многозаходные винтовые забойные двигатели для бурения и капитального ремонта скважин, Москва, ОАО «ВНИИОЭНГ», 2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ ОБОЛОЧКИ РОТОРА ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 1992 |
|
RU2038459C1 |
| ВИНТОВОЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 1989 |
|
RU2011778C1 |
| SU 1218740 A3, 20.01.2000 | |||
| US 4689190 A, 25.08.1987. | |||

