Изобретение относится к химико-термической обработке деталей в циркулирующей газовой среде, в частности к установкам для получения диффузионных покрытий на металлах и сплавах в циркулирующей газовой среде, и может найти применение в машиностроении, в авиационной промышленности и в других отраслях народного хозяйства.
Известна установка для получения диффузионных покрытий на металлах и сплавах в циркулирующей газовой среде, содержащая футерованную камеру с нагревателями, расположенный в ней муфель с крышкой и размещенные в муфеле насыщаемые детали и емкости с насыщающими элементами, подвешенные к решетке, вентилятор с приводом, и устройство для направления потока рабочей среды в виде кольцевого направляющего экрана (см. авторское свидетельство СССР №413216, Кл. С23С 11/02, опубл. 30.01.1974).
Недостаток данной установки - ограниченные функциональные возможности: на данной установке невозможно получить покрытия на внутренних поверхностях полых деталей. Для получения покрытия на внутренних поверхностях полых деталей, например лопаток газотурбинных двигателей, газовой поток должен под напором протекать через внутреннюю полость, что не представляется возможным осуществить на известной установке. В данной установке насыщающий газовый поток обдувает наружную поверхность изделия и не создает циркуляцию газовой среды во внутренних полостях (не продувает внутренние полости).
Технический результат заявленного изобретения - расширение функциональных возможностей установки путем обеспечения получения диффузионных покрытий одновременно на внутренних и наружных поверхностях деталей, или только на внутренних поверхностях, или только на наружных поверхностях деталей.
Технический результат достигается тем, что в установке для получения диффузионных покрытий в циркулирующей газовой среде, содержащей нагревательный элемент, герметичный муфель, размещенные в муфеле емкости с насыщающими элементами, держатель для насыщаемых деталей, вентилятор, имеющий привод, и устройство для направления потока газовой среды, согласно изобретению устройство для направления потока газовой среды содержит направляющие элементы и диффузор, держатель для насыщаемых деталей закреплен на диффузоре и содержит крышку с отверстиями и, по меньшей мере, одну секцию, состоящую из подставки с отверстиями и размещенной на ней обечайки с отверстиями, при этом крышка установлена на обечайке последней секции, держатель снабжен заглушками, имеющими возможность перемещения относительно отверстий в его элементах, насыщаемые детали установлены в отверстиях обечайки и/или в отверстиях подставки, а емкости с насыщающими элементами расположены на подставке и/или на обечайке.
Направляющие элементы могут быть выполнены в виде лопаток, что позволяет повысить давление, создаваемое вентилятором и улучшить условия поворота газового потока от вентилятора к обрабатываемым деталям.
На фиг.1 схематично изображена установка;
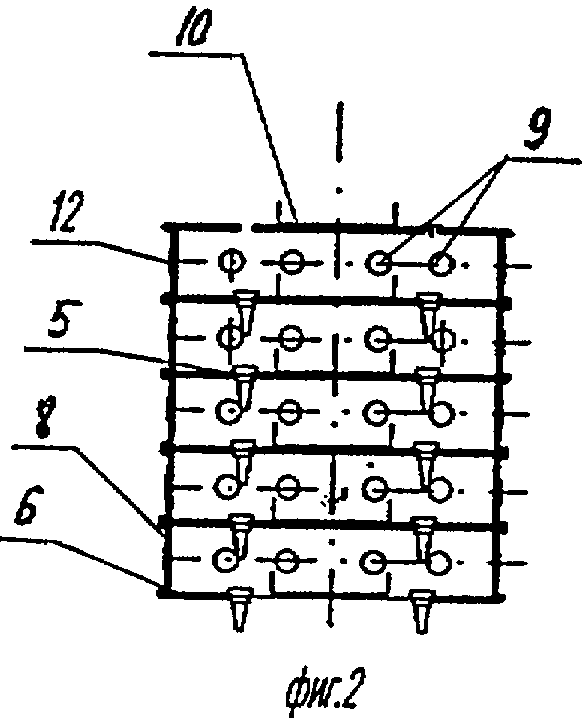
на фиг.2 - вариант размещения насыщаемых деталей на подставке;
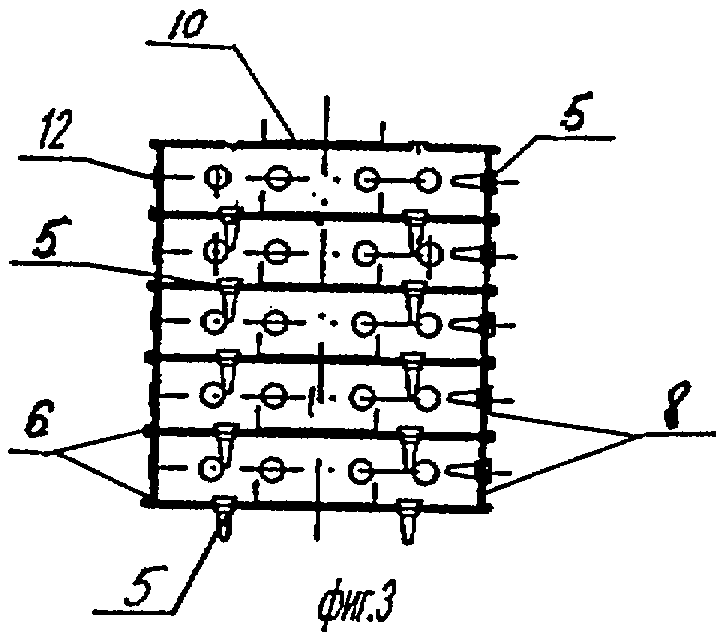
на фиг.3 - вариант размещения насыщаемых деталей на подставке и на обечайке;
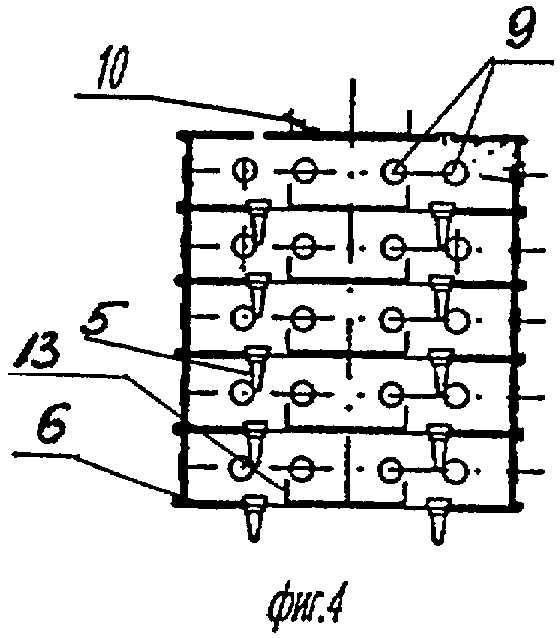
на фиг.4 - вариант размещения емкостей с насыщающими элементами на подставке;
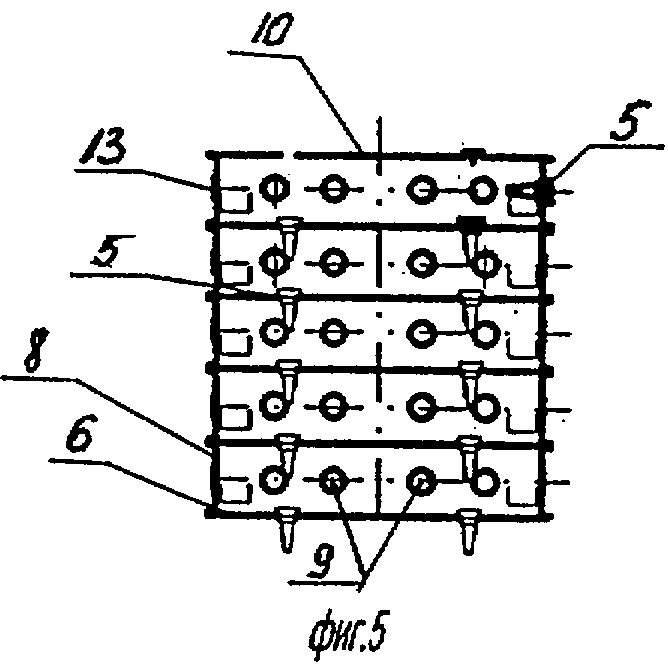
на фиг.5 - вариант размещения емкостей с насыщающими элементами на обечайке;
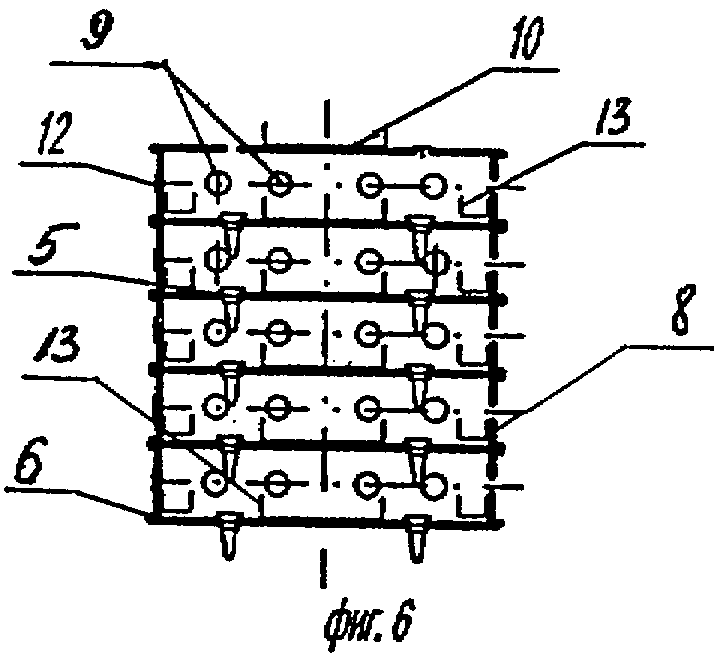
на фиг.6 - вариант размещения емкостей с насыщающими элементами на обечайке и подставке.
Установка для получения диффузионных покрытий на металлах и сплавах в циркулирующей газовой среде (фиг.1) содержит нагревательный элемент, представляющий собой, например, электропечь 1, герметичный муфель 2, герметизируемый футерованной подставкой 3, например, куполообразной формы. В футеровке подставки 3 размещен испаритель 4 с химическими реактивами (источник рабочей газовой среды), имеющий автономный нагреватель. В муфеле 2 расположен держатель для насыщаемых деталей 5, например, лопаток газотурбинного двигателя, в виде, например, пяти секций, количество которых выбирается по количеству насыщаемых (обрабатываемых) деталей. Каждая секция держателя содержит подставку 6, например, в виде диска, с отверстиями 7 и обечайку 8 с, например, равномерно расположенными отверстиями 9. На обечайке последней секции расположена крышка 10 с отверстиями 11. Держатель снабжен заглушками 12, имеющими возможность перемещения (изменения проходного сечения) относительно отверстий 7 подставки 6, и отверстий 9 обечайки 8, и отверстий 11 крышки 10. Емкости 13 с насыщающими элементами расположены на подставке 6 (см. фиг.1, 4); как вариант емкости 13 с насыщающими элементами могут быть расположены на обечайке 8 (см. фиг.5); как вариант емкости с насыщающими элементами могут быть расположены на обечайке 8 и подставке 6 (см. фиг 6). Для более надежного закрепления емкостей 13 на подставке 6 могут быть выполнены пазы (углубления) и/или отверстия (на чертеже не показаны). Насыщаемые детали 5 (полые лопатки турбины газотурбинного двигателя) размещены в отверстиях 9 обечаек 8 (см. фиг.1). Как вариант, насыщаемые детали 5 могут быть размещены в отверстиях 7 подставки 6 (см. фиг.2). Как вариант, насыщаемые детали 5 могут быть размещены частично в отверстиях 7 обечайки 8 и частично в отверстиях 7 подставки 6 (см. фиг.3). Насыщаемые детали 5 полностью ориентированы в сторону потока рабочей (газовой) среды. Выбор варианта расположения емкостей 13 с насыщающими элементами и насыщаемых деталей 5 зависит от количества, формы, и размера насыщаемых деталей. В муфеле 2 также расположено устройство для направления потока рабочей (газовой) среды, содержащее установленные соосно друг с другом диффузор 14 и направляющие элементы, например, выполненные в виде лопаток 15, закрепленных на футерованной подставке 3. При этом диффузор 14 служит также опорой для держателя. Если держатель выполнен из одной секции, на диффузор 14 устанавливают подставку 6, затем обечайку 8, на которую устанавливают (закрывают ) крышку 10. В случае многосекционного держателя на диффузор 13 устанавливают подставку 6, затем обечайку 8, на которую устанавливают подставку 6 второй секции и т.д. Обечайку последней секции закрывают крышкой 10. Отверстия 11 крышки 10 могут быть все открыты, или, как вариант, частично закрыты заглушками 12, причем в последнем случае всегда должно быть открыто, по меньшей мере, одно отверстие.
Установка также содержит вентилятор 16 с регулируемым электроприводом 17 и стандартную систему откачки 18 (вакуумный насос, фильтр, датчики, клапаны, вентили - на чертеже не показаны). Муфель 2, футерованная подставка 3, вентилятор 16 и устройство для направления потока рабочей (газовой) среды в сборе представляют реактор, в котором протекают химические реакции насыщения поверхностей деталей в циркулирующей газовой среде. Установка размещена на раме-основании 19.
В конкретном примере нагревательный элемент 1 (электропечь) и муфель 2 выполнены съемными при помощи подъемного устройства 20, например консольного крана, муфель герметизирован футерованной подставкой 3. В этом случае муфель надевают на другие элементы установки (подставку 3, вентилятор 16, направляющие лопатки 15, диффузор 14, держатель), а нагревательный элемент 1 надевают на муфель 2.
Однако нагревательный элемент может также представлять собой шахтную печь. В этом случае футерованная подставка 3 выполняет функцию крышки, и муфель 2, установленный в шахтную электропечь, герметизируют футерованной крышкой. Все элементы установки загружаются в шахтную печь известным способом.
Установка работает следующим образом.
В качестве насыщаемых деталей 5 выбраны полые лопатки газотурбинного двигателя. Покрытия необходимо получить как на внутренней поверхности, так и на наружной поверхности. Насыщаемые детали 5 установлены, например, в отверстиях 9 обечаек 8, при этом, по меньшей мере, в одно отверстие 9 насыщаемую деталь не устанавливают, емкости 13 с насыщающими элементами - на подставке 6. Часть отверстий 7 подставки 6 открыта, а часть закрыта заглушками 12 для того, чтобы насыщающий газовый поток одновременно обдувал наружную и внутреннюю поверхности полых лопаток, а также обдувал емкости 13 с насыщающими элементами для активации газовой среды. Подбор количества закрываемых (открываемых) отверстий 7, 9, 11 осуществляется путем экспериментов или расчетами и зависит, в основном, от гидравлического сопротивления внутренней полости деталей, скорости газового потока, количества одновременно обрабатываемых деталей, от сечения внутренней полости детали и требуемой толщины покрытия на внутренней и наружной поверхностях деталей.
На футерованную подставку 3 надевают муфель 2, герметизируют, при помощи системы 18 откачки проводят откачку воздуха и добиваются в муфеле 2 заданного значения вакуума. Надевают электропечь 1 на муфель 2. Включают нагрев печи 1. При нагреве печи 1 до температуры 500-1000°С отключают систему откачки. В случае, если при нагреве электропечи 1 температура внутри испарителя 4 подставки 3 ниже заданной температуры для испарения химических реактивов, используемых в технологическом процессе, включают нагреватель испарителя 4. После испарения химических реактивов при заданном давлении рабочей газовой среды включают центробежный вентилятор 16. Циркуляция газового потока осуществляется путем движения (см. стрелки на фиг.1) газового потока от вентилятора 16 в полости между муфелем 2 и держателем для насыщаемых деталей. Часть газового потока поступает через отверстия 9 во внутреннюю полость каждой насыщающей детали 5 (лопаток), насыщая ее, и выходит из полости лопатки. Одновременно другая часть потока через отверстия 10 крышки 11, которые открыты частично, поступает (обдувает) на детали 5 (лопатки), насыщая их наружную поверхность, и, проходя через отверстия 7 подставки 6, на которой размещены емкости 13 с насыщающими элементами, обдувает емкости, повышая химическую активность рабочей газовой среды. Затем газовый поток поступает в диффузор 14 и на направляющие лопатки 15, которые направляют газовый поток в полость между муфелем 2 и держателем для насыщаемых деталей, процесс повторяется до получения покрытий заданной толщины на наружной и внутренней поверхностях деталей. После завершения технологического процесса выгружают насыщаемые детали 5, а узлы установки очищают перед началом нового процесса.
При других вариантах расположения насыщаемых деталей и емкостей с насыщающими элементами процесс насыщения осуществляется аналогично описанному выше.
В случае, когда необходимо нанести покрытие только на наружную поверхность детали, например, можно заглушками 12 закрыть отверстия 9 обечайки 8, а детали 5 расположить на подставке 6 в отверстиях 7. В этом случае подбор количества открытых и закрытых отверстий 7, 9, 11 выбирается также, как описано выше. Затем процесс проводят так, как описано выше в примере нанесения покрытий на наружную и внутреннюю поверхность деталей.
В случае, когда необходимо нанести покрытие только на внутреннюю поверхность полой детали, наружная поверхность защищается специальной защитной накладкой или другим способом. Затем процесс проводят так, как описано выше в примере нанесения покрытий на наружную и внутреннюю поверхность деталей. При наличии защиты на наружных поверхностях покрытия создаются только на внутренних поверхностях деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОСТАДИЙНОГО ДИФФУЗИОННОГО ХРОМОАЛИТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2014 |
|
RU2572690C2 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ В ЦИРКУЛИРУЮЩЕЙ ГАЗОВОЙ СРЕДЕ | 2002 |
|
RU2224818C1 |
| Способ многокомпонентного диффузионного насыщения изделий из стали и сплавов и установка для его осуществления | 1990 |
|
SU1759957A1 |
| СПОСОБ ДИФФУЗИОННОГО ХРОМОАЛИТИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ | 2004 |
|
RU2270880C1 |
| Шахтная электропечь для термообработки деталей в контролируемой атмосфере | 1987 |
|
SU1476275A1 |
| СПОСОБ МНОГОКОМПОНЕНТНОГО ДИФФУЗИОННОГО НАСЫЩЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2186873C2 |
| СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ | 2002 |
|
RU2222637C1 |
| СПОСОБ ОДНОСТАДИЙНОГО ДИФФУЗИОННОГО КОБАЛЬТОАЛИТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2018 |
|
RU2694414C1 |
| Способ многокомпонентного диффузионного насыщения поверхности деталей из жаропрочных никелевых сплавов | 2019 |
|
RU2699332C1 |
| Установка для диффузионного насыщения | 1976 |
|
SU577253A1 |
Изобретение относится к химико-термической обработке деталей и может найти применение в машиностроении, в авиационной промышленности и в других отраслях народного хозяйства. Для расширения функциональных возможностей установка для получения диффузионных покрытий в циркулирующей газовой среде содержит электропечь, герметичный муфель, размещенные в муфеле емкости с насыщающими элементами, держатель для насыщаемых деталей, вентилятор и устройство для направления потока газовой среды, при этом устройство для направления потока газовой среды содержит направляющие элементы и диффузор, держатель для насыщаемых деталей закреплен на диффузоре и содержит крышку с отверстиями и, по меньшей мере, одну секцию, состоящую из подставки с отверстиями и размещенной на ней обечайки с отверстиями, при этом крышка установлена на обечайке последней секции, держатель снабжен заглушками, имеющими возможность перемещения относительно его отверстий в нем, насыщаемые детали установлены в отверстиях обечайки и/или в отверстиях подставки, а емкости с насыщающими элементами расположены на подставке и/или на обечайке. 1 з.п. ф-лы, 6 ил.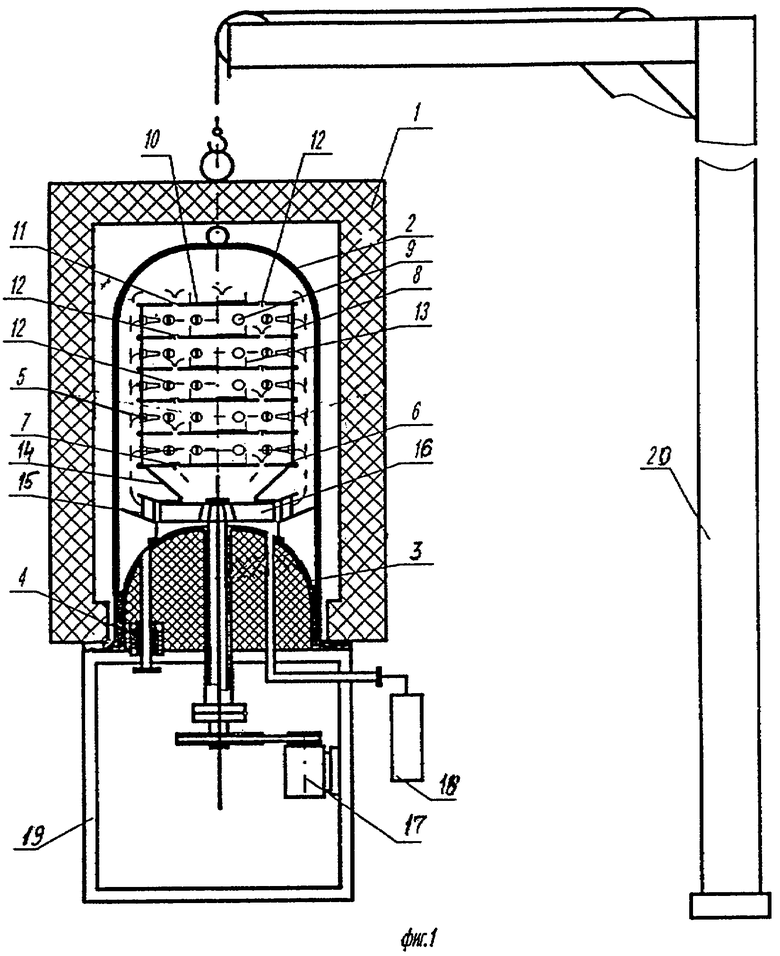
| 1971 |
|
SU413216A1 | |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2062794C1 |
| ПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1993 |
|
RU2044241C1 |
| ПЕЧЬ ДЛЯ ГАЗОВОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2082068C1 |

