Изобретение относится к химико-термической обработке преимущественно деталей с длинными узкими внутренними каналами.
Известна установка для диффузионного насыщения металлов в циркулирующей газовой среде, содержащая футерованную нагревательную камеру с расположенным в ней муфелем и установленные в муфеле экран, вентилятор и решетку для деталей (Лахтин Ю.М., Арзамасов Б.Н. Химико-термическая обработка металлов. - М.: Металлургия, 1985, с. 195, рис. 134).
Недостатком известного устройства является некачественное нанесение защитного покрытия на внутренние поверхности деталей с длинными узкими внутренними каналами.
Наиболее близкой по технической сущности является установка для диффузионного насыщения деталей в газовой среде, содержащая нагревательную камеру, муфель, экран, решетку для деталей и вентилятор (а.с. СССР 413216, С 23 С 8/00, 03.09.71).
Недостатком известного устройства является некачественное нанесение защитного покрытия на внутренние поверхности деталей с длинными узкими внутренними каналами.
Задача изобретения - повышение качества нанесения защитного покрытия на внутренние поверхности деталей с длинными узкими внутренними каналами.
Поставленная задача достигается тем, что установка для диффузионного насыщения деталей в циркулирующей газовой среде, содержащая нагревательную камеру, муфель, экран, решетку для деталей и вентилятор, снабжена полочками для активатора и дефлектором с диффузором и патрубком, в котором установлен вентилятор, между диффузором и решеткой для деталей установлена дроссельная решетка, при этом суммарная площадь отверстий дроссельной решетки такова, что между полочками и дроссельной решеткой образуется зона повышенного давления насыщающей газовой среды, а под вентилятором - зона низкого давления.
Между муфелем и экраном выполнен канал, площадь сечения которого равна сумме площадей отверстий в нижней части экрана.
На чертеже изображена схема установки, разрез.
Установка содержит печь 1 с футерованной нагревательной камерой, герметичный муфель 2 с крышкой 3, на которой установлен привод вентилятора 4, экран 5 с отверстиями "а" в нижней части, решетку 6 для деталей, полочки 7 для порошковой смеси и активатора. Между муфелем 2 и экраном 5 выполнен канал "b". Над экраном 5 установлен дефлектор, состоящий из патрубка 8 и диффузора 9. В патрубке 8 установлен вентилятор 4. Между диффузором 9 и решеткой 6 установлена дроссельная решетка 10.
Установка работает следующим образом.
На полочки 7 загружают порошковую смесь. На решетке 6 размещают детали. Муфель 2 закрывают и из него откачивают воздух. Печь 1 нагревают. Во время нагрева происходит возгонка активатора порошковой смеси и устанавливается избыточное давление насыщающей газовой среды. При температуре 900-1000oС включают вентилятор 4. Газовая смесь, находящаяся внутри реакционной камеры, через канал "b" между муфелем 2 и экраном 5 и отверстия "а" направляется внутрь экрана 5. Циркулирующий газовый поток проходит через внутренние полости деталей и дроссельную решетку 10. Между полочками 7 и дроссельной решеткой 10 образуется зона повышенного давления насыщающей газовой среды за счет создания аэродинамического сопротивления, а под вентилятором 4 - зона низкого давления. Вращение вентилятора 4 обеспечивает перепад давления и турбулентность газовых потоков возле насыщаемых поверхностей внутренних каналов деталей.
Для стабилизации газового потока площадь сечения канала "b" равна сумме площадей отверстий "а" в нижней части экрана 5.
После окончания процесса диффузионного насыщения газовую смесь из муфеля 2 откачивают или оставляют с напуском аргона.
Пример конкретного выполнения.
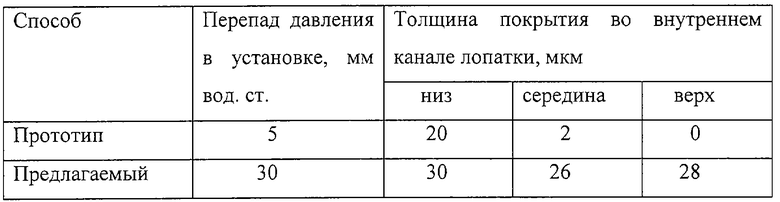
На установке ШГА 1/1 обрабатывались две серии лопаток по сто штук из сплава ЖС26ВИ. Высота лопаток 400 мм, эквивалентный диаметр внутренних каналов 10,2 мм. Одна серия лопаток (сто штук) обрабатывалась по прототипу, а вторая серия (сто штук) - по предлагаемому техническому решению. Режим насыщения: время обработки 6 часов, температура 980oС, скорость периодически работающего вентилятора - 1000 об/мин.
Сумма сечений внутренних каналов лопаток равна 8167,14 мм2, сумма отверстий дроссельной решетки равна 7234 мм2.
После обработки провели контроль толщины покрытия во внутреннем канале лопатки: у замка (низ), в середине и у конца пера лопатки (верх). Результаты измерений приведены в таблице.
Изобретение позволяет получать равномерные покрытия на внутренних поверхностях каналов лопаток.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ | 2002 |
|
RU2222637C1 |
| СПОСОБ ОДНОСТАДИЙНОГО ДИФФУЗИОННОГО ХРОМОАЛИТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2014 |
|
RU2572690C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ДИФФУЗИОННЫХ ПОКРЫТИЙ В ЦИРКУЛИРУЮЩЕЙ ГАЗОВОЙ СРЕДЕ | 2005 |
|
RU2305141C1 |
| СПОСОБ АЛИТИРОВАНИЯ ДЕТАЛЕЙ | 1984 |
|
SU1238597A1 |
| СПОСОБ ОДНОСТАДИЙНОГО ДИФФУЗИОННОГО КОБАЛЬТОАЛИТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2018 |
|
RU2694414C1 |
| Установка для диффузионного насыщения | 1976 |
|
SU577253A1 |
| СПОСОБ МНОГОКОМПОНЕНТНОГО ДИФФУЗИОННОГО НАСЫЩЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2186873C2 |
| Способ многокомпонентного диффузионного насыщения поверхности деталей из жаропрочных никелевых сплавов | 2019 |
|
RU2699332C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ПОКРЫТИЯ | 2003 |
|
RU2244041C1 |
| Способ многокомпонентного диффузионного насыщения изделий из стали и сплавов и установка для его осуществления | 1990 |
|
SU1759957A1 |
Изобретение относится к химико-термической обработке деталей. Установка для диффузионного насыщения деталей в циркулирующей газовой среде содержит нагревательную камеру, муфель, экран, решетку для деталей и вентилятор. Установка снабжена полочками для активатора и дефлектором с диффузором и патрубком, в котором установлен вентилятор. Между диффузором и решеткой для деталей установлена дроссельная решетка. Суммарная площадь отверстий дроссельной решетки такова, что между полочками и дроссельной решеткой образуется зона повышенного давления насыщающей газовой среды, а под вентилятором - зона низкого давления. Изобретение позволяет повысить качество защитного покрытия на внутренние поверхности деталей с длинными узкими каналами. 1 з.п. ф-лы, 1 табл., 1 ил.
| 1971 |
|
SU413216A1 | |
| Способ химико-термической обработки металлических деталей и установка для его осуществления | 1988 |
|
SU1724725A1 |
| Способ многокомпонентного диффузионного насыщения изделий из стали и сплавов и установка для его осуществления | 1990 |
|
SU1759957A1 |
| ГИДРОЦИКЛОН | 2017 |
|
RU2656003C1 |
