Изобретение касается инструмента для механической обработки пластин для их соединения друг с другом (сквозным швом или тому подобным) прессованием, штамповкой или тому подобным с помощью пуансона и матрицы согласно ограничительной части независимого пункта формулы изобретения.
У традиционного инструмента, служащего для образования сквозного шва вышеуказанного типа, известного из уровня техники (DE-PS 3710929), пуансон имеет шейку меньшего диаметра, посредством которой соединяемые друг с другом пластины глубоко вытягиваются в глухое отверстие матрицы и расплющиваются для того, чтобы достичь прочного соединения между пластинами. Кроме того, известны другие способы, соответствующие родовому понятию, в которых используются состоящие из пуансона и матрицы инструменты, которые предназначены для прессования, штамповки пластин и тому подобного, в частности также для соединения частей пластин (DE-OS 19913695).
Также известно, что при шовном соединении сильно охлаждают штамповую и/или матричную стороны инструмента, то есть пуансон и матрицу, чтобы вследствие этого также можно было соединить друг с другом пластины, которые, по меньшей мере, частично выполнены из полимера или содержат полимер (DE-OS 19752201). Тем самым при обработке пластин из вязкоупругих материалов, таких как полимеры, каучуки и тому подобное, с другими материалами, такими как металлы, достигается то, что возникают физические предпосылки, которые затем способствуют такому соединению.
Подобные составные инструменты, конечно, являются дорогостоящими и используются только для соответствующей цели или при соответствующей необходимости.
В другом известном способе согласно подобному родовому понятию (DE-OS 10006789) особое внимание уделено установке инструмента, то есть пуансона или матрицы, в зажиме станка с целью удобной замены этого инструмента, для чего предусмотрена соответствующая подвижность в радиальном направлении.
Также принципиальным во всех этих случаях является то, что участки инструмента, непосредственно работающие в процессе обработки, особенно подвержены нагружению. При этом стойкость используемого инструмента соответствует применению и требованиям материала инструмента и во многих случаях является неудовлетворительно низкой. Затраты на производство инструмента для достижения необходимого уровня очень высоки, так как инструмент должен иметь соответствующую твердость в требуемом диапазоне. С другой стороны, такая твердость может приводить к поломке инструмента, особенно тогда, когда часто имеет место значительная продольная протяженность поперек его рабочего направления. Кроме того, вследствие крепления необходима минимальная продольная протяженность в рабочем направлении, то есть на основе этих условий пуансон и матрица при такой требуемой для высокой стойкости твердости имеют определенную склонность к излому, причем такой излом может иметь разрушительные последствия. Такие недостатки имеют разрушительные последствия в особенности тогда, когда инструмент используется в серийном производстве, при соединении листового материала в автомобилестроении. Таким образом, всегда стремятся к созданию инструмента с оптимальной долговечностью при весьма благоприятной твердости и лишь незначительной склонности к излому.
Наиболее близкий уровень техники раскрыт в US 5177861, где описывается инструмент для механической обработки пластин или подобных изделий для их соединения друг с другом или для заклепочного соединения конструктивных элементов с этими пластинами сквозным швом или подобным образом посредством пуансона и матрицы, которые соответственно своими обращенными от пластин концами удерживаются в инструментодержателе станка, причем в пуансоне имеется обращенная к пластине шейка, и в выполненной из нескольких частей матрице располагается углубление.
Указанные выше недостатки присущи и данному известному техническому решению.
Задачей изобретения является создание инструмента вышеуказанного типа, который обладает повышенной стойкостью и долговечностью, а также экономичен в изготовлении.
Поставленная задача в инструменте для механической обработки пластин или подобных изделий для их соединения друг с другом или для заклепочного соединения конструктивных элементов с этими пластинами сквозным швом или подобным образом посредством пуансона и матрицы, которые соответственно своими обращенными от пластин концами удерживаются в инструментодержателе станка, причем в пуансоне имеется обращенная к пластине шейка, а в выполненной из нескольких частей матрице располагается углубление, согласно изобретению решается тем, что углубление в матрице выполнено как глухое отверстие с неподатливыми боковыми стенками; матрица выполнена из двух частей, причем в качестве дна глухого отверстия в приемной части расположена выполненная в виде заглушки рабочая часть, которая состоит из более твердого материала, чем приемная часть, и эта заглушка на обращенной от пластины стороне расположена в глухом отверстии с геометрическим замыканием.
Пуансон выполнен из двух частей - приемной и рабочей, имеющей шейку и служащей для непосредственной обработки пластин; рабочая часть на обращенной от пластины стороне удерживается с геометрическим замыканием в углублении приемной части, и рабочая часть состоит из более твердого материала, чем приемная часть.
Боковые стенки выполненного как глухое отверстие углубления матрицы имеют радиальное расстояние от внешней поверхности шейки пуансона и проходят в направлении движения пуансона.
Соединение с геометрическим замыканием между рабочей частью и приемной частью образовано в виде прессового соединения.
Соединение между приемной частью и рабочей частью является поворотно-замыкаемым.
При выполнении подобного клепке соединения монтажных элементов, например пластин, болтов, гаек или подобных элементов с пластиной, в предлагаемом инструменте может использоваться включаемая перед пуансоном инструмента прессующаяся, теряемая в пластине деталь, которая приводится в действие рабочей частью, служащей пуансоном инструмента.
В отличие от уровня техники инструмент с признаками независимого пункта формулы изобретения имеет, напротив, то преимущество, что только часть, которая действительно необходима для обработки, а именно указанная рабочая часть, имеет желаемую твердость, и ввиду своей формы претерпевает меньшее изгибное напряжение или вообще не испытывает его, в то время как другая часть, а именно приемная часть, в соответствии со своим назначением может состоять из более мягкого и более упругого материала. Несмотря на разделение на две части соответственно пуансона и/или соответственно матрицы, затраты на изготовление инструмента, в частности относительно вышеописанного риска, благоприятнее, чем в сравниваемом уровне техники. К тому же поперечные сечения штампа и/или матрицы, в особенности передающие рабочие усилия, больше, чем поперечные сечения, которые предназначены для непосредственной обработки пластин, так что в соответствии с изобретением для передачи усилий предпочтительно имеются большие поперечные сечения из более упругого материала, а для обработки пластин служат меньшие поперечные сечения с соответствующей твердостью инструмента.
В зависимости от вида инструмента изобретение может применяться или на стороне пуансона или на стороне матрицы, или на обеих этих сторонах.
Согласно предпочтительному варианту выполнения изобретения, пуансон и/или матрица сформированы разъемно в плоскости, поперечной к приводному направлению (к рабочему направлению), чтобы вследствие этого обеспечить достаточное геометрическое замыкание и вместе с тем заданное силовое замыкание. При этом не вызывает проблем сформировать в рабочем направлении ответные друг другу поверхности рабочей части и приемной части такой величины, что не возникает перегрузка прежде всего на поверхности приемной части.
Согласно дополнительному предпочтительному варианту выполнения изобретения, на обращенной к рабочей части торцевой стороне приемной части имеется углубление для соединения с геометрическим замыканием с рабочей частью. Обычно под этим углублением подразумевается отверстие или тому подобное, в которое обращенным к нему концом может быть вставлена или введена соответствующая рабочая часть. При этом кромки рабочей части могут быть скошенными или закругленными, чтобы обеспечить упрощенный ввод.
Согласно предпочтительному выполнению вышеуказанного варианта соединение с геометрическим замыканием между рабочей частью и приемной частью образовано как прессовое соединение, то есть существует радиальное давление между внутренней стенкой углубления и боковой поверхностью рабочей части.
Согласно предпочтительному варианту выполнения изобретения, рабочая часть сформирована в виде заглушки и образует после вставки в углубление его дно. Этот вариант выполнения изобретения касается прежде всего матрицы, у которой при этом рабочая часть не выступает из углубления, так как должна образовывать лишь дно вследствие имеющейся там чрезвычайно высокой нагрузки.
Согласно предпочтительному варианту выполнения изобретения между приемной частью и рабочей частью образуется замыкаемое поворотом соединение. Это поворотное замыкание может быть достигнуто благодаря простой лыске круглого сечения, лежащего в основе углубления.
Согласно особенно предпочтительному варианту осуществления изобретения боковые стенки углубления имеют радиальный зазор с боковой поверхностью штампа, причем углубление в радиальном и аксиальном направлении сформировано в виде глухого отверстия, боковые стенки которого проходят в направлении движения пуансона и, как и дно углубления, выполнены неподатливыми. Благодаря использованию изобретения здесь достигается значительный прогресс, так как известно, что при глубокой вытяжке и последующем расплющивании частей пластины действующая в рабочем направлении нагрузка чрезвычайно высока, и, напротив, радиальные усилия сопротивления могут быть существенно ниже.
Согласно другому особому варианту выполнения изобретения инструмент служит для соединения монтажных элементов, а именно болтов, гаек и тому подобного, с пластиной, причем перед пуансоном инструмента устанавливается теряемая (одноразовая) деталь, которая остается после обработки в пластине.
Другие преимущества и выгодные варианты изобретения станут ясны из последующего описания, чертежей и пунктов формулы изобретения.
Пример выполнения предмета изобретения представлен на чертежах и в дальнейшем описывается более подробно.
Фиг.1 - частичный продольный разрез пуансона, матрицы и держателя инструмента в подетальном представлении, частично соответствующий линии I-I на фиг.2;
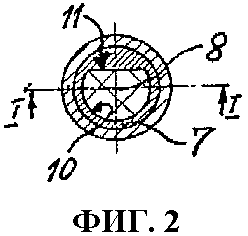
фиг.2 - поперечный разрез, соответствующий линии II-II на фиг.1.
На чертежах представлен инструмент согласно изобретению с держателем инструмента в подетальном представлении, но без зажима его в станке, причем между пуансоном 1 и матрицей 2 расположены две соединяемые друг с другом пластины 3. Чтобы соединить пластины друг с другом, пуансон 1 приводится вниз и тянет расположенной на его конце шейкой 4 соответствующий нагруженный участок пластины 3 в углубление 5 матрицы 2, чтобы при продолжении хода этот глубоко вытягиваемый участок пластины, кроме того, радиально расплющивался, так что осуществляется последовательный захват глубоко вытягиваемых и расплющиваемых участков пластины, вследствие чего этим сквозным швом создается прочное соединение между пластинами 3.
Пуансон 1 расположен над держателем 6 инструмента в станке (здесь не показан) и состоит из двух частей, а именно из приемной части 7 и имеющей шейку 4 рабочей части 8. Ввиду повышенной нагрузки, рабочая часть 8 с шейкой 4 имеет более высокую твердость, чем держатель 6 инструмента и приемная часть 7, менее нагруженная ввиду ее большего поперечного сечения. Приемная часть 7 и рабочая часть 8 соединены друг с другом прессовым соединением 9, причем верхний конец рабочей части 8 помещен с геометрическим замыканием в углубление 10 приемной части 7 и имеет возможность воспринимать высокие усилия. Для фиксации от проворота между рабочей частью 8 и приемной частью 7 служит лыска 11 на вставленном в углубление 10 концевом участке рабочей части 8.
Матрица 2, которая тоже расположена в держателе 6 инструмента, также образована из двух частей, состоящих из имеющей углубление 5 приемной части 12 и запрессованной в углубление 5 заглушки 13, которая для улучшенного ввода в углубление 5 на своей нижней части имеет фаску 14. На ее верхнем конце также может быть предусмотрена фаска 15, так что в итоге возникает выгодная для изготовления отбортовка 16. Остальная часть углубления 5 служит известным образом в качестве предназначенного для глубокой вытяжки отверстия 17 матрицы 2. Дно этого предназначенного для глубокой вытяжки отверстия 17 образовано, таким образом, заглушкой 13, которая также имеет существенно большую твердость материала, чем приемная часть 12 этой матрицы.
Держатель 6 инструмента соответственно имеет соединенную со станком цокольную часть 18, в которую вставляется пуансон 1 или соответственно матрица 2 и удерживаются в своем рабочем положении благодаря накидным гайкам 19 и соответственно тарельчатым пружинам 20, а также пружинам 21.
Все представленные в описании, нижеследующих пунктах формулы изобретения и на чертежах признаки могут быть существенными для изобретения как по отдельности, так и в любой комбинации друг с другом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА КЛИНЧЕВАНИЕМ | 2015 |
|
RU2590424C1 |
| ИНТЕРФЕЙС МЕЖДУ ЦАНГОВЫМ ПАТРОНОМ И АДАПТЕРОМ ДЛЯ ИНСТРУМЕНТА | 2018 |
|
RU2765029C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ПРОБИВНОЙ ПРЕСС | 1998 |
|
RU2137596C1 |
| ИНСТРУМЕНТОДЕРЖАТЕЛЬ И ИНСТРУМЕНТАЛЬНАЯ ОПРАВКА ДЛЯ НЕГО | 2010 |
|
RU2521541C2 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ СВАРКИ ДАВЛЕНИЕМ | 2005 |
|
RU2305617C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| БЫТОВОЙ ПРИБОР | 2012 |
|
RU2558938C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ЦАПФ ХОЛОДНОЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2004 |
|
RU2353498C2 |
Изобретение относится к инструменту, который может быть использован при соединении конструктивных элементов. В инструментодержателе станка смонтированы пуансон и матрица. Пуансон выполнен с шейкой, а матрица состоит из приемной и рабочей частей и имеет углубление в приемной части. Углубление представляет собой глухое отверстие с неподатливыми боковыми стенками. В качестве дна глухого отверстия использована рабочая часть. Последняя выполнена в виде заглушки из более твердого материала, чем приемная часть. Заглушка с обращенной от пластины стороны расположена в глухом отверстии с геометрическим замыканием. В результате обеспечивается повышение стойкости и долговечности инструмента, а также снижение затрат на его изготовление. 5 з.п. ф-лы, 2 ил.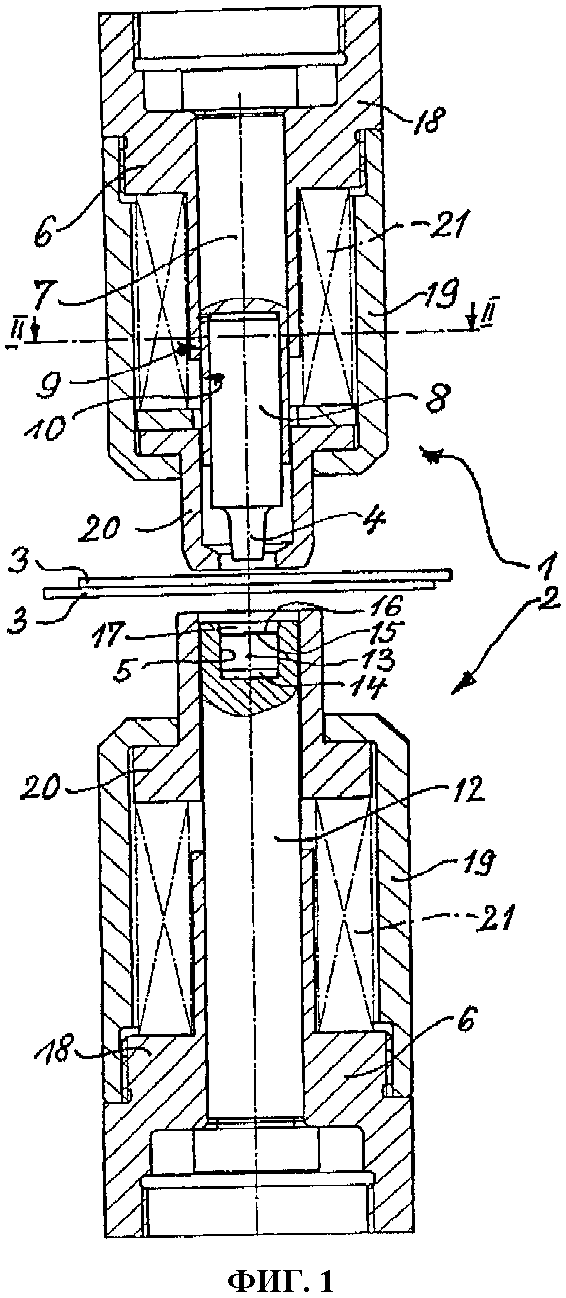
| US 5177861 А, 12.01.1993 | |||
| Устройство для соединения | 1989 |
|
SU1773238A3 |
| СПОСОБ ЛОКАЛЬНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ХРУПКОГО МАТЕРИАЛА | 1992 |
|
RU2103093C1 |
| US 5207086 А, 04.05.1993 | |||
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ДЕСТРУКТИВНОГО ПАНКРЕАТИТА | 2006 |
|
RU2334474C1 |

