Изобретение относится к обработке металлов давлением, а именно к способам и устройствам для соединения наложенных друг на друга металлических листов методом местной пластической деформации для образования взаимозацепляющегося соединения.
Известен способ соединения наложенных друг на друга металлических листов локальной пластической деформацией, известный в технической литературе под термином клинчевание (патент США №4601090, МПК. В21D 39/00, 1986 г.), в котором заданный объем листового материала перемещают посредством соответствующих компонентов штампа - пуансона и матрицы - в направлении, ортогональном поверхностям листов. Далее, по мере хода пуансона образованную таким образом выпуклость сдавливают между пуансоном и донышком матрицы, заставляя металл течь в холодном состоянии в стороны, образуя в стенке лунки замковое взаимозацепляющееся соединение листов. При этом прочность соединения (помимо прочего) характеризуется величиной амплитуды волнообразной линии контакта листов в осевом сечении лунки (далее - величиной зацепа).
Недостатком данного технического решения является небольшая величина зацепа, следствием чего является низкая прочность соединения листовых деталей, а также технологическая сложность по монтажу и эксплуатации.
Известно устройство для соединения наложенных друг на друга металлических листов местной деформацией для образования взаимозацепляющегося соединения (патент США №4601090, МПК В21D 39/00, 1986 г.), содержащее пуансон для формовки углублений (лунок) и составную матрицу с жесткими цилиндрическими стенками и дном в виде подпружиненного стержня с возможностью его фиксации в рабочем положении с образованием цилиндрической полости.
Недостатком данного технического решения является низкое качество и прочность соединения листовых деталей из-за недостаточной величины зацепа, а также технологическая сложность по монтажу и эксплуатации.
Известен инструмент для механической обработки пластин, используемый при соединении конструктивных элементов методом клинчевания (патент RU 2 306 193, кл. В21D 39/03, 2002 г.). Инструмент включает пуансон с шейкой и матрицу с углублением в ее приемной части, представляющим собой глухое цилиндрическое отверстие с неподатливыми боковыми стенками.
Недостатком данного устройства также являются низкие технологические возможности инструмента, ведущие к низкому качеству соединения деталей из листового металла за счет недостаточного взаимного зацепления листов в зоне формообразования.
Известны различные исполнения инструмента-матрицы штампа для реализации способа соединения листов клинчеванием.
Наиболее близким по технической сущности к заявляемому инструменту, взятому в качестве прототипа, является инструмент для соединения листов (патент США №5 207 086, МПК В21D 39/03, 1993 г.). Его отличительной особенностью является разъемное выполнение стенок рабочей полости составной матрицы. Матрица содержит губки, выполненные раздвижными для облегчения извлечения из матрицы выступающего над поверхностью листов элемента соединения («пуговицы»). Губки содержат углубления в месте стыка секций, образующие стенки полости цилиндрической формы. Губки опираются на жесткое основание и охватывают со всех сторон смонтированный в центре основания стержневой элемент, верхний торец которого выступает в роли донышка матрицы-наковальни. Имеются также упругие элементы для удержания губок в сомкнутом положении и для возврата их в исходное (сомкнутое) положение после съема детали.
Данной конструкции инструмента присущ тот же недостаток, что и описанный выше. Кроме того, усилия со стороны упругих элементов, даже с учетом действия сил трения между торцом матрицы и соединяемыми листовыми деталями, недостаточно для того, чтобы удерживать губки в сомкнутом положении в течение всего процесса формообразования соединения, что сказывается на качестве и прочности соединения изготавливаемых деталей.
Решаемой задачей изобретения является расширение технологических возможностей инструмента с одновременным повышением качества и прочности соединяемых листовых деталей клинчеванием за счет повышения степени взаимного зацепления листов в зоне формообразования.
Техническим результатом от использования заявленного технического решения является расширение технологических возможностей инструмента за счет увеличения степени взаимного зацепления соединяемых листов путем конструктивной рационализации формы элементов инструмента, обеспечивающей более благоприятные условия течения металла в зоне формообразования, позволяющей получить качественное и прочное в виде конусообразного элемента взаимозацепляющееся замковое соединение.
Новым является:
Создание инструмента для соединения деталей из листового металла клинчеванием, позволяющего расширить технологические возможности его за счет увеличения степени взаимного зацепления соединяемых листов, что позволяет повысить качество и прочность их соединения путем конструктивной рационализации формы элементов инструмента, обеспечивающей более благоприятные условия течения металла в зоне формообразования, позволяющей получить качественное и прочное в виде конусообразного элемента взаимозацепляющееся замковое соединение.
Технический результат достигается тем, что в инструменте для соединения деталей из листового металла клинчеванием, содержащем пуансон и матрицу, которые расположены в инструментодержателе пресса, а в выполненной разъемной, состоящей из нескольких частей матрице, снабженной упругими элементами для фиксации этих частей в сомкнутом состоянии, каждая из частей в плоскости разъема имеет углубление, являющееся соответствующей частью рабочей полости, согласно которому матрица содержит основание с центральным отверстием, имеющим конический и цилиндрический участки, в котором размещена ее разъемная часть - губки, выполненные с образованием, в торцевой части их, рабочей полости, причем рабочая полость выполнена конической формы с расходящимися в направлении дна стенками, сами же губки имеют наружную поверхность также конической формы для их центрирования и жесткого геометрического замыкания с основанием матрицы при формообразовании детали клинч-соединения, и выполнены с возможностью поворота вне корпуса матрицы вокруг оси шарнира, расположенного в отверстии, выполненном в общей плоскости разъема губок, перпендикулярно оси рабочей полости, а в стенках цилиндрической части центрального отверстия основания матрицы выполнены диаметрально ориентированные направляющие пазы, в которых расположены выступающие за пределы губок свободные концы штифтов, установленных в них, обеспечивающих вертикальный ход губок для извлечения сформированной детали клинч-соединения в виде конусообразного элемента взаимозацепляющегося замкового соединения, выступающего за пределы соединяемых листов, при этом губки выполнены с возможностью раскрытия за счет упора штифтов в торцовые поверхности направляющих пазов, для чего в нижней части плоскости разъема их выполнены скосы, обеспечивающие возможность их поворота вокруг оси шарнира.
При этом в инструменте согласно изобретению угол конуса рабочей полости матрицы лежит в диапазоне 0°-45°.
Причем угол конуса наружной поверхности губок выполнен с возможностью исключения их заклинивания в основании матрицы под усилиями формообразования клинч-соединения.
Кроме того, стенки полости матрицы имеют заходный участок цилиндрической формы протяженностью 0,1-0,2 глубины полости, обеспечивающей прочность губок.
Наружная кромка цилиндрического участка выполнена скругленной радиусом 0,05-0,5 мм для улучшения условий течения металла, позволяющих повысить степень взаимного зацепления соединяемых листов, обеспечивших качество и прочность соединенных деталей.
Угол раскрытия губок выполнен из условия обеспечения беспрепятственного извлечения из матрицы детали клинч-соединения в виде конусообразного элемента взаимозацепляющегося замкового соединения, выступающего за пределы соединяемых листов.
Изобретение поясняется чертежами, которые не охватывают и, тем более, не ограничивают весь объем притязаний данного технического решения, являются лишь иллюстрирующими материалами частного случая выполнения:
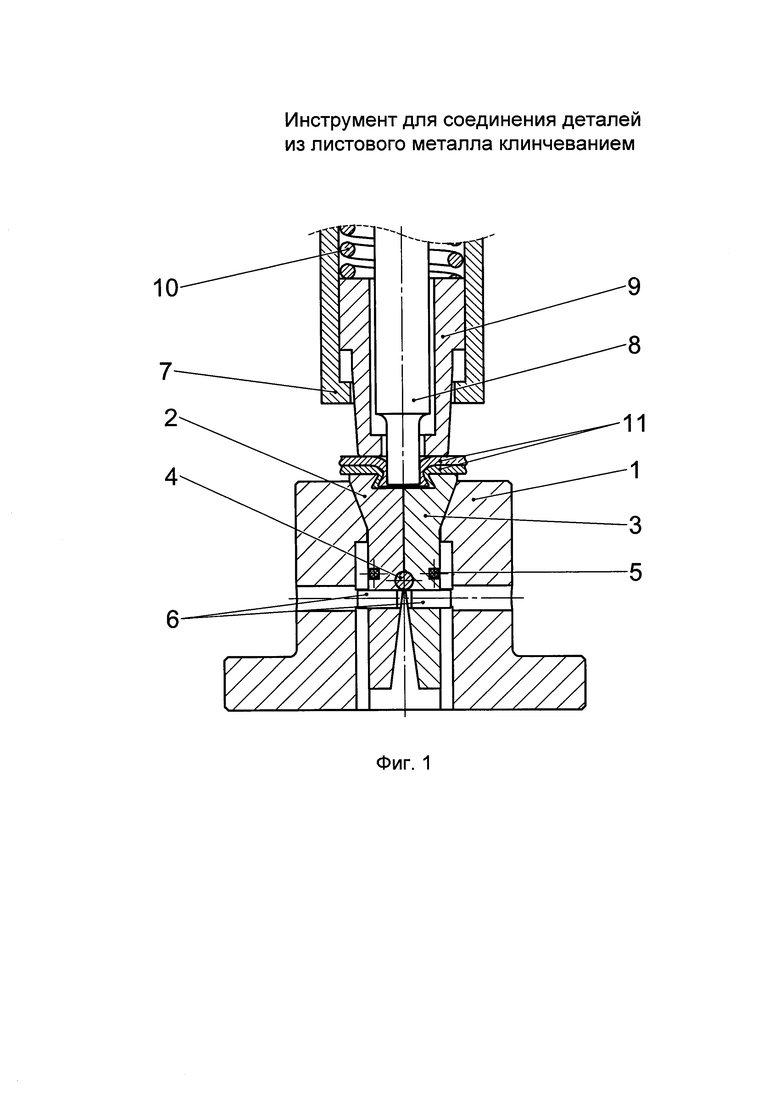
На фиг. 1 - продольный разрез инструмента, положение элементов матрицы и пуансона в конце формообразования клинч-соединения.
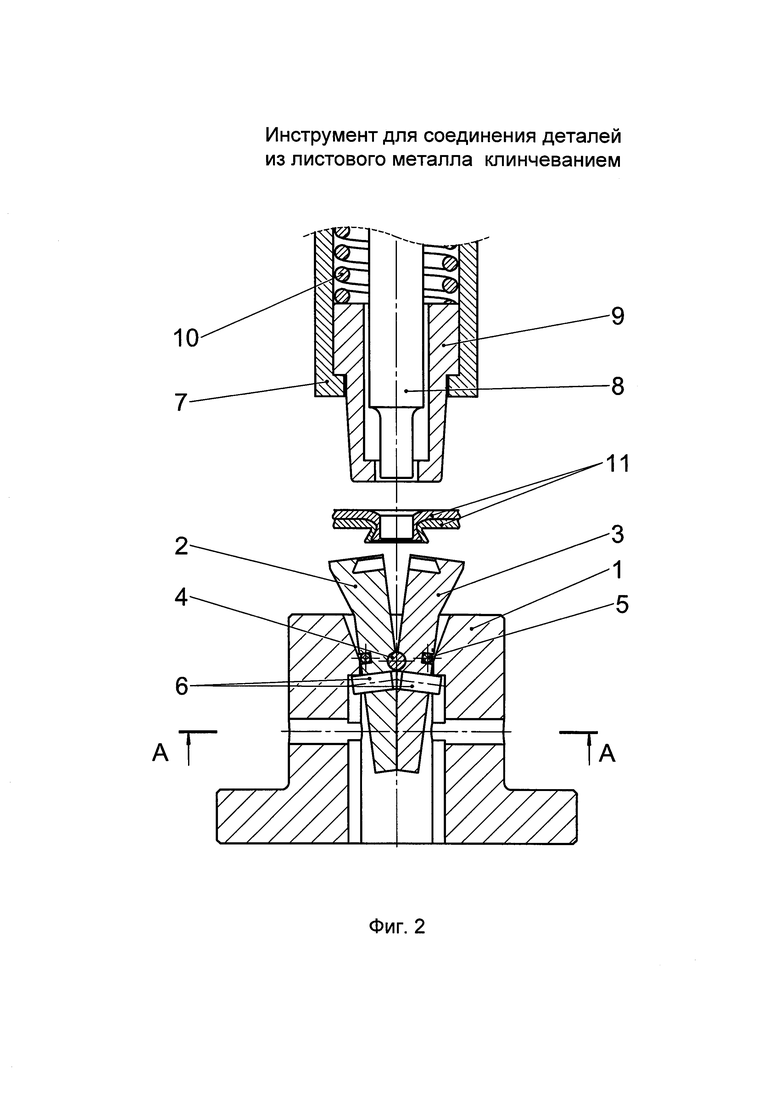
На фиг. 2 - продольный разрез инструмента, положение элементов матрицы и пуансона в момент извлечения детали клинч-соединения из полости матрицы в виде конусообразного элемента взаимозацепляющегося замкового соединения.
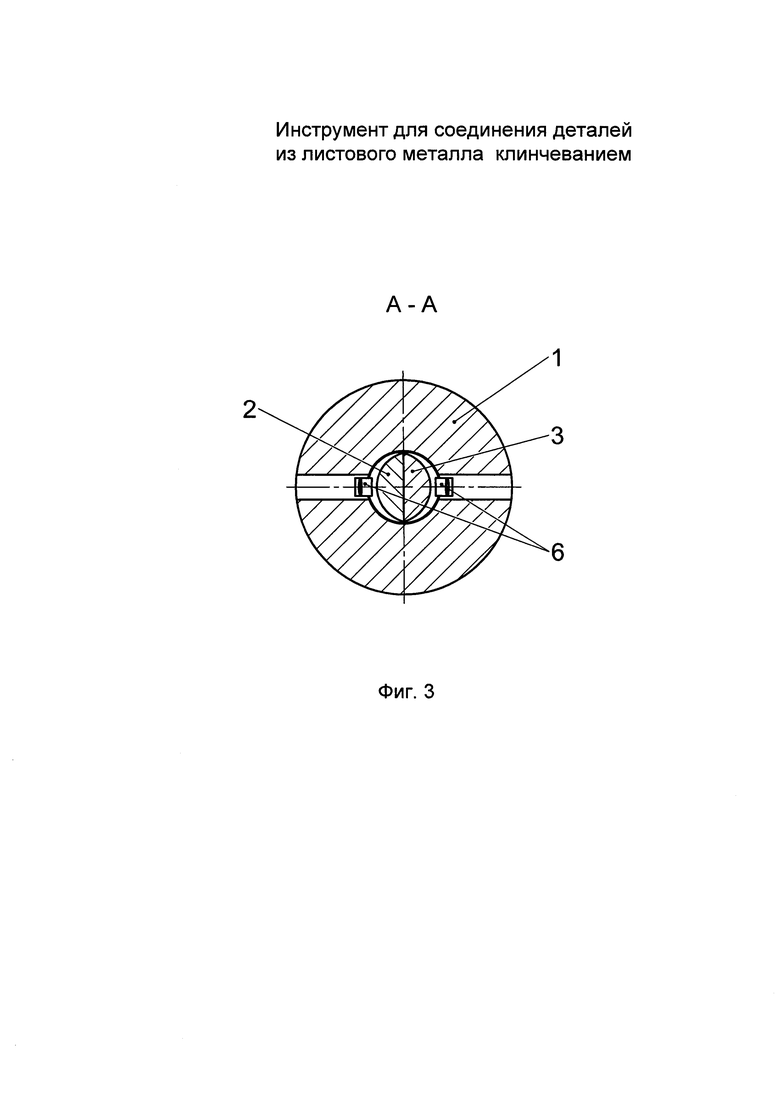
На фиг. 3 - разрез А-А по фиг. 2, где:
1 - основание матрицы;
2, 3 - губки;
4 - шарнир;
5 - упругий элемент;
6 - штифты;
7 - корпус пуансона;
8 - рабочая часть пуансона;
9 - прижим;
10 - пружина.
Инструмент для соединения деталей из листового металла клинчеванием состоит из пуансона и матрицы (фиг. 1). Матрица инструмента включает основание 1 с центральным отверстием, имеющим в верхней части форму конического гнезда для размещения разъемной части матрицы, состоящей из двух губок 2 и 3, содержащих в торцовой части углубления, образующие рабочую полость. Стенки полости матрицы имеют заходный участок цилиндрической формы протяженностью 0,1-0,2 глубины полости, обеспечивающий необходимую прочность губок матрицы, а кромка этого участка скруглена радиусом 0,05-0,5 мм для улучшения условий течения металла, позволяющих повысить степень взаимного зацепления соединяемых листов, обеспечивающих качество и прочность соединенных деталей. Угол конуса поверхности рабочей полости матрицы лежит в диапазоне 0°-45°. Угол конуса наружной поверхности губок выбран из условия исключения их заклинивания в коническом гнезде основании матрицы под усилиями формообразования клинч-соединения. В общей плоскости разъема губок перпендикулярно оси рабочей полости выполнено отверстие, в которое помещен шарнир 4, позволяющий губкам 2 и 3 поворачиваться на некоторый угол вокруг оси шарнира. В нижней части плоскости разъема губок имеются скосы, обеспечивающие возможность указанного поворота губок, необходимого для раскрытия рабочей полости на величину, достаточную для беспрепятственного выведения из нее выступающего над нижней поверхностью соединенных деталей в виде конусообразного элемента замкового соединения. На цилиндрическом участке наружной поверхности губок 2 и 3 выполнена проточка, в которой размещен кольцевой упругий элемент 5. В стенке цилиндрической части центрального отверстия основания 1 выполнены диаметрально противоположно ориентированные направляющие пазы, в которых находятся свободные концы штифтов 6, установленных в стенках губок 2 и 3. Пуансон инструмента включает размещенную в корпусе 7 рабочую часть 8, охватываемую прижимом 9, находящимся под действием пружины 10.
В начальной стадии формообразования при опускании пуансона за счет опережающего воздействия прижима 9 через плоские участки соединяемых деталей 11 на наружные торцовые поверхности губок 2 и 3 происходит их фиксация в коническом гнезде основания 1 матрицы с образованием замкнутой жесткой рабочей полости. При дальнейшем ходе рабочей части пуансона 8 осуществляется формирование конусообразного, по форме полости, элемента замкового соединения («пуговицы»).
При обратном ходе пуансона прижим 9, исполняя роль съемника, освобождает его рабочую часть 8 от контакта с соединенными деталями 11, остающимися в полости матрицы. Собранная таким образом конструкция может быть извлечена подъемом из полости матрицы известными приемами. При этом она за счет сил трения и конусности «пуговицы» поднимает губки 2 и 3 до положения упора штифтов 6 в торцовые поверхности направляющих пазов. Дальнейший подъем заставляет губки за счет наличия плеча силы поворачиваться вокруг оси шарнира 4, раскрываясь на угол, определенный двойной величиной угла скоса губок. Разведенные при съеме губки 2 и 3 за счет обратной деформации упругого элемента 5 смыкаются и под действием силы тяжести опускаются в коническое гнездо основания 1 матрицы.
По своим технико-экономическим показателям в сравнении с известными аналогами при одинаковых параметрах клинчевания заявляемое техническое решение инструмента позволяет расширить его технологические возможности благодаря конструктивной рационализации формы элементов инструмента, обеспечивающих более благоприятные условия течения металла в зоне формообразования, и достичь увеличение степени величины зацепа соединяемых листов, позволяющей получить качественное и прочное соединение в виде конусообразного элемента взаимозацепляющегося замкового соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения наложенных друг на друга металлических листов клинчеванием | 2016 |
|
RU2618681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛАДАЮЩЕГО НЕСУЩЕЙ СПОСОБНОСТЬЮ СТАЛЬНОГО КОНСТРУКТИВНОГО ЭЛЕМЕНТА КЛИНЧЕВАНИЕМ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ, ИНСТРУМЕНТ ДЛЯ КЛИНЧЕВАНИЯ И СТАЛЬНОЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2456110C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2015 |
|
RU2690736C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2013 |
|
RU2621089C2 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
Изобретение относится к обработке металлов давлением, а именно к способам и устройствам для соединения наложенных друг на друга металлических листов методом местной пластической деформации с образованием взаимозацепляющегося соединения. Соединение осуществляется с помощью смонтированных в инструментодержателе пресса пуансона 7, 8 и матрицы 1 с губками 2 и 3. Пуансон содержит подпружиненный прижим 9. Корпус матрицы в верхней своей части имеет конической формы гнездо, в котором с геометрическим с ним замыканием смонтированы разъемные элементы-губки 2, 3, содержащие в торцовой части углубления, представляющие собой рабочую полость инструмента. Рабочая полость инструмента выполнена конической формы с расходящимися в направлении дна стычками. Губки 2, 3 вне корпуса матрицы имеют возможность, за счет выполненных в их нижней части скосов, взаимного поворота вокруг оси расположенного в плоскости разъема губок шарнира 4, чем обеспечивается беспрепятственное извлечение из матрицы детали клинч-соединения в виде конусообразного элемента взаимозацепляющегося замкового соединения, выступающего за пределы соединяемых листов. 5 з.п. ф-лы, 3 ил.
1. Инструмент для соединения деталей из листового металла клинчеванием, содержащий расположенные в инструментодержателе пресса пуансон и разъемную матрицу, состоящую из нескольких частей, зафиксированных в сомкнутом состоянии посредством упругих элементов, каждая из частей матрицы выполнена с углублениями в плоскости разъема, являющимися соответствующей частью рабочей полости, отличающийся тем, что разъемная матрица снабжена основанием с центральным отверстием, имеющим конический и цилиндрический участки, для размещения в нем частей разъемной матрицы, которые выполнены в виде губок, а рабочая часть матрицы образована в их торцевой части и выполнена конической формы с расходящимися в направлении дна стенками, причем губки выполнены с наружной поверхностью конической формы для их центрирования и жесткого геометрического замыкания с основанием матрицы при формообразовании детали клинч-соединения, и выполнены с возможностью поворота вне корпуса матрицы вокруг оси шарнира, расположенного в отверстии, выполненном в общей плоскости разъема губок, перпендикулярно оси рабочей полости, а в стенках цилиндрической части центрального отверстия основания матрицы выполнены диаметрально ориентированные направляющие пазы, в которых установлены штифты со свободными концами, выступающими за пределы губок, обеспечивающие вертикальный ход губок для извлечения отформированной детали клинч-соединения в виде конусообразного элемента взаимозацепляющего замкового соединения, выступающего за пределы соединяемых листов, при этом губки выполнены с возможностью раскрытия за счет упора штифтов в торцовые поверхности направляющих пазов в скосы, выполненные в нижней части плоскости разъема для их поворота вокруг оси шарнира.
2. Инструмент по п. 1, отличающийся тем, что угол конуса рабочей полости матрицы находится в диапазоне 0°-45°.
3. Инструмент по п. 1, отличающийся тем, что губки выполнены с углом конуса наружной поверхности, исключающего их заклинивание в основании матрицы под усилиями формообразования клинч-соединения.
4. Инструмент по п. 1, отличающийся тем, что стенки полости матрицы имеют заходный участок цилиндрической формы протяженностью 0,1-0,2 глубины полости, обеспечивающей прочность губок.
5. Инструмент по п. 4, отличающийся тем, что наружная кромка цилиндрического участка выполнена скругленной радиусом 0,05-0,5 мм.
6. Инструмент по п. 1, отличающийся тем, что угол раскрытия губок выполнен из условия обеспечения беспрепятственного извлечения из матрицы детали клинч-соединения в виде конусообразного элемента взаимозацепляющегося замкового соединения, выступающего за пределы соединяемых листов.
| US 5207086 A, 04.05.1993 | |||
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛАСТИН | 2002 |
|
RU2306193C2 |
| Способ соединения заготовок | 1986 |
|
SU1412846A1 |
| US 5177861 A, 12.01.1993. | |||

