Изобретение относится к обработке металлов давлением и может быть использовано для изготовления полых цилиндрических изделий, состоящих из трубы с постоянным или переменным сечением наружной боковой поверхности и одностороннего фланца, в частности для изготовления крупногабаритных изложниц из медных сплавов для вакуумных дуговых печей, монолитной конструкции со стабильными и равнозначными механическими и теплопроводными свойствами по всему объему изделия.
Известен способ изготовления стаканов с фланцами, включающий подготовку исходной заготовки, формирование обратным выдавливанием чаши с переходом от стенки к дну и кольцевым выступом на обратной стороне последнего с образованием на конечной стадии выдавливания фланца по периметру торца стенки чаши (патент РФ 2135320).
Недостатком способа является невозможность получения крупногабаритных толстостенных полых цилиндрических изделий большой длины с фланцем.
Известен способ сварки плавлением изделий из меди, преимущественно частей кристаллизатора по замкнутому контуру. Способ реализуется при изготовлении крупногабаритных полых цилиндрических изделий с фланцем, например изложниц для вакуумных дуговых печей. Фланец присоединяется к трубе путем предварительного нагрева и сварки соединяемых деталей по меньшей мере тремя плазматронами. Плазматроны имеют относительное перемещение вдоль стыка свариваемых частей изделия (патент РФ 2053077).
Основным недостатком указанного способа является наличие сварных соединений, свойства которых практически всегда ниже одноименных свойств основного материала на 10-15% за счет литой структуры, которая наименее стойка к знакопеременным нагрузкам, характерным для работы конструкции. В этой области металл также имеет склонность к образованию таких сварочных дефектов, как трещины, поры, шлаковые включения, свищи, расслоение и др. Кроме этого, данный способ требует высокой квалификации исполнителей и трудозатрат.
Известен способ изготовления труб постоянного и периодического сечения с наружными утолщениями. Этот метод широко распространен при получении полых цилиндрических изделий, например бесшовных труб. Труба формуется методом горячего прессования на гидравлическом прессе из полой заготовки, который включает нагрев заготовки, прессование трубы прямым истечением из контейнера под воздействием пресс-штемпеля в кольцевой зазор между матрицей и подвижной иглой постоянного или переменного сечения с кольцевыми проточками. Перед началом прессования в канал матрицы устанавливают участок иглы меньшего диаметра. В таком положении иглы прессуют передний конец трубы с толстой стенкой. По мере движения иглы вперед бурт иглы входит в матрицу, при этом кольцевой зазор между матрицей и иглой уменьшается и осуществляется выдавливание основного сечения трубы. При дальнейшем движении иглы вперед в рабочий канал матрицы входит шейка иглы. Отрезок трубы, прессуемый на шейке, под действием усилия прессования надвигается на бурт иглы и происходит раздача трубы с образованием наружного утолщения. При выходе шейки из матрицы толщина стенки плавно уменьшается до толщины основного сечения. После получения задней части основного сечения трубы процесс останавливают, иглу перемещают в исходное положение, соответствующее начальной стадии процесса, и осуществляют прессование второго внутреннего утолщения. Наружные формы трубы регулируются геометрическими размерами иглы (Л.М.Грамарник, А.А.Нагайцев. Прессование цветных металлов и сплавов, Москва, Металлургия, 1983 г., стр. 186-187) - прототип.
Основным недостатком прототипа является ограничение диаметра наружных утолщений, что ограничивает область применения прессуемых изделий. Соединение труб между собой, изготовленных по данному способу, производится на резьбе, нарезанной на утолщенной части. Осуществлять другие виды разъемных соединений или конструкций требующих наличие фланцев, на трубах с утолщениями, полученных данным способом, невозможно.
Задачей, на решение которой направлено данное изобретение, является получение полых цилиндрических изделий, состоящих из трубы с постоянным или переменным сечением наружной боковой поверхности и одностороннего фланца, в том числе крупногабаритных изложниц для вакуумных дуговых печей из медных сплавов, монолитной конструкции со стабильными и равнозначными механическими и теплопроводными свойствами по всему объему изделия, снижение трудоемкости изготовления изделий.
Техническим результатом реализации способа является формирование фланца, диаметр которого больше диаметра контейнера, с последующим прессованием трубы, наружный диаметр которой меньше диаметра контейнера при прямом прессовании и равен диаметру контейнера при выпрессовке трубы на пуансон.
Задача решается тем, что в известном способе изготовления полых цилиндрических изделий, состоящих из трубы с постоянным или переменным сечением наружной боковой поверхности и одностороннего фланца из штучных цилиндрических заготовок, включающем нагрев заготовки, подачу заготовки с осевым отверстием в контейнер, прессование цилиндрической части изделия в зазор между рабочим каналом матрицы и подвижной пресс-иглой, постоянного или переменного с кольцевыми проточками сечения, дополнительно осуществляют формообразование фланца в полости, образованной между торцом контейнера и матрицедержателем.
При изготовлении полых цилиндрических изделий производят предварительное формообразование глухого отверстия в монолитной заготовке методом прошивки с помощью прошивника, закрепленного на торце иглы при установленной на матрицедержателе заглушке.
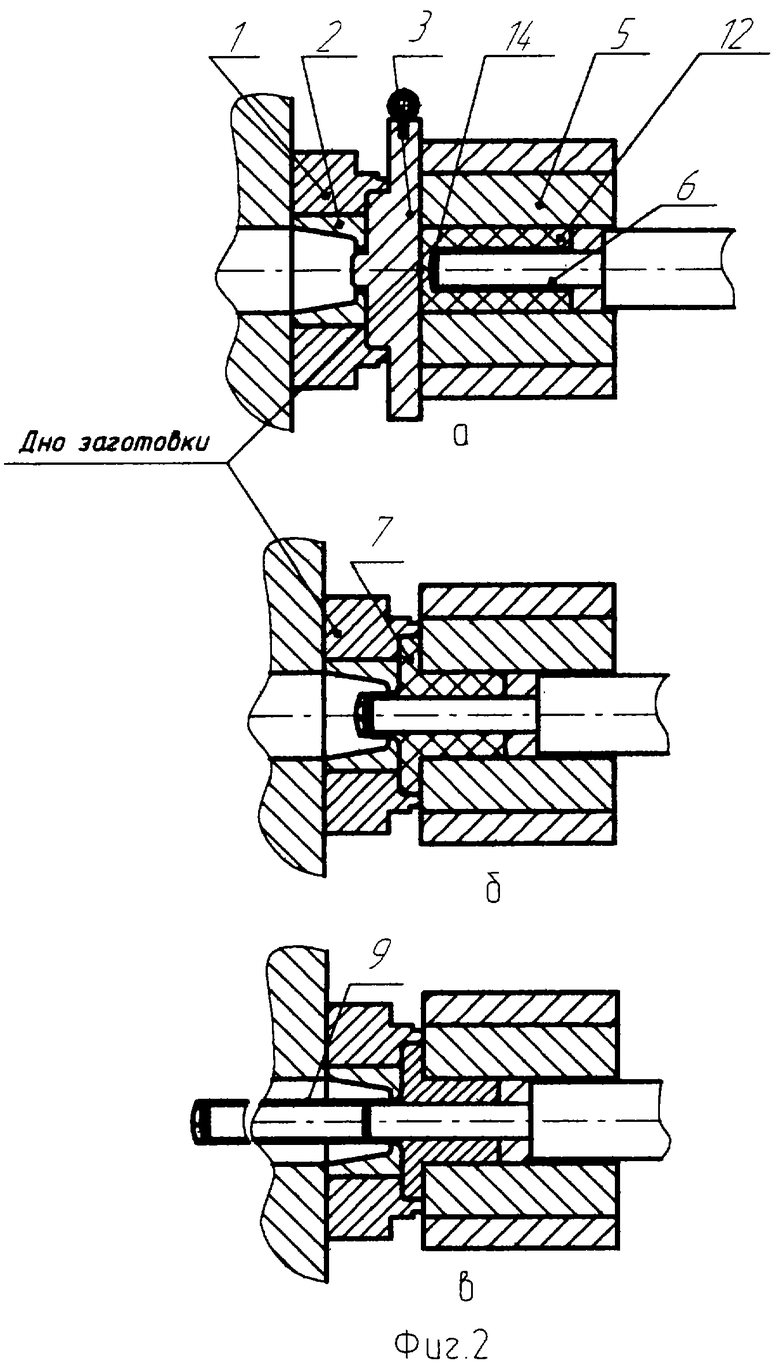
Осуществление "Способа изготовления полых цилиндрических изделий" иллюстрируется фиг. 1 и 2.
На фиг. 1 показана последовательность технологических переходов 1 изготовления полых цилиндрических изделий, состоящих из трубы с постоянным или переменным сечением наружной боковой поверхности и одностороннего фланца. На фиг.2 - прошивки заготовки.
Изготовление полых цилиндрических изделий по заявленному способу осуществляют следующим способом.
В исходном положении пресса (фиг. 1а) нагретый полый слиток 4 устанавливают на иглу 6 со стороны матрицы 2 и надвигают на него контейнер 5 до упора с матрицедержателем 1. Совместно с прижатым матрицедержателем и контейнером образуют замкнутую полость 3, по форме соответствующую фланцу изделия. В замкнутой полости 3 формируется фланец изделия 7 (фиг.1б). Затем между матрицей 2 и иглой 6 формируется сечение трубы изделия 9 (фиг.1в). Пресс-остаток 8 соответствующий по внутреннему диаметру диаметру иглы, а по наружному диаметру - диаметру втулки контейнера, остается на фланце изделия 7 и удаляется при механической обработке. При необходимости на трубе изделия формируется утолщение по наружному диаметру 10 с помощью проточки 11 (фиг.1г).
При прессовании изделия из сплошной заготовки (фиг.2а) нагретый слиток 12 устанавливают в контейнер 5, при этом матрицедержатель с установленной в нем заглушкой 13 прижат к контейнеру 5. Затем слиток прошивается прошивником 14, закрепленным на торце иглы 6, оставляя при этом непрошитую часть заготовки, так называемое "дно" заготовки, толщиной до 40 мм, затем удаляется заглушка, прижимается контейнер с заготовкой к матрицедержателю. Далее происходит процесс прессования, при котором прошивается "дно" заготовки, оформляется фланец 7 (фиг. 2б) в замкнутую полость 3. Далее между матрицей 2 и иглой 5 формируется сечение трубы изделия 9 (фиг.2в). Пресс-остаток удаляется при механической обработке.
Из изложенного выше описания предлагаемого изобретения "Способ изготовления полых цилиндрических изделий" следует, что изобретение позволяет получать методом прессования изделие монолитной конструкции, состоящее из трубы с постоянным или переменным сечением наружной боковой поверхности и одностороннего фланца, со стабильными и равнозначными механическими и теплопроводными свойствами по всему его объему. Прессование производят за один или два перехода на стандартном оборудовании с последующей механической обработкой.
Пример: Изготовлена изложница кристаллизатора вакуумной дуговой печи ДТВ - 8,7Г10, применяемая для плавки титана и его сплавов.
Геометрические размеры заготовки: наружный диаметр - 710 мм, длина - 950 мм, внутренний диаметр - 315 мм.
Геометрические размеры изложницы: внутренний диаметр - 485 мм, диаметр фланца - 1000 мм, длина - 4000 мм, толщина фланца - 70 мм, толщина стенки изложницы - 40 мм.
Материал - сплав БрХ0,8, полученный методом двойного переплава корпусов выработавших свой ресурс изложниц.
Изделие изготовлено методом прессования на горизонтальном гидравлическом прессе усилием 20000тс.
Режимы прессования: нагрев заготовки до температуры (940±10)oС, температура контейнера - (440±10)oС; скорость прессования - 19-30 мм/с.
Уровень механических свойств из прессованной заготовки значительно выше, чем из катанной плиты, так, по текучести в 1,4 раза, по прочности в 1,1-1,3 раза, по удлинению в 1,2 раза, по твердости в 1,29 раза и по ударной вязкости в 1,85 раза. Структура металла однородная по всему объему изделия.
Предлагаемая конструкция крупногабаритной изложницы кристаллизатора значительно повышает ее стойкость (количество плавок увеличивается в 1,4-1,6 раза), увеличивается также взрывобезопасность работы вакуумной дуговой печи за счет исключения сварных соединений, материал которых имеет пониженные механические и нестабильные теплофизические свойства относительно основного металла изделия.
Предложенный способ позволяет изготовить полые цилиндрические изделия, в т. ч. и крупногабаритные, с фланцем больше диаметра контейнера и последующим прессование трубы, наружный диаметр которой меньше диаметра контейнера при прямом прессовании и равен диаметру контейнера при выпрессовке трубы на пуансон, снизить трудозатраты, а также производить изделия, требующие стабильных механических и теплофизических свойств материала по всему его объему.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| КРУПНОГАБАРИТНАЯ ИЗЛОЖНИЦА КРИСТАЛЛИЗАТОРА ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 2001 |
|
RU2211868C1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191654C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЕЙ В СРЕДЕ АЗОТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189878C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 2002 |
|
RU2221660C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2000 |
|
RU2188727C2 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления полых цилиндрических изделий, состоящих из трубы с постоянным или переменным сечением наружной боковой поверхности и одностороннего фланца, в частности для изготовления крупногабаритных изложниц из медных сплавов для дуговых печей. Сущность: способ изготовления включает нагрев заготовки, подачу заготовки с осевым отверстием в контейнер, прессование цилиндрической части изделия в зазор между рабочим каналом матрицы и подвижной пресс-иглой постоянного или переменного с кольцевыми проточками сечения и последующее удаление пресс-остатка, а также формообразование фланца в полости, образованной торцом контейнера и матрицедержателем. Изобретение обеспечивает возможность формирования фланца, диаметр которого больше диаметра контейнера, и последующего прессования трубы, наружный диаметр которой меньше диаметра контейнера при прямом прессовании и равен диаметру контейнера при выпрессовке трубы на пуансон, и возможность получения монолитной конструкции со стабильными и равнозначными механическими и теплопроводными свойствами по всему объему изделия. 1 з.п.ф-лы, 2 ил.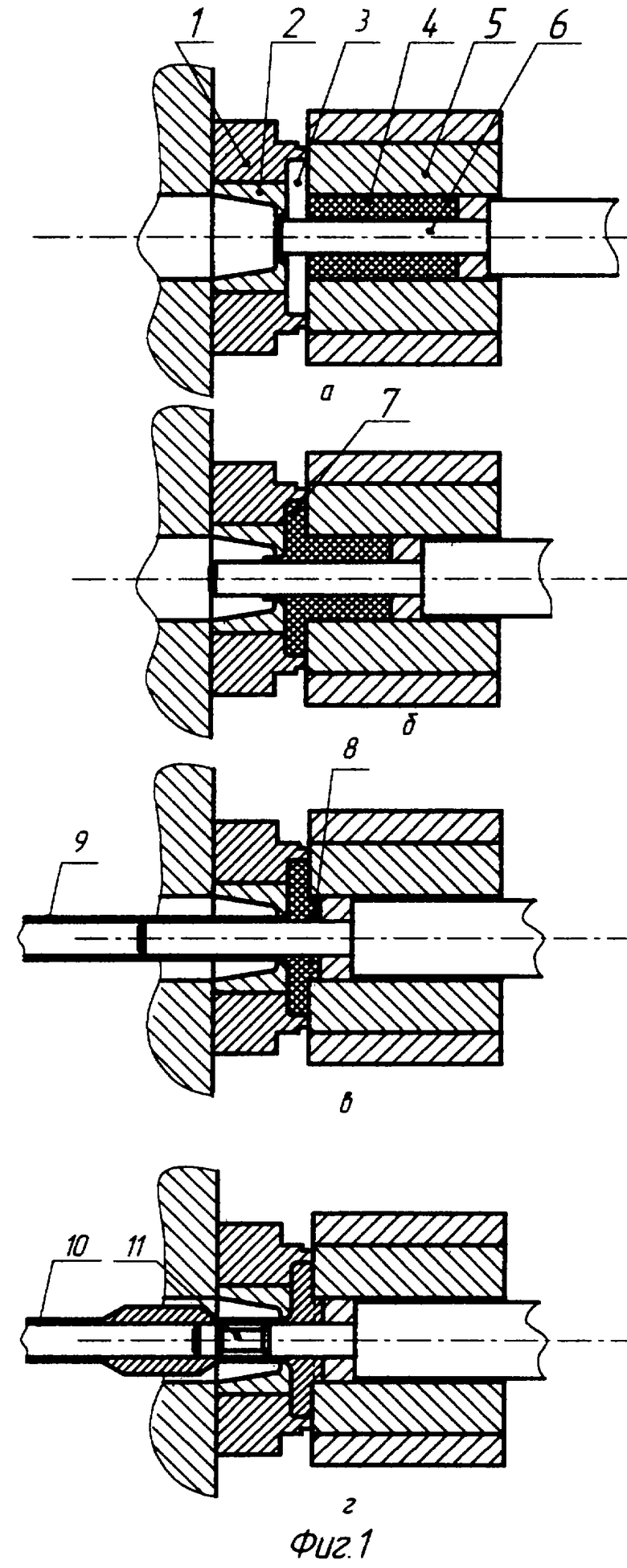
| ГРАМАРНИК Л.М., НАГАЙЦЕВ А.А | |||
| Прессование цветных металлов и сплавов | |||
| - М.: Металлургия, 1983, с.186 и 187 | |||
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| Способ прессования труб | 1974 |
|
SU504574A1 |
| JP 8150435, 11.06.1996 | |||
| JP 63030143, 08.02.1988. | |||

