Описываемое нзобретение относится к секционным нрессовыдувным стеклоформующим машинам, которые могут быть иопользованы на стекольных заводах, вьшускаюн1их тарную и сортовую -посуду, а также светотехническое стекло.
Известны секционные црессовыдувные стеклоформующие машины, содержашие расположенные на станине рабочие секции с черновыми и чистовыми формами, командоаппарат, механцзмы прессования и перемещения горловых колец, нривод и приемный транс.портер.
Целью описываемого изобретения является повышение производительности и снижение длины стеклоформующей .
Достигается это тем, что каждая рабочая секцця выполнена с держателями горловых колец, совершающими линейные поступательно-возвратные движения ВДОЛЬ оси расположення черновых и чистовых форм, имеющих конические гнезда. Прессующцй механизм снабжен црижимным кольцом, установленным на налравляющнх, скользящих во втулках, запрессованных в корпусе лрессующего цилиндра.
ны, на которой расположены раоочие секции с черновыми и чистовыми формами, командоаппарата, механизма прессования и перемещения горловых колец, привода и приемного транспортера.
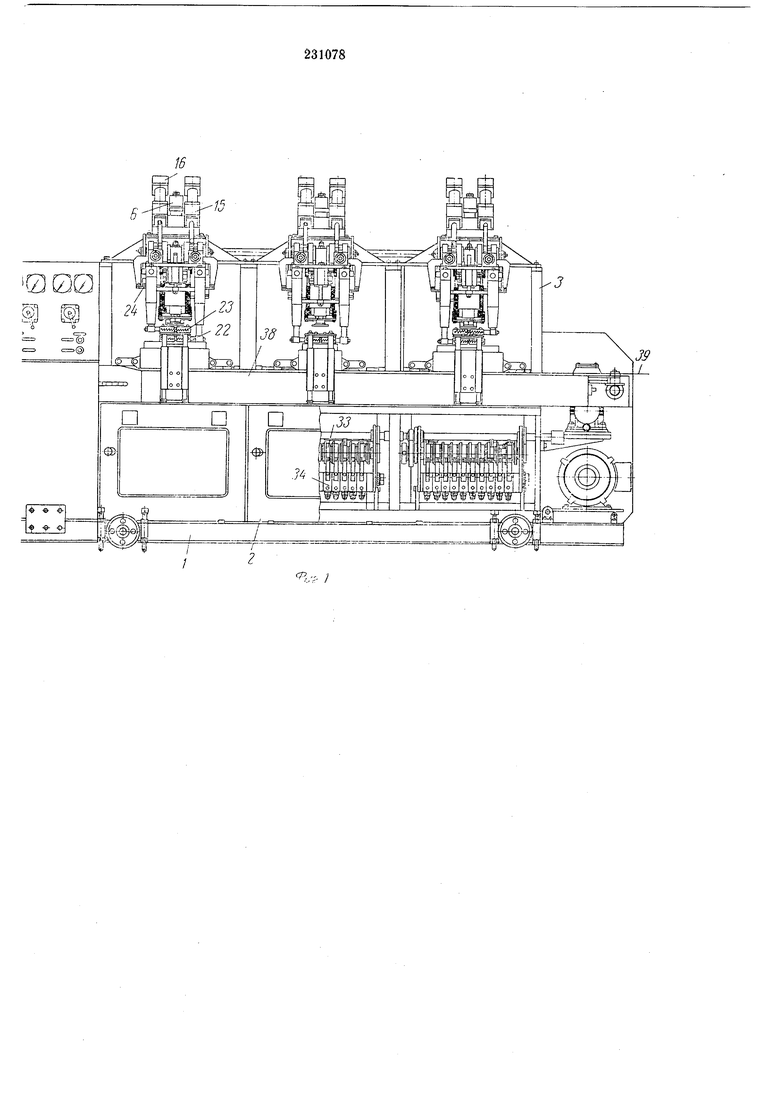
Станина, на которой монтируются все узлы и детали машины, включает в себя раму /. основание 2, стойки 3 и траверсы 4 и 5.
Механизм прессования горловых колец состоит из одного прессующего цилиндра 6 или двух (в зависимости от того, в двухместных или одноместных формах нроизводят выработку изделия). На щтоке цилиндра крепят пуансон 7 и планку 8. Прессующий механизм снабжен прижимным кольцом Я установленным на направляющих 10, скользящих во втулках, запрессованных в корпусе прессующего цилиндра б. Прижимное кольцо 9 планКой 8 через пружины // прижимает втулками горловое кольцо 12 к форме. Для охлаждения цуансона 7 через планку 8 и шток цилиндра 1нодают воздух.
Каждая рабочая секция состоит из двух держателей 13 горловых колец, которые по круглым нанравляющим 14 перемещаются вдоль секции. Перемещение каждого держателя осуществляется двумя гидроцилиндрами 15 и 16 через рейку 17, шестерни 18 и рейку, закрепленную на держателе. Для сокращения длины рейки введена дополнительно
приводная шестерня 19. Горловые кольца 12 крепят в конических гнездах планок 20 и 21, .перемещающихся по пальцам 22 и стянутых пружинами 23. Для обеспечения возврата горловых колец на позицию черновых форм они, для прохода над вторыми горловыми .кольцами, поднимаются и скользят по планке 24.
Одна или две черновые формы 25 крепятся на каретке 26, скользящей по направляющим 27. Подъем и опускание каретки 26 производятся цилиндром 28. Весь узел смонтирован на плите 29. Для закрывания и раскрывания чистовых форм 30, скользящих по направляющим 31, применена рычажная система 32. Командоаппарат состоит из барабана с регулируемыми кулачками 33, блока с золотниками 34 .и синхронной разъединительной муфты.
Работа секционной прессовыдувной стеклоформующей мащнпы осуществляется следующим образом.
Капли стекломассы по лоткам подаются в черновые формы 25, после чего л.отки отводятся, и с цозиции съема держатель 13 с горловыми кольцами 12 перемещается на позицию черновых форм и опускает горловые кольца. Одно1временно черновые формы поднимаются вверх до горловых колец, пуансоны 7 опускаются, прессуя пульки. После окончания прессования пуансоны .поднимаются вверх, а черновые формы опускаются, освобождая отформованную пульку.
Цилиндр 16 перемещает горловые кольца с пулькой на позицию чистовых форм, дальнейший ход горловых колец ограничивается цилиндром 35. Чистовые формы 36 закрываются, сверху нодводятся дутье.вые головки 37 и происходит выдувка изделия. Одновременно к черновым формам (Подводятся лотки, и капли стекломассы снова подаются в черно вые фор|МЫ.
Дутьевые головки поднимаются, и второй держатель с горловыми кольцами перемещается на позицию черновых форм, на которой в описанной .выше последовательности лроисходит формовка пульки.
После выдержки стеклоизделия чистовые формы раскрываются, полость цилиндра 35 соединяется со сливом и держатель 13 с горловыми кольцами, и изделие перемещается
на позицию съема.
Горловые кольца раскрываются, изделия подают на транспортер 38, с которого с помощью диска 39 затем передают на промежуточный транспортер, подающий изделия в
печь отжига. Держатель с горловыми кольцами поднимается вверх и тем самым снова подготовлен для .перемещения на позицию черновых форм. В то же время второй держатель с горловыми кольцами и пулькой перемещается на позицию чистовых форм, и цикл повторяется.
Предмет изобретения
Секционная прессовыдувная стеклоформующая машина, содержащая расположенные на станине рабочие секции с черновыми и чистовыми формами, командоаопарат, механизмы прессовапия и перемещения горловых колец, привод и приемный транспортер, отличающаяся тем, что, с целью повыщения производительности, снижения длины мащины, каждая рабочая секция выполнена с держателями горловых колец, совершающими линейные поступательно-возвратные движения вдоль оси расположения черновых и чистовых форм, имеющих конические гнезда, а прессующий механизм снабжен прижимным кольЦОМ, установленным на направляющих, скользящих во втулках, запрессованных в корпусе прессующего цилиндра.
3d
иг 
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| Прессующее устройство стеклоформующей машины | 1985 |
|
SU1276632A2 |
| Г. А. А. Н. Орлов и Я. И. Ермаков•CHahijrAv | 1967 |
|
SU191065A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Устройство для формования полых изделий из стекломассы | 1978 |
|
SU1011044A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024438C1 |
| Устройство для изготовления полых стеклоизделий | 1977 |
|
SU737366A1 |