Данное изобретение относится к способу формования пресс-формы с использованием сухих смесей агрегатных материалов и связующих веществ. Сухая смесь способна предотвращать образование нежелательного газа, вызываемое нагретым связующим веществом, и возникновение неприятного запаха и биоопасности для людей в процессе формования пресс-формы (например, стержневой формы) либо в последующем процессе заливки расплавленного металла в стержневую форму.
Известные связующие вещества, применяемые для связывания зерен песка, включают множество связующих на неорганической или органической основе. Как правило, пресс-форму, состоящую из затвердевших зерен песка с таким связующим веществом, используют в качестве стержневой формы. Подобную стержневую форму помещают в выемку для отливки с целью получения изделия таким образом, чтобы стержневая форма образовывала контурную поверхность, придаваемую внутренней поверхности отливаемого изделия. Одним из примеров известных связующих веществ является фенолоформальдегидная смола.
Одним из известных способов формования пресс-формы является способ формования в оболочковой форме, описанный в ранее опубликованном японском патенте №10-193033. В этом способе используют покрытую связующим веществом формовочную смесь, загружаемую в нагретую металлическую пресс-форму вдуванием. Затем связующее вещество, покрывающее загруженную формовочную смесь, отверждают при помощи теплоты, выделяемой пресс-формой.
В другом известном способе формования пресс-формы, описанном в ранее опубликованном японском патенте №55-8328, раскрыто применение растворимого в воде связующего вещества. Этот способ включает замораживание смеси, содержащей растворимое в воде связующее вещество, воду и формовочную смесь, при их перемешивании.
Замороженную смесь загружают в предварительно нагретую пресс-форму при помощи вдувания. Затем загруженную смесь сушат, таким образом отверждая ее.
Упомянутый способ прессования, описанный в ранее опубликованном японском патенте №10-193033, включает применение связующего вещества, образующего летучие газы, такие как газообразный формальдегид, газообразный фенол и газообразный аммоний, во время термического отверждения связующего вещества при помощи теплоты, выделяемой металлической пресс-формой. Летучие газы вызывают возникновение неприятного запаха и биоопасности для человека.
Стержневая форма для получения пресс-формы часто содержит связующее вещество на основе карбамидофенолоформальдегидной смолы или фенолоформальдегидной смолы. Заливка расплавленного металла сплава из железа или легкого металла в такую собранную пресс-форму способствует нагреванию связующего вещества, которое, в свою очередь, становится летучим или разлагается, выделяя газы, вызывающие образование пустот в залитом расплавленном металле.
Обычное использование стержневой формы со связующим на основе смолы для отливки не содержащего железа сплава, например алюминиевого сплава, приводит к недостаточной летучести или разложению связующего на основе смолы, поскольку температура заливаемого в пресс-форму расплавленного металла составляет около 700°С. Это может вызвать трудности при удалении стержневой формы из охлажденного и отвержденного расплавленного металла. Недостаточно удаленную стержневую форму необходимо встряхивать или подвергать повторному нагреванию таким образом, чтобы отвержденный расплавленный металл, в свою очередь, обеспечил летучесть или разложение связующего вещества для его удаления.
Упомянутый способ прессования, описанный в ранее опубликованном японском патенте №55-8328, включает замораживание смеси растворимого в воде связующего вещества, воды и формовочного песка. Это приводит к концентрации кремнистого песка в дутьевой головке в виде камней или комков при загрузке замороженной смеси в металлическую пресс-форму. Такое явление может также происходить в интервале между двумя последовательными циклами загрузки. Это вызывает трудности при непрерывной подаче смеси из дутьевой головки в пресс-форму. На самом деле, такой вид прессования еще не применялся на практике.
При попадании стержневой формы с растворимым в воде связующим веществом в окружающую среду с высокой влажностью такое связующее, как правило, абсорбирует воду, и его связующая сила уменьшается, вызывая деформацию стержневой формы. В результате стержневая пресс-форма может потерять свою конфигурацию. Даже такая стержневая форма может быть использована для прессования, при этом влага в ней нагревается и испаряется при заливке расплавленного металла в стержневую форму. Образующиеся пары вызывают образование пустот в залитом расплавленном металле.
Настоящее изобретение касается способа формования пресс-формы, способной устранить вышеуказанные недостатки.
Первой задачей настоящего изобретения является обеспечение способа формования пресс-формы с использованием сухой смеси агрегатного материала, не вызывающей образования газа, имеющего неприятный запах, или представляющей опасность для людей во время нагревания связующего вещества.
Второй задачей настоящего изобретения является обеспечение способа формования пресс-формы, обеспечивающего достаточную и точную загрузку агрегатного материала, содержащего связующее вещество и формовочную смесь, в формовочное пространство.
Третьей задачей настоящего изобретения является обеспечение способа формования, в котором стержневая форма, полученная из смеси агрегатного материала, содержащего формовочную смесь и связующее вещество, способна сохранять свою конфигурацию даже в окружающей среде с высокой влажностью.
Четвертой задачей настоящего изобретения является обеспечение стержневой формы для прессования алюминиевого сплава. Такая стержневая форма может быть легко удалена из охлажденного расплавленного металла и может обеспечить получение качественного изделия. Подобную стержневую форму для прессования алюминиевого сплава можно получить, применяя способ формования в соответствии с настоящим изобретением.
Пятой задачей настоящего изобретения является обеспечение стержневой формы для прессования металла, представляющего собой железный сплав, медный сплав и т.д. и имеющего более высокую температуру в расплавленном состоянии, чем температура алюминиевого сплава, заливаемого в пресс-форму. Такую стержневую форму можно получить, применяя способ формования в соответствии с настоящим изобретением, но нанося на ее поверхность раствор для опрыскивания.
Согласно первому варианту осуществления изобретения обеспечивается способ формования пресс-формы, включающий следующие стадии:
a) смешивание агрегатных материалов, одного или нескольких видов связующего вещества, растворимого в воде при температурах окружающей среды, и воды для получения смеси,
b) первое выпаривание влаги из смеси во время указанной стадии смешивания таким образом, чтобы смесь оказалась высушенной и имела однозернистую структуру,
c) добавление к сухой смеси дополнительного количества воды для формование прессовочного материала для получения пресс-формы с сухой смесью, причем дополнительное количество воды имеет нормальную температуру, а сухая смесь имеет температуру окружающей среды,
d) замораживание сухой смеси с дополнительным количеством воды для сохранения однозернистой структуры смеси,
e) загрузку замороженной смеси в формовочное пространство,
f) второе выпаривание влаги из загруженной смеси для отверждения загруженной смеси для получения пресс-формы из отвержденной смеси, и
д) удаление полученной пресс-формы из формовочного пространства.
При этом растворимое в воде авизующее вещество представляет собой поливиниловый спирт или его производное, или α-крахмал или декстрин или его производное, либо то и другое вместе.
Предпочтительно указанная смесь содержит от 0,1 до 5,0 мас.% растворимого в воде связующего вещества в расчете на общую массу агрегатного гранулированного материала, а указанная сухая смесь дополнительно включает смазывающее вещество.
В способе формования согласно изобретению количество замороженной смеси, полученной на стадии замораживания а), превышает или равно количеству замороженной смеси, загружаемой за один раз в формовочное пространство на следующей стадии загрузки е), причем стадия замораживания включает перемешивание смеси в емкости в таких условиях, при которых замороженная влага в смеси не оттаивает.
При этом на стадии смешивания а) поперечно-сшивающий агент или его водный раствор, способный обеспечить поперечное сшивание, дополнительно смешивают с растворимым в воде связующим веществом, причем стадия b) первого выпаривания предотвращает реакцию поперечного сшивания между растворимым в воде связующим веществом и поперечно-сшивающим агентом.
Предпочтительно растворимое в воде связующее вещество или раствор растворимого в воде связующего вещества представляет собой карбоновое соединение, которое выбирают из группы, включающей щавелевую кислоту, малеиновую кислоту, янтарную кислоту, лимонную кислоту, бутан-тетракарбоновую кислоту, сополимер простого метилвинилового эфира и малеинового ангидрида и сополимер изобутилена и малеинового ангидрида.
Способ формования дополнительно включает стадию осуществления поперечно-сшивающей реакции между растворимым в воде связующим веществом и поперечно-сшивающим агентом до или после стадии удаления g).
Предпочтительно пресс-форма представляет собой стержневую форму для отливки алюминиевого сплава.
Способ формования дополнительно включает стадию нанесения на поверхность пресс-формы раствора для опрыскивания для формования стержневой формы.
Согласно второму варианту осуществления изобретения обеспечивается способ формования пресс-формы, включающий следующие стадии:
a) смешивание агрегатных материалов, одного или нескольких видов связующего вещества, растворимого в воде при температурах окружающей среды, и воды для получения смеси,
b) первое выпаривание влаги из смеси во время указанной стадии смешивания таким образом, чтобы смесь оказалась высушенной и имела однозернистую структуру,
c) добавление к сухой смеси дополнительного количества воды,
d) перемешивание сухой смеси с дополнительным количеством воды для ее вспенивания для формования прессовочного материала для получения пресс-формы из сухой смеси,
e) загрузку вспененной смеси в формовочное пространство,
f) второе выпаривание влаги из загруженной смеси для отверждения загруженной смеси для получения пресс-формы из отвержденной смеси, и
g) удаление полученной пресс-формы из формовочного пространства.
Согласно настоящему изобретению, агрегатные гранулы включают одно или несколько следующих соединений: диоксид кремния, алюминиевая формовочная смесь, оливиновая формовочная смесь, хромитовая формовочная смесь, цирконовая формовочная смесь, муллитовая формовочная смесь и т.д.
Способ прессования согласно настоящему изобретению может быть легко осуществлен при помощи средства для удаления стержневой формы, прессуемой в сухом агрегатном материале вместе с растворимым в воде связующим веществом в соответствии с настоящим изобретением. Это объясняется тем, что растворимое в воде связующее вещество может быть легко превращено в летучее или растворимое вещество при заливке расплавленного металла в стержневую форму.
Растворимое в воде связующее вещество предпочтительно обладает способностью превращаться в растворимое в воде вещество при температуре окружающей среды. Если агрегатный гранулированный материал покрыт таким желательным растворимым в воде связующим веществом, то связующее вещество может быть смешано с водой без нагревания. И наоборот, растворимое в воде связующее вещество, не обладающее способностью превращаться в растворимое в воде вещество при температуре окружающей среды, не может действовать как связующее вещество без нагревания, поскольку для смешивания с водой его необходимо нагреть. Расход энергии и времени, необходимый для нагревания смеси, увеличивается при замораживании и отверждении смеси, поэтому смесь имеет однозернистую структуру.
Растворимое в воде связующее предпочтительно представляет собой по меньшей мере поливиниловый спирт или его производное, либо по меньшей мере крахмал или его производное, либо то и другое вместе. Примеры производного поливинилового спирта включают радикал уксусной кислоты, карбоксильную группу, бутиратную группу, силаноловую группу и т.д. Крахмал может быть получен из картофеля, кукурузы, тапиоки, пшеницы и т.д. Примером производного крахмала является этерифицированный простым или сложным эфиром крахмал либо поперечно-сшивающий крахмал. Ни термопластический крахмал, ни привитой крахмал не подходят для настоящего изобретения, потому что их прочность недостаточна для использования в качестве связующего вещества.
Растворимое в воде связующее вещество, применяемое в соответствии с настоящим изобретением, является легкодоступным. Особенно коммерчески доступным по низкой цене является крахмал.
Смесь предпочтительно содержит от 0,1 до 5,0 мас.% растворимого в воде связующего вещества в расчете на общую массу (т.е. 100 мас.%) агрегатного гранулированного материала. Содержание менее 0,1 мас.% растворимого в воде связующего вещества вызывает недостаточную прочность заготовки. Содержание более 5 мас.% растворимого в воде связующего вещества вызывает образование больших комков в процессе сохранения однозернистой структуры замороженной смеси, поэтому для удовлетворительного осуществления такого процесса требуются силы и время. Кроме того, полученная пресс-форма имеет излишнюю прочность.
К влажной смеси, не содержащей поперечно-сшивающего агента, предпочтительно добавляют заранее установленное количество воды таким образом, чтобы суммарное содержание влаги в растворимом в воде связующем веществе и дополнительной воде составляло практически около 5-30 мас.% в расчете на общую массу агрегатного гранулированного материала. Заранее установленное количество воды предпочтительно добавляют к влажной смеси, содержащей поперечно-сшивающий агент, таким образом, чтобы суммарное содержание влаги в растворе растворимого в воде связующего вещества и поперечно-сшивающего агента составляло около 5-30 мас.% в расчете на общую массу агрегатного гранулированного материала. Смесь с низким содержанием воды вызывает неравномерность покрытия агрегатного материала связующим веществом. При использовании смеси с высоким содержанием воды требуется время для ее сушки.
Влага может быть досуха выпарена из влажной смеси в результате применения тепла, декомпрессии или отверждения воздухом.
Один из способов нагревания влажной смеси с целью выпаривания влаги включает применение смесителя формовочной смеси для перемешивания агрегированного гранулированного материала, раствора растворимого в воде связующего вещества и воды с одновременным воздействием на перемешиваемую смесь нагретым воздухом, имеющим температуру около 100°С, подаваемым из нагревателя для воздуха в течение около 10 минут.
Одним из способов декомпрессии влажной смеси с целью выпаривания влаги является воздействие на влажную смесь давлением 0,01 МПа в ванне с температурой, регулируемой на уровне 25°С.
Для отверждения влажной смеси воздухом может быть использован нагретый и сжатый воздух.
На агрегатные гранулы сухой смеси в соответствии с настоящим изобретением наносят покрытие из растворимого в воде связующего вещества.
Конечное содержание воды в сухой смеси в соответствии с настоящим изобретением предпочтительно составляет менее приблизительно 1,0 мас.% в расчете на общую массу смеси.
Смазывающее вещество, применяемое в настоящем изобретении, предотвращает концентрацию зерен в дутьевой головке во время интервалов между предыдущим и последующим циклами вдувания. Поэтому может быть осуществлено по существу непрерывное вдувание, обеспечивающее загрузку в формовочное пространство стабильной смеси с высокой плотностью.
Примеры смазывающего вещества, которое может быть использовано в соответствии с настоящим изобретением, включают невосковой парафин, такой как жидкий парафин, а также соли стеариновой кислоты, такие как стеарат кальция, стеарат цинка или стеарат магния. Смазывающее вещество добавляют к смеси до или после ее замораживания, чтобы избежать затруднений при получении и сохранении однозернистой структуры. Для обеспечения более высокой эффективности смазывающего вещества его предпочтительно добавляют к смеси после ее замораживания.
Если в качестве смазывающего вещества применяют стеарат кальция, то его содержание в смеси составляет приблизительно от 0,01 до 0,1 мас.% в расчете на общую массу агрегатного гранулированного материала.
Согласно вышеописанному способу формования, в котором сухая смесь содержит поперечно-сшивающий агент, обеспечивающий реакцию поперечного сшивания между поперечно-сшивающим агентом и растворимым в воде связующим веществом, указанный агент нагревают, вызывая реакцию поперечного сшивания, чтобы усилить прочность связывания агрегатных зерен растворимым в воде связующим веществом. Это предотвращает взаимодействие между растворимым в воде связующим веществом и молекулами воды, поэтому пресс-форма, прессуемая из сухой смеси, способна легко сохранять свои характеристики даже в окружающей среде с высокой влажностью.
При более сильном нагревании растворимого в воде связующего вещества и поперечно-связывающего агента во время стадии нагревания влажной смеси с целью выпаривания из нее влаги для получения сухой смеси, превышающем пороговую температуру, вызывающую быструю реакцию поперечного сшивания между ними, происходит нежелательная реакция поперечного сшивания. В данном случае прессованная пресс-форма неэффективна при поперечном сшивании, поскольку на последующих стадиях не происходит реакции поперечного сшивания. Таким образом, растворимое в воде связующее вещество и поперечно-сшивающий агент не должны подвергаться нагреванию, превышающему пороговый уровень.
Если в качестве поперечно-сшивающего агента применяют бутан-тетракарбоновую кислоту, она должна быть нагрета до температуры ниже точки ее плавления, т.е. 180°С. В качестве не ограничивающих примеров, поперечно-сшивающий агент, применяемый в соответствии с настоящим изобретением, представляет собой альдегид, такой как глиоксал; соединение N-метилола, такое как N-метилолмочевина или N-метилолмеламин; карбоновое соединение, такое как щавелевая кислота, малеиновая кислота, янтарная кислота, бутан-тетракарбоновая кислота или сополимер простого метилвинилового эфира и малеиновой кислоты; эпоксисоединение; активированное виниловое соединение; диизоцианат; комплексообразующий агент и т.д.
Одним из примеров эпоксисоединения является эпихлоргидрин.
Примеры диизоцианата включают гексаметилендиизоцианат, дифенилметан-4 и 4-трилендиизоцианат.
Примеры комплексообразующего агента включают Cu, В, Al, Ti, Zr, Sn, V или Cr. Поскольку комплексообразующий агент включает в агрегатном материале аккумулированный металл, он не подходит для рециркулируемых зерен агрегатного материала.
Один из желательных поперечно-сшивающих агентов, т.е. указанное карбоновое соединение, способен действовать в качестве сложной эфирной связи, поскольку он снижает образование отравляющего газа во время процессов прессования и заливки.
Количество добавляемого поперечно-сшивающего агента составляет от 5 до 50 мас.% в расчете на общую массу растворимого в воде связующего вещества. При количестве поперечно-сшивающего агента менее 5 мас.% в расчете на общую массу растворимого в воде связующего вещества эффективность реакции поперечного сшивания оказывается недостаточной, вследствие чего пресс-форма не обладает нужной прочностью в окружающей среде с высокой влажностью. При количестве поперечно-сшивающего агента более 50 мас.% в расчете на общую массу растворимого в воде связующего вещества прочность по существу такая же, как и при использовании 50 мас.% поперечно-сшивающего агента в расчете на общую массу растворимого в воде связующего вещества, хотя пресс-форма и обладает достаточной прочностью в окружающей среде с высокой влажностью. Поэтому добавление более 50 мас.% поперечно-сшивающего агента является дорогостоящим и поэтому нежелательным.
Поперечно-сшивающий агент применяют в виде раствора. Например, может быть использовано около 20 мас.% раствора бутан-тетракарбоновой кислоты или раствор сополимера простого метилвиниливого эфира и малеиновой кислоты.
Сухая смесь, используемая в способе формования согласно настоящему изобретению, содержит от 0,5 до 10,0 мас.% воды в расчете на общую массу (т.е. 100%) сухой смеси. Дополнительное количество воды в смеси распределяют в растворимом в воде связующем веществе и выпаривают во время стадии прессования. Затем полученное связующее вещество отверждает агрегатные зерна. Вода, присутствующая в количестве менее 0,5 мас.%, вызывает слишком высокую вязкость растворимого в воде связующего вещества, понижая прочность связи связующего вещества с агрегатными зернами. В данном случае полученная пресс-форма имеет недостаточную прочность. Присутствие более 10 мас.% дополнительной воды вызывает образование пустот в пресс-форме из-за воды, выпариваемой во время стадии прессования, и таким образом снижает ее прочность. Кроме того, поскольку избыток воды требует дополнительной энергии и времени для нагревания смеси, он является дорогостоящим и, таким образом, нежелательным.
Реакция поперечного сшивания может быть осуществлена после или до удаления готовой пресс-формы из формовочного пространства. При ее осуществлении до удаления готовой пресс-формы из формовочного пространства цикл процесса прессования удлиняется. Если такой удлиненный цикл вызывает производственные проблемы, то реакция поперечного сшивания может быть осуществлена после удаления готовой пресс-формы из формовочного пространства.
Продолжительность реакции поперечного сшивания после или до удаления готовой пресс-формы из формовочного пространства составляет, например, около 40 минут при температуре окружающей среды 220°С, или около 20 минут при температуре окружающей среды 250°С, или более короткое время при более высокой температуре окружающей среды.
Согласно способу формования в соответствии с настоящим изобретением сухую смесь с дополнительным содержанием воды замораживают таким образом, что она приобретает однозернистую структуру. Полученная смесь может быть тщательно и в достаточном количестве загружена в формовочное пространство.
Термин «однозернистая структура» означает такое состояние, при котором отдельные зерна или комки концентрированных зерен агрегатного материала, имеющие размеры, позволяющие тщательно и в достаточном количестве загружать их в формовочное пространство, равномерно распределены в пространстве.
Согласно способу формования в соответствии с настоящим изобретением сухую смесь с дополнительным содержанием воды замораживают, придавая ей однозернистую структуру, в которой поверхности агрегатных зерен покрыты раствором замороженного связующего вещества. Раствор замороженного связующего вещества представляет собой водный раствор, в котором связующее вещество, покрывающее поверхность агрегатных зерен, растворяется в воде.
Для сохранения однозернистой структуры замороженной смеси необходимо перемешивать смесь в мешалке, снабженной перемешивающими лопастями, при температуре ниже 0°С, или перемешивать смесь при помощи сжатого газа, такого как воздух, при низких температурах, например, от -20 до -30°С и ниже. При использовании дутьевого способа прессования в форме с сохранением однозернистой структуры может быть легко осуществлена следующая загрузка дутьем.
Согласно одному из вариантов способа формования в соответствии с настоящим изобретением смесь с дополнительным количеством воды перемешивают, вызывая ее вспенивание, а затем вспененную смесь загружают в формовочное пространство. Смесь перемешивают для распределения в ней вспененного воздуха. Это вызывает желательное псевдоожижение смеси при ее загрузке в формовочное пространство при повышенном давлении, устраняя необходимость использования смазывающего вещества. При таком способе формования пена, распределенная в смеси перемешиванием, и влага, содержащаяся в связующем веществе, концентрируются в центральной части пресс-формы под воздействием тепла, выделяемого металлической пресс-формой. Таким образом, центральная часть пресс-формы имеет низкую плотность загруженной смеси, поэтому количество связующего вещества в центральной части снижается. Следовательно, количество газа, образующегося в результате разложения связующего вещества, может быть снижено, поэтому он может быть легко удален благодаря пористости пресс-формы.
Перемешивание, вызывающее вспенивание смеси, может быть осуществлено при помощи мешалки, равномерно распределяющей образующуюся пену в смеси. Время, достаточное для перемешивания смеси, составляет всего около одной минуты.
Стержневую форму для отливки согласно данному изобретению получают способом формования в соответствии с настоящим изобретением. При использовании стержневой формы согласно данному изобретению для отливки сплавов цветных металлов, таких как алюминиевый сплав, расплавленный металл сплава, имеющий температуру около 700°С, которая ниже температуры железного материала, составляющей 1400°С, выливают в пресс-форму, при этом растворимое в воде связующее вещество в соответствии с настоящим изобретением может улетучиваться или растворяться при температуре около 700°С. Стержневая форма может быть затем легко удалена из отлитого изделия после охлаждения расплавленного металла. Поверхность стержневой формы в соответствии с настоящим изобретением опрыскивают специальным раствором, способствующим отливке железного материала, из которого форма может быть легко удалена. Примеры растворов для опрыскивания форм включают растворы для опрыскивания форм на основе этанола, воды и т.д.
Загрузка смеси в соответствии с настоящим изобретением в формовочное пространство включает вдувание, повышение давления, всасывание путем понижения давления в формовочном пространстве и т.д.
Выпаривание влаги из загруженной в формовочное пространство смеси включает передачу тепла из нагретой металлической пресс-формы, образующей формовочное пространство, обработку смеси нагретыми парами или микроволнами и применение вакуума, в который помещают смесь. Такое выпаривание также при необходимости включает отверждение формовочного пространства воздухом.
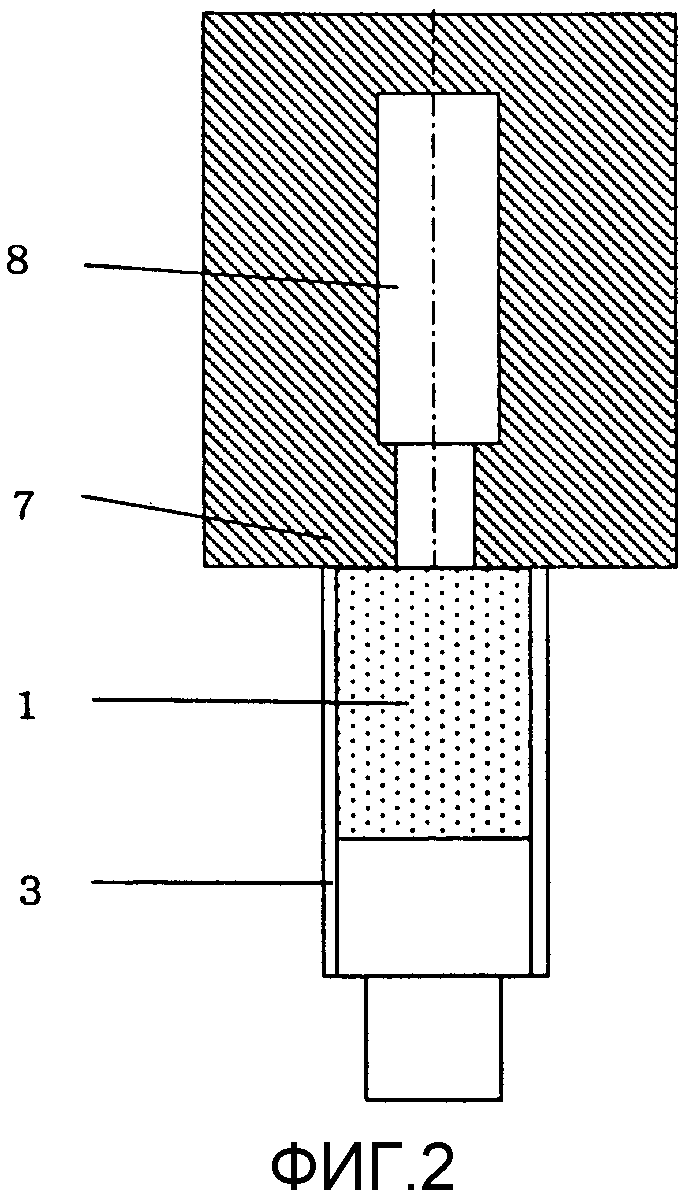
На фиг.1 изображен схематический вид в вертикальном разрезе формовочной машины для осуществления одного из способов формования в соответствии с настоящим изобретением.
На фиг.2 изображен схематический вид в вертикальном разрезе формовочной машины для осуществления другого способа формования в соответствии с настоящим изобретением.
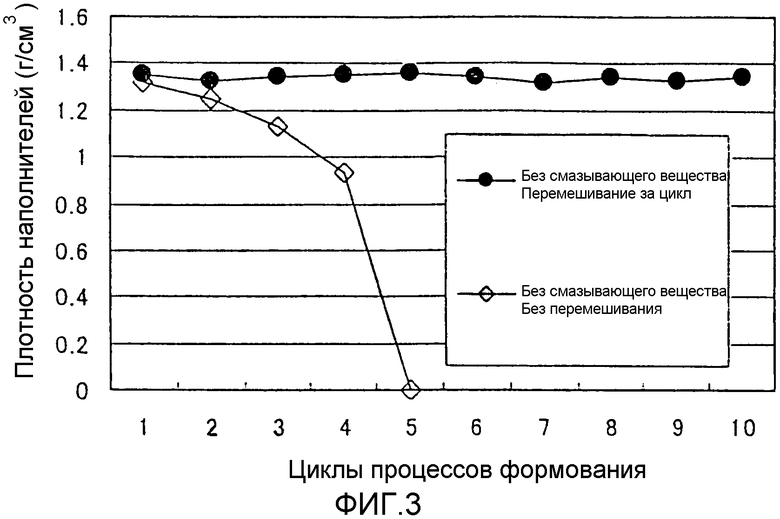
На фиг.3 показано графическое изображение измеренных плотностей смесей агрегатных материалов в полости после перемешивания и без перемешивания.
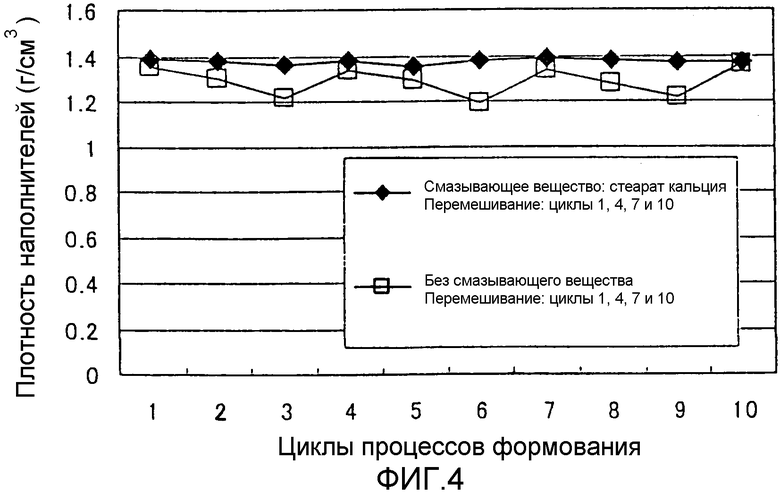
На фиг.4 показано графическое изображение измеренных плотностей смесей агрегатных материалов, содержащих и не содержащих смазывающее вещество, в полости с одним перемешиванием на три цикла загрузки смеси дутьем.
Ниже способы формования пресс-форм в соответствии с настоящим изобретением описаны в деталях.
Согласно одному варианту получения смеси, т.е. 100% агрегатного гранулированного материала, смешивают раствор растворимого в воде связывающего вещества в количестве от 0,1 до 5,0 мас.% в расчете на общую массу агрегатного гранулированного материала и заранее установленное количество воды. Количество дополнительной воды определяют таким образом, чтобы общее количество дополнительной воды и водного компонента в растворе связывающего вещества составляло от 5 до 30% в расчете на общую массу агрегатного гранулированного материала. Затем влагу из смеси выпаривают и удаляют, подвергая смесь сушке горячим воздухом. Это приводит к получению сухой смеси, в которой поверхность агрегатного гранулированного материала покрыта растворимым в воде связующим веществом.
Согласно другому варианту получения смеси, т.е. 100% агрегатного гранулированного материала, смешивают раствор растворимого в воде связывающего вещества в количестве от 0,1 до 5,0 мас.% в расчете на общую массу агрегатного гранулированного материала, около 20 мас.% раствора поперечно-сшивающего агента (содержащего поперечно-сшивающий агент в количестве от 5 до 50% в расчете на общую массу растворимого в воде связующего вещества) в расчете на общую массу агрегатного гранулированного материала и заранее установленное количество воды. Количество дополнительной воды определяют таким образом, чтобы общее содержание дополнительной воды и водного компонента в растворе связывающего вещества составляло от 5 до 30% в расчете на общую массу агрегатного гранулированного материала. Затем влагу из смеси выпаривают и удаляют, подвергая смесь сушке горячим воздухом. В свою очередь, затем получают сухую смесь. В полученной сухой смеси поверхность агрегатных гранул покрыта растворимым в воде связующим веществом, содержащим поперечно-сшивающий агент.
Далее согласно одному варианту осуществления изобретения один из способов формования в соответствии с настоящим изобретением описан со ссылкой на фиг.1. От 0,5 до 10,0 мас.% воды добавляют при перемешивании к 100 мас.% сухой смеси, полученной согласно первому варианту получения смеси. Затем сухую смесь с дополнительным количеством воды смешивают при помощи миксера в морозильной камере с температурой, регулируемой на уровне от -20 до -30°С с целью замораживания и отверждения смеси таким образом, чтобы она приобрела однозернистую структуру. Определенное количество смеси временно хранят в дутьевой головке 2. Количество смеси превышает заранее установленное количество смеси, загружаемое за один раз в полость 8 металлической пресс-формы 7 для получения пресс-формы. Временно хранящуюся смесь затем перемешивают при помощи перемешивающих лопастей 5 для поддержания однозернистой структуры в смеси в таком состоянии, при котором замороженная влага в смеси не оттаивает. Затем опускают цилиндр 3, закрывая дутьевую головку уплотнением 4, находящимся на дистальном конце цилиндра 3. Затем смесь 1 загружают, вдувая ее вместе со сжатым воздухом, подаваемым через впускную трубку 6, прикрепленную к дутьевой головке, в полость 7 металлической пресс-формы 8, расположенной под дутьевой головкой 2. Температуру металлической пресс-формы 8 поддерживают на таком уровне, чтобы она была выше температуры, при которой испаряется вода, но ниже температуры, при которой растворимое в воде связующее вещество быстро разлагается. Такой интервал температур предпочтительно составляет от 150 до 250°С. Затем влагу из загруженной смеси выпаривают, отверждая смесь. В свою очередь, готовую пресс-форму удаляют из полости 8 металлической пресс-формы 7.
От 0,5 до 10,0 мас.% воды добавляют при перемешивании к 100 мас.% сухой смеси, полученной согласно другому варианту получения смеси. Затем сухую смесь с дополнительным количеством воды смешивают при помощи миксера, одновременно замораживая ее газообразным азотом, имеющим температуру ниже -30°С, с целью отверждения смеси таким образом, чтобы она приобрела однозернистую структуру. Определенное количество смеси временно хранят в дутьевой головке 2. Количество смеси превышает заранее установленное количество смеси, загружаемое за один раз в полость 8 металлической пресс-формы 7. Временно хранящуюся смесь затем перемешивают при помощи перемешивающих лопастей 5 для поддержания однозернистой структуры в смеси в таком состоянии, при котором замороженная влага в смеси не оттаивает. Затем опускают цилиндр 3, закрывая дутьевую головку уплотнением 4, находящимся на дистальном конце цилиндра 3. Затем смесь 1 загружают, продувая сжатый воздух, подаваемый через впускную трубку 6, прикрепленную к дутьевой головке, в полость 7 металлической пресс-формы 8, расположенной под дутьевой головкой 2. Температуру металлической пресс-формы 8 поддерживают на таком уровне, чтобы она была выше температуры, при которой испаряется вода, но ниже температуры, при которой растворимое в воде связующее вещество быстро разлагается. Такой интервал температур предпочтительно составляет от 150 до 250°С. Затем влагу из загруженной смеси выпаривают, отверждая смесь. Готовую пресс-форму удаляют из полости 7 металлической пресс-формы 8. Удаленную пресс-форму затем оставляют на время реакции в ванне с регулируемой температурой, равной температуре, при которой происходит достаточная реакция поперечного сшивания между растворимым в воде связующим веществом и поперечно-сшивающим агентом, предпочтительно от 200 до 250°С. Время реакции составляет период, в течение которого происходит достаточная реакция поперечного сшивания между растворимым в воде связующим веществом и поперечно-сшивающим агентом, предпочтительно от 20 до 90 минут. Завершив реакцию поперечного сшивания, пресс-форму удаляют из ванны с регулируемой температурой.
Смесь также может быть заморожена и отверждена при помощи потока холодного воздуха, имеющего температуру от -20 до -30°С и подаваемого из холодильника. Остальные стадии не отличаются от описанных выше стадий.
От 0,5 до 10,0 мас.% воды добавляют при перемешивании к 100 мас.% сухой смеси, полученной согласно другому варианту получения смеси. Затем сухую смесь с дополнительным количеством воды смешивают при помощи миксера в морозильной камере с регулируемой температурой на уровне от -20 до -30°С с целью замораживания и отверждения смеси таким образом, чтобы она приобрела однозернистую структуру. Определенное количество смеси временно хранят в дутьевой головке 2. Количество смеси превышает заранее установленное количество смеси, загружаемое за один раз в полость 8 металлической формы 7 для получения пресс-формы. Временно хранящуюся смесь затем перемешивают при помощи перемешивающих лопастей 5 для поддержания однозернистой структуры в смеси в таком состоянии, при котором замороженная влага в смеси не оттаивает. Затем опускают цилиндр 3, закрывая дутьевую головку уплотнением 4, находящемся на дистальном конце цилиндра 3. Затем смесь 1 загружают, продувая сжатый воздух, подаваемый через впускную трубку 6, прикрепленную к дутьевой головке, в полость 7 металлической пресс-формы 8, расположенной под дутьевой головкой 2. Температуру металлической пресс-формы 8 поддерживают на таком уровне, чтобы она была выше температуры, при которой испаряется вода, но ниже температуры, при которой растворимое в воде связующее вещество быстро разлагается. Такой интервал температур предпочтительно составляет от 150 до 250°С. Затем влагу из загруженной смеси выпаривают, отверждая смесь. Готовую пресс-форму удаляют из полости 8 металлической пресс-формы 7.
Другой вариант осуществления способа формования в соответствии с настоящим изобретением описан со ссылкой на фиг.2. От 0,5 до 10,0 мас.% воды добавляют при перемешивании к 100 мас.% сухой смеси, полученной согласно другому варианту получения смеси. Затем сухую смесь с дополнительным количеством воды смешивают и перемешивают, вызывая ее вспенивание. После этого полученную смесь 1 помещают в цилиндр 3. Затем цилиндр 3 вытягивают с целью загрузки смеси 1 в полость 8 металлической пресс-формы 7 над цилиндром 3. Температуру металлической пресс-формы 7 поддерживают на таком уровне, чтобы она была выше температуры, при которой испаряется вода, но не была равна температуре, при которой растворимое в воде связующее вещество быстро разлагается. Такой интервал температур предпочтительно составляет от 150 до 250°С. Затем влагу из загруженной смеси выпаривают, отверждая смесь. Готовую пресс-форму удаляют из полости 8 металлической пресс-формы 7. Готовую пресс-форму затем оставляют на время реакции в ванне с регулируемой температурой, равной температуре, при которой происходит достаточная реакция поперечного сшивания между растворимым в воде связующим веществом и поперечно-сшивающим агентом, предпочтительно от 200 до 250°С. Время реакции составляет период, в течение которого происходит достаточная реакция поперечного сшивания между растворимым в воде связующим веществом и поперечно-сшивающим агентом, предпочтительно от 20 до 90 минут. Завершив реакцию поперечного сшивания, пресс-форму удаляют из ванны с регулируемой температурой.
Сухую смесь агрегатного материала получают согласно одному варианту получения смеси. Данная сухая смесь включает следующие компоненты:
100 мас.% кремнистого песка (выравнивающий песок), 0,4 мас.% поливиниловых спиртов R-2105 и R-1130 (каждый из которых представляет собой производное поливинилового спирта, содержащее силанолгруппу; R-2105 имеет низкую вязкость, в то время как R-1130 имеет высокую вязкость); и
0,8 мас.% поливиниловых спиртов PVA 105 и PVA 124 (оба представляют собой полностью суспендированные поливиниловые спирты, производимые Kuraray Co., Ltd, Japan; PVA 105 имеет низкую вязкость, в то время как PVA 124 имеет высокую вязкость).
6 мас.% воды смешивают со 100 мас.% сухой смеси. Затем сухую смесь с дополнительным количеством воды смешивают при помощи миксера в морозильной камере с регулируемой температурой, составляющей около -30°С, с целью замораживания и отверждения смеси таким образом, чтобы она приобрела однозернистую структуру. Согласно фиг.1, около 500 г полученной смеси временно хранят в дутьевой головке 2, которую предварительно охлаждают в морозильной камере с регулируемой температурой приблизительно при -30°С. После этого временно хранящуюся смесь перемешивают при помощи перемешивающих лопастей 5, которые также предварительно охлаждают до температуры около -30°С, со скоростью около 600 об./мин, с целью сохранения однозернистой структуры смеси. Затем цилиндр 3 опускают, закрывая дутьевую головку уплотнением 4, находящимся на дистальном конце цилиндра 3. После этого загружают около 100 г смеси 1, вдувая сжатый воздух, подаваемый через впускную трубку 6, прикрепленную к дутьевой головке 2, в полость 8 объемом около 70 см3, в металлической пресс-форме 7, расположенной под дутьевой головкой 2. Температуру полости 8 поддерживают на уровне 150°С при помощи внутреннего электрического патронного нагревательного элемента внутри металлической пресс-формы 7. Загруженную в полость 8 смесь выдерживают в течение приблизительно 2 минут таким образом, чтобы вызвать испарение влаги из загруженной смеси и отвердить ее. Готовую пресс-форму удаляют из полости 8 металлической пресс-формы 7.
В виде эксперимента полученную готовую пресс-форму применяют в качестве стержневой формы для литья. Расплавленный металл алюминиевого сплава АС4В, имеющий температуру 710°С, заливают в стержневую форму. Несмотря на присутствие четырех видов поливиниловых спиртов (представляющих собой растворимое в воде связующее вещество), добавляемых к смеси в двух группах соединений, как неприятный запах, так и дефекты литья не наблюдаются. Поскольку связующее вещество улетучивается или распадается в расплавленном металле, залитом в стержневую форму, под действием температуры 710°С, стержневая форма может быть легко удалена после охлаждения расплавленного металла.
Сухую смесь агрегатного материала получают согласно другому варианту получения смеси. Данная сухая смесь включает 100 мас.% кремнистого песка (выравнивающий песок), 0,8 мас.% поливинилового спирта JP-05 (производимого Japan VAM & Poval Company) и 0,34 мас.% бутан-тетра-карбоновой кислоты (Rikashid BT-W, производимой New Japan Chemical Company) в качестве поперечно-сшивающего агента. 6 мас.% воды смешивают со 100 мас.% сухой смеси. Затем сухую смесь с дополнительным количеством воды продолжают смешивать, одновременно замораживая и отверждая ее при помощи нитрогаза, имеющего температуру ниже -30°С. Согласно фиг.1, около 500 г полученной смеси временно хранят в дутьевой головке 2, которую предварительно охлаждают при помощи охлажденного потока нитрогаза, имеющего температуру около -30°С. После этого временно хранящуюся смесь перемешивают при помощи перемешивающих лопастей 5, работающих со скоростью около 60 об./мин, с целью сохранения однозернистой структуры смеси, в условиях воздействия охлажденного потока нитрогаза, имеющего температуру около -30°С. Затем цилиндр 3 опускают, закрывая дутьевую головку уплотнением 4, находящимся на дистальном конце цилиндра 3. После этого загружают около 100 г смеси 1, вдувая сжатый воздух, подаваемый через впускную трубку 6, прикрепленную к дутьевой головке 2, в полость 8 объемом около 70 см3, в металлической пресс-форме 1, расположенной под дутьевой головкой 2. Температуру полости 8 поддерживают на уровне 150°С при помощи внутреннего электрического патронного нагревательного элемента внутри металлической пресс-формы 7. Загруженную в полость 8 смесь выдерживают в течение приблизительно 2 минут таким образом, чтобы вызвать испарение влаги из загруженной смеси и отверждение смеси. Полученную готовую пресс-форму удаляют из полости 8, имеющей температуру 150°С, металлической пресс-формы 7. Удаленную пресс-форму затем помещают в ванну с температурой, регулируемой на уровне 200°С, с целью ускорения реакции поперечного сшивания, на 80 минут. После этого пресс-форму удаляют из ванны с регулируемой температурой. Затем пресс-форму помещают в ванну с регулируемой влажностью, поддерживаемой на уровне 30%, для ее естественного охлаждения при комнатной температуре. Из полученной смеси изготавливают образцы для исследования прочности на изгиб. Получают образец в необработанном виде и образец, помещенный в ванну с температурой, регулируемой на уровне 350°С, на 30 минут. Затем измеряют их прочность на изгиб и на основании полученных результатов определяют степень снижения их прочности. Степень снижения прочности может быть использована в качестве грубого стандарта для определения того, может ли полученная стержневая форма быть легко удалена из литьевого изделия при использовании такой стержневой формы для литья сплава из легкого металла, такого как алюминиевый сплав. В таблице 1 представлены результаты исследований прочности на изгиб. В одинаковых условиях исследования одна сравнительная оболочковая форма, связующим веществом которой является фенольная смола, имеет степень снижения прочности около 20%, а другая сравнительная оболочковая форма (оболочковая форма AD, производимая Asahi Organic Chemicals Industry, Japan), связующим веществом которой является акриловая смола, предназначенная для литья алюминиевого сплава, имеет степень снижения прочности около 70%. Следовательно, заявленная пресс-форма, полученная заявленным способом формования с заявленным связующим веществом в соответствии с настоящим изобретением, лучше сравниваемой пресс-формы.
0,34 мас.% поперечно-сшивающего агента
Для другого исследования образцы изготавливают из пресс-формы, полученной в соответствии со способом литья, применяемым в данном варианте.
Один из образцов помещают в ванну с влажностью, регулируемой на уровне 30%, в то время как другой образец помещают в ванну с влажностью, регулируемой на уровне 98%, на 24 часа. В таблице 2 представлены результаты измерения плотности наполнителей и прочности, при которой изгибались данные образцы.
Из таблицы 2 следует, что заявленная пресс-форма с добавленным к ней поперечно-сшивающим агентом обладает достаточной прочностью на изгиб, чтобы быть использованной в качестве пресс-формы даже при ее погружении в ванну с влажностью, регулируемой на уровне 98%, на 24 часа. Сравнительный образец без поперечно-сшивающего агента изготавливают из пресс-формы, полученной способом формования. Такой способ подобен способу получения вышеописанного заявленного образца, за исключением того, что в данном способе поперечно-сшивающий агент не применяют. Сравнительный образец имеет прочность на изгиб, равную прочности заявленного образца при его попадании в ванну с влажностью, регулируемой на уровне 30%. Однако прочность на изгиб сравнительного образца снижается до уровня менее 0,5 МПа при попадании сравнительного образца в ванну, имеющую влажность на уровне 98%. Соответственно, если изготавливаемая пресс-форма предназначена для использования в условиях высокой влажности, то к заявленной смеси в соответствии с настоящим изобретением предпочтительно добавляют поперечно-сшивающий агент.
Согласно еще одному варианту осуществления изобретения получают несколько пресс-форм, повторяя способ формования, описанный в разделе «Второй вариант осуществления изобретения». В каждом процессе формования соответствующей пресс-формы перед каждым циклом загрузки смеси 1 в полость 8 смесь 1 подвергают перемешиванию при помощи лопастей 5. Получают несколько сравнительных пресс-форм, повторяя способ формования, подобный способу получения описанных выше, заявленных пресс-форм, за исключением того, что в данном способе не применяют перемешивания лопастями 5. На фиг.3 представлены результаты измерения плотности наполнителей заявленных и сравнительных пресс-форм в полости 8. На Фиг.3 показано, что каждая заявленная пресс-форма с предварительно перемешанной смесью имеет стабильную и высокую плотность, в то время как каждая сравнительная пресс-форма без предварительного перемешивания не может обеспечить стабильную и высокую плотность и, таким образом, является нежелательной.
Согласно другому варианту осуществления изобретения получают несколько пресс-форм, повторяя способ формования, описанный в разделе «Второй вариант осуществления изобретения». Получают также несколько дополнительных пресс-форм, повторяя способ формования, описанный в разделе «Второй вариант осуществления изобретения», но к смеси добавляют 0,01 мас.% стеарата кальция (т.е. смазывающего вещества) в расчете на общую массу агрегатного материала. В каждом процессе прессования соответствующей пресс-формы со смазывающим веществом или без него применяют однократное предварительное перемешивание смеси 1 на три цикла загрузки определенных количеств смеси 1 в полость 8 перед соответствующим циклом. На фиг.4 представлены результаты измерения плотности наполнителей заявленных и сравнительных пресс-форм в полости. На Фиг.4 показано, что каждая дополнительная пресс-форма со смесью 1, содержащей смазывающее вещество, имеет стабильную и высокую плотность даже при осуществлении однократного предварительного перемешивания на три цикла загрузки.
Согласно еще одному другому варианту осуществления изобретения сухую смесь агрегатного материала получают согласно другому варианту получения сухой смеси. Данная сухая смесь включает 100 мас.% кремнистого песка (выравнивающий песок), 2,0 мас.% крахмала (Amycohol KF, изготавливается Nippon Starch Chemical Company, Japan) и 0,86 мас.% сополимера простого метилвинилового эфира и малеинового ангидрида (Gantrez AN-119, изготавливается ISP Japan Ltd.). 6 мас.% воды смешивают со 100 мас.% сухой смеси. Затем сухую смесь с дополнительным количеством воды продолжают смешивать, одновременно замораживая и отверждая ее при помощи нитрогаза, имеющего температуру менее -30°С. Согласно фиг.1, около 500 г полученной смеси временно хранят в дутьевой головке 2, которую предварительно охлаждают при помощи охлажденного потока нитрогаза, имеющего температуру около -30°С. После этого временно хранящуюся смесь перемешивают при помощи перемешивающих лопастей 5, работающих со скоростью около 60 об./мин, с целью сохранения однозернистой структуры смеси в условиях воздействия охлажденного потока нитрогаза, имеющего температуру около -30°С. Затем цилиндр 3 опускают, закрывая дутьевую головку уплотнением 4, находящимся на дистальном конце цилиндра 3. После этого загружают около 100 г смеси 1, вдувая сжатый воздух, подаваемый через впускную трубку 6, прикрепленную к дутьевой головке 2, в полость 8 объемом около 70 см3, в металлической пресс-форме 7, расположенной под дутьевой головкой 2. Температуру полости 8 поддерживают на уровне 150°С при помощи внутреннего электрического патронного нагревательного элемента внутри металлической пресс-формы 7. Загруженную в полость 8 смесь выдерживают в течение приблизительно 2 минут таким образом, чтобы вызвать испарение влаги из загруженной смеси и отвердить ее. Полученную готовую пресс-форму удаляют из полости 8, имеющей температуру 150°С, металлической пресс-формы 7. Удаленную пресс-форму затем помещают в ванну с температурой, регулируемой на уровне 250°С, на 60 минут с целью ускорения реакции поперечного сшивания. После этого пресс-форму удаляют из ванны с регулируемой температурой. Затем пресс-форму помещают в ванну с регулируемой влажностью, поддерживаемой на уровне 30%, для ее естественного охлаждения при комнатной температуре. Из полученной смеси изготавливают образцы для исследования прочности на изгиб.
Один из образцов помещают в ванну с влажностью, регулируемой на уровне 30%, в то время как другой образец помещают в ванну с влажностью, регулируемой на уровне 98%, на 24 часа. В таблице 3 представлены результаты измерения плотности наполнителей и прочности на изгиб данных образцов. Из таблицы 3 следует, что данные образцы подтверждают тот факт, что заявленная пресс-форма обладает достаточной прочностью на изгиб, чтобы быть использованной в качестве пресс-формы даже при ее погружении в ванну с влажностью, регулируемой на уровне 98%, на 24 часа.
Сухую смесь агрегатного материала получают согласно другому варианту получения сухой смеси. Данная сухая смесь включает 100 мас.% кремнистого песка (выравнивающий песок), 0,2 мас.% поливинилового спирта (JL-05, изготавливается Japan VAM & Poval Company), 1,0 мас.% крахмала (Dextrin ND-S, изготавливается Nippon Starch Chemical Company, Japan) и 0,86 мас.% бутан-тетра-карбоновой кислоты (Rikashid BT-W, изготавливается New Japan Chemical Company).
6 мас.% воды смешивают со 100 мас.% сухой смеси. Затем сухую смесь с дополнительным количеством воды продолжают смешивать, одновременно замораживая и отверждая ее при помощи нитрогаза, имеющего температуру менее -30°С. Согласно фиг.1, около 500 г полученной смеси временно хранят в дутьевой головке 2, которую предварительно охлаждают при помощи охлажденного потока нитрогаза, имеющего температуру около -30°С. После этого временно хранящуюся смесь перемешивают при помощи перемешивающих лопастей 5, работающих со скоростью около 60 об./мин, с целью сохранения однозернистой структуры смеси в условиях воздействия охлажденного потока нитрогаза, имеющего температуру около -30°С. Затем цилиндр 3 опускают, закрывая дутьевую головку уплотнением 4, находящимся на дистальном конце цилиндра 3. После этого загружают около 100 г смеси 1, вдувая сжатый воздух, подаваемый через впускную трубку 6, прикрепленную к дутьевой головке 2, в полость 8 объемом около 70 см3, в металлической пресс-форме 7, расположенной под дутьевой головкой 2. Температуру полости 8 поддерживают на уровне 200°С при помощи внутреннего электрического патронного нагревательного элемента внутри металлической пресс-формы 7. Загруженную в полость 8 смесь выдерживают в течение приблизительно 2 минут таким образом, чтобы вызвать испарение влаги из загруженной смеси и отвердить ее. Полученную готовую пресс-форму удаляют из полости 8, имеющей температуру 200°С, металлической пресс-формы 7. Удаленную пресс-форму затем помещают в ванну с температурой, регулируемой на уровне 250°С, на 60 минут с целью осуществления реакции поперечного сшивания. После этого пресс-форму удаляют из ванны с регулируемой температурой. Из полученной смеси изготавливают образцы для исследования прочности на изгиб. Один из образцов помещают в ванну с влажностью, регулируемой на уровне 30%, в то время как другой образец помещают в ванну с влажностью, регулируемой на уровне 98%, на 24 часа. В таблице 4 представлены результаты измерения плотности наполнителей и прочности на изгиб данных образцов. Из таблицы 4 следует, что данные образцы подтверждают тот факт, что заявленная пресс-форма обладает достаточной прочностью на изгиб, чтобы быть использованной в качестве пресс-формы даже при ее погружении в ванну с влажностью, регулируемой на уровне 98%, на 24 часа.
Сухую смесь агрегатного материала получают согласно другому варианту получения сухой смеси. Данная сухая смесь включает 100 мас.% кремнистого песка (выравнивающий песок), 0,8 мас.% поливинилового спирта (JL-05, изготавливается Japan VAM & Poval Company) и 0,2 мас.% поперечно-сшивающего агента, представляющего собой бутан-тетра-карбоновую кислоту (Rikashid BT-W, изготавливается New Japan Chemical Company).
6 мас.% воды смешивают со 100 мас.% сухой смеси. Затем сухую смесь с дополнительным количеством воды продолжают смешивать при помощи смесителя (настольный смеситель, изготовлен Aicoh Company, Japan), работающего со скоростью около 300 об./мин, создавая пену. Согласно фиг.2, полученную смесь помещают в цилиндр 3, представляющий собой воздушный цилиндр, давление в передней части которого составляет 0,5 МПа. Затем около 100 г смеси в цилиндре 3 под давлением загружают в полость 8, объемом около 70 см3, в металлической пресс-форме 7. Температуру полости 8 поддерживают на уровне 200°С при помощи внутреннего электрического патронного нагревательного элемента внутри металлической пресс-формы 7. Загруженную в полость 8 смесь выдерживают в течение приблизительно 2 минут таким образом, чтобы вызвать испарение влаги из загруженной смеси и отверждение смеси. Затем полученную готовую пресс-форму удаляют из полости 8 металлической пресс-формы 7. После этого удаленную пресс-форму помещают в ванну с температурой, регулируемой на уровне 200°С, на 80 минут с целью осуществления реакции поперечного сшивания. Затем пресс-форму удаляют из ванны с регулируемой температурой. Из полученной смеси изготавливают образцы для исследования прочности на изгиб. Один из образцов помещают в ванну с влажностью, регулируемой на уровне 30%, в то время как другой образец помещают в ванну с влажностью, регулируемой на уровне 98%, на 24 часа. В таблице 4 представлены результаты измерения плотности наполнителей и прочности на изгиб данных образцов. Из таблицы 4 следует, что данные образцы подтверждают тот факт, что заявленная пресс-форма обладает достаточной прочностью на изгиб, чтобы быть использованной в качестве пресс-формы даже при ее погружении в ванну с влажностью, регулируемой на уровне 98%, на 24 часа.
В данном варианте прессуют стержневые формы из двух видов сухих смесей агрегатных материалов. Данные смеси отличаются между собой только видом растворимого в воде связующего вещества. Указанные смеси агрегатных материалов получают согласно методике, описанной во втором варианте получения сухой смеси. Одна сухая смесь включает 100 мас.% кремнистого песка (выравнивающий песок), 0,8 мас.% поливинилового спирта (JL-05, изготавливается Japan VAM & Poval Company) и 0,2 мас.% поперечно-сшивающего агента, представляющего собой бутан-тетра-карбоновую кислоту (Rikashid BT-W, изготавливается New Japan Chemical Company). Другая сухая смесь включает 100 мас.% кремнистого песка (выравнивающий песок), 1,0 мас.% крахмала (Amycohol KF, изготавливается Nippon Starch Chemical Company, Japan) и 0,2 мас.% поперечно-сшивающего агента, представляющего собой бутан-тетра-карбоновую кислоту (Rikashid BT-W, изготавливается New Japan Chemical Company).
5 мас.% воды смешивают со 100 мас.% каждой сухой смеси. Затем каждую сухую смесь с дополнительным количеством воды продолжают смешивать, одновременно замораживая и отверждая ее при помощи нитрогаза, имеющего температуру менее -30°С. Согласно фиг.1, около 500 г каждой полученной смеси временно хранят в дутьевой головке 2, которую предварительно охлаждают при помощи охлажденного потока нитрогаза, имеющего температуру около -30°С. После этого временно хранящуюся смесь перемешивают при помощи перемешивающих лопастей 5, работающих со скоростью около 60 об./мин, с целью сохранения однозернистой структуры смеси в условиях воздействия охлажденного потока нитрогаза, имеющего температуру около -30°С. Затем цилиндр 3 опускают, закрывая дутьевую головку уплотнением 4, находящимся на дистальном конце цилиндра 3. После этого загружают около 90 г смеси 1, вдувая сжатый воздух, подаваемый через впускную трубку 6, прикрепленную к дутьевой головке 2, в полость 8 объемом около 60 см3, в металлической пресс-форме 7, расположенной под дутьевой головкой 2. Температуру полости 8 поддерживают на уровне 150°С при помощи внутреннего электрического патронного нагревательного элемента внутри металлической пресс-формы 1. Загруженную в полость 8 смесь выдерживают в течение приблизительно 2 минут таким образом, чтобы вызвать испарение влаги из загруженной смеси и отвердить ее. Полученную готовую пресс-форму удаляют из полости 8 металлической пресс-формы 7. Удаленную пресс-форму затем помещают в ванну с температурой, регулируемой на уровне 220°С, на 40 минут с целью осуществления реакции поперечного сшивания. После этого пресс-форму удаляют из ванны с регулируемой температурой.
На поверхность каждой полученной пресс-формы наносят раствор для опрыскивания на основе этанола (три слоя MTS-720A, изготавливаемого Mikawa Kouzan Co., Ltd, Japan) с целью получения стержневой формы для литья. Для изучения литьевых характеристик в каждую из стержневых форм заливают расплавленный чугун (FC 250), имеющий температуру 1420°С. Применение обоих видов растворимых в воде связующих веществ не вызывает ни неприятного запаха, ни дефектов (или деформации) литья. Кроме того, такая стержневая форма может быть легко удалена после охлаждения расплавленного металла.
Заявленный способ прессования сухой смеси агрегатного материала в соответствии с настоящим изобретением обеспечивает положительные результаты. Как стадия формования, так и стадия литья могут быть осуществлены без неприятного запаха или отравляющего газа, возникающего при литье. После заливания полученная пресс-форма может быть легко удалена из литого изделия. На стадии формования может быть обеспечена хорошая заполняемость металлической пресс-формы. Осуществление реакции поперечного сшивания между растворимым в воде связывающим веществом и поперечно-сшивающим агентом улучшает влагостойкость полученной пресс-формы. Могут быть получены пресс-формы, каждая из которых имеет стабильную и высокую плотность заполнения даже при нескольких циклах формования. Известные агрегатные гранулы, на поверхности которых отсутствует связующее вещество с предварительно нанесенным на него покрытием, требуют времени для равномерного распределения агрегатного гранулированного материала и связующего вещества, а также для равномерного распределения поперечно-сшивающего агента и воды на поверхности агрегатных гранул. В отличие от них, на поверхность гранул смеси из агрегатного материала в соответствии с настоящим изобретением нанесено связующее вещество с предварительным покрытием, обеспечивая однозернистую структуру смеси. Поэтому время, необходимое для подготовки смеси агрегатного материала для прессования, может быть сокращено. После осуществления стадии, на которой смесь замораживают и отверждают, может быть легко получена ее однозернистая структура.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ЛИТЕЙНОЙ ФОРМЫ И СТЕРЖНЯ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2318630C1 |
| СВЯЗУЮЩЕЕ ВЕЩЕСТВО ДЛЯ ДЕРЕВА, НЕ СОДЕРЖАЩЕЕ ФОРМАЛЬДЕГИД | 2017 |
|
RU2753759C2 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
| ВЛАЖНЫЙ БЕЗДЫМНЫЙ ТАБАЧНЫЙ ПРОДУКТ С ТЕКСТУРИРОВАННЫМ ПОКРЫТИЕМ | 2010 |
|
RU2544151C2 |
| СШИВАЕМЫЕ КОМПОЗИЦИИ НА ОСНОВЕ КРЕМНИЙОРГАНИЧЕСКИХ СОЕДИНЕНИЙ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ФОРМОВАННЫЕ ИЗДЕЛИЯ | 2014 |
|
RU2660123C2 |
| АБСОРБИРУЮЩАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1991 |
|
RU2091081C1 |
| ВОЗОБНОВЛЯЕМОЕ СВЯЗУЮЩЕЕ ДЛЯ НЕТКАНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2470105C2 |
| ПОРОШКОВАЯ ВОДОПОГЛОЩАЮЩАЯ СМОЛА И ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2007 |
|
RU2369434C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКООБРАЗНОЙ ВОДОПОГЛОЩАЮЩЕЙ СМОЛЫ | 2004 |
|
RU2326892C2 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ МЕТОДОМ ОКУНАНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЧАТКИ И ПЕРЧАТКА | 2019 |
|
RU2771033C1 |
Изобретение относится к литейному производству. Способ включает смешивание агрегатного материала, растворимого в воде связующего и воды, выпаривание влаги из полученной смеси до высушивания смеси. К сухой смеси добавляют дополнительное количество воды с нормальной температурой. Замораживают полученную смесь для сохранения однозернистой структуры смеси и загружают в формовочное пространство. Осуществляют второе выпаривание влаги из загруженной смеси для отверждения смеси и получения пресс-формы. По второму варианту на стадии добавления к сухой смеси дополнительного количества воды смесь вспенивают. Дополнительно способ включает стадию поперечно-сшивающей реакции между связующим и поперечно-сшивающим агентом, осуществляемую до или после удаления пресс-формы из формовочного пространства. Изобретение обеспечивает улучшение условий труда за счет исключения выделения из смеси вредных газов, повышение плотности пресс-форм, сокращение времени изготовления пресс-форм. 2 н. и 19 з.п. ф-лы, 4 ил., 5 табл.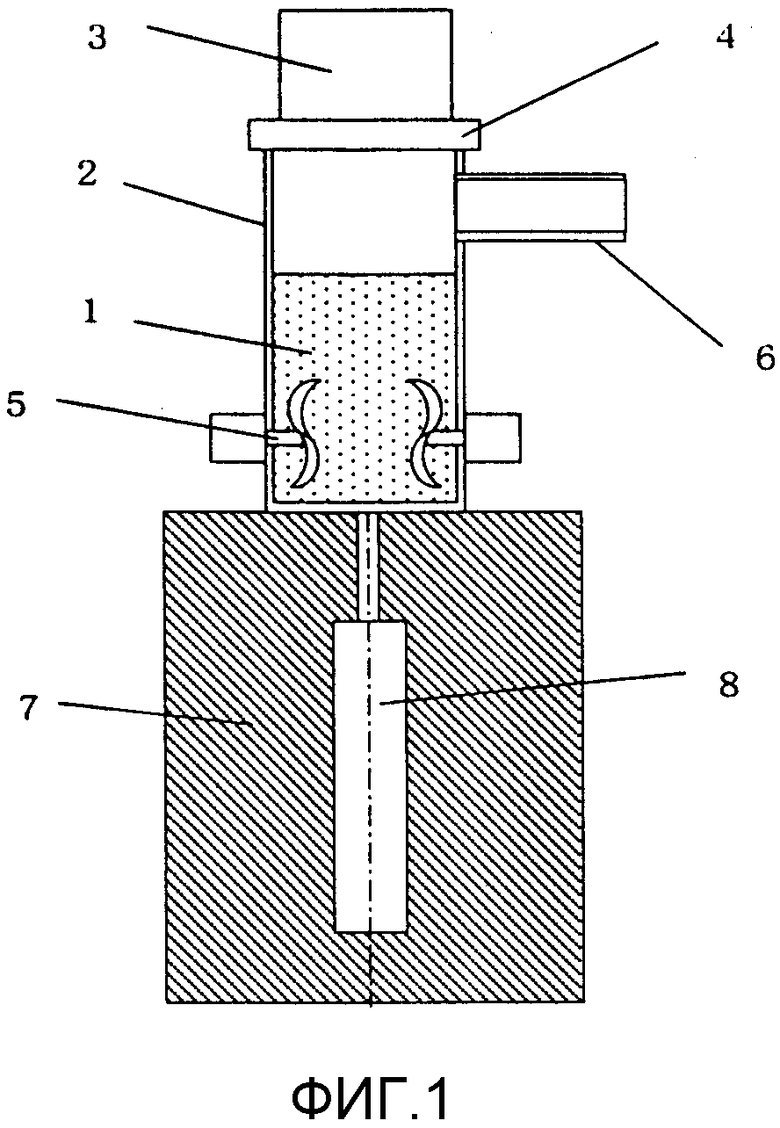
a) смешивание агрегатных материалов, одного или нескольких видов связующего вещества, растворимого в воде при температурах окружающей среды, и воды для получения смеси,
b) первое выпаривание влаги из смеси во время указанной стадии смешивания таким образом, чтобы смесь оказалась высушенной и имела однозернистую структуру,
c) добавление к сухой смеси дополнительного количества воды для формования прессовочного материала для получения пресс-формы с сухой смесью, причем дополнительное количество воды имеет нормальную температуру, а сухая смесь имеет температуру окружающей среды,
d) замораживание сухой смеси с дополнительным количеством воды для сохранения однозернистой структуры смеси,
e) загрузку замороженной смеси в формовочное пространство,
f) второе выпаривание влаги из загруженной смеси для отверждения загруженной смеси и получения пресс-формы из отвержденной смеси, и
g) удаление полученной пресс-формы из формовочного пространства.
a) смешивание агрегатных материалов, одного или нескольких видов связующего вещества, растворимого в воде при температурах окружающей среды, и воды для получения смеси,
b) первое выпаривание влаги из смеси во время указанной стадии смешивания таким образом, чтобы смесь оказалась высушенной и имела однозернистую структуру.
c) добавление к сухой смеси дополнительного количества воды,
d) перемешивание сухой смеси с дополнительным количеством воды для ее вспенивания для формования прессовочного материала для получения пресс-формы из сухой смеси,
e) загрузку вспененной смеси в формовочное пространство,
f) второе выпаривание влаги из загруженной смеси для отверждения загруженной смеси и получения пресс-формы из отвержденной смеси, и
g) удаление полученной пресс-формы из формовочного пространства.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| JP2000190049 A, 11.07.2000 | |||
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ*И СТЕРЖНЕЙ | 1970 |
|
SU432964A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| US 4269256 A, 26.05.1981. | |||

