Изобретение относится к установкам для изготовления железобетонных изделий сложной конфигурации, в частности подоконных вентиляционных блоков для притока наружного воздуха.
Известна форма для изготовления железобетонных изделий, состоящая из поддона с пустотообразователем и бортов (см. SU, авторское свидетельство, 421509, кл. В28В 7/00, 1974).
Недостатком указанной формы является то, что она не пригодна для получения изделий со сквозными отверстиями.
Прототипом изобретения является устройство для изготовления двухрядных бетонных отопительных приборов, включающее поддон с разделенной стенкой, установленный на жесткую раму с ходовыми винтами, на которых закреплены торцевые борта с вкладышами для образования горизонтальных отверстий, продольные борта, соединенные с поддоном и с торцевыми бортами зажимными замками (см. RU, патент 2101168, кл. В28В 7/00, 7/18, 1998).
Недостатком известного устройства является невозможность изготовления изделий со сквозными горизонтальными отверстиями и внутренней камерой с перегородкой, делящей отверстия на две части.
Изобретение направлено на обеспечение возможности изготовления изделий со сквозными горизонтальными отверстиями, разделяемыми внутренней камерой с перегородкой.
Результат достигается тем, что устройство для изготовления подоконных вентиляционных блоков для притока наружного воздуха, содержащее поддон, установленный на жесткую раму, снабженную ходовыми винтами, к которым прикреплены торцевые борта со стержнями и вкладышем для образования горизонтальных отверстий, и продольные борта, соединенные с поддоном и торцевыми бортами зажимными замками, согласно изобретению снабжено съемным П-образным коробом, одна стенка которого с внутренней стороны имеет зигзагообразную поверхность, а верхняя стенка - продольное отверстие, закрепленным на раме с помощью штанг и винтов, и конденсатоотводчиком, выполненным в виде короба с трубкой.
Результат достигается также тем, что в способе изготовления подоконных вентиляционных блоков для притока наружного воздуха, заключающемся в подготовке устройства для изготовления в рабочее состояние с установкой формообразующих деталей в виде стержней, вкладыша; очистке и смазке поверхностей; установке на виброплощадке, заполнении формы бетоном с последующим уплотнением, затвердевании бетона, разборке устройства для изготовления и отгрузке готового блока, согласно изобретению дополнительно устанавливают на раме П-образный короб и заполнение формы бетоном производят в 2 этапа, сначала заполняют бетоном до верха П-образного короба, после затвердевания бетона П-образный короб извлекают, устанавливают на полученное отверстие и фиксируют конденсатоотводчик, трубку которого устанавливают в предусмотренное отверстие торцевого блока и заполняют форму до верхнего края бортов.
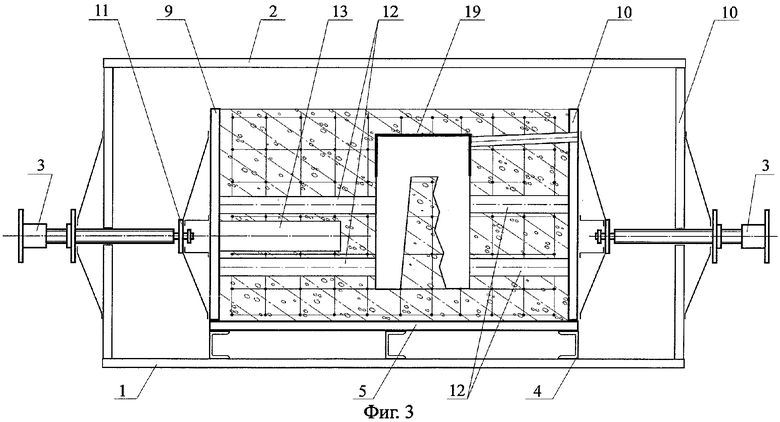
На фиг.1 схематично изображено устройство для изготовления подоконных вентиляционных блоков для притока наружного воздуха, общий вид (правый ходовой винт, стержни и вкладыш условно не показаны); на фиг.2 - разрез 1-1 до снятия П-образного короба; на фиг.3 - разрез 1-1 после установки конденсатоотводчика.
Устройство содержит опорную плиту 1 с жесткой рамой 2, с ходовыми винтами 3 и прикрепленную к опорной плите 1 и раме 2 с помощью неподвижных швеллеров 4, форму, состоящую из поддона 5, присоединенных к нему с помощью шарниров 6 продольных бортов 7 и 8.
Торцевые борта 9 и 10 с целью обеспечения возможности их перемещения соединены при помощи пластин 11 с ходовыми винтами 3. Для образования в бетоне сквозных горизонтальных отверстий к внутренней поверхности торцевых бортов 9 и 10 приварены стержни 12 и вкладыш 13, выполненный прямоугольной формы с небольшим технологическим конусом.
П-образный короб 14 с помощью штанг 15 и винтов 16 крепится к раме 2. Стенки короба 14 имеют небольшие уклоны для обеспечения более легкого извлечения из изделия. Одна стенка короба с внутренней стороны имеет зигзагообразную поверхность, а верхняя стенка - продольное отверстие.
Подвижные торцевые 9, 10 и продольные 7, 8 борта плотно прижимают между собой и поддоном зажимными замками 17. Торцевой борт 10 имеет паз 18 для пропуска трубки конденсатоотводчика 19, выполненного в виде короба с трубкой, и стопор-фиксатор (на фиг.1 не показан) для крепления трубки в заданном положении. Размеры короба конденсатоотводчика согласованы с размерами П-образного короба. 20 - петля, 21 - пластина-площадка, приваренная к штангам 15, служит для извлечения П-образного короба 14.
Способ изготовления подоконного вентиляционного блока для притока наружного воздуха осуществляется следующим образом. Для подготовки устройства для изготовления блока отвинчивают зажимные замки 17, отодвигают с помощью ходовых винтов 3 вправо и влево торцевые борта 9 и 10, открывают продольные борта 7 и 8, устанавливают П-образный короб 14 и фиксируют винтами 16 на раме 2, затем очищают и слегка смазывают смазочным маслом всю внутреннюю поверхность формы, т.е. поддон 5, поверхности П-образного короба 14, торцевые борта 9 и 10 со стержнями 12 и вкладышем 13, продольные борта 7 и 8. После этого закрывают продольные борта 7 и 8 и возвращают с помощью ходовых винтов 3 торцевые борта 9 и 10 в первоначальное положение, и закрывают зажимные замки 17.
Устройство перемещают на виброплощадку под бетоноукладчик, где производят в 2 этапа заполнение формы через воронку легкобетонной смесью нужного состава и уплотняют. Контроль заполнения формы бетоном осуществляется визуально. На 1-м этапе форму заполняют до верха П-образного короба 14. После этого убирают воронку бетоноукладчика и после затвердевания бетона при помощи грузоподъемного механизма, зацепляя за петли 20, вынимают П-образный короб 14. На 2-м этапе на полученное отверстие от П-образного короба 14 устанавливают конденсатоотводчик 19, трубка которого имеет небольшой уклон вверх и входит в паз 21 торцевого борта 10. Конденсатоотводчик 19 фиксируют при помощи стопорного винта (на чертежах не показан). После проверки правильности установки конденсатоотводчика 19 форму заполняют легкобетонной смесью до верхнего края бортов формы. Затем производят термообработку. Форма из камеры пропаривания перемещается на пост опалубки, где сначала трубку конденсатоотводчика 19 освобождают от стопорного винта и отвинчивают зажимные замки 17, с помощью ходовых винтов 3 отодвигают торцевые борта 9, 10 и открывают продольные подвижные борта 7 и 8. Затем при помощи грузоподъемного механизма и специального грузозахватного приспособления поднимают готовый блок и направляют на склад.
После чистки и смазки устройство снова готово к применению.
Предлагаемое устройство позволяет изготавливать железобетонные изделия со сложными внутренними пустотами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХРЯДНЫХ БЕТОННЫХ ОТОПИТЕЛЬНЫХ ПРИБОРОВ | 1996 |
|
RU2101168C1 |
| ПОДОКОННЫЙ ВЕНТИЛЯЦИОННЫЙ БЛОК ДЛЯ ПРИТОКА НАРУЖНОГО ВОЗДУХА | 2004 |
|
RU2270959C1 |
| Форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1362624A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1094743A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Установка для формования вентиляционных блоков | 1990 |
|
SU1705087A1 |
| Форма для изготовления строительных изделий | 1983 |
|
SU1110636A2 |
| Устройство для осуществления способа изготовления стеновой панели с оконным блоком | 1977 |
|
SU659390A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |

Изобретение относится к установкам для изготовления железобетонных изделий сложной конфигурации, в частности подоконных вентиляционных блоков для притока наружного воздуха. Техническим результатом изобретения является изготовление изделий со сквозными горизонтальными отверстиями, разделяемыми внутренней камерой с перегородкой. Устройство для изготовления подоконных вентиляционных блоков для притока наружного воздуха содержит поддон, установленный на жесткую раму, снабженную ходовыми винтами, к которым прикреплены торцевые борта со стрежнями и вкладышем для образования горизонтальных отверстий и продольные борта, соединенные с поддоном и торцевыми бортами зажимными замками. Устройство также снабжено съемным П-образным коробом, одна стенка которого с внутренней стороны имеет зигзагообразную поверхность, а верхняя стенка - продольное отверстие, закрепленным на раме с помощью штанг и винтов, и конденсатоотводчиком, выполненным в виде короба с трубкой. Способ изготовления подоконных вентиляционных блоков для притока наружного воздуха заключается в подготовке устройства для их изготовления в рабочее состояние с установкой формообразующих деталей в виде стержней, вкладыша, очистке и смазке поверхностей. Установке устройства на виброплощадке, заполнении формы бетоном с последующим уплотнением, затвердевании бетона и разборке устройства для изготовления и отгрузке готового блока. Кроме того, дополнительно устанавливают на раме П-образный короб и заполнение формы бетоном производят в два этапа. Сначала форму заполняют бетоном до верха П-образного короба. После затвердевания бетона П-образный короб извлекают, устанавливают на полученное отверстие и фиксируют конденсатоотводчик, трубку которого устанавливают в предусмотренное отверстие торцевого блока и заполняют форму до верхнего края бортов. 2 н.п. ф-лы, 3 ил.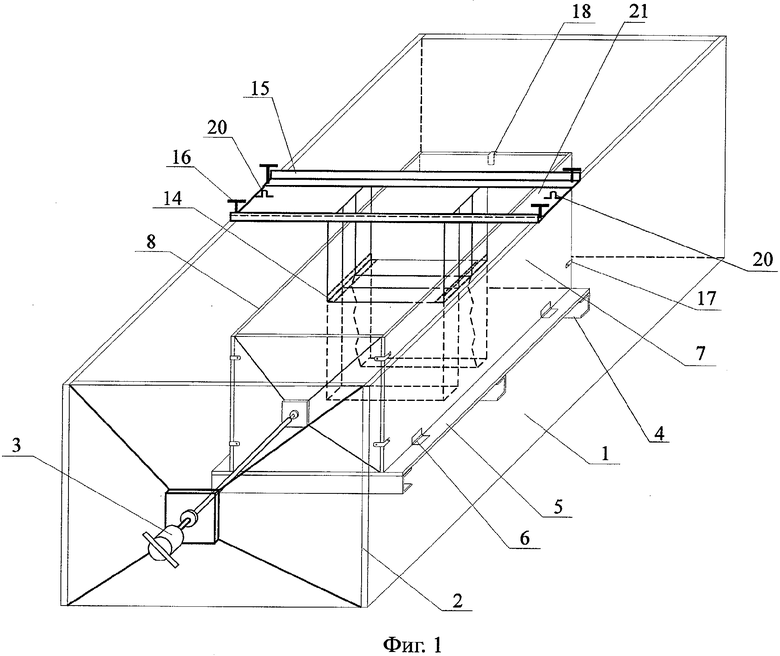
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Установка для формования вентиляционных блоков | 1990 |
|
SU1705087A1 |
| Установка для формования вентиляционных блоков | 1983 |
|
SU1172724A1 |
| КАССЕТА ДЛЯ ФОРМОВАНИЯ НЕСКОЛЬКИХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 0 |
|
SU167761A1 |

