Изобретение относится к размалывающим гарнитурам дисковых мельниц и может быть использовано в целлюзно-бумажной промышленности на стадии тонкого размола.
Известна размалывающая гарнитура дисковой мельницы, включающая роторный и статорный диски, снабженные прямолинейными ножами, чередующимися со сквозными межножевыми канавками [1].
Недостатком данной гарнитуры являются то, что угол наклона прямолинейных режущих кромок ножей к радиусу выходной окружной кромки зависит от угла их наклона к радиусу входной окружной кромки и всегда меньше по величине.
За счет этого касательные составляющие окружных скоростей и сил на входе всегда больше, чем на выходе. Поскольку на выходе, за счет подпора массы, скапливается основная часть сконцентрированного волокнистого полуфабриката, превалирование нормальных составляющих окружных скоростей и сил над касательными ведет к его рубке и резке, что снижает качество готового продукта.
Наиболее близким по технической сущности известным решением является устройство для измельчения материалов, включающее рабочий орган, выполненный в виде двух дисков, один из которых неподвижен, а другой установлен с возможностью вращения, рабочие поверхности дисков, обращенные друг к другу, снабжены радиальными спиральными выступами и направлены, соответственно, в противоположные стороны [2].
Спиральная форма выступов создает технические сложности при производственном выполнении рисунка ножевых выступов.
Радиальная форма спирального выступа подразумевает, что, например, линия его рабочей кромки проходит через центр диска, а касательная, проведенная к ней из центра, совпадает с радиусом диска. При таком построении угол наклона касательной рабочей кромки единичного спирального выступа к радиусу произвольной окружной кромки диска, в точке их пересечения, имеет минимальное значение. Это снижает величины касательных составляющих окружной скорости и силы в этой точке. Преобладание больших по величине нормальных составляющих, способствует рубке волокнистого полуфабриката, снижению качества готового продукта и производительности, увеличению потерь в виде необратимых отходов.
Изобретение решает задачу повышения качества обработки волокнистого полуфабриката, повышения производительности и снижения энергозатрат.
Технический эффект заключается в повышении величины касательных составляющих окружных скоростей и сил, в увеличении их доли относительно нормальных составляющих.
Для обеспечения указанного технического эффекта в размалывающей гарнитуре, включающей роторный и статорный диски, рабочие поверхности дисков, обращенные одна к другой, снабжены криволинейными ножевыми выступами, направленными, соответственно, в противоположные стороны, согласно изобретению режущие кромки ножевых выступов роторного и статорного дисков выполнены с эксцентриситетом относительно центра диска и круговыми.
Круговая форма позволяет упростить технологию производственного выполнения рисунка ножевых выступов.
Эксцентриситет рабочих кромок ножевых выступов статорного и роторного дисков относительно их центра позволяет существенно увеличить значения углов наклона касательных рабочих кромок к радиусам, проведенным из центра в точки касания.
На чертеже изображена фронтальная проекция размалывающей гарнитуры, вид ее рабочей ножевой поверхности с выделенной режущей кромкой А-В единичного ножевого выступа и обозначениями следующих параметров:
- точка А, на входной круговой кромке;
- точка В, на выходной круговой кромке;
- точка Ax, на промежуточной круговой кромке;
- радиус r входной круговой кромки;
- радиус R выходной круговой кромки;
- радиус Rx произвольной промежуточной круговой кромки;
- касательные А-А′, Ах-Ах′ и В-В′ единичной режущей кромки в точках А, Ах и В;
- углы αA, αx и αB касательных А-А′, Ах-Ах′ и В-В′ к радиусам, соответственно, r, Rx и R.
Рабочие поверхности ножевых выступов затенены.
Размалывающая гарнитура включает роторный и статорный диски, рабочие поверхности которых снабжены круговыми ножевыми выступами 1, чередующимися с межножевыми канавками 2.
Режущие кромки 3 ножевых выступов 1 выполнены с эксцентриситетом е относительно центра диска О (см. чертеж) и круговыми. В положении, когда рабочие ножевые поверхности дисков ротора и статора обращены одна к другой, режущие кромки 3 сопряженных ножевых выступов 1 направлены в противоположные стороны. Роторный и статорный диски ограничены входной 4 и выходной 5 круговыми кромками.
Размалывающая гарнитура работает следующим образом.
Крутящий момент от привода передается валу и посаженному на его ведущем конце роторному диску 1. Волокнистый полуфабрикат в виде суспензии под давлением поступает через входное отверстие статорного диска и входную окружную кромку 4 в межножевую полость, где распределяется по межножевым канавкам 3 и за счет сил трения с поверхностями вращающегося роторного и неподвижного статорного дисков закручивается и устремляется, под действием центробежной и тангенциальной сил, в сторону выходной круговой кромки 5. При вращении роторного диска (на чертеже показано круговой стрелкой) в точках А, Ах и В действуют окружные скорости √o A, √o X, √o B, раскладывающиеся на касательные составляющие √τ A √τ X, √τ B, и нормальные - √n A, √n X, √n B (на чертеже обозначены векторы окружных скоростей и их составляющих). Из чертежа видно, что при движении вдоль режущей кромки 3 от входной круговой кромки 4 к выходной 5 наблюдается тенденция возрастания √τ X и доли ее относительно √n X. Такой характер изменения √τ X связан с возрастанием в этом направлении угла αx между касательной Аx-А′x единичной режущей кромки 3 в точке Ах и радиусом Rx, проведенным из центра О диска в эту точку. Для этого необходимо выполнение двух требований:
- угол αB на выходе должен быть независимым от угла αА на входе;
- угол αB на выходе должен быть больше угла αА на входе;
При прямолинейных режущих кромках [1] эти требования невыполнимы (см. выше). Для криволинейных - выполнение данных требований связано с решением задачи нахождения координат центра и величины радиуса кривизны единичной режущей кромки 3 при заданных значениях r, R, αA и αB.
Кроме того, возрастание угла αх в направлении от кромки 4 к кромке 5 связано с увеличением значения угла αA на входе. Это требует выполнения дополнительных условий:
- режущая кромка 3 должна быть выполнена с эксцентриситетом е относительно центра О диска;
- значение эксцентриситета е должно увеличиваться.
В известном решении [2] эти условия не выполняются, поскольку спиральным выступам придана радиальная форма и эксцентриситет е равен нулю. В предлагаемой размалывающей гарнитуре эти условия выполняются за счет наличия эксцентриситета е.
Эксцентриситет е рабочих кромок 3 ножевых выступов 1 ротора и статора (см. чертеж), относительно центра вращения О позволяет развить в точках их пересечения большие по величине касательные составляющие окружных скоростей и, как следствие этого, повысить скользящий фактор.
Поэтому на волокнистый полуфабрикат оказывается большее воздействие растягивающих усилий, что способствует его фибрилляции. Повышение же скользящего фактора позволяет снизить удельный расход энергии.
Прошедший обработку волокнистый полуфабрикат направляется на следующую стадию технологического процесса.
Использование предлагаемой размалывающей гарнитуры позволит:
- повысить качество обработки за счет преобладающего воздействия касательных усилий на волокнистый полуфабрикат, что способствует его большей фибрилляции, сохранению природной длины волокна и снижению потерь в виде необратимых отходов;
- повысить производительность за счет снижения потерь в виде необратимых отходов;
- снизить энергозатраты за счет повышения скользящего эффекта в местах контакта ножевых выступов;
Источники информации:
1 В.Ф. Пашинский. Машины для размола волокнистой массы. М.: Лесная промышленность, 1972 г., стр.81.
2 SU, №967555, МПК В02С 7/08, заявл. 10.06.1981 г., БИ №39, опубл. 23.10.1982 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2014 |
|
RU2556534C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2020 |
|
RU2761544C1 |
| Размалывающая гарнитура | 2022 |
|
RU2798559C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2022 |
|
RU2805266C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2017 |
|
RU2649595C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2021 |
|
RU2761545C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2013 |
|
RU2523990C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2013 |
|
RU2534974C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2017 |
|
RU2689609C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2008 |
|
RU2365694C1 |
Изобретение относится к размалывающим гарнитурам дисковых мельниц и может быть использовано в целлюлозно-бумажной промышленности на стадии тонкого помола. Размалывающая гарнитура включает роторный и статорный диски, рабочие поверхности которых, обращенные друг к другу, снабжены криволинейными ножевыми выступами. Режущие кромки ножевых выступов роторного и статорного дисков выполнены с эксцентриситетом относительно центра диска и круговыми. Обеспечивается повышение величины касательных составляющих окружных скоростей и сил, увеличение их доли относительно нормальных составляющих, что повышает качество обработки волокнистого полуфабриката, производительность и снижает энергозатраты. 1 ил.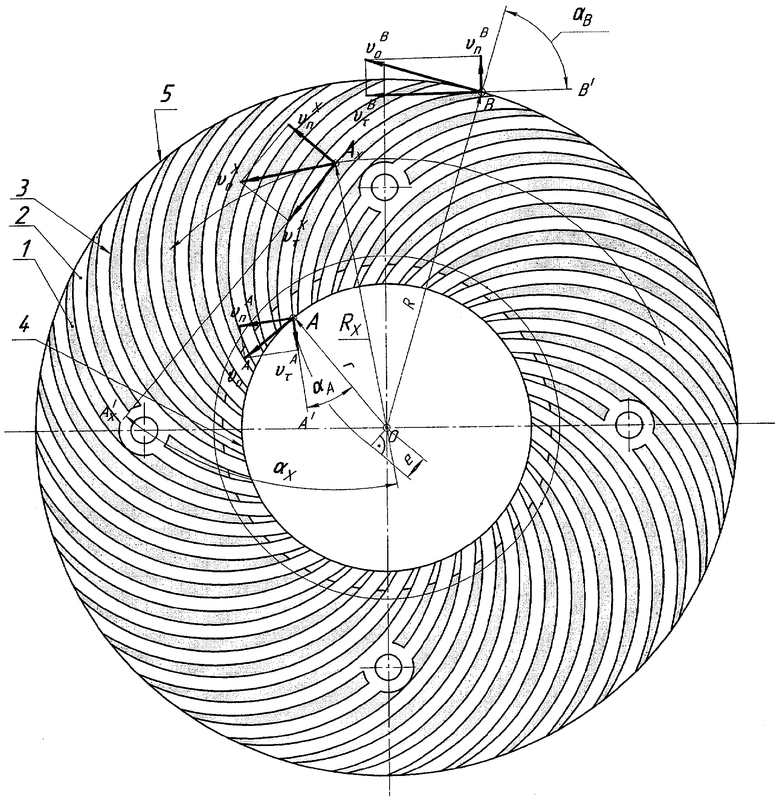
Размалывающая гарнитура, включающая роторный и статорный диски, рабочие поверхности которых, обращенные одна к другой, снабжены криволинейными ножевыми выступами, направленными, соответственно, в противоположные стороны, отличающаяся тем, что режущие кромки ножевых выступов роторного и статорного дисков выполнены с эксцентриситетом относительно центра диска и круговыми.
| Устройство для измельчения материалов | 1980 |
|
SU967555A1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2004 |
|
RU2262384C1 |
| 0 |
|
SU179041A1 | |
| Система водяного отопления с естественной циркуляцией | 1991 |
|
SU1809251A1 |
| US 4023737 A, 17.05.1977 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 1556323 A, 06.10.1925. | |||

