Изобретение относится к трубному производству и может быть использовано для изготовления спирально-шовных труб большого диаметра для внутрипромысловых и магистральных газонефтепроводов.
Наиболее близким решением из известных является технологическая линия для изготовления спирально-шовных труб большого диаметра из листов, содержащая связанные между собой транспортными средствами агрегаты для обработки продольных и поперечных кромок проката, стационарную стыкосварочную установку для сварки двух листов в секцию поперечным швом, образующим внутренний поперечный шов в трубе, передвижную стыкосварочную установку для приварки секций к непрерывной полосе поперечным швом, образующим внутренний поперечный шов в трубе, формовочно-сварочный стан, ультразвуковой дефектоскоп для контроля спиральных швов, установку для сварки наружных поперечных швов в трубе [1] (Зарицкий В.Н., Сабун Л.Б., Райчук Ю.И. и др. Спирально-шовные трубы для трубопроводов тепловых и атомных электростанций. М., Энергия, 1980. 72 с.).
К особенностям этой линии относятся:
1. Отсутствие устройств для подогрева концевых участков листов, секций и непрерывной полосы перед сваркой поперечных швов.
Сварка холодных поперечных кромок листов из сталей типа 10Г2ФБЮ, Х-70, Х-80 обуславливает:
- образование в околошовной зоне структур промежуточного типа, обладающих повышенной твердостью и хрупкостью;
- ухудшение условий формирования сварного шва;
- замедление удаления водорода из сварочной ванны и остывающего сварного соединения.
При этом наличие структур с пониженной вязкостью, неплавный переход валика усиления шва в основной металл и повышенное содержание водорода увеличивают склонность к образованию трещин в поперечном шве, подвергающемся значительным деформациям при формовке спирально-шовных труб из непрерывной полосы.
2. В линии не предусмотрено устройство для удаления влаги, остающейся на поверхности трубы после ультразвуковой дефектоскопии спиральных швов, при которой вода является контактной средой.
Попадание мокрой трубы в зону сварки наружных поперечных швов ведет к повышению содержания водорода в металле швов, что предопределяет снижение механических свойств и повышение склонности к образованию дефектов в сварном соединении.
Степень снижения качества поперечных швов увеличивается при применении для сварки керамических флюсов, обладающих повышенной гигроскопичностью.
Задачей данного изобретения является усовершенствование описанной линии для повышения качества поперечных швов и, следовательно, работоспособности спирально-шовных труб в целом.
Указанная цель достигается тем, что известная линия, содержащая связанные между собой транспортными средствами агрегаты для обработки продольных и поперечных кромок листа, стационарную стыкосварочную установку для сварки двух листов в секцию поперечным швом, образующим внутренний поперечный шов в трубе, передвижную стыкосварочную установку для приварки секций к непрерывной полосе поперечным швом, образующим внутренний поперечный шов в трубе, формовочно-сварочный стан, ультразвуковой дефектоскоп для контроля спиральных швов, установку для сварки наружных поперечных швов в трубе, дополнительно снабжена устройствами для подогрева перед сваркой концевых участков листов, секций и непрерывной полосы на длине 150-200 мм, установленными как перед стационарной, так и перед передвижной стыкосварочными установками, причем первое из них установлено неподвижно, а второе перемещается совместно со стыкосварочной установкой, а также установленным перед установкой для сварки наружных поперечных швов устройством для нагрева участка трубы, включающего внутренний поперечный шов плюс 100-300 мм с каждой его стороны.
Предлагаемая технологическая линия схематично изображена на чертеже.
Технологическая линия содержит агрегат 1 для обработки поперечных кромок листа, неподвижное устройство 2 для подогрева концевых участков листов перед сваркой, стационарную стыкосварочную установку 3 для сварки поперечным швом (образующим внутренний поперечный шов в трубе) двух листов в секцию, устройство 4 для подогрева концов секций и непрерывной полосы перед сваркой, передвижную стыкосварочную установку 5 для приварки секций к непрерывной полосе, причем устройство 4 и установка 5 перемещаются совместно, агрегат 6 для обработки продольных кромок полосы, формовочно-сварочный стан 7 для формовки полосы в трубную заготовку и сварки продольных кромок, ультразвуковой дефектоскоп 8 для контроля спиральных швов, устройство 9 для нагрева участка трубы, включающего внутренний поперечный шов плюс 100-300 мм с каждой его стороны, установка 10 для сварки наружных поперечных швов в трубе.
Работает линия следующим способом.
Листы по одному поступают в агрегат 1, где производят механическую обработку поперечных кромок листа, затем перемещают в устройство 2, где токами высокой частоты или иным способом подогревают концевые участки листов на длине 150-200 мм до температуры 100-200°С и в неподвижной стыкосварочной установке 3 сваривают электродуговым способом два листа в секцию поперечным швом, образующим внутренний поперечный шов в трубе. Затем в устройстве 4 концевые участки секций и непрерывной полосы на длине 150-200 мм токами высокой частоты или иным способом подогревают до температуры в интервале (в зависимости от марки стали и толщины листа) 100-200°С и в передвижной сварочной установке 5 сваривают поперечным швом, образующим внутренний поперечный шов в трубе, а в агрегате 6 производят механическую обработку продольных кромок непрерывной полосы для последующей сварки спиральных швов. Далее в формовочно-сварочном стане 7 производится формовка непрерывной полосы в трубную заготовку и сварка продольных кромок технологическим и рабочими швами. Полученные спиральные швы проходят контроль при помощи ультразвукового дефектоскопа 8, при этом контактной средой служит вода. Затем в устройстве 9 внутренний поперечный шов и участки трубы по 200-300 мм с каждой его стороны нагревают токами высокой частоты или иным способом до 110-150°С для полного удаления влаги. Сухая труба поступает в установку 10, где происходит сварка наружных поперечных швов.
Техническими результатами от использования предлагаемого изобретения по сравнению с прототипом являются:
- предварительный подогрев перед сваркой концевых участков листов, секций и непрерывной полосы до температуры 100-200°С предотвращает образование структур промежуточного типа в околошовной зоне поперечного шва, способствует снижению содержания водорода в металле сварного соединения и получению более плавного перехода валика шва в основной металл, что предопределяет уменьшение склонности к образованию трещин в поперечном шве при формовке труб;
- нагрев до температуры 110-150°С внутреннего поперечного шва и прилегающих к нему участков трубы после ультразвукового контроля спиральных швов предотвращает попадание влажной трубы в зону сварки наружного шва. Благодаря этому снижается содержание водорода в металле сварного соединения, что обуславливает повышение его механических свойств и сопротивления образованию холодных трещин.
Достигаемые предварительным подогревом свариваемых кромок листов, секций и непрерывной полосы, и нагревом участка трубы, включающего внутренний поперечный шов, улучшение структуры металла и геометрии сварных соединений, а также снижение содержания водорода обеспечивают наиболее эффективное использование керамических сварочных флюсов, позволяющих существенно повысить вязкопластические характеристики металла сварных соединений спирально-шовных труб до уровня современных и перспективных требований отечественных и зарубежных стандартов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2308338C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2320439C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2320438C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2308337C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2334577C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ФАСОННЫХ ТРУБ НА УСТАНОВКЕ ДЛЯ СВАРКИ ТРУБ | 2013 |
|
RU2607885C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| Способ изготовления светопроводящего кабеля и устройство для его осуществления | 1988 |
|
SU1715200A3 |
Изобретение относится к трубному производству и может быть использовано для изготовления спирально-шовных труб большого диаметра для магистральных и внутрипромысловых газонефтепроводов. Имеются стационарная и передвижная стыкосварочные установки для сварки поперечными швами двух листов в секцию и приварку секций к непрерывной полосе, формовочно-сварочный стан и установка для сварки наружных поперечных швов в трубе. Перед стационарной и передвижной стыкосварочными установками установлены устройства для подогрева перед сваркой концевых участков листов, секций и непрерывной полосы на длине 150-200 мм. Первое из них установлено неподвижно, а второе перемещается совместно со стыкосварочной установкой. Перед установкой для сварки наружного поперечного шва размещено устройство для нагрева участка трубы, включающего внутренний поперечный шов плюс 100-300 мм с каждой его стороны. Повышение вязкопластических свойств и улучшение формы поперечных швов спирально-шовных труб и снижение их склонности к образованию трещин повышает работоспособность и надежность спирально-шовных труб. 1 ил.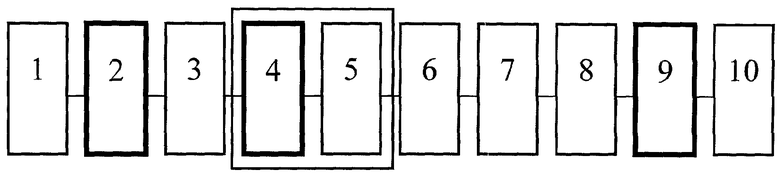
Технологическая линия для изготовления спирально-шовных труб большого диаметра из отдельных листов, содержащая связанные между собой транспортными средствами агрегаты для обработки продольных и поперечных кромок проката, стационарную стыкосварочную установку для сварки двух листов в секцию поперечным швом, образующим внутренний поперечный шов в трубе, передвижную стыкосварочную установку для приварки секций к непрерывной полосе поперечным швом, образующим внутренний поперечный шов в трубе, формовочно-сварочный стан, ультразвуковой дефектоскоп для контроля спиральных швов в трубе, установку для сварки наружных поперечных швов в трубе, отличающаяся тем, что она снабжена устройствами для подогрева перед сваркой концевых участков листов, секций и непрерывной полосы на длине 150-200 мм, установленными как перед стационарной, так и перед передвижной стыкосварочными установками, причем первое из них установлено неподвижно, а второе с возможностью перемещения совместно со стыкосварочной установкой, а также установленным перед установкой для сварки наружных поперечных швов устройством для нагрева участка трубы, включающего внутренний поперечный шов плюс 100-300 мм с каждой его стороны.
| ЗАРИЦКИЙ В.Н | |||
| и др | |||
| Спирально-шовные трубы для трубопроводов тепловых и атомных электростанций | |||
| - М.: Энергия, 1980, с.72 | |||
| Способ производства сварных труб большого диаметра | 1984 |
|
SU1224035A1 |
| Способ производства сварных труб | 1988 |
|
SU1611486A1 |
| Способ производства толстостенных сварных труб | 1974 |
|
SU504577A1 |
| US 2873353 A1, 10.02.1959. | |||

