Изобретение относится к механической обработке и может быть использовано для получения глухих отверстий в сотопакетах или сотовых конструкциях с заполнителем из алюминиевой фольги.
Известен инструмент для получения глухих отверстий в деталях из твердых и хрупких материалов, выполненный в виде стержня, связанного с режущим элементом в виде алмазоносной пластины, проходящего сквозь стенку сверла и взаимодействующего с заведенной пружиной (Авторское свидетельство СССР №298441).
К недостаткам данного способа можно отнести ограничение по типоразмеру вырезаемого отверстия, поскольку его диаметр предопределен диаметром сверла и большую вероятность смятия сот при их подрезке алмазоносной пластиной.
Наиболее близким аналогом, принятым в качестве прототипа, является способ получения глухих отверстий в деталях из твердохрупких материалов, где используется режущий инструмент, корпус которого выполнен в виде полого тела вращения с хвостовиком, и с расположенным по периферии корпуса отрезным элементом (Авторское свидетельство СССР №1542712, кл. B23D 61/18, 1990).
Недостатком данного способа является то, что обработка осуществляется только при вращении детали, например на токарном станке, а при обработке деталей, закрепленных на невращающемся рабочем столе оборудования данный способ не применим.
Заявленное изобретение направлено на решение задачи обеспечения качественной, без смятий, подрезки сот по торцу глухого отверстия в процессе вырезки внутренней полости в многослойных сотовых конструкциях.
Решение указанной задачи достигается тем, что в детали дополнительно сверлят центральное отверстие диаметром, меньшим диаметра керна, в которое для удаления керна вводят инструмент, внутри корпуса которого выполнены профилированные каналы с установленными в виде гибкой ленты режущими элементами с режущими зубьями на конце, при этом корпус инструмента устанавливают в имеющей возвратную пружину втулке, соединенной посредством шариковых подшипников с наружной обоймой, завальцованной с двух сторон по торцам, и связывают с втулкой проходящим сквозь продольный паз в корпусе штифтом, предназначенным для выдвижения режущих элементов из корпуса по профилированным каналам, причем выполняют паз длиной, равной длине поперечного перемещения режущих элементов.
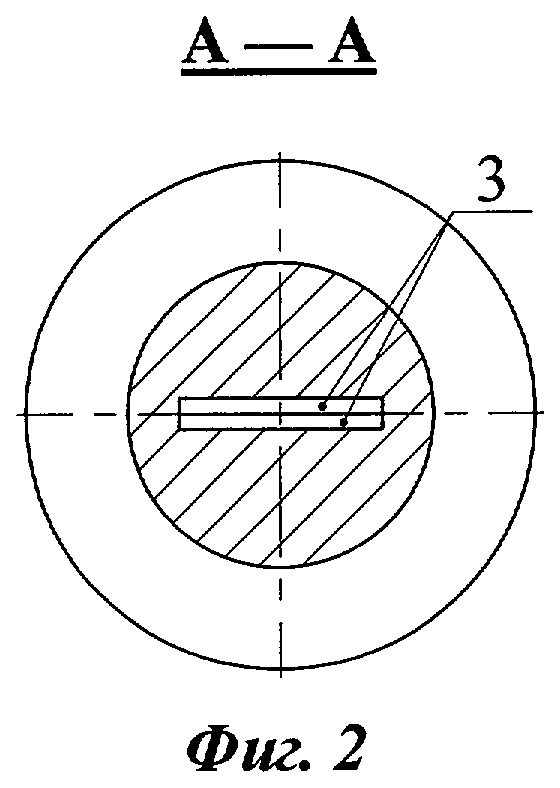
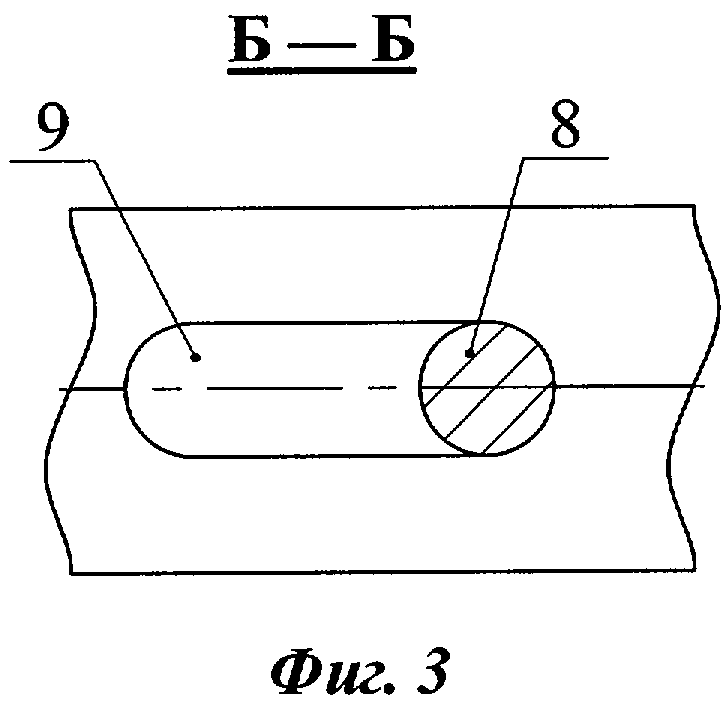
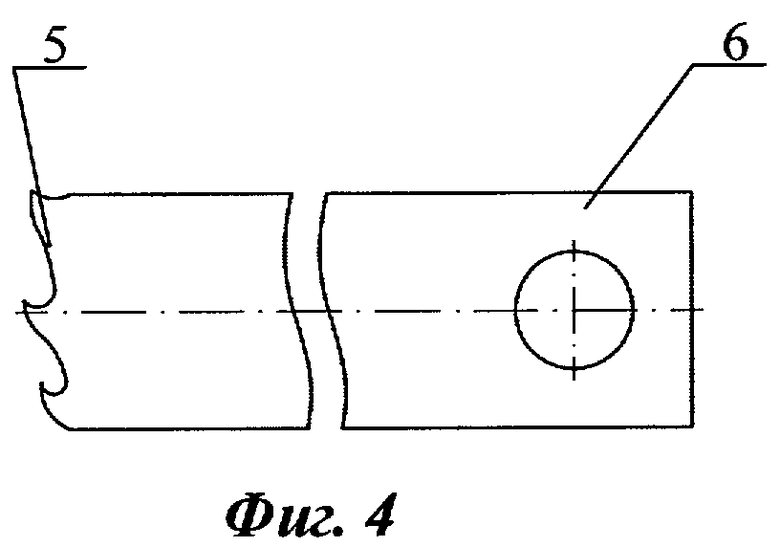
Суть изобретения поясняется чертежами, где на фиг.1 изображен инструмент для подрезки столбиков сотового заполнителя в сборе, на фиг.2 и фиг.3 показаны сечения, поясняющие конструкцию и принцип работы инструмента, на фиг.4 показан режущий элемент.
Инструмент состоит из центрального корпуса 1, выполненного в виде тела вращения, заканчивающегося хвостовиком 2 (коническим или цилиндрическим в зависимости от станочного оборудования), внутри которого имеются профилированные каналы 3 с установленными в нем режущими элементами 4, выполненными в виде упругой ленты с режущими зубьями 5 и отверстиями 6. Режущие элементы 4 соединены через отверстия 6 с втулкой 7 посредством штифта 8, проходящего через паз 9 в корпусе 1. Во внутренней полости втулки 7 установлена пружина 10, предназначенная для возврата инструмента в исходное положение. Полученная сборка представляет собой вращающуюся часть инструмента и установлена в завальцованную с двух сторон обойму 11 через подшипники 12 с шариками 13. В исходном положении режущие элементы 4 полностью находятся в профилированных каналах 3 и не выступают за наружный диаметр корпуса 1.
В обрабатываемой детали предварительно сверлится центральное отверстие и концентрично с ним расположенная кольцевая канавка на заданную глубину. Центральное отверстие и кольцевая канавка выполняются одновременно комбинированным инструментом в виде кольцевого сверла с закрепленным в центре спиральным сверлом, или отдельно спиральным и кольцевым сверлом в любой последовательности.
Работает инструмент следующим образом.
После установки корпуса 1 хвостовиком 2 в приводное устройство станочного оборудования корпус 1 инструмента вводится на заданную глубину в предварительно выполненное в детали центральное отверстие, после чего обойма вручную перемещается вдоль корпуса 1, обеспечивая перемещение втулки 7, штифта 8 и режущих элементов 4. Штифт 8, проходящий через отверстия 6, и перемещаясь по пазу 9 вращающегося корпуса 1, выдвигает режущие элементы 4, которые перемещаются по профилированным пазам в корпусе 1 и, перегибаясь под углом 90°, выдвигаются из корпуса 1 в направлении, перпендикулярном оси его вращения, при этом режущие зубья 5 прорезают сотовый заполнитель, образуя ровно подрезанный торец глухого отверстия вплоть до кольцевой канавки. После подрезки торца глухого отверстия инструмент под действием пружины 10 возвращается в исходное положение, при этом режущие элементы 4 втягиваются в корпус 1 до полного их утопания в профилированных каналах 3 и инструмент выводится из детали. Отрезанный столбик сотового заполнителя вынимается из готового глухого отверстия.
Опытный образец инструмента изготовлен и опробован в производственных условиях. Результат положительный. Полученное в сотовой конструкции глухое отверстие имеет ровно подрезанный торец без подмятия сотов заполнителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕВОЕ СВЕРЛО ДЛЯ ОБРАБОТКИ СОТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2309823C2 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ КОСТНОЕ СВЕРЛО | 2016 |
|
RU2662548C2 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ СВЕРЛО ДЛЯ ГЛУХИХ ОТВЕРСТИЙ В КОСТНОЙ ТКАНИ | 2016 |
|
RU2675339C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Устройство для бурения скважин | 1982 |
|
SU1048120A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2000 |
|
RU2198610C2 |
| Кольцевое сверло | 1979 |
|
SU889296A1 |
| ПЛОМБИРУЮЩЕЕ УСТРОЙСТВО | 2017 |
|
RU2657980C1 |
Изобретение относится к механической обработке и может быть использовано для получения глухих отверстий в сотопакетах или сотовых конструкциях с заполнителем из алюминиевой фольги. Способ включает предварительную обработку детали методом кольцевого сверления и последующее удаление керна. В детали дополнительно сверлят центральное отверстие диаметром, меньшим диаметра керна, в которое для вырезания кольцевого керна заводят корпус. Корпус содержит профилированные каналы с установленными в виде гибкой ленты режущими элементами, имеющими на конце режущие зубья. Корпус установлен в имеющей возвратную пружину втулке, соединенной посредством шариковых подшипников с наружной обоймой, завальцованной с двух сторон по торцам, и связан с втулкой проходящим сквозь продольный паз в корпусе штифтом. Штифт предназначен для выдвижения режущих элементов из корпуса по профилированным каналам. Длина паза равна длине поперечного перемещения режущих элементов. В результате обеспечивается расширение технологических возможностей инструмента и качественная подрезка сот по торцу глухого отверстия без смятий в деталях на базе сотовых конструкций с заполнителем из алюминиевой фольги. 4 ил.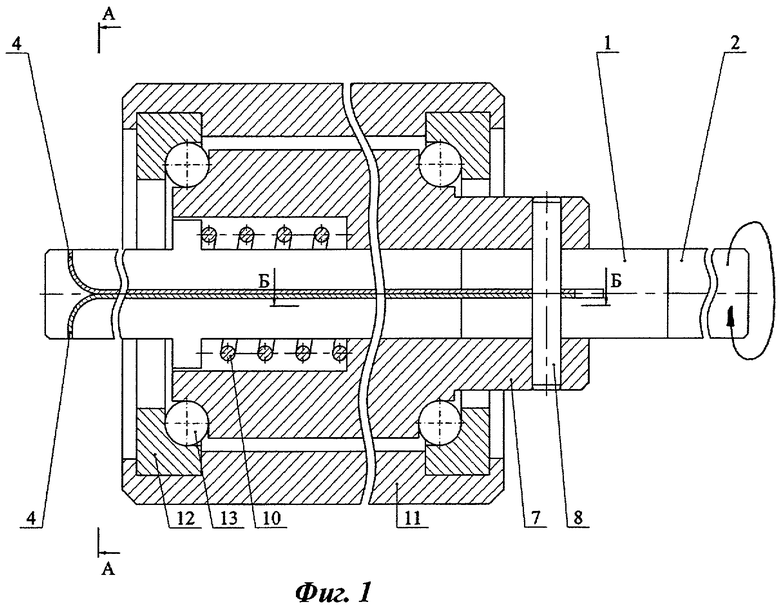
Способ вырезки внутренней полости в многослойных сотовых конструкциях, включающий предварительную обработку детали методом кольцевого сверления и последующее удаление керна, отличающийся тем, что в детали дополнительно сверлят центральное отверстие диаметром, меньшим диаметра керна, в которое для удаления керна вводят инструмент, внутри корпуса которого выполнены профилированные каналы с установленными в виде гибкой ленты режущими элементами с режущими зубьями на конце, при этом корпус инструмента устанавливают в имеющей возвратную пружину втулке, соединенной посредством шариковых подшипников с наружной обоймой, завальцованной с двух сторон по торцам, и связывают с втулкой проходящим сквозь продольный паз в корпусе штифтом, предназначенным для выдвижения режущих элементов из корпуса по профилированным каналам, причем выполняют паз длиной, равной длине поперечного перемещения режущих элементов.
| Способ вырезки внутренней полости деталей из твердо-хрупких материалов | 1987 |
|
SU1542712A1 |
| RU 2063845 C1, 20.07.1996 | |||
| RU 2000896 C1, 15.10.1993 | |||
| Пневматическая рессора | 1984 |
|
SU1201585A2 |
| US 2004191014 A1, 30.09.2004. | |||

