Изобретение относится к металлургии стали и может быть использовано при разливке стали на машинах непрерывного литья заготовок (МНЛЗ).
Известна затравка в виде штанги с сечением, равным внутреннему сечению кристаллизатора (см. книгу В.К.Бабича и др. «Основы металлургического производства». - М.: Металлургия, 1988, с.99-100).
Недостатком этого устройства является недостаточная эффективность сцепления первых порций кристаллизующегося в начале разливки металла и упаковки затравки, что приводит к отрывам головки затравки и остановке работы ручья МНЛЗ.
Наиболее близким аналогом к заявляемому объекту является затравка по ВТИ 101-СТ-М-58-2004 «Разливка стали на сортовых машинах непрерывного литья заготовок №№1 и 2 мартеновского цеха». - Магнитогорск, 2004).
Эта затравка содержит тело, головку с цилиндрической упаковочной трубой на ее переднем конце и характеризуется тем, что упомянутая труба закреплена на пластине уплотнения.
Недостатком известного устройства является недостаточное сцепление застывающего металла и упаковки затравки, остановка МНЛЗ за счет отрыва головки, что повышает производственные затраты на МНЛЗ.
Технической задачей, решаемой изобретением, является улучшение сцепления застывающего металла и упаковки затравки, повышение срока службы затравки в начале разливки, сокращение аварийных простоев МНЛЗ, уменьшение количества брака, увеличение производства непрерывнолитой заготовки.
Для решения этой задачи в затравке для машины непрерывного литья заготовок, включающей тело, головку с цилиндрической упаковочной трубой на ее переднем конце, закрепленной на пластине уплотнения, в отличие от ближайшего аналога, на пластине дополнительно размещена усеченная четырехугольная пирамида высотой h=(0,43...0,52)H, не скрепленная с пластиной уплотнения и упаковочной трубой, выполненная из стальных прутков диаметром d=(0,07...0,15)h, и разделенная тремя равными промежутками Δh по высоте, при этом грани пирамиды наклонены к плоскости пластины уплотнения под углом α=65...80°, где Н - высота упаковочной трубы, причем величина зазора δ между прутками в верхней части пирамиды и упаковочной трубой составляет 0,35...0,65 ее диаметра D.
Сущность заявляемого изобретения заключается в установке на пластине уплотнения переднего конца затравки сортовой МНЛЗ дополнительного элемента, составленного из стальных прутков. В результате этого, во-первых, улучшается сцепление застывающего металла с затравкой (за счет его попадания между прутками) и, во-вторых, ускоряется его кристаллизация от соприкосновения с холодными прутками.
Действительно, составленная из отдельных прутков и установленная на пластине уплотнителя, усеченная пирамида способствует усилению сцепления металла с головкой затравки. При этом конструкция пирамиды обеспечивает максимальную эффективность работы всего устройства.
Приведенные соотношения между отдельными параметрами устройства получены в результате опытов и являются эмпирическими.
Предлагаемое устройство схематично показано на чертеже.
Затравка состоит из тела 1 и головки 2. На переднем конце головки 2 приварена четырехугольная пластина 3 уплотнения, на которой закреплена цилиндрическая упаковочная труба 4 с высотой H. На пластине 3 свободно установлена усеченная четырехугольная пирамида 5 высотой h, выполненная из стальных прутков 6 диаметром d, причем h=(0,43...0,52)H, a d=(0,07...0,15)h. Грани пирамиды 5 наклонены к плоскости пластины 3 под углом α=65...80°. Между прутками 6 в верхней части пирамиды 5 и упаковочной трубой 4 выполнен зазор δ=0,35...0,65 диаметра D трубы 4.
Общее количество прутков 6 на каждой грани пирамиды 5 - четыре, причем по вертикали эти прутки разделены равными промежутками Δh.
Предлагаемое устройство работает следующим образом.
При разливке металл попадает на головку 2 затравки, состоящую из пластины уплотнения 3 и упаковочной трубы 4. Жидкий металл кристаллизуется с упаковочной трубой 4 и на прутках 6 пирамиды 5. После этого тело 1 вытягивается из машины, заготовка тянется за телом 1. Затравка доводит заготовку до тянущих роликов, после чего отделяется от заготовки. Далее заготовка вытягивается тянущими роликами.
Опытную проверку заявляемого устройства осуществляли на сортовых МНЛЗ мартеновского цеха ОАО «Магнитогорский металлургический комбинат».
С этой целью при производстве литой заготовки различных сечений и из разных марок стали варьировалась конструкция дополнительной пирамиды, расположенной на пластине уплотнения затравки (чертеж).
Наилучшие результаты - необходимое сцепление головки затравки с застывающим металлом в 99% случаях получены при использовании предлагаемого устройства. Отклонения от рекомендуемых параметров ухудшали достигнутые показатели.
Так, при разливке без использования дополнительного элемента количество расцеплений затравки и заготовки во время запуска МНЛЗ возросло почти в три раза, что не только снизило производительность машины, но и увеличило выход бракованной заготовки до 5...7%. Использование дополнительного сплошного элемента, а также уменьшение количества и диаметра составляющих его прутков приводило к случаям приварки заготовки к упаковочной трубе, что препятствовало своевременному отделению затравки и выводило ручей МНЛЗ из работы. Увеличение же диаметра и числа прутков ухудшало сцепление металла с затравкой. К аналогичному результату привело и сцепление пирамиды с пластиной уплотнения.
Использование дополнительного элемента с высотой h и также состоящего из четырех рядов прутков оптимального диаметра, но в виде параллелепипеда, приводило к увеличению износа медных стенок кристаллизатора МНЛЗ и появлению на них царапин и задиров, к аварийным остановкам МНЛЗ. К этому же вело и увеличение α до 82...88°, а уменьшение а до 40...63° вызывало случаи приварки пирамиды к трубе. При h<0,43·Н ухудшалось сцепление металла с затравкой, а при h>0,52 Н отмечены приварки пирамиды к трубе.
При величине зазора δ между прутками в верхней части пирамиды и упаковочной трубой менее 0,35D металл не попадает внутрь пирамиды, кристаллизуется снаружи, что приводит к ухудшению сцепления затравки с металлом. При зазоре более 0,65D из-за недостаточного охлаждения ухудшается сцепление затравки с металлом.
При использовании известного устройства, взятого в качестве ближайшего аналога (см. выше), происходило до 6% случаев расцепления затравки, а ее стойкость уменьшалась почти в два раза.
Таким образом, опыты подтвердили приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом.
По данным технико-экономических исследований, проведенных в Центральной лаборатории контроля ОАО «ММК» использование предлагаемого устройства на МНЛЗ комбината позволит снизить производственные затраты при непрерывной разливке стали с помощью данного устройства не менее чем на 15%.
Пример конкретного выполнения
На сортовой МНЛЗ разливается сталь с содержанием углерода 0,18% в заготовку сечением 150×150 мм.
На переднем конце головки (чертеж) имеется четырехугольная пластина уплотнения с закрепленной на ней цилиндрической трубой диаметром D=30 мм с огнеупорным материалом (фетр) и с высотой Н=165 мм. На пластине свободно установлена усеченная четырехугольная пирамида с h=0,47·Н˜80 мм, выполненная из прутков диаметром d=0,11·h=0,11·80˜9 мм, разделенных по высоте пирамиды равными промежутками.
Размер нижней части пирамиды 120×120 мм, величина α=72°, a δ=0,5·D=15 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2006 |
|
RU2310545C1 |
| НАЧАЛЬНАЯ ЧАСТЬ, ГОЛОВКА ЗАТРАВКИ И ЗАТРАВКА ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ОТЛИВКИ ПРЕДВАРИТЕЛЬНОГО ПРОФИЛЯ | 2011 |
|
RU2563422C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
| Металлургический комплекс для производства стали | 2019 |
|
RU2705836C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
Изобретение относится к металлургии и может быть использовано при разливке стали на машине непрерывного литья заготовок. Затравка состоит из тела и головки с цилиндрической упаковочной трубой на ее переднем конце, закрепленной на пластине уплотнения. При этом на пластине уплотнения дополнительно размещена усеченная четырехугольная пирамида высотой h=(0,43...0,52)H, не скрепленная с пластиной уплотнения и упаковочной трубой, где Н - высота упаковочной трубы, выполненная из стальных прутков диаметром d=(0,07...0,15)h, и разделенная тремя равными промежутками Δh по высоте. Грани пирамиды наклонены к плоскости пластины уплотнения под углом α=65...80°. Изобретение позволяет улучшить сцепление застывшего металла и упаковки затравки, повысить срок службы затравки в начале разливки, сократить аварийные простои, а также уменьшить количество брака. 1 з.п. ф-лы, 1 ил.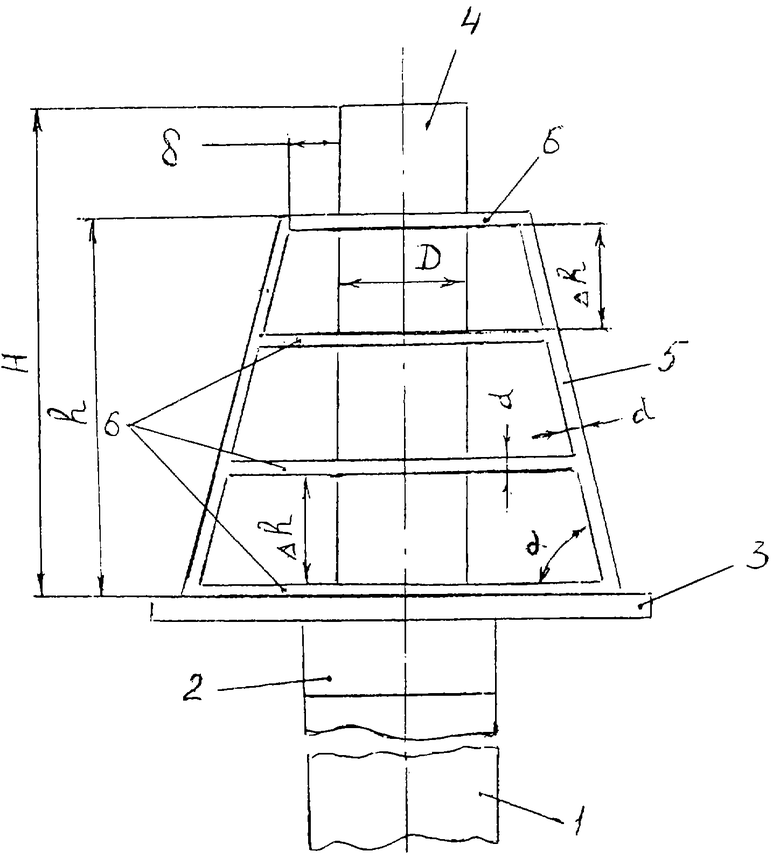
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| - Магнитогорск, 2004 | |||
| Затравка машины непрерывного литья металла | 1980 |
|
SU910328A1 |
| Затравка для машины непрерывного литья металлов | 1977 |
|
SU627909A1 |
| Затравка | 1975 |
|
SU528994A1 |
| ЗАТРАВКА ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК КРИВОЛИНЕЙНОГО ТИПА | 2000 |
|
RU2224620C2 |
| ХОЛОДИЛЬНИК С АВАТАРОМ | 2006 |
|
RU2382960C2 |
| US 5197533 A, 30.03.1993. | |||

