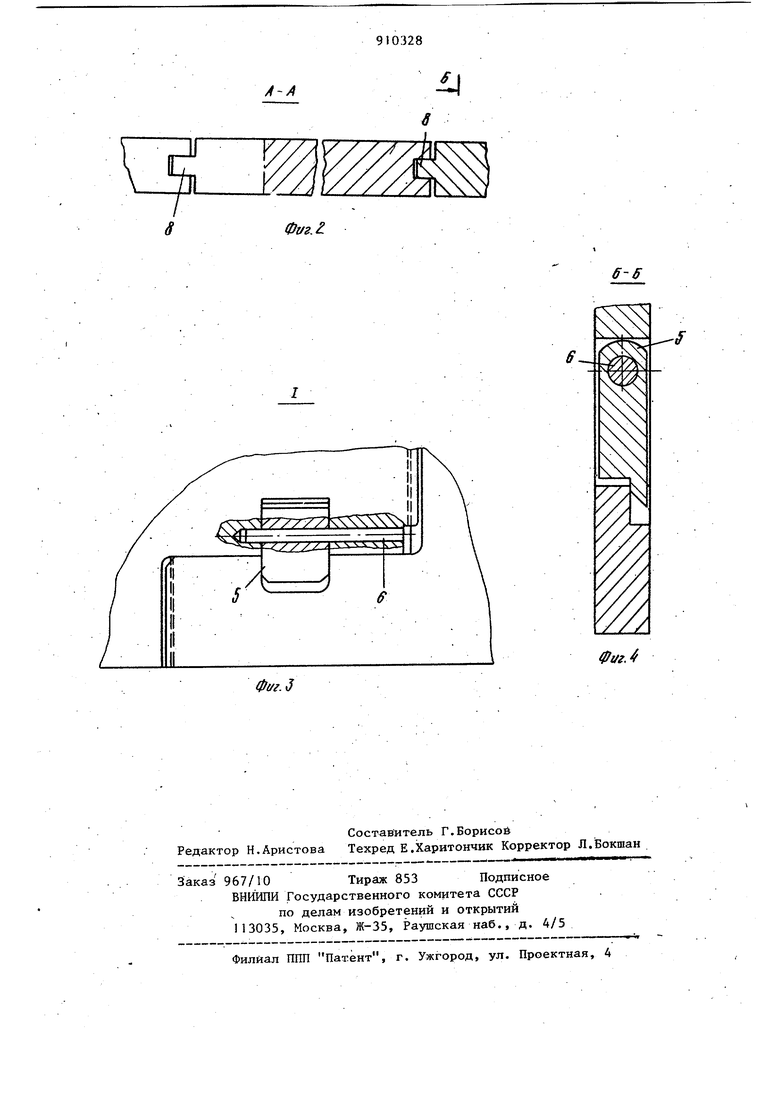
- -. 1 Изобретение относится к металлур , гни и касается затравок, испольэуем в машинах непрерывного литья металла.. Наиболее близкой по технической сущности является затравка, содержащая стержень, выполненный из отдельных звеньев, шарнирно соединенных между собой осями, причем шарнирное соединение снабжено щпонкой, жестко . закрепленной на одном из эл ментов этого соединения и входящей зазором в закрытый с обоих концов паз, выполненный в другом элементе шарнирного соединения 1}. Недостатком этой конструкции является то, что затравка не может разбираться на отдельные части в пр цессе непрерывного литья во время работы из-за значительной трудоемкости разборки. Неразбррная затравка требует для транспортировки и хранения дополнительного технологического оборудования, что увеличивает габариты машин и производственные площади, занимаемые машиной. Если механизм, разъединения частей затравки сделать быстроразъемным, то затравку можно разбирать во время работы машины. Целью настоящего изобретения является сокращение габаритных размеров машины непрерывного литья металла и количества технологического оборудования. Поставленная цель достигается тем что затравка машины непрерывного литья металла, содержащая головку, соединенную со- стержнем, выполненным из отдельных частей, соедиенных шпонками,, при этом в одной из. частей стержня шпонки закреплены с помощью осей с возможностью поворота, а в другой выполнены пазы по размеру шпонок. На фиг.1 изображена предлагаемая затравка, вид в плане; на фиг.2 разрез А-А на фиг,1; на фпг.1 - yu:.i
1 на фиг.1; на фиг.4 - разрез Б-Б
на фиг..
Затрачена машины непрерывного лит металла содержит, головку 1, соединенную со стержнем, В передней части головки закреплен болты 2 для сцепления с отливаемым слитком. Стержень выполнен из отдельных частей, состоящих из переходных зв.еньев 3 и концевого звена 4.
Соединение головки с переходным звеном, переходных звеньев между собой и переходного звена с концевым звеном осуществляется с помощью шпонок 5, укрепленных в одной из соединяемых частей с помощью осей 6 с возможностью проворота, при этом в другой из соединяемых частей шпонки располагаются, в пааах, выполненных по размеру шпонок.
Шпонки обеспечивают фиксацию частей затравки в продольном направлении; продольные плоскости 7 места соединения обеспечивают фиксацию частей затравки в поперечном направлении; выступы 8, расположенные на поперечных участках 9 места соединения, обеспечивают ; фиксацию частей в верт икальной плоскости.
Устройство работает следующим образом.
После сцепления головки 1 затравки со слитком механизм вытягивания машины непрерывного литья металла начинает пepeмeE aть затравку.. Когда первое место соединения выйдет из ме ханизма вытягивания, шпонки 5, с помощью монтажного ломика поворачиваются на 90, затем вьш|едшая их механизма вытягивания час.ть затравки вручную отводится до выхода выступов 8 из соединения с оставшейся частью затравки и убирается с технологической линии литья.
Таким же образом все остальные части загравки отделяются .и удаляются с технологической линии литья по мере выхода их из механизма вытягивания.
Выполнение быстроразъемной затравки позволяет сократить габаритные размеры машины непрерывного литья металла, количество технологического оборудования, производственные площади, занимаемые этим оборудованием.
Формула изобретения
Затравка машины непрерывного литья металла, содержащая головку, соединенную со стержнем, выполненньи из отдельных частей, соединенных шпонками, отличающаяся тем, что, с целью сокращения габаритных размеров машины и количества технологического оборудования, в одной из частей стержня шпонки закреплены с помощью осей с возможностью поворота, а в другой выполнены пазы по размеру шпонок.
Источники информации, принятые во внимание при экспертизе
1. Патент СССР № № 555834, кл. В 22 D 11/08, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Затравка для установки непрерывной разливки металлов | 1986 |
|
SU1440605A1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| Затравка для установок непрерывной разливки металлов | 1976 |
|
SU655467A1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Машина непрерывного литья горизонтального типа с двусторонним вытягиванием слитков | 1987 |
|
SU1533827A1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2424081C1 |
| Захват для грузов | 1980 |
|
SU944764A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2134180C1 |
X X /XL
