Известна многорезцовая головка для кольцевого сверления глубоких отверстий по авт. св. № 97289, выполненная в виде пустотелой коронки, Снабженной несколькими резцами с заточкой режущих кромок, что обеспечивает работу головки по принципу деления подачи и глубийы резания. Канавки на наружной .поверхности головки, служащие для отвода стружки, расположены у каждого из резцов.
Предложенная многорезцовая головка отличается тем, что ее резцы имеют левое направление, а па коронке выполнены попарно формообразующие прорези, нричем одна из каждой пары, расположенная под резцом, нереходит в окно, вследствие чего каждый резец представляет собой пружинящую консоль.
Такая конструкция головки нозволяет предотвратить поломку резцов в результате перегрузки в процессе работы.
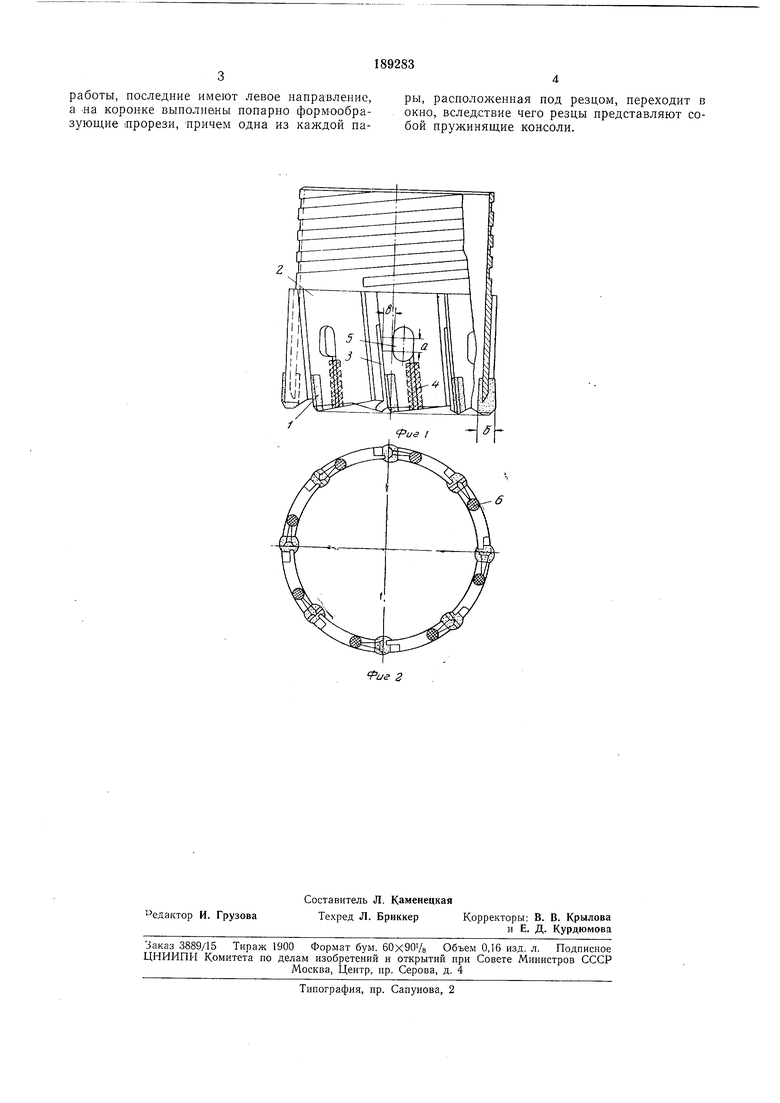
На фиг. 1 изображена многорезцовая головка, вид сбоку; на фиг. 2 - то же, вид со стороны рабочего торца.
Резцы / головки имеют левое направление. На коронке 2 над каждым резцом и под ним вьгнолнепы прорези 3 и 4. Прорезь 4 круглой формы в сечении, расположенная под резцом, переходит в окпо 5. Для гащения вредных колебаний в эту нрорезь вставляется резиновая поокладка 6.
Каждый резец, таким образом, представляет собой нружинящую консоль. Участок а выполпеп коническим, в виде бруса равного сопротивления, и равен ширине реза коронки б.
Сечение консоли, определяемое размером в, подбирается с таким расчетом, чтобы двукратпая нагрузка на режущие кромки резца вызвала отход их от изделия на величину подачи на зуб..,
Унругие резцы, деформируясь па участке а в направлении действия вертикальной составляющей от сил резания, отходят от изделия, уменьшая величину срезаемого слоя.
Таким образом, в процессе работы головки происходит компенсация разповысотности идентичных режущих кромок, полученной прл изготовлении, переточках и в процессе эксплуатации. Это предотвращает ноломку зубьев от нерегрузки во время работы.
Для получения необходимой упругости консолей корпус коронки термически обрабатывают; твердость должна быть R 45-50.
Предмет изобретения
Многорезцовая головка для кольцевого сверления глубоких отверстий по авт. св. № 97289, отличающаяся тем, что, с целью предотвраще30 ПИЯ поломки резцов от перегрузки в процессе
работы, последние имеют левое направление, а «а коронке выполнены попарно формообразующие лрорези, причем одна из каждой пары, раополол енная под резцом, переходит в окно, вследствие чего резцы представляют собой пружинящие КОЕСОЛИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Устройство для сверления глубоких отверстий | 1975 |
|
SU576709A1 |
| Многорезцовая головка для нарезания глобоидальных червяков | 1950 |
|
SU91162A2 |
| СПОСОБ УДАЛЕНИЯ МАТЕРИАЛА ВПАДИНЫ МЕЖДУ ЗУБЬЯМИ ЦИЛИНДРИЧЕСКОГО АРОЧНОГО ЗУБЧАТОГО КОЛЕСА | 2019 |
|
RU2749955C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Головка для расточки глубоких отверстий | 1957 |
|
SU129920A1 |
| Способ сверления глубоких отверстий и сверлильная головка для глубокого сверления | 1975 |
|
SU695073A1 |
| ГОЛОВКА БУРИЛЬНАЯ | 2007 |
|
RU2342514C1 |
| Сверлильная головка | 1980 |
|
SU980967A1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2004 |
|
RU2270317C1 |