Область техники
Изобретение относится, в общем, к области панелей с декоративной износостойкой поверхностью, предпочтительно - панелей пола и стен. Изобретение относится к строительным панелям с такими декоративными поверхностями и к способам изготовления, предназначенным для изготовления таких панелей.
Область применения
Варианты осуществления данного изобретения пригодны, в частности, для использования в полах, которые можно формировать из панелей пола, содержащих сердцевину, декоративный слой и прозрачный износостойкий слой поверх декоративного слоя. Поэтому нижеследующее описание известного способа, проблем известных систем, а также задач и признаков изобретения, будет приведено в качестве неограничительного примера, ориентированного на эту область применения, а в частности - на настилы, похожие на обычные настилы из древесины и слоистого пластика.
Следует подчеркнуть, что варианты осуществления этого изобретения можно использовать для изготовления поверхностного слоя в панелях любого типа, например - строительных панелях, таких, как панели стен, потолки, а также компоненты мебели и аналогичные им компоненты.
Предпосылки создания изобретения
Большинство всех полов из слоистого пластика изготавливают в соответствии со способом изготовления, обычно именуемым способом получения слоистого пластика прямого давления (СППД (DPL)). Изготовленные таким способом полы содержат сердцевину из древесноволокнистой плиты толщиной 6-12 мм, верхний декоративный поверхностный слой толщиной 0,2 мм слоистого пластика и нижний балансирующий слой толщиной 0,1-0,2 мм слоистого пластика, пластмассы, бумаги или аналогичного материала.
Поверхностный слой пола из слоистого пластика отличается тем, что его декоративные свойства и свойства износа в общем случае получаются с помощью двух отдельных слоев бумаги, уложенных один поверх другого. Декоративный слой в общем случае представляет собой печатную бумагу, а слой износа - прозрачную бумагу оверлей, которая содержит мелкие частицы оксида алюминия.
Печатную декоративную бумагу и оверлей пропитывают меламиновыми смолами и наслаивают на сердцевину на основе древесных волокон в крупногабаритных прессах для формования слоистых пластиков, где смола вулканизируется под действием сильного нагрева и высокого давления, а упомянутые бумаги наслаиваются на материал сердцевины.
Пол из слоистого пластика изготавливают в виде плит пола, в общем случае - размером 2,1×2,7 м, а после прессования их разделяют на несколько отдельных панелей пола, в общем случае - размером примерно 1,3×0,2 м. Края впоследствии подвергают механической обработке и снабжают системами механической блокировки.
Полы из слоистого пластика можно также изготавливать с помощью технологии печати. Одно преимущество заключается в том, что можно избежать операции прессования и что для обеспечения декоративной износостойкой поверхности не требуются печатные бумаги.
Панели пола с поверхностью из слоистого пластика прямой печати содержат сердцевину из древесноволокнистой плиты высокой плотности (ДВПВП (HDF)) такого же типа, как СППД. Декор печатают непосредственно на сердцевину. Процесс изготовления довольно сложен и рентабелен только при очень больших объемах производства.
На первом этапе, совокупность окрашенных грунтовок на водной основе и герметиков наносят на сердцевину, чтобы обеспечить адгезию к сердцевине и базовую окраску. Такое покрытие в нижеследующем тексте именуется адгезионным покрытием.
Для печати декора посредством многокрасочной печатающей машины с валиками, которые осуществляют печать непосредственно на заранее уплотненную сердцевину, используют водные типографские краски. Слой с напечатанным декором нужно защитить от износа. В некоторых случаях используют оверлей на бумажной основе, а плиту прессуют в традиционном прессе для формования слоистых пластиков. Наиболее распространенным способом достижения высокой стойкости к абразивному истиранию является использование антиабразивных УФ-герметиков, которые затем наносят на отпечаток валиками и отверждают посредством ультрафиолетового излучения. Можно также получать структурированные и синхронизированные поверхности посредством тисненых валиков. На отпечаток наносят несколько слоев. Для наращивания толщины защитного слоя используют грунтовые покрытия, а для обеспечения стойкости заключительной структуры к контактным механическим повреждениям используют покрывные покрытия. Тисненые структуры можно формировать посредством тисненых валиков, которые также могут иметь структуру, предусматривающую окружную приводку печатных цилиндров.
Технологию прямой печати можно заменить технологией цифровой печати, которая является намного быстрее переналаживаемой, так что с ее помощью можно сделать рентабельным производство в небольших объемах. Различие между этими двумя способами заключается главным образом в этапе печати, где печатные валики заменяются процессом бесконтактной цифровой печати и где желаемое изображение наносят непосредственно на сердцевину, предварительно подвергнутую отделочной обработке. В заключение, наносят прозрачное покрытие, которое защищает цифровое изображение, а структурированные поверхности обычно являются поверхностями такого же типа, как используемые в процессе прямой печати. Можно создавать печатные изображения любых типов, но структура поверхности всегда ограничивается формой тисненых валиков или структурированных пленок, которые припрессовываются к поверхности.
Цифровую печать можно также использовать для печати на листе бумаги, который используется в обычном производстве слоистых пластиков. Цифровой отпечаток можно наносить на верхней стороне декоративной бумаги, имеющей базовый цвет, или на нижней стороне оверлея, а делать это можно перед пропиткой или после нее. Отпечаток так же можно делать на необработанной бумаге, с базовым цветом или без него, а пропитывать бумагу можно непосредственно во время прессования - смолами из порошка, слоем жидкости или пропиточной бумагой, наносимой над и под бумагой для цифровой печати. Необработанную бумагу можно соединять с сердцевиной до этапа цифровой печати, и это позволяет использовать более тонкую необработанную бумагу, и можно смягчить проблемы позиционирования.
Недавно разработаны полы нового типа - «безбумажные» - с твердыми поверхностями, содержащими, по существу, гомогенную смесь волокон, связующих и износостойких частиц. Такой пол именуют ДВП (древесноволокнистый пол, WFF).
Износостойкие частицы предпочтительно представляют собой частицы оксида алюминия, связующие предпочтительно представляют собой термореактивные смолы, такие, как аминосмолы, а волокна предпочтительно представляют собой волокна на древесной основе. В большинстве приложений, гомогенная смесь включает в себя декоративные частицы, например, такие, как цветные пигменты. В общем случае, все эти материалы предпочтительно наносить в сухом виде - как смешанный порошок - на сердцевину из ДВПВП и отверждать посредством нагревания и приложения давления с получением сплошного слоя толщиной 0,1-1,0 мм.
Можно получить несколько преимуществ над известной технологией, особенно - над традиционными настилами из слоистого пластика:
- износостойкий поверхностный слой, который представляет собой гомогенную смесь, можно сделать толще и достичь износостойкости, которая значительно выше;
- можно получить новые и весьма перспективные декоративные эффекты с глубоким тиснением и посредством декоративных материалов, которые можно внедрять в гомогенный поверхностный слой и согласовывать с тиснением;
- с помощью гомогенного поверхностного слоя, который толще и обладает большей плотностью, можно достичь повышенной стойкости к ударным воздействиям;
- гомогенный поверхностный слой может содержать частицы, которые оказывают положительное влияние на акустические свойства и свойства увлажнения;
- поскольку можно использовать дешевые и даже повторно используемые материалы, а несколько этапов изготовления можно исключить, оказывается возможным сокращение издержек производства.
Весьма подходящей для получения декоративного поверхностного слоя, который является копией камня и керамики, является порошковая технология. Вместе с тем, трудно создавать дизайны, например, такие, как, антураж древесины. Однако недавно разработана цифровая порошковая печать, и теперь возможно создание весьма перспективных дизайнов любого типа путем введения цифрового отпечатка в порошок перед прессованием.
Полы c поверхностью древесины получают многими разными способами. Разработаны традиционные деревянные полы, являющиеся встраиваемыми полами со слоями древесины, нанесенными на сердцевину, выполненную из деревянных пластинок, ДВПВП или фанеры. Большинство таких полов поставляются в виде заранее отделанных полов c поверхностью древесины, которая покрыта несколькими прозрачными слоями на предприятии-изготовителе. Деревянные настилы представляют собой одно из крупнейших приложений процесса нанесения покрытий с помощью валиков и отверждения с помощью ультрафиолетового излучения (УФ-отверждения), которые предусматривает нанесение структур многослойных покрытий для уплотнения и защиты поверхности дерева. Обычно для прозрачных защитных слоев используют экологически безопасный полиуретан на водной основе, отверждаемый УФ излучением (экологически безопасный УФ-отверждаемый полиуретан на водной основе). Этот процесс нанесения обычно предусматривает нанесение прозрачных слоев нескольких типов - отверждаемых ультрафиолетовым излучением грунтовок, шпатлевок, герметиков и покрывных покрытий (УФ-грунтовок, УФ-шпатлевок, УФ-герметиков и покрывных УФ-покрытий). Каждый слой покрытия выполняет свою собственную функцию. Характеристики поверхности, подобные стойкости к абразивному истиранию, твердости, стойкости к контактным механическим повреждениям и т.д., можно регулировать, чтобы удовлетворить разным требованиям к качеству. Все такие слои наносят роликовыми устройствами для нанесения покрытий, а каждый отдельный слой подвергают УФ-отверждению. Высококачественный деревянный пол может содержать прозрачный защитный слой с массой примерно 60-120 г/м2, а посредством валиков на этапах с промежуточным УФ-отверждением можно нанести примерно 5-10 слоев или более.
В качестве первого этапа, накатывают адгезионное покрытие для формирования связи между древесиной и последующими отделочными покрытиями. В зависимости от породы древесины, используемой в полу, и желаемого окончательного вида, следующий этап может происходить на станции наполнителя, где можно наносить отверждаемый ультрафиолетовым излучением наполнитель (УФ-наполнитель), а УФ-печь отверждает этот наполнитель за один или несколько этапов. На следующих этапах осуществляют нанесение грунтовых покрытий, что обеспечивает основную толщину прозрачной поверхности, а в заключение осуществляют заключительную аппретуру, предусматривающую нанесение нескольких покрывных покрытий с помощью роликовых устройств для нанесения покрытий. Количество используемых покрытий зависит от фирмы-изготовителя, но за каждым покрытием следует проход сквозь печь для УФ-отверждения.
Почти все изготовители высококачественных деревянных настилов используют износостойкие частицы, такие, как частицы оксида алюминия в некоторых или нескольких слоях, чтобы увеличить износостойкость прозрачной поверхности. Прозрачные покрывные покрытия, противодействующие контактным механическим повреждениям, содержат наночастицы, которые дают высокие уровни стойкости к контактным механическим повреждениям.
В последнее время получены некоторые полы из слоистого пластика c прозрачными покрывными покрытиями на основе УФ-отверждаемых веществ над пропитанными смолой поверхностями, например, поверх декоративной бумаги, или пропитанной меламиноформальдегидной смолой бумаги, или оверлея, чтобы обеспечить более гладкую поверхность, которая похожа на поверхность дерева. Гладкие полы с поверхностью фольги или поверхностью полихлорвинила (ПВХ) - так называемые полы из виниловой плитки категории «люкс» (ВПКЛ (LVT)) - предусматривают использование прозрачного полиуретанового покрытия в качестве покрывного покрытия, чтобы повысить сопротивление деформации и стойкость к износу виниловых полов.
Прозрачные защитные слои, наносимые и структурируемые валиком, являются весьма важными частями технологии поверхностей полов и составили бы основное их преимущество, если бы такие приложения можно было бы воплотить более рентабельным и быстро переналаживаемым способом и с улучшенными свойствами, главным образом - в контексте дизайна и качества.
Определение некоторых терминов
В нижеследующем тексте видимая поверхность установленной панели пола именуется «передней стороной», а противоположная поверхность панели пола, обращенная к фальшполу, называется «задней стороной». Под «поверхностным слоем» понимаются все слои, которые придают панели ее декоративные свойства и ее износостойкость и которые наносят на сердцевину ближе всего к ее передней стороне, предпочтительно - накрывая всю переднюю сторону плиты пола.
Под «покрытием» понимается слой вещества распыленный сверху поверхности для защиты или декорирования.
Под «отпечатком» понимается декор или изображение. Под «адгезионным покрытием» понимается нанесение слоев или грунтовок, которые используются для улучшения соединения между материалом сердцевины и другими слоями, наносимыми на сердцевину. Под «грунтовым покрытием» понимаются слои, которые используются для наращивания толщины прозрачных защитных слоев. Под «покрывным покрытием» понимаются верхние слои, наносимые на грунтовое покрытие, чтобы придать стойкость к контактным механическим повреждениям и заключительные уровни блеска.
Под словом «вверх» понимается направление к передней стороне, а под словом «вниз» - направление к задней стороне.
Под «пигментами для типографской краски для цифровой печати» понимается материал, который изменяет цвет отраженного или пропускаемого света в результате поглощения с избирательностью по длине волны.
Под «краской на основе красителя» понимается окрашенное вещество, обладающее сродством к подложке, на которую наносится. В общем случае, краситель наносят в водном растворе, который также может содержать связующее, и может потребовать протравы для улучшения стойкости красителя на волокне. В отличие от пигментов, которые представляют собой некоторые нерастворимые частицы, краситель полностью растворим в воде подобно сахару.
Под «типографской краской на водяной или водной основе» понимается типографская краска, в которой в качестве жидкого вещества используется вода. Жидкость на водной основе является носителем пигментов. В системе также присутствует некоторое связующее для связи пигментов с подложкой.
Под «типографской краской на основе растворителя» понимается типографская краска, которая в общем случае содержит три основные составляющие, такие, как текучий носитель, пигменты и смолы. Технически, «типографская краска на основе растворителя» - это термин, относящийся только к составленной на основе масла части-носителю типографской краски, несущей другие компоненты в жидкой форме и испаряющейся сразу же после нанесения на поверхность струйным методом.
Под «УФ-отверждаемой типографской краской или покрытием» понимается типографская краска или покрытие, которую или которое после нанесения отверждают, подвергая воздействию УФ излучения в УФ-печи.
Известный метод и сопутствующие ему проблемы
Общим признаком всех таких полов, как описанные выше, которые содержат прозрачный защитный слой поверх декоративного слоя, является то, что такие прозрачные слои наносятся валиками. Проблемы, связанные с нанесением прозрачных слоев, будут описаны ниже применительно к деревянному настилу.
На фиг. 1a показано нанесение покрытия валиками на панель 1, которая транспортируется под валиками и подвергается УФ-отверждению на транспортере 21. Прозрачные слои LI, L2, L3 наносятся валиками 22a-c и оверждаются УФ-печами 23a-c за несколько этапов.
На фиг. 1b показано нанесение покрытия валиками на панель 1 пола с деревянными поверхностями 2 и система механической блокировки, содержащая язычок 10 и паз 9 язычка для вертикальной блокировки краев и полоску 6 c блокирующим элементом 8, который взаимодействует с блокирующим пазом 14 в соседнем крае для горизонтальной блокировки краев. Нанесение покрытия валиками осложняется, когда покрытие наносят на поверхности, которая не является совершенно плоской. Трудно избежать меток на коротких краях панели пола там, где валик 22 встречается с краем 15a и покидает край 15b. Такие проблемы особенно связаны с теми панелями пола, покрытие на которые наносят как на отдельные панели, т.е. не как на большие плиты, которые делятся на несколько отдельных панелей пола после нанесения покрытия, и как на отдельные панели пола, которые до нанесения покрытия на поверхность снабжаются системой механической блокировки и которые содержат край, не полностью опертый вертикально посредством нижнего края 16. Также трудно наносить покрытия на скосы 15a, b на длинном и коротком краях, а перетекания покрытия через края могут изменять геометрию блокировки. Покрытие на отдельные панели пола можно наносить перед формированием системы блокировки и/или скосов. Этот способ дает очень острые края, которые могут содержать малые трещины, а наносить покрытие на скосы нужно на отдельной операции, где перетекание материала покрытия может создавать нежелательные визуальные краевые эффекты.
Технологические линии нанесения покрытий, оснащенные станциями с валиками и печами для УФ отверждения, обычно являются весьма протяженными, а их длина может составлять 50-100 м. Обрезиненные валики имеют ограниченный срок службы, и их надо чистить, когда наносят новые слои покрытий. Структурированные валики дорого стоят и способны формировать лишь заранее определенный тисненый рисунок, которые во время изготовления нельзя изменить до тех пор, пока структурированный валик не будет заменен другим тисненым валиком. Если бы можно было наносить покрытие бесконтактным способом с повышенной точностью и быстрой переналадкой, это стало бы значительным преимуществом.
Ниже описывается общая технология, которую используют в промышленности, чтобы обеспечить цифровую печать. Способы, описываемые ниже, можно использовать по отдельности или в сочетаниях, создавая цифровой отпечаток или обеспечивая цифровое нанесение вещества в вариантах осуществления этого изобретения.
В цифровых печатающих устройствах высокого разрешения используются процессы безударной печати. В печатающем устройстве есть печатающие головки, которые очень точно «выстреливают» капли типографской краски из печатающих головок на подложку.
Многопроходная печать, называемая также печатью по принципу сканирования, - это способ печати в случае, когда головка печатающего устройства совершает поперечное движение над подложкой много раз, чтобы генерировать изображение. Такие печатающие устройства работают медленно, но одна малая печатающая головка может генерировать большее изображение.
Промышленные печатающие устройства в общем случае основаны на способе однопроходной печати, предусматривающем использование неподвижных головок печатающего устройства c шириной, которая соответствует ширине носителей печатной информации. Под головками движется подложка для печатной информации. Такие печатающие устройства обладают большой емкостью и оснащены неподвижными печатающими головками, которые выровнены друг за другом в направлении подачи. Каждая головка печатает одним цветом. Такие печатающие устройства можно изготавливать на заказ для каждого приложения.
На фиг. 1с показано однопроходное печатающее устройство 35, содержащее пять цифровых печатающих головок 30a-e, которые соединены трубками 32 для типографских красок с контейнерами 31 типографских красок, наполненными типографскими красками разных цветов. Головки для печати типографскими красками соединены цифровыми кабелями 33 передачи данных с цифровым блоком 34 управления, который управляет подачей капель типографских красок и скоростью транспортера 21, который должен обладать способностью перемещать панель под печатающими головками с высокой точностью, чтобы гарантировать высококачественное изображение, содержащее несколько цветов. Во избежание засорения сопел, типографская краска в общем случае циркулирует по печатающей головке, трубкам для типографской краски и контейнеру типографской краски.
Обычная ширина промышленной печатающей головки составляет примерно 6 см, и можно печатать отрезки любой протяженности. C помощью цифровых печатающих устройств, содержащих несколько рядов печатающих головок, выровненных бок о бок, можно проводить печать широких зон размером 1-2 м.
В последнее время разработаны печатающие головки, способные наносить 5 разных цветов и могущие иметь ширину примерно 20-30 см. Цифровые печатающие устройства способны печатать изображение с высоким разрешением на скорости, превышающей 60 м/мин. Непрерывно осуществляются значительные усовершенствования в контексте скорости, разрешения, капиталовложений и затрат на типографские краски.
Для характеристики качества печати посредством цифрового печатающего устройства используется параметр DPI. Он описывает разрешение количеством точек на дюйм в цифровом отпечатке.
Относительно низкое разрешение в типичном случае ниже 100 DPI. Это обеспечивает высокую скорость печати и низкое содержание типографской краски. Разрешения 200 DPI в общем случае достаточно для обеспечения отпечатков, которые можно использовать в приложениях, связанных с настилами. 300 DPI в общем случае достаточно, например, для печати структур волокон древесины того же качества, которое используется в обычных настилах из слоистого пластика.
Промышленные печатающие устройства могут печатать рисунки c разрешение 300-1000 DPI и даже больше.
Типографская краска может быть типографской краской «плашечного цвета». В таком варианте осуществления, типографская краска специально приготовлена и адаптирована к конкретному цвету, пригодному для конкретного изображения. Вместо создания цвета путем смешения пикселей цветов модели CMYK, типографская краска, создающая пиксель плашечного цвета, имеет конкретный, заранее определенный цвет.
Отпечаток может быть «полным отпечатком». Это означает, что видимый печатный декор создается главным образом посредством пикселей типографских красок, вносимых в порошок или наносимых на поверхность бумаги. Цвет слоя порошка или базовый цвет в таком варианте осуществления имеет, вообще говоря, ограниченное влияние на видимый рисунок или декор.
Отпечаток также может быть «частичным отпечатком». Цвет другого - нижележащего - слоя является одним из цветов, которые видны в готовом декоре. Зону, охваченную напечатанными пикселями, и количество используемой типографской краски, можно уменьшить, а из-за меньшего использования типографской краски и большего объема печати по сравнению с полным печатным изображением можно получить снижение затрат.
Отпечаток может быть основан на принципе цветов модели CMYK. Это 4-хцветная система, включающая в себя голубой, пурпурный, желтый и черный цвета. Их смешение друг с другом дает цветовое пространство, которое относительно мало, или цветовую палитру, которая относительно мала. Чтобы увеличить это пространство или эту палитру, можно добавить конкретный цвет или плашечные цвета всего спектра. Плашечный цвет может быть любым цветом. Можно использовать дополнительные цвета, такие, как оранжевый, зеленый, синий, красный, светло-серый, а также светлые оттенки пурпурного и голубого цветов или белый цвет. Эти цвета можно использовать по отдельности или в сочетаниях. Смешение цветов и управление ими осуществляют с помощью совокупности программных и аппаратных средств (процессоров печати и/или печатающих головок).
Компания Valinge Innovation AB разработала новую технологию, которая делает возможным введение цифрового отпечатка в слой порошка. Отпечаток с высоким разрешением в слое порошка требует специальной программы программного обеспечения и внедрения ее применительно к конкретной типографской краске, к конкретному способу печати, к расстоянию от печатающей головки до слоя порошка и к используемому порошку. Для управления скоростью печати, положением капель чернил, объемом и формой капель чернил используют «Цифровой процесс обработки порошковых растровых изображений» или DP-RIP.
Можно разработать процессы типа DP-RIP, обеспечивающие отпечаток или декор, который можно позиционировать в нескольких измерениях, например - в поверхностях на основе порошка, горизонтально и вертикально на разных глубинах. Это можно использовать для создания эффектов объемности, когда используются прозрачные волокна, и для повышения износостойкости. Конкретное преимущество заключается в том, что отпечаток простирается от верхней части поверхностного слоя книзу. Это обеспечивает ситуацию, в которой часть отпечатка будет всегда у поверхности, даже когда часть поверхности изношена. Защитные слои, которые искажают исходный рисунок, не нужны.
Этот новый тип «цифрового вводимого отпечатка» или DIP получается благодаря осуществлению печати в порошок, который после печати отверждают. Отпечаток внедряется в отвержденный слой, а не наносится на слой, как в случае, когда используются обычные способы печати.
Способ DIP можно использовать во всех материалах на основе порошка, например, в формовочных массах и аналогичных пластичных материалах, которые можно отверждать после печати. Вместе с тем, способ DIP оказывается особо пригодным к использованию, когда порошок содержит смесь древесных волокон и - по выбору - например, малые жесткие частицы и связующее, такое, как меламиноформальдегидная смола. Поверхностный слой также может содержать термопластичный материал, например, частицы винила, которые наносят на подложку в виде порошка. Это обеспечивает введение отпечатка в частицы порошка винила. Даже в таких материалах можно достичь улучшенного дизайна и повышенной износостойкости.
Для получения высокого качества печати и высокой скорости печати в слоях на основе порошков и других вышеописанных слоях, приходится использовать подходящую головку печатающего устройства. Головка печатающего устройства имеет несколько малых сопел, которые могут управляемо «стрелять» каплями типографских красок («капля по требованию» - DOD - технология струйной печати с непостоянным каплеобразованием). Объем каждой капли можно изменять в зависимости от типа типографской краски и типа печатающей головки, обычно - в диапазоне от 1 до 100 пиколитров. Можно спроектировать печатающие головки, которые смогут «стрелять» каплями большего объема - вплоть до величины более 200 пиколитров. Некоторые головки печатающих устройств могут «стрелять» каплями разных объемов и способны печатать в пределах полутоновой шкалы. Другие головки могут «стрелять» только каплями одного - фиксированного - объема.
Для «выстреливания» капель из сопла можно использовать разные технологии.
Технология головок термопечатающих устройств предусматривает использование картриджей для печати с рядом миниатюрных камер, каждая из которых содержит нагреватель, причем все они созданы посредством фотолитографии. Чтобы происходил выброс капли из каждой камеры, через нагревательный элемент пропускают импульс тока, вызывающий быстрое испарение типографской краски в камере с образованием пузырька, что обуславливает большой рост давления, продвигающий каплю типографской краски через сопло к подложке. В большинстве потребительских струйных печатающих устройств от таких компаний, как Canon, Hewlett-Packard и Lexmark, используются головки термопечатающих устройств.
В большинстве головок коммерческих и промышленных струйных печатающих устройств и некоторых потребительских печатающих устройствах, таких, как изготавливаемые компанией Epson, используется технология головок пьезоэлектрических печатающих устройств. Вместо нагревательного элемента, в наполненной типографской краской камере позади каждого сопла используется пьезоэлектрический материал. Когда прикладывается напряжение, пьезоэлектрический материал измеряет форму, что приводит к генерированию импульса давления в текучей среде, выталкивающей каплю типографской краски из сопла. Пьезоэлектрическая печать (именуемая также пьезопечатью) обеспечивает использование более широкой номенклатуры типографских красок, чем струйная термопечать, поскольку не выдвигается требование наличия летучего компонента и вопрос о когации не возникает. Можно использовать типографские краски множества типов, такие, как типографские краски на основе красителей, типографские краски на основе растворителей, латексные типографские краски или УФ-отверждаемые типографские краски.
Типографские краски для приложений, связанных с настилами, в общем случае по отдельности смешиваются друг с другом за счет использования цветных пигментов, стабилизированных к УФ излучению (УФ-стабильных цветных пигментов), и нескольких химических веществ. Особо пригодными являются типографские краски на водной основе, содержащие цветные пигменты, и они могут обеспечить рентабельный способ печати с высоким качеством во многих разных материалах.
Вышеизложенное описание различных известных аспектов представляет собой их характеристику заявителем, а не допущение, что к известному уровню техники относятся любые сведения из вышеизложенного описания. Некоторые из вышеописанных технологий известны и используются по отдельности, но не во всех вышеописанных сочетаниях и не всеми вышеописанными способами.
Большинство настилов полученных посредством цифровой печати, за исключением полов, где используется вводимый отпечаток в порошке, должны иметь прозрачный защитный слой, который наносят валиками. Для получения преимуществ, связанных с возможностью быстро переналаживаемого создания изображения с высоким разрешением, используют главным образом цифровую технологию нанесения. Вместе с тем, не полностью используются или не разработаны другие аспекты этой технологии, связанные главным образом с возможностью очень точного нанесения вещества бесконтактным способом, в частности - не в сочетании c веществами, которые не предназначены для создания изображения и которые предназначены для нанесения в существенных количествах для защиты изображения, декора или поверхностной структуры, так что упомянутые вещества можно использовать для приложений, связанных с настилами, или других приложений, где требуются аналогичные свойства.
Было бы также преимуществом, если бы можно было сочетать цифровые отпечатки и цифровые оттиски с декоративными свойствами и структурами панели, например, панели c поверхностью под древесину, которая может иметь декор и структуру, которые можно улучшить посредством частичного отпечатка и/или оттиска. Это может рентабельно обеспечить более высокое качество поверхности.
В документе EP 2108524 (Flooring Industries Ltd) описан способ изготовления покрытой панели c поверхностью, содержащей выступы, образованные двумя или более цифровыми отпечатками, предусматриваемыми один поверх другого.
В документе WO 2011/064075 A2 (Theodor Hymmen Holding Gmbh) описан способ создания трехмерной структуры на поверхности. Панель c отпечатанной декоративной поверхностью покрывают прозрачным лаком, отверждаемым излучением, который наносят струйной печатью с целью создания структурированного слоя. Структура формируется за счет использования капель разных объемов и нескольких слоев отпечатков. Эту структуру можно синхронизировать с отпечатанным декоративным рисунком, предусматривая формирование разных уровней блеска посредством прозрачной типографской краски. Отпечатанная декоративная поверхность может быть на бумаге, фольге или покрытой плите. Цифровой отпечаток можно наносить на структуру, созданную цифровым способом, и отпечаток можно покрывать прозрачным защитным слоем, который наносят обычными валиками.
В документе US 2011/0171412 (Döhring) описан цифровой отпечаток прямой печати, нанесенный на ДВПВП. Оптические характеристики этой плиты являются, по меньшей мере, частично видимыми и внедрены в дизайн слоя декора. Декор покрывают с помощью валика прозрачным защитным слоем.
В документе JP 2008-265229 описан способ нанесения покрытия и снабжения материала основы рисунком. Материалы основы, такие, как материал из дерева или пленочный материал, покрывают гибким слоем смолы. Декоративный рисунок образуется посредством твердого защитного слоя, который наносят посредством струйного нанесения покрытия на гибкий слой смолы.
Эти способы непригодны к использованию, например, в деревянных настилах, где защитные слои нанесены на отдельных панелях, и их нельзя использовать для обеспечения цифрового отпечатка или цифрового оттиска, который образует часть заключительного декора или структуры поверхности и который приходится адаптировать к базовым дизайнам и структурам каждой отдельной панели.
Сущность изобретения
Общая задача определенных вариантов осуществления изобретения состоит в том, чтобы разработать строительную панель, предпочтительно - панель пола, и способ изготовления таких панелей c прозрачной защитной поверхностью, которая обладает лучшими и/или отличающимися конструктивными свойствами либо лучшей и/или отличающейся структурой затрат, чем известные строительные панели.
Конкретная задача, по меньшей мере, определенных вариантов осуществления состоит в том, чтобы повысить качество поверхности и улучшить дизайн деревянных строительных панелей, особенно - деревянных панелей пола, которые в общем случае покрывают как отдельные панели, причем каждая панель предусматривает значительные изменения дизайна и дефекты поверхности.
Еще одна конкретная задача, по меньшей мере, определенных вариантов осуществления состоит в том, чтобы разработать усовершенствованный способ нанесения покрытия на отдельные деревянные строительные панели, такие, как деревянные панели пола, особенно - отдельные панели, уже снабженные системой механической блокировки на своих краях и/или скосами.
Вышеупомянутые задачи являются возможными, и варианты осуществления изобретения могут предусматривать решение других или дополнительных задач.
Первый аспект изобретения представляет собой способ нанесения покрытия на строительную панель, имеющую декоративную поверхность древесины, включающий в себя этапы, на которых:
- наносят слой УФ-отверждаемого покрытия c помощью печатающей головки для цифровой печати на декоративной поверхности древесины строительной панели; и
- отверждают слой УФ-отверждаемого покрытия c помощью УФ излучения, тем самым формируя прозрачный защитный поверхностный слой, при этом упомянутая декоративная поверхность видна сквозь упомянутый прозрачный защитный поверхностный слой.
Строительная панель может быть панелью пола.
Цифровое нанесение покрытия представляет собой бесконтактный способ, который обеспечивает основные преимущества по сравнению с обычным способом нанесения покрытия валиками.
Строительная панель, такая, как панель пола может представлять собой отдельную панель, имеющую размер, являющийся, по существу, таким же, как у готовой строительной панели, содержащей края, подвергнутые механической обработке.
Строительная панель, такая, как панель пола, может содержать систему механической блокировки на двух противоположных краях.
Строительная панель может содержать скос на краю.
Слой УФ-отверждаемого покрытия может представлять собой жидкое полиуретановое вещество.
Слой УФ-отверждаемого покрытия может представлять собой УФ-отверждаемый полиуретан на водной основе.
Слой отверждаемого покрытия может представлять собой слой отверждаемого излучением покрытия. Слой отверждаемого излучением покрытия может быть отверждаемым УФ излучением, тепловым излучением, пучком электронов и т.д.
Слой отверждаемого покрытия, такой, как слой УФ-отверждаемого покрытия, может содержать акрилатный или метакрилатный мономер, либо акрилатный или метакрилатный олигомер. Слой отверждаемого излучением покрытия может содержать акриловую смолу. Акрилатный или метакрилатный мономер, либо акрилатный или метакрилатный олигомер, может представлять собой эпоксиакрилат, эпоксиметакрилат, уретанактилат, уретанметакрилат, сложный полиэфиракрилат, сложный полиэфирметакрилат, простой полиэфиракрилат, простой полиэфирметакрилат, акрилакрилат, акрилметакрилат, силиконакрилат, силиконметакрилат, меламинакрилат, меламинметакрилат или их комбинацию. Вышеуказанные примеры являются примерами мономера или олигомеров, полимеризуемых посредством реакции с участием свободных радикалов.
Вышеупомянутые мономеры или олигомеры могут образовывать компонент слоя отверждаемого излучением покрытия.
Декоративные поверхности могут содержать отпечаток, предпочтительно - цифровой отпечаток.
Печатающая головка для цифровой печати может представлять собой печатающую пьезоголовку.
Печатающая головка для цифровой печати может быть выполнена с возможностью подачи капель, предпочтительно - объемом примерно 60-200 пиколитров.
Слой УФ-отверждаемого покрытия может содержать частицы, являющиеся износостойкими и/или стойкими к контактным механическим повреждениям.
Слой УФ-отверждаемого покрытия может содержать структурированную поверхность с впадинами и выступами.
Структурированная поверхность может предусматривать приводку декоративной поверхности.
Второй аспект изобретения представляет собой панель пола, имеющую сердцевину, поверхностный слой, содержащий древесный материал, отпечаток и прозрачные слои. Нижний прозрачный слой может находиться под отпечатком, а верхний прозрачный слой может находиться над отпечатком, причем нижний прозрачный слой может представлять собой УФ-отверждаемый полиуретан, а часть поверхности древесного материала и отпечаток образуют часть видимого поверхностного слоя. Отпечаток может быть, по меньшей мере, частично синхронизирован с видимым дизайном и/или структурой отдельной панели пола.
Такие деревянные полы могут иметь весьма привлекательный дизайн даже в случае, когда в качестве сердцевины используют низкокачественную древесину. Отпечаток, который наносят с помощью печатающей головки для цифровой печати можно адаптировать к каждой отдельной панели пола, и можно использовать отпечаток для формирования изображения и/или оттиска, который улучшает базовый дизайн или структуру панели пола.
Верхний прозрачный слой может содержать полиуретан на водной основе.
Верхний прозрачный покровный слой может быть тисненым.
Верхний прозрачный слой может быть тисненым с приводкой отпечатка.
Третий аспект изобретения представляет собой способ формирования декора на строительной панели c помощью цифровой управляющей системы технического зрения, которая обеспечивает цифровой ввод в печатающую головку для цифровой печати, включающий в себя этапы, на которых:
- создают цифровое изображение поверхности строительной панели посредством цифровой управляющей системы технического зрения;
- используют цифровую управляющую систему технического зрения для обеспечения цифрового ввода в печатающую головку для цифровой печати на основании упомянутого цифрового изображения;
- осуществляют цифровую печать, по меньшей мере, на части упомянутой поверхности строительной панели c помощью печатающей головки для цифровой печати и c помощью отпечатка, который, по меньшей мере, частично адаптирован к цифровому изображению упомянутой поверхности строительной панели.
Основное преимущество заключается в том, что можно использовать цифровую систему технического зрения для анализа каждой отдельной панели, а компьютерная программа может направлять печатающие головки, которые наносят отпечаток на участках поверхности, которым нужен улучшенный дизайн или улучшенная структура.
Строительная панель может быть панелью пола.
Отпечаток может содержать цветные пигменты.
Поверхность панели может содержать прозрачное вещество, которое является УФ-отверждаемым и которое после отверждения образует тисненую структуру.
Строительная панель и способ изготовления в соответствии с вариантами осуществления изобретения делают возможным рентабельное изготовление весьма улучшенных рисунков с высокой износостойкостью и стойкостью к ударным нагрузкам с помощью цифрового бесконтактного способа нанесения покрытия. Этим цифровым способом нанесения покрытия можно формировать даже неориентированные структурированные поверхности, имеющие оттиск с приводкой.
Варианты осуществления и подробности различных аспектов можно объединять с вариантами осуществления и подробностями других аспектов.
Четвертый аспект изобретения представляет собой предложенный способ нанесения покрытия на строительную панель, включающий в себя этапы на которых:
- формируют прозрачный защитный поверхностный слой путем нанесения слоя УФ-отверждаемого покрытия с помощью цифровой головки для нанесения покрытия на декоративной поверхности строительной панели;
- отверждают слой покрытия c помощью УФ излучения.
Строительная панель может быть панелью пола. Декоративная поверхность может быть древесноволокнистой.
Краткое описание чертежей
Изобретение будет подробнее описано ниже в связи с вариантами осуществления и со ссылками на прилагаемые возможные чертежи, при этом:
на фиг. 1a-c изображено известное нанесение покрытия валиками и способ цифровой печати;
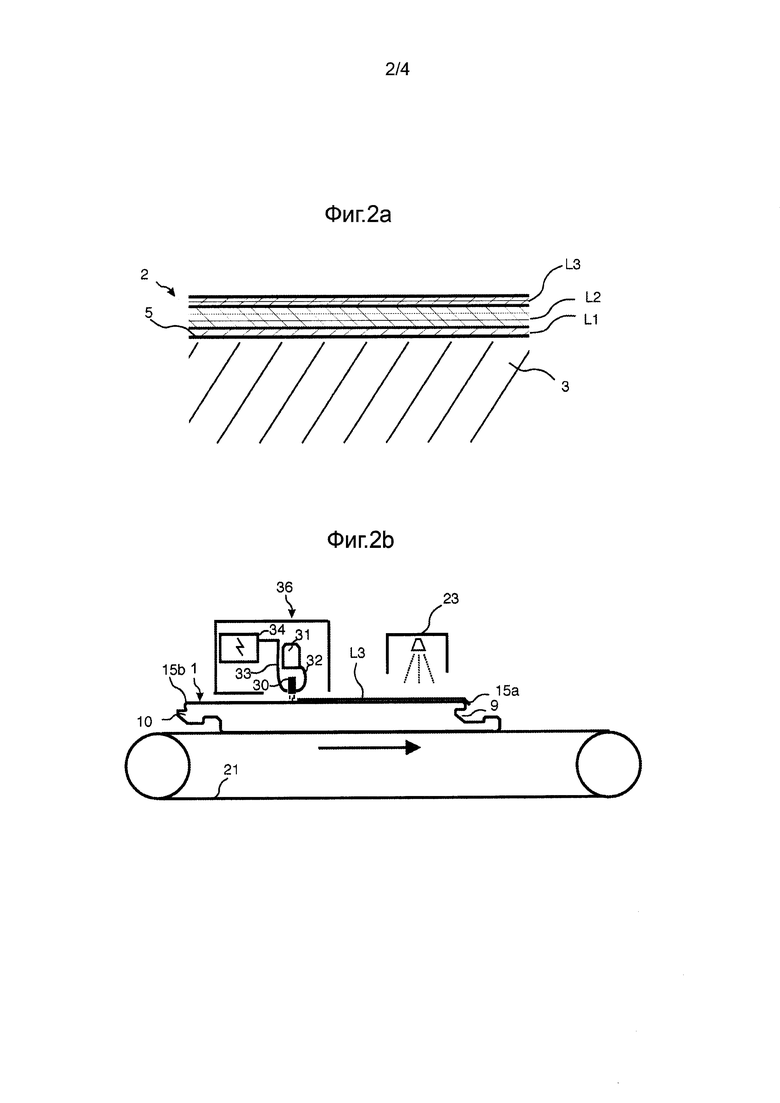
на фиг. 2a-b изображен цифровой способ нанесения покрытия;
на фиг. 3a-c изображена цифровая струйная печать в прозрачных слоях;
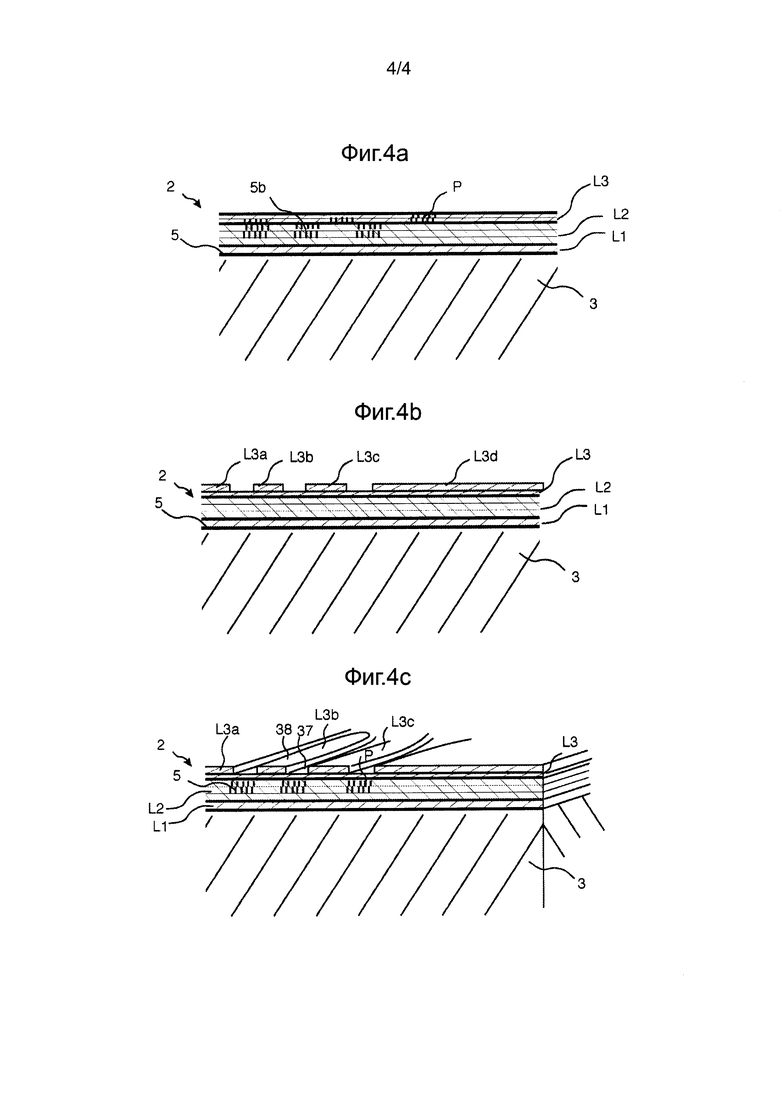
на фиг. 4a-c изображены цифровая печать и тиснение.
Подробное описание вариантов осуществления
На фиг. 2a показана панель 1 пола, содержащая сердцевину 3 из цельной древесины и декоративную поверхность 5, которая является верхней частью цельно-древесной сердцевины. Панель 1 пола может содержать скосы 15a, 15b на краях панели 1 пола. На поверхностях древесины нанесены несколько прозрачных слоев адгезионного покрытия L1, грунтового покрытия L2 и покрывного покрытия L3. Адгезионное покрытие и грунтовое покрытие наносятся валиками и являются УФ-отверждаемыми. Покрывное покрытие в этом варианте осуществления наносят цифровым способом.
На фиг. 2b показаны основные принципы и оборудование для цифрового способа нанесения покрытия. В качестве цифровой головки для нанесения покрытия используется цифровой блок 36 нанесения покрытия, содержащий печатающую головку 30 для цифровой печати. Печатающая головка 30 для цифровой печати предпочтительно неподвижна. Печатающая головка 30 для цифровой печати наносит прозрачное покрывное покрытие L3, предпочтительно - на грунтовое покрытие L2. Цифровое нанесение можно проводить без какого-либо контакта между панелью и печатающей головкой 30 для цифровой печати, а покрытие наносят в виде капель, которые «выстреливаются» из печатающей головки 30 для цифровой печати к декоративной поверхности, которая может содержать адгезионное покрытие L1 под грунтовым покрытием.
Печь 23 УФ-отверждения ультрафиолетовым светом располагается предпочтительно после цифрового блока 36 нанесения покрытия в направлении подачи и может обеспечить практически мгновенное отверждение покрытия в пределах нескольких секунд, особенно если используется УФ-отверждаемое полиуретановое покрытие c надлежащим инициатором фотополимеризации. Печатающая головка 30 для цифровой печати, которая предпочтительно является печатающей пьезоголовкой, предпочтительно имеет некоторую емкость для «выстреливания» капель с объемом капель примерно 50-200 пиколитров или более. Капли могут иметь диаметр 30-100 микрон или более и могут создавать на поверхности пятно капли, которое превышает 100 микрон. Капли предпочтительно располагаются так, что они перекрывают друг друга. Это перекрытие может быть получено посредством сочетания объема капли и положения капли. Несколько печатающих головок, расположенных друг за другом в направлении подачи можно также использовать для создания непрерывного слоя даже тогда, когда отдельные капли наносятся в виде растровой картинки.
УФ-отверждаемое покрытие предпочтительно представляет собой УФ-отверждаемое полиуретановое вещество на водной основе, имеющее вязкость, которая адаптирована к печатающей головке 30 для цифровой печати. В качестве покрытия, используемого в печатающей головке для цифровой печати, предпочтительны полиуретановые дисперсии на водной основе. Они могут быть экологически безопасными и технически превосходящими аналогичные покрытия на основе растворителей. Они могут не содержать, например, изоцианат и могут иметь нулевое или очень низкое содержание летучих органических веществ. Они обладают приемлемыми свойствами в контексте твердости, посторонних пятен и стойкости к абразивному истиранию, ударной вязкости и гибкости при определенных температурах.
Полиуретановые дисперсии представляют собой полностью прореагировавшие полиуретанополимочевины из мелких и дискретных частиц полимеров, и таких частицы можно получать с размером примерно 0,01-5,0 микрон, вследствие чего ими можно манипулировать в печатающей пьезоголовке для цифровой печати или других аналогичных головках. Они могут иметь содержание твердых частиц 20-70%, а с помощью цифрового способа нанесения покрытия можно получить широкий диапазон слоев c разной твердостью. Полиуретановые дисперсии можно смешивать, например, с акриловыми эмульсиями, чтобы снизить издержки в некоторых приложениях. Они также могут содержать частицы с малой износостойкостью и малой стойкостью к контактным механическим повреждениям, например - частицы оксида алюминия, которыми можно манипулировать посредством пьезоголовки. Такие частицы должны быть довольно мелкими, поскольку отверстие сопла в большинстве печатающих головок для цифровой печати имеет размер примерно 10 микрон. Износостойкие частицы предпочтительно меньше 5 микрон, а в еще более предпочтительном варианте износостойкие частицы имеют размер примерно 1 микрон или менее.
Износостойкие частицы предпочтительно можно наносить путем рассеивания частиц в форме сухого порошка, например, на грунтовое покрытие, которое предпочтительно находится в жидком состоянии и еще не отверждено. На слой износостойких частиц можно наносить второе грунтовое покрытие или покрывное покрытие. Преимущество заключается в том, что крупные частицы, которые могут засорять сопла, не подаются печатающей головкой для цифровой печати. Раздельное рассеивание обеспечивает возможность подачи частиц размером 10-100 микрон.
Покрытие сохраняют в форме жидкости в контейнере 31 покрытия, который соединен с печатающей головкой 30 для цифровой печати трубкой 33 для подачи покрытия. Цифровой блок 34 управления, соединенный с печатающей головкой и транспортером с помощью кабелей 33 передачи данных или беспроводных средств, управляет объемом капель и скоростью транспортера 21, который перемещает панель 1 относительно печатающей головки 30 для цифровой печати.
Такой цифровой блок нанесения покрытия значительно рентабельнее, чем обычное цифровое печатающее устройство, поскольку можно «выстреливать» гораздо более крупные капли, а это дает увеличенную скорость печати и меньшие проблемы с каналами в головке, которые могут быть перекрыты более крупной частицей, присутствующей в типографской краске, когда печатающее устройство работает с высоким разрешением и мелкими каплями. Каждой цифровой головке для нанесения покрытия, выполненной в виде печатающей головки для цифровой печати, можно придать конструкцию, обеспечивающую нанесение только одного слоя, и при этом не возникнет потребность в координировании нанесения капель такими разными печатающими головками, как при обычной многоцветной цифровой печати, в процессе которой капли, выравниваемые бок о бок в виде растровой картинки, создают цифровое изображение.
Можно спроектировать специальные печатающие головки для цифровой печати, что обеспечивает подачи очень крупных капель в диапазоне 200-400 пиколитров и более, а отверстие сопла может превышать 20 микрон. Такие печатающие головки для цифровой печати обычно непригодны для использования в качестве обычных печатающих головок, имеющих целью создание изображения с высоким разрешением. Их конструкция может обеспечивать рентабельную подачу крупных перекрывающихся капель в значительных количествах. Каждой печатающей головке, которая используется главным образом в качестве цифровой головки для нанесения покрытия, можно придать конструкцию, обеспечивающую подачу покрытия массой 10-20 г/м2 или более за один этап прохождения.
Технологическая линия для нанесения покрытия может быть весьма компактной, а печь УФ-отверждения можно размещать близко к цифровому блоку нанесения покрытия. Нанесение покрытия может быть очень точным, а бесконтактный способ обеспечивает лучшие возможности, чем нанесение покрытия валиками, при нанесении УФ-отверждаемого покрытия на краях, на скосах 15a, 15b, сформированных на краях, и на поверхностях, которые не являются совершенно плоскими, например, таких, как поверхности древесины, обработанные щеткой, или шабреные поверхности древесины, либо пол на основе многослойной бумаги или на основе порошка. УФ-отверждаемые защитные слои можно наносить цифровым способом нанесения покрытия на полы практически всех типов, чтобы улучшить свойства или дизайны поверхности. Поэтому, в соответствии с вариантом осуществления изобретения, некоторые части поверхности можно формировать известными способами, получая базовые прочности дизайны или структуры, а заключительные слои можно наносить цифровым способом нанесения покрытия. Чтобы улучшить свойства поверхности, покрытие на пол c поверхностями, содержащими бумагу, порошок, пробковый слой, винил и даже камень и керамическую плитку, а также аналогичные материалы, можно наносить цифровым способом.
УФ-отверждаемое жидкое покрытие дает преимущество в том, что это покрытие является жидким до тех пор, пока не подвергнется воздействию УФ излучения. Это повышает производительность нанесения покрытия цифровым способом и позволяет избежать многих проблем, связанных, например, с типографскими красками на основе растворителей.
Конечно же, цифровое оборудование для нанесения покрытия может иметь несколько печатающих головок. Цифровым способом можно наносить покрытие на отдельные панели или на большой лист, который после нанесения покрытия разделяют на несколько панелей.
Вышеописанные принципы предпочтительно можно использовать для нанесения грунтового покрытия L2 и/или адгезионного покрытия L1. Можно наносить все прозрачные слои, которые используются для защиты поверхности древесины или отпечатанного изображения. Цифровой способ нанесения покрытия можно использовать для нанесения прозрачных слоев с толщиной пленки, которая соответствует массе 5-10 г/м2. Можно даже получать более толстые слои, например, соответствующие массе 10-20 г/м2, а с помощью 5-10 станций нанесения покрытия можно достичь суммарной толщины, соответствующие массе примерно 100-120 г/м2. Можно также пропускать панель через станцию нанесения покрытия несколько раз.
На фиг. 3a показано, что на прозрачный слой можно наносить цифровой отпечаток P1, и такой отпечаток отличается тем, что один прозрачный слой L2 находится под отпечатком, а над отпечатком P1 может находиться другой прозрачный слой L3. Поверхность панели, предпочтительно являющаяся верхней частью древесного материала 5, может быть видимой и может - вместе с отпечатком P образовывать часть окончательного декора поверхности и декоративной поверхности 2. Панель 1 пола может быть снабжена на своих краях скосами 15a, 15b. Цифровым способом нанесения покрытия наносят, по меньшей мере, верхний прозрачный слой. Отпечаток P2 можно также вводить во влажное прозрачное покрытие перед УФ-отверждением.
Такие способы, где отпечаток P1 наносят на прозрачный слой или когда в прозрачный слой вводят отпечаток P2, можно использовать для получения улучшенных свойств дизайна, поскольку можно помещать друг поверх друга несколько изображений c прозрачными слоями между отпечатками, и это может обеспечить трехмерные изображения, похожие на поверхность камня c прозрачными или полупрозрачными кристаллами. Такие трехмерные изображения можно частично или полностью формировать обычными способами нанесения валиками, которые можно сочетать с цифровой печатью или цифровым способом нанесения покрытия.
На фиг. 3b показан первый технологический этап комбинированной технологической линии для цифровой печати и нанесения покрытия цифровым способом. Цифровой отпечаток P1, P2 наносят на отвержденный слой или на влажный прозрачный слой. Отпечаток можно отверждать посредством УФ-печи 23, если отпечаток вводят, например, во влажный слой полиуретана.
На фиг. 3c показан цифровой блок 36 нанесения покрытия, который может наносить прозрачное грунтовое покрытие или покрывное покрытие на цифровой отпечаток. Это покрытие является УФ-отверждаемым в УФ-печи 23. Цифровым способом можно наносить под отпечатком прозрачное или полупрозрачное адгезионное покрытие.
Если цифровой блок 36 нанесения покрытия соединен - беспроводными средствами или кабелем передачи данных - с блоком 35 цифровой печати, как показано на фиг. 3c, так что можно управлять цифровым отпечатком и цифровым способом нанесения покрытия и адаптировать их конкретным дизайнам, которые основаны на сочетании участка и покрытия, это является преимуществом. Можно также осуществить цифровое соединение системы 39 технического зрения, а цифровой способ нанесения покрытия и/или цифровую печать можно адаптировать к конкретным структурам и дизайнам поверхности. Систему технического зрения можно использовать, например, согласованно с этапами печати и нанесения покрытия, создавая цифровое изображение поверхности панели, которая предпочтительно содержит поверхность 2 на основе древесины. Панель может быть отдельной панелью пола, которая может быть цельно-древесной панелью или панелью, содержащей сердцевину, покрытую слоем древесины толщиной, например 0,3-3 мм. С помощью системы 39 технического зрения можно обнаруживать и анализировать дефекты поверхности, такие, как предельные отклонения цвета, трещины, сучки, повторяющиеся эффекты и т.д., предпочтительно - путем анализа цифрового изображения поверхности панели и сравнения этого изображения c изображениями, уже хранящимися в памяти системы технического зрения. Эта система может быть «интеллектуальной», а новые изображения и команды коррекции могут повышать эффективность. Можно разработать специальное программное обеспечение для разных пород древесины. Возможна, по меньшей мере, частичная цифровая печать на видимых поверхностях панели на основе такого анализа цифрового изображения, что дефекты скрадываются или корректируются с помощью цифрового отпечатка, или что печатаются некоторые участки поверхности, чтобы создать привлекательный дизайн древесины, например - создать улучшенную структуру волокон древесины после отделки. В качестве альтернативы или дополнения цифровой печати, прозрачное покрытие можно наносить на основе анализа цифрового изображения. Например, можно изменять степень блеска поверхности панели и можно наносить большее количество жидкого вещества, скрадывая трещины или впадины в поверхности древесины. Эта поверхность может подвергаться воздействию света разных типов, когда цифровой фотоаппарат делает снимок, и это может расширить возможности обнаружения конкретных дефектов.
Вышеописанный способ цифровой печати под управлением системы технического зрения (способ VCDP) можно также использовать в другом полу, отличающемся от деревянных полов. Надпечатанные поверхности бумаги и фольги предусматривают повторяющиеся эффекты, перенесенные с печатных цилиндров. Такие эффекты можно частично исключить способом цифровой печати под управлением системы технического зрения. Этот способ предпочтительно сочетают с технологическим этапом, на котором соединяют надпечатанную подложку с сердцевиной до проведения заключительного этапа цифровой печати. Основное преимущество заключается в отсутствии необходимости точно позиционировать уже надпечатанную подложку на панели, поскольку система 39 технического зрения может обнаруживать точное положение и/или конкретный дизайн, а цифровое печатающее устройство может применять дополняющий дизайн с высокой точностью. Если используется бумага, то может оказаться выгодным, если такая бумага представляет собой необработанную бумагу без какой-либо смолы. Необходимую термореактивную смолу можно нагнетать из грунтового слоя под подложкой и/или из покрывного слоя на надпечатанной поверхности. Покрывной слой может быть слоем порошка, содержащим износостойкие частицы и термореактивную смолу или обычный оверлей, а смола может быть отверждаемой посредством приложения тепла и давления. Вышеописанное цифровое покрытие можно также использовать в качестве покрывного слоя.
Способ VCDP также можно использовать для создания декора в полу из ДВПВП c поверхностью на основе порошка. Порошок, имеющий один или несколько цветов, можно рассеивать на плите, и можно создавать базовый дизайн. Система технического зрения и компьютерная система могут проанализировать базовый дизайн и выдать необходимый цифровой ввод в цифровое печатающее устройство, которое на втором этапе сможет откорректировать или улучшить базовый дизайн. Преимущество заключается в том, что базовый дизайн может обеспечить основную часть пигментов, а количество типографской краски, подаваемой цифровым печатающим устройством, можно значительно уменьшить, предпочтительно - на несколько граммов на метр квадратный, например, на 1-5 г/м2. В некоторых приложениях может оказаться достаточным содержание типографской краски, составляющее 3 г/м2 или менее. Этот способ также можно использовать для создания дизайна поверхности на керамической плитке.
Способ VCDP является весьма подходящим для сочетания со способом печати с помощью связующего и порошка (способ BAP), в котором возможно цифровое формирование рисунка или изображения посредством головки для струйной печати, которая наносит на поверхность только жидкое связующее без каких-либо пигментов. Связующее может представлять собой вещество на водной основе, содержащее глицерин, который обеспечивает подходящую вязкость. Второе устройство произвольным образом рассеивает пигменты поверх образованного жидкостью рисунка. Связующее связывает несколько пигментов, которые образуют тот же рисунок, что и связующее, а другие, не связанные пигменты удаляются. Этот двухэтапный процесс, в ходе которого пигменты и жидкое связующее наносятся раздельно, может обеспечить изображение c тем же качеством, что и обычная технология цифровой печати, и он является экономически весьма эффективным способом для формирования базового дизайна, который корректируют или улучшают на заключительном этапе цифровой печати, предусматривающем нанесение типографской краски на основе пигмента, предпочтительно - типографских красок на водной основе. Порошок может быть прозрачным веществом, например, обесцвеченными древесными волокнами, а способ BAP можно использовать для создания тисненой прозрачной поверхности.
На фиг. 4a показано, как цифровой отпечаток P можно нанести на или ввести в покрывное покрытие L3 и/или грунтовое покрытие L2. Декоративная поверхность 5 может представлять собой слой древесины, например - цельно-древесный, лист древесины или древесный шпон, который можно наклеить на сердцевину 3, например, сердцевину из пластинок, ДВПВП или фанеры. Для улучшения дизайна декоративной поверхности используют цифровой отпечаток.
На фиг. 4b показано, что цифровое покрытие можно использовать для обеспечения поверхности с цифровым тиснением, именуемой далее ПЦС. Можно предусмотреть первый - покрывной - слой L3a-L3d с непрерывным поперечным сечением, который имитирует, например, структуру волокон древесины. Этот слой наносят в виде прозрачного изображения, имеющего вертикальное протяжение. Влажная трехмерная структура может быть УФ-отверждаемой, а в предпочтительном варианте возможно нанесение второго или третьего покрытия c прерывистым структурированным поперечным сечением на первый слой. Прерывистые слои можно использовать для построения вертикально простирающейся структурированной поверхности c одинаковым или разными уровнями блеска. Возможно формирование тисненых структур, например, глубиной около 0,1 мм и более с любыми профилями.
Это способ можно использовать для очень быстро переналаживаемого формирования усовершенствованных структур, а оттиски можно точно скоординировать с надпечатанными поверхностями, предпочтительно - с цифровым отпечатком, как показано на фиг. 4c. Отпечаток P скоординирован со структурой L3a-c, и отдельные части цифрового изображения можно снабдить четко очерченными структурами поверхности, в которых, например, на части поверхности пропечатана конкретная шероховатость, которая обуславливает формирование малых впадин 37, а другие части изображения можно сформировать в поверхности, которая содержит малые выступы 38. Такая поверхность, имеющая цифровой оттиск с приводкой, упоминаемая далее в контексте технологии DERIS, делает возможным создание отдельных панелей, которые являются уникальными и не предусматривают никакой эффект повторения, связанный с дизайном или структурами. Поскольку тисненые цилиндры или матричные пленки не требуются, как в обычной технологии, оказывается возможным весьма быстро переналаживаемое и рентабельное получение широкой номенклатуры практически неограниченных структурированных дизайнов.
DERIS предпочтительно используют вместе с изображением, полученным посредством цифровой печати. Такое изображение можно печатать на бумаге, фольге, на материале плиты или вводить в поверхности на основе порошка. Цифровое печатающее устройство 35 и блок 36 нанесения покрытия, который образует покровные слои L3, предпочтительно связаны цифровым соединением с компьютером, который координирует дизайн поверхности и структуру поверхности.
Технологию DERIS можно даже использовать для координации покрытия отдельной структурированной поверхности c отдельными деревянными панелями, которые имеют разные дизайны, или c любыми другими панелями, где дизайн или структура поверхности уже сформированы. Это является преимуществом, особенно в приложении, где цифровую печать используют для улучшения дизайна поверхности древесины. Посредством цифровой печати, как описано выше, можно улучшить дизайн в случае пород древесины более низкого качества. Например, посредством управляющей системы технического зрения, содержащей цифровую камеру или сканер, можно сделать цифровой снимок древесной поверхности панели. Это предпочтительно делают согласованно с нанесением прозрачного покрытия, которое обеспечивает готовую поверхность с цифровым тиснением. Управляющую систему технического зрения можно использовать вместе с компьютерной программой, которая может анализировать цифровой снимок и может корректировать цифровое покрытие таким образом, что оно координируется со структурой волокон древесины и дизайном каждой отдельной панели.
Такие способы цифрового тиснения под управлением системы технического зрения (способы VCDE) не используются в приложениях, связанных с настилами. Способы VCDP и VCDE можно сочетать и тем самым можно формировать весьма рентабельные улучшенные декоры и структуры.
Способ VCDE особенно подходит для формирования тисненых структур на панелях, где части декора не формируются цифровым способом согласованно с предыдущим этапом печати. Даже в таком случае, можно повысить производительность и качество изготовления, поскольку нет необходимости использовать высококачественные узлы транспортировки, которые с высокой точностью перемещают панель между различными этапами печати, нанесения покрытия и подачи, которые должны быть все скоординированы, чтобы дать высокое качество готовой поверхности. Система технического зрения, которую предпочтительно можно также сочетать с системой позиционирования между различными технологическими этапами, может оказаться весьма рентабельной по сравнению с известными способами.
Все описанные варианты осуществления можно объединять, а все прозрачные слои могут содержать цветные пигменты.
Цифровой способ нанесения покрытия также можно использовать для нанесения на панель других химических веществ, например, клея, предпочтительно - клея на водной основе.
Цифровой способ нанесения УФ-отверждаемого полиуретана, применяемый для получения трехмерных структур, также можно использовать для другого приложения, а не только для строительных панелей, как описано выше. Цифровое печатающее устройство и УФ-печь можно использовать для вертикального нанесения и отверждения многих слоев УФ-отверждаемых полимеров различных типов, чтобы создавать сложные структуры и модели с вертикальной протяженностью 1-10 мм и даже больше. Первый слой можно наносить на подложку, которая движется в УФ-печи вперед и снова назад после нанесения нового слоя. Можно также расположить две головки для цифровой пьезопечати, например, так, что между ними окажется УФ-печь, а подложку можно перемещать от первой печатающей головки через УФ-печь ко второй печатающей головке и обратно. Эту последовательность можно повторять много раз, а толщина каждого слоя может составлять 0,1-0,3 мм или даже больше, в зависимости от вязкости жидкого полимера, которым может быть, например, полиуретан. В общем случае, для отверждения полиуретана не требуются дополнительные вещества, а в обеих головках печатающих устройств можно использовать УФ-отверждаемый жидкий полиуретан одного и того же типа. В обоих печатающих устройства возможно также использование разных веществ, чем можно воспользоваться для сокращения времени отверждения. Этот способ изготовления можно сочетать с системой технического зрения, а на конкретных четко очерченных участках различных объектов, которые могут содержать различные материалы, можно формировать частично трехмерные структуры. Трехмерные структуры могут иметь разные цвета, придаваемые цифровым способом УФ-отверждаемому полиуретану.
Такие цифровые способы создания трехмерных структур можно использовать для обеспечения матрицы, которую можно использовать как лист, обеспечивающий структуру, когда в прессе осуществляют прессование полос на основе слоистого пластика и порошка, чтобы произошло отверждение поверхности.
Предполагается, что существуют многочисленные модификации описанных здесь вариантов осуществления, тоже находящиеся в рамках объема притязаний изобретения, охарактеризованного прилагаемой формулой изобретения.
Например, предполагается, что отверждение отверждаемого слоя покрытия УФ излучением можно заменить способом отверждения другим излучением. Также предполагается, что данное изобретение можно использовать для относящихся к другим типам слоев отверждаемых излучением покрытий.
Как очевидно из описания, c помощью печатающей головки для цифровой печати слой покрытия можно наносить непосредственно на поверхности строительной панели, образующей декоративный слой, а можно наносить на промежуточный слой, расположенный на поверхности строительной панели.
В вышеизложенных сведениях предполагается, что термин «прозрачный» означает, по существу, прозрачность в том же смысле, в каком это понятие обычно употребляется при описании покрытий для традиционных деревянных полов. Прозрачный защитный поверхностный слой является прозрачным до такой степени, что лежащая под ним декоративная поверхность древесины видна сквозь этот прозрачный защитный поверхностный слой.
Примеры
Пример 1
Наносили цифровое изображение на панель, представляющую собой ДВПВП. Изображение создавали c помощью однопроходного печатающего устройства, содержащего 5 неподвижных печатающих пьезоголовок. Типографская краска была типографской краской на водной основе и содержала цветные пигменты.
Для нанесения прозрачного слоя УФ-отверждаемого полиуретана на водной основе, который соответствует пленке с массой 10 г/м2, использовали печатающую пьезоголовку с объемом капли 50 пиколитров. Вышеупомянутый материал отверждали в УФ-печи и получали цифровое изображение c прозрачным слоем, нанесенным цифровым способом.
Пример 2
Наносили цифровое изображение на панель, представляющую собой ДВПВП. Изображение создавали c помощью однопроходного печатающего устройства, содержащего 5 неподвижных печатающих пьезоголовок. Типографская краска была типографской краской на водной основе и содержала цветные пигменты.
Для нанесения прозрачного слоя УФ-отверждаемого полиуретана на водной основе, который соответствует пленке с массой 10 г/м2, использовали печатающую пьезоголовку с объемом капли 50 пиколитров. Вышеупомянутый материал отверждали в УФ-печи.
C помощью печатающей пьезоголовки с объемом капли 50 пиколитров наносили второй - аналогичный - прозрачный слой c массой 5 г/м2. Этот слой наносили как прозрачное изображение, координированное c цифровым изображением.
Вышеупомянутый материал отверждали в УФ-печи и получали дизайн волокон древесины со структурой волокон древесины, предусматривающей приводку дизайна волокон древесины.
Цифровой способ нанесения покрытия также можно использовать для того, чтобы уплотнить края и/или систему 9, 10 блокировки с предотвращением проникновения влаги, исключить звук скрипа или изменить фрикционные свойства активных поверхностей в системе блокировки. Основное преимущество заключается в том, что жидкое вещество можно наносить с высокой точностью и можно избежать, например, нежелательных потеков на поверхности. Печатающую головку обычно используют для вертикального нанесения жидкого вещества c расстояния в несколько миллиметров до поверхности. Печатающие головки можно использовать для нанесения жидких веществ с расстояния до 10 мм и более, и можно проводить нанесение под различными углами к поверхности, например, 0-10, 10-20, 20-45 градусов, или даже более 45 градусов, сверху или снизу. Это обеспечивает возможность использования систем блокировки с улучшенными геометриями вместе с совокупностью нескольких печатающих головок, расположенных под несколькими углами. Жидкое вещество может быть жидким воском, который после охлаждения до комнатных температур становится мягким слоем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И ПАНЕЛЬ ПОЛА | 2012 |
|
RU2608416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИСНЕНЫХ СУБСТРАТОВ С ЦИФРОВОЙ ПЕЧАТЬЮ | 2016 |
|
RU2731530C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕКОРИРОВАНИЯ ПАНЕЛИ | 2013 |
|
RU2635965C2 |
| СПОСОБЫ КРАСКО-СТРУЙНОЙ ПЕЧАТИ ДЛЯ ДЕКОРАТИВНЫХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2743731C2 |
| ИЗГОТОВЛЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2742293C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТНЫХ ПОКРЫТИЙ | 2021 |
|
RU2830022C1 |


Изобретение относится к строительным панелям, особенно панелям пола, и способу изготовления таких строительных панелей, которые содержат декоративную поверхность и прозрачный поверхностный слой, который нанесен цифровым способом нанесения покрытия. В способе нанесения покрытия на строительную панель (1), имеющую декоративную поверхность (5) из древесины, наносят слой УФ-отверждаемого покрытия с помощью печатающей головки (30) для цифровой печати на декоративную поверхность (5) из древесины строительной панели (1) посредством нанесения капель УФ-отверждаемого покрытия с помощью печатающей головки (30) для цифровой печати. Капли располагают так, что они перекрывают друг друга. Затем отверждают слой УФ-отверждаемого покрытия с помощью УФ излучения (23), тем самым формируя прозрачный защитный поверхностный слой (L1, L2, L3). Декоративная поверхность (5) видна сквозь упомянутый прозрачный защитный поверхностный слой (L1, L2, L3). Панель (1) пола имеет сердцевину (3), поверхностный слой (2), содержащий поверхность (5) древесного материала, отпечаток (Р) и прозрачные слои (L1, L2, L3). Нижний прозрачный слой (L1) находится под отпечатком (Р). Верхний прозрачный слой (L3) находится над отпечатком (Р). Нижний прозрачный слой (L1) представляет собой УФ-отверждаемый полиуретан. Часть поверхности (5) древесного материала и отпечаток (Р) образуют часть видимого поверхностного слоя (2), а отпечаток по меньшей мере частично синхронизирован с видимым дизайном и/или структурой отдельной панели пола. В способе формирования декора на строительной панели (1) с помощью цифровой управляющей системы (39) технического зрения, которая обеспечивает цифровой ввод в печатающую головку (30) для цифровой печати, создают цифровое изображение поверхности (2) строительной панели (1) посредством цифровой управляющей системы (39) технического зрения. Кроме того, используют цифровую управляющую систему технического зрения для обеспечения цифрового ввода в печатающую головку (30) для цифровой печати на основании упомянутого цифрового изображения. После этого осуществляют цифровую печать по меньшей мере на части упомянутой поверхности (2) строительной панели (1) с помощью печатающей головки для цифровой печати и с помощью отпечатка. Отпечаток по меньшей мере частично адаптирован к цифровому изображению упомянутой поверхности (2) строительной панели (1). Техническим результатом изобретения являются повышение качества поверхности и улучшение дизайна деревянных строительных панелей. 3 н. и 18 з.п. ф-лы, 11 ил.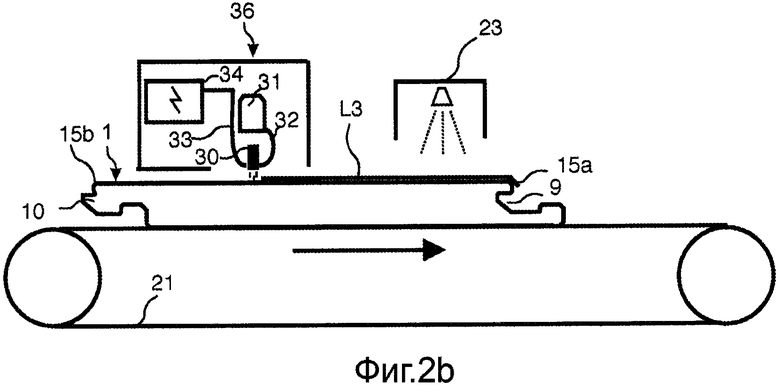
1. Способ нанесения покрытия на строительную панель (1), имеющую декоративную поверхность (5) из древесины, включающий в себя этапы, на которых:
- наносят слой УФ-отверждаемого покрытия с помощью печатающей головки (30) для цифровой печати на декоративную поверхность (5) из древесины строительной панели (1) посредством нанесения капель УФ-отверждаемого покрытия с помощью печатающей головки (30) для цифровой печати; при этом капли располагают так, что они перекрывают друг друга; и
- отверждают слой УФ-отверждаемого покрытия с помощью УФ излучения (23), тем самым формируя прозрачный защитный поверхностный слой (L1, L2, L3), при этом упомянутая декоративная поверхность (5) видна сквозь упомянутый прозрачный защитный поверхностный слой (L1, L2, L3).
2. Способ по п. 1, в котором строительная панель (1) является панелью пола.
3. Способ по п. 1 или 2, в котором строительная панель (1) представляет собой отдельную панель, имеющую размер, являющийся, по существу, таким же, как у готовой строительной панели, содержащей края, подвергнутые механической обработке.
4. Способ по п. 1 или 2, в котором строительная панель (1) содержит систему (9, 10, 6, 8, 14) механической блокировки на двух противоположных краях.
5. Способ по п. 1 или 2, в котором строительная панель (1) содержит скос (15а, 15b) на краю.
6. Способ по п. 1 или 2, в котором слой УФ-отверждаемого покрытия представляет собой жидкое полиуретановое вещество.
7. Способ по п. 1 или 2, в котором слой УФ-отверждаемого покрытия представляет собой УФ-отверждаемый полиуретан на водной основе.
8. Способ по п. 1 или 2, в котором декоративная поверхность (5) содержит отпечаток (Р).
9. Способ по п. 1 или 2, в котором печатающая головка (30) для цифровой печати представляет собой печатающую пьезоголовку.
10. Способ по п. 1 или 2, в котором вышеуказанные капли
имеют объем примерно 60-200 пиколитров.
11. Способ по п. 1 или 2, в котором слой (L2, L3) УФ-отверждаемого покрытия содержит частицы, являющиеся износостойкими и/или стойкими к контактным механическим повреждениям.
12. Способ по п. 1 или 2, в котором слой (L2, L3) УФ-отверждаемого покрытия содержит структурированную поверхность с впадинами (37) и выступами (38).
13. Способ по п. 12, в котором структурированная поверхность предусматривает приводку декоративной поверхности (5).
14. Панель (1) пола, имеющая сердцевину (3), поверхностный слой (2), содержащий поверхность (5) древесного материала, отпечаток (Р) и прозрачные слои (L1, L2, L3), отличающаяся тем, что нижний прозрачный слой (L1) находится под отпечатком (Р), а верхний прозрачный слой (L3) находится над отпечатком (Р), причем нижний прозрачный слой (L1) представляет собой УФ-отверждаемый полиуретан, и при этом часть поверхности (5) древесного материала и отпечаток (Р) образуют часть видимого поверхностного слоя (2), а отпечаток по меньшей мере частично синхронизирован с видимым дизайном и/или структурой отдельной панели пола.
15. Панель пола по п. 14, отличающаяся тем, что верхний прозрачный слой (L3) содержит полиуретан на водной основе.
16. Панель пола по п. 14 или 15, отличающаяся тем, что верхний прозрачный слой (L3) является тисненым.
17. Панель пола по п. 14 или 15, отличающаяся тем, что верхний прозрачный слой (L3) является тисненым с приводкой отпечатка (Р).
18. Способ формирования декора на строительной панели (1) с помощью цифровой управляющей системы (39) технического зрения, которая обеспечивает цифровой ввод в печатающую головку (30) для цифровой печати, включающий в себя этапы, на которых:
- создают цифровое изображение поверхности (2) строительной панели (1) посредством цифровой управляющей системы (39) технического зрения;
- используют цифровую управляющую систему технического
зрения для обеспечения цифрового ввода в печатающую головку (30) для цифровой печати на основании упомянутого цифрового изображения;
- осуществляют цифровую печать по меньшей мере на части упомянутой поверхности (2) строительной панели (1) с помощью печатающей головки для цифровой печати и с помощью отпечатка, который по меньшей мере частично адаптирован к цифровому изображению упомянутой поверхности (2) строительной панели (1).
19. Способ по п. 18, в котором строительная панель является панелью пола.
20. Способ по п. 18 или 19, в котором отпечаток (Р) содержит цветные пигменты.
21. Способ по п. 18 или 19, в котором поверхность (2) панели (1) содержит прозрачное вещество, которое является УФ-отверждаемым и которое после отверждения образует тисненую структуру.

