Изобретение относится к космической технике, в частности к технологии изготовления жидкостных коллекторов сотовых панелей, применяемых в составе жидкостных систем терморегулирования (СТР) телекоммуникационных спутников, и создано авторами в порядке выполнения служебного задания.
В настоящее время телекоммуникационные спутники типа «Экспресс» в общем виде представляют конструкцию (см. патенты РФ №№ 2227108, 2237600, 2253598), в которой различные приборы со своими контактными теплоотдающими поверхностями прикреплены к наружным поверхностям обшивок сотовых панелей с встроенным жидкостным коллектором (представляющим из себя профильный трубопровод с полками), через жидкостный тракт которого циркулирует высокоэффективный в условиях орбитального функционирования теплоотводящий теплоноситель ЛЗ-ТК-2 ТУ38-101.388-79.
Для отвода избыточного тепла, выделяющегося при работе приборов в условиях эксплуатации, через жидкостные тракты коллекторов необходимо поддерживать наряду с требуемой температурой расход теплоносителя не ниже заданной величины. Для обеспечения такого расхода теплоносителя жидкостные тракты коллекторов должны быть изготовлены качественно, т.е. гидравлические сопротивления их не должны превышать определенных заданных норм и суммарное гидравлическое сопротивление должно быть таким, чтобы предусмотренный в составе СТР электронасосный агрегат обеспечивал требуемый расход теплоносителя в жидкостных трактах коллекторов.
Таким образом, для контроля качества жидкостного тракта коллектора после его изготовления необходимо в процессе испытаний определять величину гидравлического сопротивления и она должна быть не более заданной нормы.
Качество жидкостного тракта с точки зрения заданной нормы гидравлического сопротивления определяется качественным выполнением жидкостного тракта в части:
- использованы трубопроводы с шероховатостью внутренних стенок и с внутренним диаметром согласно допустимым нормам;
- имеющие по конструкции сварные швы не уменьшают проходные сечения более допустимого и внутри жидкостного тракта выполнены с соответствующими гладкими поверхностями.
Исходя из производственного опыта предприятия есть три способа и соответствующие устройства для контроля величины гидравлического сопротивления:
1. Проливкой штатным теплоносителем ЛЗ-ТК-2, который используется в условиях орбитального функционирования. В этом случае определяется с высокой точностью реальное гидравлическое сопротивление коллектора.
Основным недостатком такой технологии контроля гидравлического сопротивления является применение при испытаниях теплоносителя ЛЗ-ТК-2, являющегося по своим свойствам взрыво-пожароопасной, ядовитой и относительно дорогой жидкостью. Поэтому помещение и оборудование для контроля гидравлического сопротивления получается сложным и дорогим.
2. Проливкой дистиллированной водой с заданием нормы гидравлического сопротивления по воде. В данном случае определяется гидравлическое сопротивление по воде, а потом полученные при испытаниях данные пересчитываются для теплоносителя ЛЗ-ТК-2 и в результате точность получается несколько хуже по сравнению с п.1, но достаточно высокая и удовлетворяет заданным жестким требованиям.
Основными недостатками такой технологии являются:
- длительная продолжительность и большая энергоемкость технологического процесса, обусловленные тем, что после проливки водой необходимо производить продувку сжатым воздухом, обезжиривание и термовакуумную сушку жидкостного тракта;
- увеличивается вероятность загрязнения и образования щелевой коррозии (в случае неполного удаления остатков воды из щелей микронных размеров).
3. Продувкой воздухом. Основными преимуществами определения гидравлического сопротивления является отсутствие недостатков, присущих вышеуказанным методам п.п.1 и 2. Однако, как показали опытные продувки коллекторов с использованием известных устройств (стендов), величины гидравлического сопротивления, измеренные в различные дни в течение года, для коллектора одной и той же конструкции имеют разброс до 30%, т.е. погрешность определения гидравлического сопротивления неприемлемо высокая, и при такой погрешности велика вероятность установки некондиционных коллекторов на изделие как кондиционные по параметру «допустимое гидравлическое сопротивление» - в этом случае суммарное гидравлическое сопротивление в СТР может быть таким, что предусмотренный в СТР электронасосный агрегат обеспечит расход теплоносителя ниже заданной нормы; в этом случае в условиях эксплуатации приборы спутника будут перегреваться и выйдут из строя раньше времени, следовательно, такой спутник не может быть допущен к запуску и подлежит разборке и ремонту.
Для определения причин неприемлемого разброса при определении гидравлического сопротивления продувкой воздухом авторами проведен всесторонний анализ и установлено следующее.
Гидравлическое сопротивление жидкостных трактов в общем случае (при проливке теплоносителем ЛЗ-ТК-2, при проливке водой, при продувке воздухом) определяется по формуле Дарси-Вейсбаха:
где Δр - гидравлическое сопротивление жидкостного тракта, Па;
λ - линейный коэффициент сопротивления трения участка длиной L=d (λ=f(Re,Δ));
Re - критерий Рейнольдса ( );
);
Δ - относительная шероховатость стенок жидкостного тракта;
w - скорость потока в жидкостном тракте, м/с;
d - гидравлический диаметр жидкостного тракта, м;
v=f (t) - коэффициент кинематической вязкости теплоносителя (или воды, или воздуха), м2/с;
ξΣ - коэффициент местных гидравлических потерь в проливаемом (продуваемом) тракте;
L - длина жидкостного тракта, м;
ρ=f(t) - плотность теплоносителя (или воды), кг/м3;
ρ=f(t, р, ϕ) - плотность воздуха, кг/м3;
t - температура,°С;
р - абсолютное давление продуваемого воздуха, Па;
ϕ - относительная влажность воздуха.
Из вышеприведенного закона (формулы) следует, что наряду с расходом воздуха при продувке на величину гидравлического сопротивления влияют:
- абсолютное давление продуваемого воздуха (т.е. с учетом барометрического давления окружающего воздуха - давление при испытаниях измеряется манометрами, которые показывают избыточное давление воздуха по сравнению с барометрическим давлением; например, в наших условиях абсолютное барометрическое давление изменяется в диапазоне от 96 до 103 кПа);
- температура воздуха (согласно требованиям технической документации температура продуваемого воздуха изменяется от 5 до 35°С);
- влажность воздуха (в условиях наших испытаний в связи с использованием сжатого осушенного воздуха влиянием влажности можно пренебречь),
в то время как на гидравлическое сопротивление при проливке водой влияет практически только ее расход (влияние температуры пренебрежимо мало).
При продувке расход воздуха должен быть таким, чтобы обеспечивалось гидравлическое подобие, т.е. ReЛЗ-ТК-2=Reвоздуха, и число Маха должно удовлетворять условию: М <0,3.
При расходе теплоносителя ЛЗ-ТК-2, равном 70 см3/с, такое подобие обеспечивается при расходе воздуха 92 л/мин (при температуре 20°С и давлении 98 кПа).
Для изготавливаемых коллекторов различной конструкции М <0,1.
В результате из анализа формулы следует, что при продувке воздухом из-за влияния на величину гидравлического сопротивления многих факторов достоверные данные можно получить только при определенной методике и схеме испытаний.
Таким образом, существенными недостатками известных способов контроля качества изготовления жидкостного коллектора панели и устройства для его осуществления являются недостаточно высокая надежность обеспечения качественного изготовления жидкостных коллекторов в результате неприемлемой погрешности опытного определения величин гидравлического сопротивления жидкостных трактов коллекторов продувкой воздухом в процессе их изготовления.
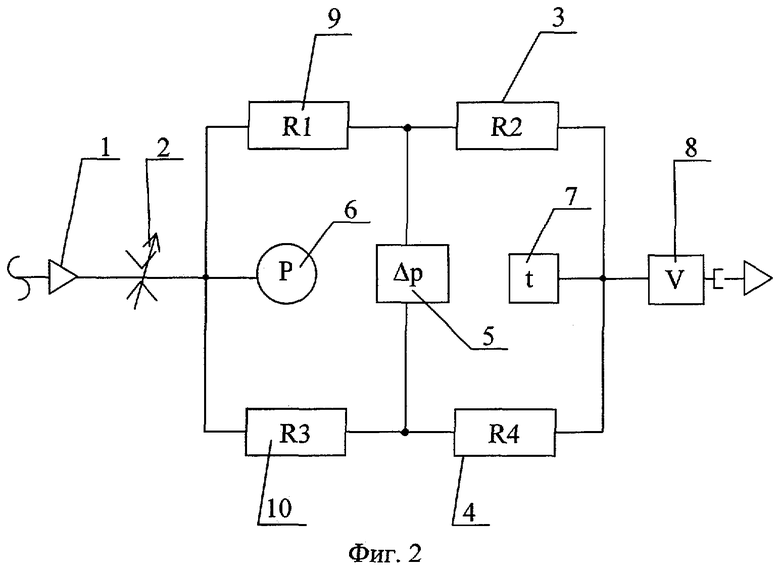
Анализ источников информации - патентной и научно-технической литературы показал, что наиболее близкими по технической сущности прототипами предлагаемого технического решения являются способ и устройство для определения гидравлического сопротивления жидкостных трактов согласно монографии: М.С. Таршиш. Контроль гидравлических сопротивлений. М: Машиностроение, 1966 г., стр.19 (с 3-го абзаца сверху), 20, 26 (рис.11, 2в), 25 (1-ый абзац снизу и рис.9в).
Известное устройство для определения гидравлического сопротивления жидкостного тракта продувкой воздухом включает в себя (см. фиг.2) следующие элементы: источник сжатого воздуха 1; регулируемый дроссель 2; эталонное сопротивление 3; испытываемый жидкостный тракт 4; измеритель перепада давлений 5; измеритель давления воздуха 6; измеритель температуры и расхода воздуха 7 и 8; жиклеры 9 и 10.
Известный способ контроля гидравлического сопротивления жидкостного тракта включает следующие операции:
- собрана схема испытаний согласно фиг.2;
- в исходном состоянии регулируемый дроссель 2 закрыт полностью;
- с помощью соответствующего открытия дросселя 2 устанавливают расход воздуха, например, равный 92 л/мин (обеспечивающий гидравлическое подобие, т.е. Reлз-тк-2=Reвоздуха) и абсолютное давление на входе в установку, обеспечивающее расход 92 л/мин;
- измеряют разность давлений (между линиями с испытуемыми жидкостным трактом и эталонным сопротивлением) по показанию измерителя перепада давлений 5;
- если измеренная разность давлений не превышает заданной нормы по градуировочной характеристике, то данный коллектор разрешают применять (использовать) в соответствующей сотовой панели; а если не удовлетворяют вышеуказанному требованию, то такой коллектор либо ремонтируют, либо отбраковывают.
Но в связи с тем что погрешность опытного определения гидравлического сопротивления при продувке воздухом согласно известным техническим решениям в связи с влиянием барометрического давления и температуры окружающего установку воздуха доходит до 30% и тарировочные характеристики недостоверны, возможны два варианта последующих технических результатов:
1) пропускается некондиционный коллектор для дальнейшего изготовления в составе сотовой панели, если действительное его сопротивление выше определенного при испытаниях;
2) бракуется кондиционный коллектор, если действительное его гидравлическое сопротивление меньше определенного при испытаниях.
Таким образом, существенными недостатками известных способа и устройства контроля качества изготовления жидкостного коллектора сотовой панели являются недостаточно высокая надежность обеспечения качественного изготовления жидкостных коллекторов, приводящая, в конечном счете, к отказу спутника или к неоправданному браку, и дополнительные затраты при изготовлении коллекторов.
Целью предлагаемого авторами технического решения является устранение вышеперечисленных существенных недостатков.
Поставленная цель достигается выполнением способа и устройства контроля качества изготовления жидкостного коллектора панели космического аппарата таким образом, что:
1. Величины гидравлических сопротивлений эталонного сопротивления и жидкостного коллектора измеряют непрерывно - при одинаковых условиях окружающего воздуха - и раздельно друг за другом при одинаковых величинах гидравлических параметров продуваемого воздуха на их выходах: абсолютного давления, температуры, влажности и расхода воздуха, а затем измеренное значение гидравлического сопротивления жидкостного коллектора сравнивают с допустимой нормой, определенной согласно соотношению

где Δризмер - измеренное значение гидравлического сопротивления жидкостного коллектора при конкретных условиях испытаний, Па;
Δpдоп - допустимая норма гидравлического сопротивления жидкостного коллектора для указанных выше конкретных условий испытаний, Па;
Δрдоп' - допустимая норма гидравлического сопротивления жидкостного коллектора при условиях проведения испытаний эталонного сопротивления после изготовления его в процессе приемосдаточных испытаний, Па;
Δрэт, Δpэт' - измеренные значения гидравлического сопротивления эталонного сопротивления соответственно при конкретных вышеуказанных условиях испытаний и при условиях приемосдаточных испытаний, Па.
2. Устройство снабжено измерителями температуры и абсолютного давления окружающего устройство воздуха, имеющими электрические выходы, и выполнено из идентичных по конструктивным параметрам двух гидравлически параллельных линий, в которых соединения соответствующих точек измерения параметров продуваемого воздуха с соответствующими измерителями выполнены гидравлически симметрично и подключены к одним и тем же типам измерителей для обоих линий, причем измерители абсолютного давления и перепада давлений соединены с соответствующими точками измерения давления через одинаковые отсечные вентили, которые также по одному установлены на входах в линии, при этом электрические выходы измерителей через интерфейсный преобразователь соединены с компьютером, что и является, по мнению авторов, существенными отличительными признаками предлагаемого авторами технического решения.
В результате анализа, проведенного авторами, известной патентной и научно-технической литературы предложенное сочетание существенных отличительных признаков заявляемого технического решения в известных источниках информации не обнаружено и, следовательно, известные технические решения не проявляют тех же свойств, что в заявляемом способе контроля качества изготовления жидкостного коллектора панели и устройстве для его осуществления.
Предложенное устройство контроля качества изготовления жидкостного коллектора панели (см. фиг.1) содержит две идентичные по конструктивным параметрам гидравлические параллельные линии (линию с эталонным сопротивлением А-Б-С и линию с испытуемым элементом А-В-С) и идентичные соединения точек измерения (а, б, с, д) параметров продуваемого воздуха с соответствующими измерителями перепада давлений гидравлического сопротивления 7 и абсолютного давления 8 (предусмотрены соответствующие: диаметры и длины участков; количество, величины и типы поворотов; шероховатости внутренних поверхностей; гибкие трубопроводы; одинаковые по конструкции элемента отбора воздуха к датчикам и прямолинейные участки перед ними; гасители пульсаций давления в магистралях до эталонного сопротивления и испытуемого элемента, а также до измерителей перепада давлений и абсолютного давления продуваемого воздуха); включает в себя следующие элементы: источник сжатого воздуха 1; регулируемый дроссель 2 (ДР1); вентили отсечные 3.1-3.6 (ВН1,...ВН6) (например, соленоидные, соединенные с компьютером через интерфейсный преобразователь); гасители пульсаций давления 4.1, 4.2 (Ф1, Ф2) 4.3, 4.4, 4.5; эталонное сопротивление 5 (R2); испытываемый коллектор 6 (R4); измерители: гидравлического сопротивления 7 (Δр), эталонного сопротивления и испытываемого коллектора; абсолютного давления воздуха 8 (р) на выходе из эталонного сопротивления и испытываемого узла, температуры 9 (t) и расхода 10 (V) продуваемого воздуха; измерители температуры и абсолютного давления окружающего установку воздуха 11 (tов) и 12 (ров); выходы измерителей через интерфейсный преобразователь 13 соединены с компьютером 14.
Предложенный способ контроля качества изготовления жидкостного коллектора панели (см. фиг.1) включает в себя следующие операции:
1. Исходное состояние: изготовлены, например, три эталонных сопротивления с различными величинами гидравлических сопротивлений, равномерно охватывающих диапазон возможных величин гидравлических сопротивлений изготавливаемых жидкостных коллекторов различной конструкции и они прошли приемосдаточные испытания:
- их гидравлическое сопротивление определено проливкой теплоносителем ЛЗ-ТК-2 (например, с расходом 70 см3/с при температуре 20°С); условия испытаний и величины гидравлических сопротивлений отражены в паспортах;
- определены и зафиксированы в паспортах на эталонные сопротивления величины гидравлических сопротивлений при продувке (например, с расходом 92 л/мин) их в устройстве в обеих линиях пораздельности (для кондиционного стенда величины гидравлических сопротивлений для конкретного эталонного сопротивления при продувке в обеих линиях соответствуют друг другу) и условия проведения испытаний:
- дата;
- температура и барометрическое давление окружающего установку воздуха;
- перепад давлений между входом и выходом и абсолютное давление на выходе, температура, расход продуваемого воздуха.
2. Собрана схема согласно фиг.1; при этом устанавливают то эталонное сопротивление, у которого паспортная величина гидравлического сопротивления наиболее близка к норме продуваемого воздухом коллектора.
Примечания:
1) В исходном положении все вентили и дроссель ДР1 закрыты.
2) Все дальнейшие операции должны быть выполнены непрерывно для обеспечения одинаковых условий продувки по параметрам окружающего установку воздуха.
3. Открывают вентили ВН1, ВН2, ВН3 и с помощью соответствующего открытия ДР1 устанавливают расход воздуха V=92 л/мин и абсолютное давление воздуха р=(ров+3) кПа. Выдерживают (1-2) мин.
4. Измеряют показания Vэт, Δрэт, рэт, tэт, температуру и барометрическое давление ров, tов, окружающего воздуха и зафиксируют в протоколе.
5. Изменяют расход воздуха, например, до 100 л/мин, а затем устанавливают расход воздуха 92 л/мин и выполняют предыдущую операцию; изменяют расход воздуха, например, до 84 л/мин, а затем устанавливают расход воздуха 92 л/мин и выполняют предыдущую операцию; определяют среднее арифметическое значение Δрэт трех измерений, проведенных согласно предыдущим операциям.
6. Определяют значение отношения
7. Закрывают дроссель ДР1 и вентили ВН1, ВН2, ВН3.
8. Открывают вентили ВН4, ВН5, ВН6 и с помощью соответствующего открытия ДР1 устанавливают расход воздуха Vкол=92 л/мин и давление воздуха ркол=(ров+ 3) кПа. Выдерживают (1-2) мин.
9. Повторяют измерения по п.п.4, 5 для коллектора и определяют среднее арифметическое значение Δризмер трех измерений.
10. Определяют допустимое значение гидравлического сопротивления жидкостного тракта узла, рассчитав по формуле

и сравнивают с измеренным значением Δризмер - для качественно изготовленного коллектора должно выполняться условие:

Таким образом, как видно из вышеизложенного, в результате реализации предложенного авторами технического решения при продувке воздухом коллекторов погрешность испытаний на данном этапе от изменяющихся параметров окружающего установку воздуха от одного этапа испытаний до другого этапа испытаний не зависит, т.к. время проведения испытаний жидкостного коллектора согласно вышеуказанному (данный этап испытаний) не превышает (1-1,5) ч и за этот промежуток времени параметры окружающего воздуха практически остаются постоянными, в результате чего, как показывают опытные данные продувок согласно предложенному техническому решению, погрешность определения гидравлического сопротивления коллекторов не превышает 5% (как и при определении гидравлического сопротивления проливкой водой), т.е. в результате реализации на производстве предложенного технического решения обеспечивается повышение надежности обеспечения качества при контроле гидравлического сопротивления жидкостных коллекторов панелей, а также снижаются энергозатраты и трудозатраты, т.е. тем самым достигаются цели изобретения.
В настоящее время предложенное авторами техническое решение отражено в технической документации предприятия, по которой будет изготавливаться штатный стенд, соответствующий предложенному устройству, и контроль качества изготовления жидкостных коллекторов будет осуществляться согласно технологическому процессу, разработанному на основе способа, предложенного авторами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗГОТОВЛЕНИЯ ЖИДКОСТНОГО ТРАКТА КОСМИЧЕСКОГО АППАРАТА | 2010 |
|
RU2424163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2286290C1 |
| Система терморегулирования космического аппарата | 2022 |
|
RU2779774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2013 |
|
RU2538828C2 |
| СИСТЕМА ОБЕСПЕЧЕНИЯ ТЕПЛОВОГО РЕЖИМА | 2005 |
|
RU2286291C1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2014 |
|
RU2577925C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2011 |
|
RU2481255C2 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2014 |
|
RU2574499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОСМИЧЕСКОГО АППАРАТА | 2010 |
|
RU2441819C1 |
| СПОСОБ ДЕАЭРАЦИИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2269458C2 |
Изобретение относится к космической технике и может быть использовано при изготовлении термостатируемых сотовых панелей с встроенным жидкостным коллектором. Контроль качества изготовления жидкостного коллектора осуществляют способом продувки воздухом эталонного сопротивления и жидкостного коллектора. Величины гидравлических сопротивлений эталонного сопротивления и жидкостного коллектора при продувке воздухом измеряют непрерывно при одинаковых условиях окружающего воздуха и раздельно друг за другом при одинаковых величинах гидравлических параметров продуваемого воздуха на их выходах: абсолютного давления, температуры, влажности и расхода воздуха. Измеренное значение гидравлического сопротивления жидкостного коллектора сравнивают с допустимой нормой, определенной используя измеренные значения гидравлического сопротивления эталонного сопротивления. Устройство снабжено измерителями температуры и абсолютного давления окружающего устройство воздуха и выполнено из идентичных по конструктивным параметрам двух гидравлически параллельных линий. Соединения соответствующих точек измерения параметров продуваемого воздуха с соответствующими измерителями выполнены гидравлически симметрично и подключены к одним и тем же типам измерителей для обоих линий. Измерители абсолютного давления и гидравлического сопротивления соединены с соответствующими точками измерения давления через одинаковые отсечные вентили. Электрические выходы измерителей через интерфейсный преобразователь соединены с компьютером. Технический результат направлен на повышение надежности качественного изготовления жидкостных коллекторов. 2 н.п. ф-лы, 2 ил.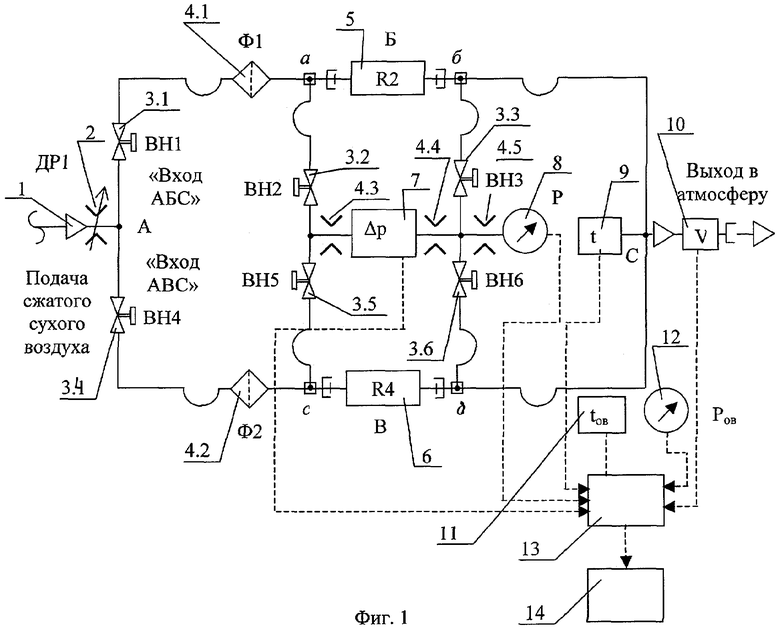

где Δризмер - измеренное значение гидравлического сопротивления жидкостного коллектора при конкретных условиях вышеуказанных испытаний, Па;
Δрдоп - допустимая норма гидравлического сопротивления жидкостного коллектора для указанных выше конкретных условий испытаний, Па;
Δрдоп' - допустимая норма гидравлического сопротивления жидкостного коллектора при условиях проведения испытаний эталонного сопротивления в процессе его приемо-сдаточных испытаний, Па;
Δрэт, Δpэт' - измеренные значения гидравлического сопротивления эталонного сопротивления соответственно при конкретных вышеуказанных условиях испытаний и при условиях приемо-сдаточных испытаний, Па.
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2002 |
|
RU2237600C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОНСТРУКЦИИ И ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СОТОВОЙ ПАНЕЛИ | 2003 |
|
RU2253598C2 |
| БАРОКАМЕРА^' M'^^^'^^pynq^- :• ^ -.S.L. I '^^ | 1971 |
|
SU434198A1 |
| JP 2001010598 A, 16.01.2001. | |||

