2420-129197Ru/091
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к нанокомпозитному магниту, пригодному для использования в электродвигателях и исполнительных механизмах (приводах) различных типов, а также к способу изготовления такого магнита. Более конкретно, настоящее изобретение относится к нанокомпозитному магниту, который включает в себя соединение с кристаллической структурой R2Fe14B-типа в качестве магнитно-твердой фазы, а также α-Fe и другие магнитно-мягкие фазы.
Уровень техники
В последнее время становится все более и более необходимым дополнительно улучшать рабочие характеристики и далее снижать размеры и массу бытовых электрических приборов, автоматизированной оргтехники и различных других типов электрооборудования. Для этих целей в любом из указанных видов оборудования требуется применение постоянного магнита с целью максимального увеличения отношения его рабочих характеристик к массе при использовании в магнитной цепи. Например, в настоящее время высоким спросом пользуется постоянный магнит с остаточной намагниченностью Вr порядка 0,5 Т или более. Широко используются твердые ферритные магниты, поскольку магниты этого типа относительно недороги. Однако твердые ферритные магниты не могут обеспечить высокую остаточную намагниченность Вr порядка 0,5 Т или более.
Магнит на основе Sm-Co, полученный методами порошковой металлургии, известен в настоящее время как типичный постоянный магнит, который достигает остаточной намагниченности Вr по меньшей мере около 0,5 Т. Примерами других магнитов с высокой остаточной намагниченностью могут служить спеченный магнит на основе Nd-Fe-B, полученный методами порошковой металлургии, и быстро затвердевший магнит на основе Nd-Fe-B, полученный путем быстрого охлаждения расплава. Спеченный магнит на основе Nd-Fe-B описан, например, в японской выложенной публикации № 59-46008, а быстро затвердевший магнит на основе Nd-Fe-B описан, например, в японской выложенной публикации № 60-9852.
Однако магнит на основе Sm-Co является дорогостоящим, поскольку и Sm, и Со являются дорогостоящими материалами.
С другой стороны, относительно магнита на основе Nd-Fe-B можно сказать, что магнит состоит главным образом из относительно недорогого Fe (обычно в количестве от около 60 до около 70 мас.% от их общей массы) и поэтому гораздо дешевле магнита на основе Sm-Co. Тем не менее, изготовление магнита на основе Nd-Fe-B все еще остается довольно дорогостоящим. Это связано отчасти с потребностью в крупногабаритном оборудовании и большом числе производственных операций для выделения и очистки или для получения путем восстановительной реакции ниодима (Nd), на долю которого обычно приходится от около 10 до около 15 ат.% (атомных процентов).
По сравнению со спеченным магнитом на основе Nd-Fe-B, полученным методами порошковой металлургии, быстро затвердевший магнит на основе Nd-Fe-B может быть получен с меньшими затратами путем быстрого охлаждения расплава. Это связано с тем, что быстро затвердевший магнит на основе Nd-Fe-B может быть изготовлен с помощью относительно простых производственных операций плавления, быстрого охлаждения расплава и термообработки. Однако для получения постоянного магнита в виде объемного изделия посредством процесса быстрого охлаждения расплава необходимо сформировать так называемый магнит на связке путем смешивания магнитного порошка, полученного из быстро затвердевшего сплава, с полимерным связующим. Соответственно, на долю магнитного порошка обычно приходится самое большее 80 об.% (объемных процентов) формованного магнита на связке. Кроме того, быстро затвердевший магнит, полученный путем быстрого охлаждения расплава, является магнитно изотропным.
По этим причинам быстро затвердевший магнит на основе Nd-Fe-B имеет более низкую остаточную намагниченность Вr, чем остаточная намагниченность магнитно анизотропного спеченного магнита на основе Nd-Fe-B, полученного методами порошковой металлургии.
Как описано в японской выложенной публикации № 1-7502, технология добавления сочетания по меньшей мере одного элемента, выбранного из группы, состоящей из Zr, Nb, Mo, Hf, Ta и W, и по меньшей мере еще одного элемента, выбранного из группы, состоящей из Ti, V и Cr, к основному сплаву, заметно улучшает магнитные свойства быстро затвердевшего магнита на основе Nd-Fe-B. При добавлении этих элементов к основному сплаву происходит повышение коэрцитивности HCJ и коррозионной стойкости магнита. Однако единственным известным способом улучшения остаточной намагниченности Вr является повышение плотности магнита на связке. Кроме того, в тех случаях, когда быстро затвердевший магнит на основе Nd-Fe-B содержит 6 или более ат.% редкоземельных элементов, до сих пор для быстрого охлаждения и затвердевания основного сплава с более высокой скоростью часто используют процесс получения волокна из расплава, при котором расплав основного сплава выдавливают через сопло на быстро вращающийся охлаждающий валок.
Что касается быстро затвердевшего магнита на основе Nd-Fe-B, то альтернативный магнитный материал был предложен Кохурном (R.Coehoorn) в работе J. de Phys., C8, 1998, pp.669-670. Материал Кохурна имеет химический состав, включающий редкоземельный элемент с относительно низкой мольной долей (т.е. около Nd3,8Fe77,2B19, где подстрочные индексы указаны в атомных процентах), и фазу Fe3B в качестве главной фазы. Этот постоянный магнитный материал получают путем нагрева и кристаллизации аморфного сплава, приготовленного путем быстрого охлаждения расплава. Кроме того, кристаллизованный материал имеет метастабильную структуру, в которой магнитно-мягкая фаза Fe3B и магнитно-твердая фаза Nd2Fe14B сосуществуют и в которой кристаллические зерна очень мелких размеров (т.е. порядка нескольких нанометров) тонко и равномерно распределены в виде композита этих двух кристаллических фаз. По этой причине магнит, изготовленный из такого материала, называют "нанокомпозитным магнитом". Сообщалось, что в таком нанокомпозитном магните остаточная намагниченность Вr достигает 1 Т или более. Однако его коэрцитивность HCJ относительно низка, т.е. находится в диапазоне от 160 кА/м до 240 кА/м. Соответственно, постоянный магнитный материал применим только тогда, когда рабочая точка магнита равна 1 или более.
Предлагалось также к основному сплаву нанокомпозитного магнита добавлять различные элементы, относящиеся к металлам, с целью улучшения его магнитных свойств. См., например, японскую выложенную публикацию № 3-261104, японскую патентную публикацию № 2727505 и японскую патентную публикацию № 2727506. Однако ни одна из предлагаемых технологий не является достаточно надежной для постоянного получения достаточного "характеристического значения в расчете на издержки". Если конкретнее, то ни один из нанокомпозитных магнитов, полученных этими способами, не обладает коэрцитивностью, достаточно высокой для их практического использования в различных областях. Таким образом, ни один из этих магнитов не может демонстрировать достаточных для применения в промышленности магнитных характеристик.
Кроме того, Чэн (W.C.Chan) и др. сообщают о способе получения фаз Nd2Fe14B и α-Fe с размерами зерен порядка нескольких десятков нанометров (нм). Согласно способу Чэна к основному сплаву добавляют аморфный формирователь La. Затем основной сплав подвергают получению волокна из расплава с целью получения быстро затвердевшего сплава, состоящего главным образом из аморфных фаз. А затем сплав нагревают и подвергают кристаллизации с целью одновременного зарождения и роста обеих фаз Nd2Fe14B и α-Fe, см. W.C.Chan et al., "The Effects of Refractory Metals on the Magnetic Properties of α-Fe/R2Fe14B-type Nanocomposites", IEEE Trans. Magn., № 5, INTERMAG. 99, Kyonju, Korea, pp. 3265-3267, 1999. В этой статье указывается также, что добавление тугоплавкого элемента-металла типа титана (Ti) в очень небольшом количестве (например, 2 ат.%) улучшает магнитные характеристики и что мольную долю Nd, т.е. редкоземельного элемента, предпочтительно повышают от приблизительно 9,5 ат.% до приблизительно 11,0 ат.% с целью уменьшения размеров зерен фаз Nd2Fe14B и α-Fe. Тугоплавкий металл добавляют с целью уменьшения образования зародышей боридов, таких как R2Fe23B3 и Fe3B, с тем, чтобы магнит состоял по существу из фаз Nd2Fe14B и α-Fe. Согласно данному способу Чэна быстро затвердевший сплав для нанокомпозитного магнита приготавливают с помощью процесса получения волокна из расплава, при котором расплав выдавливают через сопло на поверхность охлаждающего валка, который вращается с высокой скоростью. Процесс получения волокна из расплава достаточно эффективен для получения быстро затвердевшего аморфного сплава, поскольку процесс этого типа обеспечивает чрезвычайно высокую скорость охлаждения.
Для решения этих проблем заявитель разработал усовершенствованный нанокомпозитный магнит, включающий в себя увеличенную объемную долю соединения с кристаллической структурой типа R2Fe14B, и описал его в японской выложенной публикации № 2002-175908. В частности, такой нанокомпозитный магнит может быть получен путем добавления Ti к основному сплаву, включающему в себя менее 10 ат.% редкоземельных элементов и более 10 ат.% бора, так что при быстром охлаждении и затвердевании сплава не происходит избыточного роста фазы α-Fe.
В японской патентной публикации № 2002-285301 и в японском патенте № 3297676 указан ряд элементов, которые могут быть добавлены к нанокомпозитному магниту. Примеры таких элементов включают Al, Si, V, Cr, Mn, Ga, Zr, Mb, Mo, Ag, Hf, Ta, W, Pt, Au и Pb.
В нанокомпрозитном магните, описанном в японской выложенной публикации № 2002-175908, добавление Ti создает новую структуру, при которой мелкодисперсные магнитно-мягкие фазы распределены по межзеренной границе магнитно-твердой фазы. Однако, если мольная доля редкоземельных элементов задана даже ниже, чем в таком нанокомпозитном магните, невозможно получить никакого нанокомпозитного магнита с превосходными магнитными характеристиками, если не снизить мольную долю бора до менее приблизительно 10 ат.%.
Что касается материала, включающего в себя менее приблизительно 10 ат.% редкоземельных элементов и менее приблизительно 10 ат.% бора, то расплав такого основного сплава обладает слишком высокой вязкостью, и полученный в результате быстро затвердевший сплав редко имеет нужную тонкую структуру. Расплавленный сплав обычно быстро охлаждается с помощью процесса быстрого охлаждения расплава, которым может быть, например, процесс получения волокна из расплава, при котором охлаждающий валок вращается с относительно высокой скоростью, или процесс ленточного литья, при котором охлаждающий валок вращается с относительно низкой скоростью. Среди прочего, процесс ленточного литья рассматривается как такой процесс быстрого охлаждения расплава, который эффективно способствует организации массового производства, поскольку он обеспечивает относительно низкую скорость охлаждения и позволяет получить быстро отвердевший сплав в форме относительно толстой ленты (полосы).
Однако для массового производства нанокомпозитных магнитов, в которых мольная доля редкоземельных элементов уменьшена до приблизительно 7 ат.% или менее, с помощью процесса быстрого охлаждения расплава с относительно низкой скоростью охлаждения, такого как процесс ленточного литья, основной сплав должен содержать более приблизительно 10 ат.% бора. Тем не менее, если к основному сплаву, содержащему от приблизительно 4 до 7 ат.% редкоземельных элементов и от приблизительно 10 до приблизительно 15 ат.% бора, не добавить Ti при наличии или в отсутствии Nb, то коэрцитивность HCJ полученного нанокомпозитного магнита не будет достигать приблизительно 400 кА/м, что является минимальным требующимся уровнем для фактического использования этого магнита, например, в электродвигателе, и при этом прямоугольность петли его кривой размагничивания будет не слишком хороша.
Раскрытие изобретения
Для того чтобы решить описанные выше проблемы, предпочтительные варианты реализации настоящего изобретения предлагают нанокомпозитный магнит с относительно небольшим содержанием редкоземельных элементов и относительно большим содержанием бора, который обладает при этом превосходными магнитными характеристиками.
Нанокомпозитный магнит согласно предпочтительному варианту реализации настоящего изобретения предпочтительно имеет состав, представленный общей формулой: (Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn, где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni; R является редкоземельным элементом; М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Ta и W. Мольные доли x, y, z, w, n, m и р предпочтительно удовлетворяют следующим неравенствам: 10 ат.% <х≤15 ат.%; 4 ат.%≤y<7ат.%; 0,5 ат.%≤z≤8ат.%; 0,01 ат.%≤w≤6 ат.%; 0 ат.%≤n≤10 ат.%; 0≤m≤0,5 и 0,01≤р≤,5 соответственно. Нанокомпозитный магнит предпочтительно включает в себя магнитно-твердую фазу с кристаллической структурой типа R2Fe14B и магнитно-мягкие фазы. По меньшей мере один показатель из числа коэрцитивности и максимального энергетического произведения нанокомпозитного магнита предпочтительно по меньшей мере на 1% выше, чем у магнита, который не содержит V.
В одном предпочтительном варианте реализации настоящего изобретения нанокомпозитный магнит предпочтительно содержит по меньшей мере 40 объем.% магнитно-твердой фазы с кристаллической структурой типа R2Fe14B благодаря добавлению Ti и V.
В другом предпочтительном варианте реализации магнитно-твердая фаза с кристаллической структурой типа R2Fe14B предпочтительно имеет средний размер зерен от приблизительно 10 нм до приблизительно 200 нм, а магнитно-мягкая фаза предпочтительно имеет средний размер зерен от приблизительно 1 нм до приблизительно 100 нм.
В еще одном предпочтительном варианте реализации магнитно-мягкая фаза предпочтительно содержит α-Fe и ферромагнитный борид на основе железа.
Способ приготовления быстро затвердевшего сплава для нанокомпозитного магнита согласно другому предпочтительному варианту реализации настоящего изобретения предпочтительно включает в себя стадию приготовления расплава основного сплава, имеющего состав, представленный общей формулой:
(Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn, где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni; R является редкоземельным элементом; М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Ta и W. Мольные доли x, y, z, w, n, m и р предпочтительно удовлетворяют следующим неравенствам: 10 ат.% <х≤15 ат.%; 4 ат.% ≤y<7 ат.%; 0,5 ат.% ≤z≤8 ат.%; 0,01 ат.% ≤w≤6 ат.%; 0 ат.% ≤n≤10 ат.%; 0≤m≤5 и 0,01≤р≤0,5 соответственно. Способ предпочтительно включает в себя также стадию быстрого охлаждения и затвердевания расплава для получения быстро затвердевшего сплава.
В предпочтительном варианте реализации настоящего изобретения стадия быстрого охлаждения предпочтительно включает в себя стадию быстрого охлаждения и затвердевания посредством процесса ленточного литья.
Способ приготовления нанокомпозитного магнитного порошка согласно другому предпочтительному варианту реализации настоящего изобретения предпочтительно включает в себя стадию приготовления быстро затвердевшего сплава, имеющего состав, представленный общей формулой: (Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn, где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni; R является редкоземельным элементом; и М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Ta и W. Мольные доли x, y, z, w, n, m и р предпочтительно удовлетворяют следующим неравенствам: 10 ат.% <х≤15 ат.%; 4 ат.% ≤y<7 ат.%; 0,5 ат.% ≤z≤8 ат.%; 0,01 ат.% ≤w≤6 ат.%; 0 ат.% ≤n≤10 ат.%; 0≤m≤0,5 и 0,01≤р≤0,5 соответственно. Предпочтительно способ включает в себя также стадии термической обработки быстро затвердевшего сплава для получения нанокомпозитного магнитного сплава, включающего в себя магнитно-твердую фазу с кристаллической структурой типа R2Fe14B и магнитно-мягкую фазу и измельчения (распыления) нанокомпозитного магнитного сплава.
Способ изготовления нанокомпозитного магнита согласно другому предпочтительному варианту реализации настоящего изобретения предпочтительно включает в себя стадию приготовления нанокомпозитного магнитного порошка, имеющего состав, представленный общей формулой (Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn, где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni; R является редкоземельным элементом; и М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Ta и W. Мольные доли x, y, z, w, n, m и р предпочтительно удовлетворяют следующим неравенствам: 10 ат.% <х≤15 ат.%; 4 ат.% ≤y<7 ат.%; 0,5 ат.% ≤z≤8 ат.%; 0,01 ат.% ≤w≤6 ат.%; 0 ат.% ≤n≤10 ат.%; 0≤m≤0,5 и 0,01≤р≤0,5 соответственно. Нанокомпозитный магнитный порошок предпочтительно включает в себя магнитно-твердую фазу с кристаллической структурой типа R2Fe14B и магнитно-мягкую фазу. По меньшей мере один показатель из коэрцитивности и максимального энергетического произведения нанокомпозитного магнитного порошка предпочтительно по меньшей мере на 1% выше, чем у магнитного порошка, который не содержит V. Способ предпочтительно далее включает в себя операцию уплотнения (прессования) нанокомпозитного магнитного порошка для получения нанокомпозитного магнита.
Другие признаки, элементы, процессы, стадии, характеристики и преимущества настоящего изобретения станут более очевидными из приведенного ниже подробного описания настоящего изобретения со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
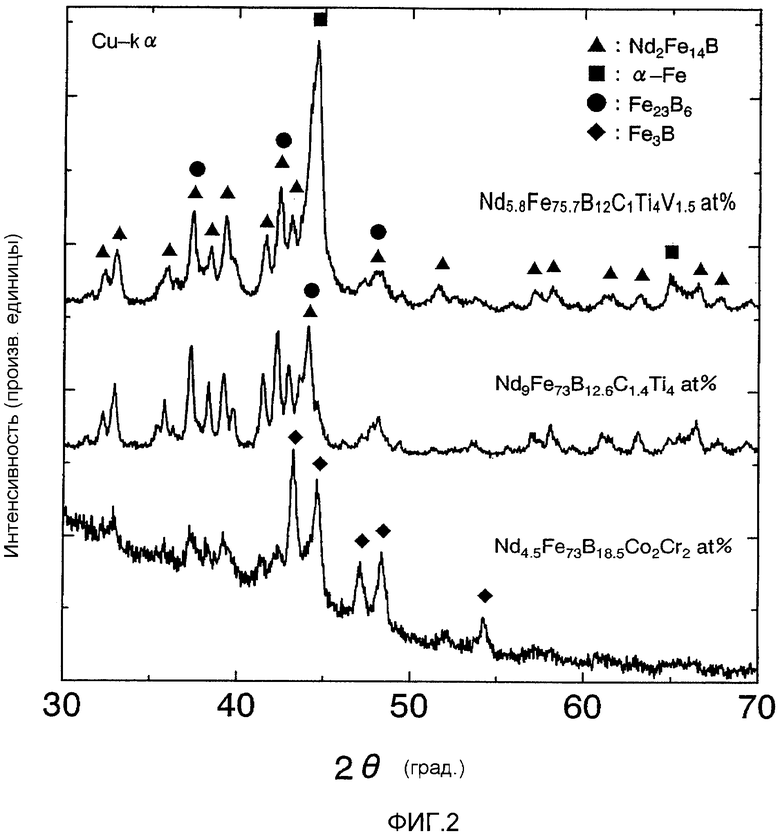
На фиг.1 показано изображение в поперечном разрезе, схематически иллюстрирующее в качестве примера установку ленточного литья, предназначенную для использования в предпочтительном варианте реализации настоящего изобретения.
На фиг.2 графически показаны результаты рентгенофазового анализа, выполненного на образцах согласно отдельным примерам предпочтительных вариантов реализации настоящего изобретения и на образцах согласно примерам сравнения.
Наилучшие варианты реализации изобретения
Авторы настоящего изобретения вышли на его основную идею после того, как обнаружили, что совместное добавление Ti и V в основной сплав, который содержит от приблизительно 4 до приблизительно 7 ат.% редкоземельных элементов и от приблизительно 10 до приблизительно 15 ат.% бора и углерода, позволяет получить нанокомпозитный магнит, демонстрирующий хорошую прямоугольность петли его кривой размагничивания. В японской патентной публикации № 2002-285301 и в японском патенте № 3297676 описан ряд добавок, но совсем не упоминаются неожиданные последствия добавления Ti и V в сочетании.
Как уже было указано заявителем в выложенной японской публикации № 2002-175908, добавление Тi сводит к минимуму образование зародышей и рост фазы α-Fe при быстром охлаждении и затвердевании расплава. Таким образом, за счет добавления Тi можно получить структуру, которая содержит магнитно-твердую фазу с кристаллической структурой типа R2Fe14B в количестве более около 50 объем.% и в которой магнитно-мягкие фазы диспергированы или тонко распределены по межзеренной границе магнитно-твердой фазы.
Добавление Ti позволяет получить эти благоприятные эффекты. Однако авторы настоящего изобретения обнаружили, что в том случае, когда мольная доля редкоземельных элементов была уменьшена с целью дальнейшего увеличения намагниченности нанокомпозитного магнита, описанного в японской выложенной публикации № 2002-175908, рабочие характеристики магнита несколько ухудшались. Для увеличения намагниченности нанокомпозитного магнита, в котором магнитно-твердая фаза с кристаллической структурой типа R2Fe14B и магнитно-мягкие фазы, такие как α-Fe и бориды на основе железа, сосуществуют в одной металлической структуре и имеют магнитную связь между собой через обменные взаимодействия, как полагают, обычно требуется уменьшение мольной доли редкоземельных элементов и увеличение таким образом объемной доли фазы α-Fe. Это связано с тем, что намагниченность насыщения фазы α-Fe выше, чем у магнитно-твердой фазы с кристаллической структурой типа R2Fe14B.
Однако авторы настоящего изобретения обнаружили, что если мольная доля редкоземельных элементов, включенных в состав с Ti, была понижена приблизительно до 7 ат.% или менее, оказывается невозможным добиться коэрцитивности HCJ порядка 400 кА/м или более, кривая размагничивания обладает плохой прямоугольностью петли, и при этом хорошие магнитные характеристики не достигаются, если не увеличить количество добавленного Ti. Тем не менее, при простом увеличении количества добавляемого Ti с целью решения этой проблемы происходит обильное выделение (осаждение) немагнитного соединения Ti-B, а рабочие характеристики магнита несколько ухудшаются.
Таким образом, авторы настоящего изобретения провели ряд опытов, в которых различные комбинации металлических элементов, каждая из которых состоит из Ti и другого металлического элемента, добавляли к составу, в котором мольная доля редкоземельных элементов была снижена приблизительно до 7 ат.% или менее, а бор был включен в состав с увеличенной мольной долей. В результате оказалось, что при совместном добавлении Ti и V нанокмпозитный магнит с повышенной объемной долей боридов на основе железа и α-Fe с большой намагниченностью может успешно производиться с помощью процесса ленточного литья.
Нанокомпозитный магнит согласно предпочтительному варианту реализации настоящего изобретения предпочтительно имеет состав, представленный общей формулой (Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn, где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni; R является редкоземельным элементом; М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Ta и W. Мольные доли x, y, z, w, n, m и р предпочтительно удовлетворяют следующим неравенствам: 10 ат.% <х≤15 ат.%; 4 ат.% ≤y<7 ат.%; 0,5 ат.% ≤z≤8 ат.%; 0,01 ат.% ≤w≤6 ат.%; 0 ат.% ≤n≤10 ат.%; 0≤m≤0,5 и 0,01≤р≤0,5 соответственно. Нанокомпозитный магнит предпочтительно включает в себя магнитно-твердую фазу с кристаллической структурой типа R2Fe14B и магнитно-мягкую фазу.
Согласно различным предпочтительным вариантам реализации настоящего изобретения, благодаря совместному добавлению Ti и V к основному сплаву коэрцитивность и/или максимальное энергетическое произведение могут быть повышены по меньшей мере на 1% по сравнению с магнитом, который не содержит V. Кроме того, нанокомпозитный магнит может содержать по меньшей мере 40 объем.% магнитно-твердой фазы с кристаллической структурой типа R2Fe14B благодаря добавлению Ti и V. В полученной структуре магнитно-твердая фаза с кристаллической структурой типа R2Fe14B предпочтительно имеет средний размер зерен от приблизительно 10 нм до приблизительно 200 нм, а магнитно-мягкая фаза предпочтительно имеет средний размер зерен от приблизительно 1 нм до приблизительно 100 нм.
В предпочтительном варианте реализации настоящего изобретения расплав сплава на основе железа, включающего Fe, B, C, R (который является по меньшей мере одним из редкоземельных элементов, включая Y), Ti и V как обязательные элементы, предпочтительно быстро охлаждают с помощью процесса быстрого охлаждения расплава, такого как процесс ленточного литья в атмосфере с пониженным давлением, получая таким образом быстро затвердевший сплав, включающий в себя микрокристаллическую фазу соединения типа R2Fe14B. Быстро затвердевший сплав может быть затем подвергнут, в случае необходимости, термической обработке с целью кристаллизации аморфных участков, сохранившихся в быстро затвердевшем сплаве.
Процесс ленточного литья является способом изготовления тонкой ленты (полосы) быстро затвердевающего сплава путем приведения расплава такого сплава в контакт с поверхностью охлаждающего валка и быстрого охлаждения и затвердевания расплава. Согласно предпочтительным вариантам реализации настоящего изобретения расплав быстро охлаждается и затвердевает под воздействием охлаждающего валка, который вращается быстрее, чем валок, применяющийся в обычном процессе ленточного литья. По сравнению с процессом получения волокна из расплава, при котором расплав сплава выдавливается на поверхность охлаждающего валка через отверстие сопла, процесс ленточного литья обеспечивает более низкую скорость охлаждения. При этом, однако, процесс ленточного литья обеспечивает более высокую производительность, поскольку этот процесс выдает тонкую ленту быстро затвердевшего сплава, имеющую относительно большую ширину и толщину. Однако при необходимости нанокомпозитный магнит согласно предпочтительным вариантам реализации настоящего изобретения можно также получать с помощью обычного процесса получения волокна из расплава, при котором расплав сплава выдавливается на поверхность охлаждающего валка через сопло.
Согласно предпочтительным вариантам реализации настоящего изобретения добавляется Ti, который выполняет функцию задержки образования зародышей и роста α-Fe, добавляется редкоземельный элемент при его низкой мольной доле и добавляется также V, в результате чего получается структура нанокомпозитного магнита, в которую в нужных количествах включены α-Fe и бориды на основе железа с высокой намагниченностью. Благодаря воздействию добавленных Ti и V не будет наблюдаться избыточного роста фазы соединения типа R2Fe14B и фазы α-Fe даже при пониженной скорости охлаждения расплавленного сплава. Таким образом, может быть получен высококачественный нанокомпозитный магнит, в котором фаза соединения типа R2Fe14B имеет средний размер зерен от приблизительно 10 нм до приблизительно 200 нм и в котором магнитно-мягкие фазы (например, фаза α-Fe) со средним размером зерен от приблизительно 1 нм до приблизительно 100 нм, тонко диспергированы даже после термообработки.
Обычный нанокомпозитный магнит, состоящий по существу из фазы соединения типа R2Fe14B и фазы α-Fe, демонстрирует высокую намагниченность, поскольку обычный магнит содержит от приблизительно 5 до приблизительно 50 об.% α-Fe с высокой намагниченностью насыщения. Однако обычный нанокомпозитный магнит имеет более низкое содержание бора, чем нанокомпозитный магнит согласно любому из предпочтительных вариантов реализации настоящего изобретения. Соответственно, если обычный нанокомпозитный магнит изготавливать с помощью процесса ленточного литья при низкой скорости охлаждения может иметь место избыточное увеличение размеров зерна при значительном ухудшении рабочих характеристик магнита. В отличие от этого, поскольку основной сплав нанокомпозитного магнита согласно любому из различных вариантов реализации настоящего изобретения содержит бор в мольной доле, превышающей 10 ат.%, нанокомпозитные магниты с превосходными характеристиками могут изготавливаться в массовом производстве с помощью процесса ленточного литья.
Согласно предпочтительным вариантам реализации настоящего изобретения редкоземельный элемент добавляют при низкой мольной доле, а Ti и V добавляют в сочетании, так чтобы магнитно-твердая фаза с кристаллической структурой типа R2Fe14B имела как можно большую объемную долю и чтобы не происходило избыточного роста магнитно-мягких фаз с высокой намагниченностью при сохранении их относительно высокой объемной доли. В результате кривая размагничивания может иметь улучшенную прямоугольность петли. Кроме того, намагниченность может быть увеличена за счет того, что добавки Ti и V могут образовывать боридную фазу (т.е. ферромагнитные бориды на основе железа) из богатой бором немагнитной аморфной фазы в быстро затвердевающем сплаве и могут уменьшить объемную долю такой немагнитной аморфной фазы, остающейся в нагретом и закристаллизованном сплаве.
В предпочтительных вариантах реализации настоящего изобретения должным образом управляют различными условиями технологического процесса, включая химический состав сплава, скорость охлаждения сплава и температуру термообработки, образуя таким образом бориды на основе железа и α-Fe с намагниченностью насыщения, равной или даже превышающей намагниченность насыщения фазы соединения типа R2Fe14B. К примерам полученных магнитно-мягких фаз относятся α-Fe (с намагниченностью насыщения около 2,1 Т) и Fe23B6 (с намагниченностью насыщения около 1,6 Т). В этом случае фаза соединения типа R2Fe14B имеет намагниченность насыщения около 1,6 Т, когда R является Nd.
Применяемый здесь термин "аморфная фаза" означает не только фазу, в которой размещение атомов в достаточной мере беспорядочно, но и фазу, которая содержит зародыши кристаллизации, чрезвычайно мелкие кристаллические участки (размерами в несколько нанометров или менее) и/или скопления атомов (атомные кластеры). Более конкретно, термин "аморфная фаза" относится к любой фазе, имеющей кристаллическую структуру, которая не может быть определена с помощью рентгенофазового анализа или наблюдения в просвечивающем электронном микроскопе (ПЭМ). Иными словами, любая фаза, имеющая кристаллическую структуру, которая легко определяется с помощью рентгенофазового анализа или наблюдения в ПЭМ, будет упоминаться здесь как "кристаллическая фаза".
Авторы настоящего изобретения обнаружили и подтвердили в ходе экспериментов, что только при совместном добавлении Ti и V не происходит снижения намагниченности, в отличие от случаев, когда совместно добавляются Ti и Cr или Ti и Zr. Кроме того, кривая размагничивания демонстрирует особенно хорошую прямоугольность петли. Основываясь на этих результатах, авторы настоящего изобретения полагают, что добавление Ti и V играет ключевую роль в отношении сведения к минимуму образования боридов с низкой намагниченностью.
Следует отметить, что при совместном добавлении Ti и Nb намагниченность не снижалась, но происходило значительное уменьшение коэрцитивности.
Таким образом, только при совместном добавлении Ti и V можно получить нанокомпозитный магнит с превосходными рабочими характеристиками, который содержит от приблизительно 4 ат.% до приблизительно 7 ат.% редкоземельных элементов и от приблизительно 10 ат.% до приблизительно 15 ат.% бора.
В различных предпочтительных вариантах реализации настоящего изобретения основной сплав содержит не только достаточное количество бора, но и углерод как один из обязательных элементов. Таким образом, расплав такого основного сплава может обладать кинематической вязкостью порядка 5×10-6 м2/сек или менее и может течь достаточно плавно для того, чтобы в достаточной степени повысить степень контакта между расплавом и охлаждающим валком. В результате расплав может еще более эффективно охлаждаться на охлаждающем валке. Таким образом, даже при вращении охлаждающего валка с низкой скоростью можно также получить качественный нанокомпозитный магнит.
Следовательно, в предпочтительном варианте реализации настоящего изобретения может быть применен процесс ленточного литья, при котором расплав разливают непосредственно через желоб (т.е. направляющий элемент) на охлаждающий валок, а не регулируя расход расплава через отверстие сопла. Таким образом, процесс, являющийся предметом настоящего изобретения, является гораздо более производительным и экономически эффективным, чем обычный процесс получения волокна из расплава, требующий регулировки расхода расплава через отверстие сопла. Для придания аморфности содержащему редкоземельные элементы сплаву на основе R-Fe-B при скорости охлаждения, достижимой даже в процессе ленточного литья, обычно требуется доведение содержания В (бора) приблизительно до 10 ат.% или более. Однако при слишком большом добавлении В в микроструктуре подвергнутого обработке сплава останутся немагнитные аморфные фазы с высокой концентрацией В даже после того как быстро затвердевший сплав будет подвергнут нагреву и кристаллизации. Можно сказать, что не будет получено однородной микрокристаллической структуры. В результате объемная доля ферромагнитных фаз уменьшается и снижается намагниченность. Однако если добавлять Ti и V так, как это делается в предпочтительных вариантах реализации настоящего изобретения, наблюдается упомянутое явление. В результате образуются бориды на основе железа с высокой намагниченностью насыщения при достаточном повышении намагниченности.
Предпочтительный химический состав
Если суммарная мольная доля х для В и С составляет приблизительно 10 ат.% или менее, возникают трудности с приготовлением нужного быстро затвердевающего сплава, в котором сосуществуют кристаллическая фаза типа R2Fe14B и аморфная фаза, при низкой скорости охлаждения в пределах от приблизительно 102 °С/с до приблизительно 105 °С/с. Кроме того, даже если после этого сплав подвергается термообработке, полученная коэрцитивность будет не слишком велика. Кроме того, при мольной доле х, составляющей приблизительно 10 ат.% или менее, невозможно получение боридов на основе железа с высокой намагниченностью насыщения. По этим причинам величина х должна превышать приблизительно 10 ат.%. С другой стороны, если суммарная мольная доля х для В и С превышает приблизительно 15 ат.%, возрастает объемная доля аморфных фаз, остающихся даже в подвергнутом нагреву и кристаллизации сплаве. Кроме того, уменьшается содержание фазы α-Fe, обладающей более высокой намагниченностью насыщения, чем любая другая образующая сплав фаза, и в результате также снижается остаточная намагниченность Вr. Исходя из этих соображений суммарная мольная доля х для В и С предпочтительно превышает приблизительно 10 ат.% и равна или меньше, чем приблизительно 15 ат.%, а более предпочтительно - превышает приблизительно 11 ат.% и равна или меньше, чем приблизительно 14 ат.%.
Атомное отношение р углерода С к В и С предпочтительно составляет от приблизительно 0,01 до приблизительно 0,5. Для достижения эффектов, ожидаемых от добавления С, отношение р углерода С должно по меньшей мере равняться приблизительно 0,01. Причина заключается в следующем. Если р значительно меньше приблизительно 0,01, то практически не удается добиться ожидаемых эффектов даже при добавлении С. С другой стороны, если р превышает приблизительно 0,5, объемная доля фазы α-Fe с избыточно большими размерами зерна возрастает настолько, что вызывает ухудшение полученных магнитных характеристик. Нижнее предельное значение соотношения р предпочтительно составляет приблизительно 0,02, в то время как верхнее предельное значение предпочтительно составляет приблизительно 0,25. Более предпочтительно отношение р составляет от приблизительно 0,05 до приблизительно 0,15.
R является по меньшей мере одним элементом, выбираемым из числа редкоземельных элементов (включая Y). Предпочтительно R по существу не содержит ни La, ни Се. Это объясняется тем, что, в случае включения в состав La или Се, R (обычно Nd) в составе фазы R2Fe14B должен быть замещен на La или Се, уменьшая таким образом коэрцитивность и прямоугольность петли кривой размагничивания. Однако в случае включения очень небольшой доли (например, приблизительно 0,5 ат.% или менее) La или Се в виде неизбежной примеси серьезного ухудшения магнитных характеристик не произойдет. Поэтому фраза "по существу не содержит La (Се)" или "по существу исключая La (Се)" в данном случае означает, что содержание La (Се) составляет приблизительно 0,5 ат.% или менее.
Более конкретно, R предпочтительно содержит Pr или Nd в качестве обязательного элемента, который частично может быть заменен на Dy и/или Tb. Если мольная доля y для R меньше, чем приблизительно 4 ат.%, то фаза соединения, имеющего кристаллическую структуру типа R2Fe14B, которая необходима для достижения высокой коэрцитивности, не кристаллизуется в достаточной мере и поэтому не может быть достигнута нужная высокая коэрцитивность HCJ. С другой стороны, если мольная доля y для R равна или превышает приблизительно 7 ат.%, способность к формированию аморфной массы будет снижаться, а объемная доля полученных магнитно-мягких фаз (таких как фазы α-Fe и Fe-B) тоже будет снижаться. В результате будет падать намагниченность. По этим причинам мольная доля y редкоземельного элемента R предпочтительно равна или превышает приблизительно 4 ат.%, но меньше приблизительно 7 ат.%, а более предпочтительно - равна или превышает приблизительно 5 ат.%, но меньше приблизительно 6 ат.%.
Добавление Ti эффективно способствует зарождению и росту зерен магнитно-твердой фазы ранее чем магнитно-мягких фаз, при быстром охлаждении и затвердевании расплавленного сплава. Кроме того, добавление Ti повышает коэрцитивность HCJ, остаточную намагниченность Вr и максимальное энергетическое произведение (ВН)max и улучшает прямоугольность петли кривой размагничивания.
Если мольная доля z для Ti меньше, чем приблизительно 0,5 ат.%, указанных результатов не удастся достичь даже при добавлении Ti. Тем не менее, если мольная доля z для Ti превышает приблизительно 8 ат.%, объемное содержание аморфных фаз, остающихся даже в нагретом и подвергнутом кристаллизации сплаве, возрастает, а остаточная намагниченность Вr часто уменьшается. Исходя из этих соображений мольная доля z для Ti предпочтительно составляет от приблизительно 0,5 ат.% до приблизительно 8 ат.%. Нижнее предельное значение более предпочтительного диапазона z составляет приблизительно 1,0 ат.%, а его верхнее предельное значение - приблизительно 6 ат.%. Верхнее предельное значение еще более предпочтительного диапазона значений z составляет приблизительно 5 ат.%.
Кроме того, чем выше суммарная мольная доля х для В и С, тем более вероятным является формирование аморфных фаз, имеющих, например, избыточное содержание бора. Таким образом, мольная доля z для Ti предпочтительно также возрастает по этой причине. Ti имеет сильное сродство с бором В и конденсируется по межзеренным границам магнитно-твердых фаз. Однако если отношение мольной доли z для Ti к мольной доле х для В слишком велико, то Ti больше не присутствует на межзеренных границах, но может быть внедрен в соединение R2Fe14B, вызывая возможное уменьшение намагниченности. Тем не менее, если отношение z/x окажется слишком низким, то произойдет обильное формирование богатых бором немагнитных аморфных фаз. Авторы настоящего изобретения подтвердили в ходе опытов, что мольные доли х и z более предпочтительно регулировать таким образом, чтобы удовлетворять неравенству 0,05≤z/x≤0,4, более предпочтительно - удовлетворять неравенству 0,1≤z/x≤0,35, а еще более предпочтительно - удовлетворять неравенству 0,13≤z/x≤0,3.
Другая добавка, т.е. V, может удачно снизить количество добавляемого Ti при достижении превосходных магнитных характеристик. В результате сводится к минимуму образование соединения Ti-В, может быть увеличена намагниченность, а вязкость расплава может быть уменьшена. В результате основной сплав может с помощью процесса ленточного литья быстро охладиться и затвердеть.
Если мольная доля w для V меньше приблизительно 0,01 ат.%, то ожидаемые от добавления V результаты оказываются недостижимыми. Однако если мольная доля w превышает приблизительно 6 ат.%, начинается зародышеобразование соединения на основе V-Fe-B, что может привести к ухудшению магнитных характеристик. Исходя из этих соображений мольная доля w предпочтительно составляет от приблизительно 0,01 ат.% до приблизительно 6 ат.%, более предпочтительно - от приблизительно 0,1 ат.% до приблизительно 4 ат.%, а еще более предпочтительно - от приблизительно 0,5 ат.% до приблизительно 2 ат.%.
Для достижения различных желательных преимуществ и результатов возможно также добавление металлического(их) элемента(ов) М. М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Ta и W. Авторы настоящего изобретения подтвердили в ходе экспериментов, что при добавлении любого из этих металлических элементов М не наблюдается значительного снижения результатов добавления Ti и V, если только мольная доля n металлических элементов не превышает приблизительно 10 ат.%.
Остальная часть основного сплава, за исключением элементов B, C, R, Ti, V и М, может приходиться на долю только Fe. В альтернативном варианте, по меньшей мере один металлический элемент Т, выбранный из группы, состоящей из Со и Ni, может заместить часть Fe, поскольку в этом случае также достижимы нужные магнитно-твердые (магнитно-жесткие) характеристики. Однако если отношение m атомного числа заместителя Т к атомному числу Fe превышает приблизительно 0,5, оказывается невозможным получить высокую остаточную намагниченность Вr, равную приблизительно 0,7 Т или более. По этой причине отношение m атомных чисел предпочтительно составляет от приблизительно 0 до приблизительно 0,5. Кроме того, за счет замещения кобальтом (Со) части Fe происходит улучшение прямоугольности петли кривой размагничивания и возрастает температура Кюри фазы R2Fe14B, что способствует повышению термостойкости сплава. Отношение m атомных чисел заместителя Со и Fe предпочтительно составляет от приблизительно 0,005 до приблизительно 0,4.
Далее будут детально описаны конкретные предпочтительные варианты реализации настоящего изобретения со ссылкой на прилагаемые чертежи.
Сначала будет описан первый конкретный предпочтительный вариант реализации настоящего изобретения.
В этом предпочтительном варианте реализации быстро затвердевший сплав предпочтительно готовят с использованием установки ленточного литья, показанной на фиг.1. Процесс приготовления сплава предпочтительно осуществляется в атмосфере инертного газа, чтобы не допустить окисления основного сплава, включающего в себя редкоземельные элементы R и Fe, которые являются легко окисляемыми. Инертным газом может быть либо благородный газ типа гелия или аргона, либо газообразный азот или любой другой подходящий газ. Благородный газ типа гелия или аргона предпочтительнее газообразного азота, поскольку азот относительно легко вступает в реакцию с редкоземельными элементами R.
Показанная на фиг.1 установка ленточного литья содержит камеру (не показана), в которой может быть создана атмосфера инертного газа при пониженном давлении. Как показано на фиг.1, установка ленточного литья предпочтительно содержит плавильный тигель 11, охлаждающий валок 13 и желоб (т.е. направляющий элемент) 14. Сначала основной сплав плавят в плавильном тигле 11. Затем расплав 12 выливают из плавильного тигля 11 и далее направляют по желобу 14 на охлаждающий валок 13 для его быстрого охлаждения и затвердевания.
Плавильный тигель 11 предпочтительно размещают таким образом, чтобы направлять расплав 12, полученный путем плавления основного сплава, на желоб 14 при практически постоянной скорости подачи. Эта скорость подачи по желанию может регулироваться, например, путем наклона плавильного тигля 11 под нужным углом.
Наружную поверхность охлаждающего валка 13 предпочтительно изготавливают из материала, обладающего хорошей теплопроводностью (например, из меди). Валок 13 предпочтительно имеет диаметр от приблизительно 30 см до приблизительно 100 см и ширину от приблизительно 15 см до приблизительно 100 см. Валок 13 может вращаться электродвигателем (не показан) с заданной скоростью. Путем управления этой скоростью или, иначе говоря, частотой вращения можно по желанию регулировать скорость движения поверхности охлаждающего валка 13. Скорость охлаждения, которой можно достичь в этой установке ленточного литья, регулируется в диапазоне от приблизительно 103°С/сек до приблизительно 105 °С/сек за счет подбора, например, подходящей частоты вращения охлаждающего валка 13.
Поверхность желоба 14, на/в который направляется расплав 12, предпочтительно образует угол β наклона относительно горизонтальной плоскости. Расстояние между ближним к валку концом желоба 14 и поверхностью охлаждающего валка 13 предпочтительно составляет порядка нескольких миллиметров. Кроме того, желоб 14 размещается таким образом, что линия, соединяющая ближний к валку конец желоба 14 с центром охлаждающего валка 13, образует угол α (где 0≤α≤90°) с перпендикулярной плоскостью. Предпочтительно угол α удовлетворяет неравенству 10 градусов ≤α≤55 градусов.
С другой стороны, угол β желоба наклона желоба 14 предпочтительно удовлетворяет неравенству 1 градус ≤β≤ 80 градусов и более предпочтительно удовлетворяет неравенству 5 градусов ≤β≤ 60 градусов.
После поступления в желоб 14 расплав 12 будет литься с ближнего к валку конца желоба 14 на поверхность охлаждающего валка 13, формируя таким образом на нем слой расплава. Желоб 14 может регулировать поток расплава 12 путем уменьшения скорости течения расплава 12 до такой степени, чтобы сохранять поток расплава 12, который непрерывно подается из плавильного тигля 11, постоянным во времени с заданной величиной расхода. Этот регулирующий эффект можно дополнительно повысить с помощью порога, предназначенного для избирательного сдерживания поверхностного потока расплава 12, который поступает в желоб 14. За счет использования указанного желоба 14 расплав 12 может разливаться таким образом, чтобы иметь по существу постоянную ширину в продольном направлении охлаждающего валка 13. В данном случае "продольное направление" охлаждающего валка 13 равнозначно осевому направлению валка 13 (т.е. направлению, перпендикулярному поверхности бумаги). Кроме того, расплав 12 при разливке может растекаться таким образом, чтобы иметь по существу однородную толщину. Путем регулирования угла β наклона направляющей расплав поверхности желоба 14 можно точно регулировать скорость подачи расплава. Благодаря собственной массе расплав 12 стекает по наклонной поверхности желоба 14. Соответственно, расплав 12 имеет момент движения, по существу параллельный горизонтальному направлению (т.е. оси Х). Можно сказать, что чем больше угол β наклона желоба 14, тем выше скорость потока расплава 12 и тем больше его момент движения.
Кроме того, желоб 14 может также регулировать температуру расплава 12, при которой последний достигает охлаждающего валка 13. Температура расплава 12, находящегося на/в желобе 14, предпочтительно выше его температуры ликвидуса приблизительно на 100°С или больше. Это объясняется тем, что при слишком низкой температуре расплава 12 возможно зарождение первоначальных кристаллов, например TiB2, которые окажут отрицательное воздействие на свойства полученного быстро затвердевшего сплава. Кроме того, при слишком низкой температуре расплава 12 он должен иметь повышенную вязкость и гораздо сильнее брызгаться. Температуру расплава, находящегося на/в желобе 14, можно контролировать путем регулирования температуры расплава 12, выпускаемого из плавильного тигля 11 в направлении желоба 14, или же, например, теплоемкости самого желоба 14. В случае необходимости для этой цели может быть специально применен подогреватель желоба.
Желоб 14 в этом предпочтительном варианте реализации предпочтительно содержит множество каналов, отделенных друг от друга одинаковыми промежутками в осевом направлении охлаждающего валка 13 и находящихся на ближнем к валку конце желоба, обращенном к наружной окружной поверхности охлаждающего валка 13. Ширина каждого из этих каналов (соответствующая ширине каждого потока расплава) предпочтительно составляет от приблизительно 0,5 см до приблизительно 10,0 см, а более предпочтительно - от приблизительно 0,7 см до приблизительно 4,0 см. В настоящем предпочтительном варианте реализации каждый поток расплава в соответствующем канале имеет ширину приблизительно 1 см. Следует отметить, что каждый поток расплава стремится увеличить свою ширину в боковом направлении по мере прохождения потока расплава все далее от соответствующего канала. В том случае когда в желобе 14 предусмотрено несколько каналов для формирования множества потоков расплава, подобно тому как это сделано в данном предпочтительном варианте реализации, каждая соседняя пара потоков расплава не должна соприкасаться между собой.
После разливки расплава 12 в желоб 14 расплав 12 разделяется на множество потоков расплава, так что каждый поток расплава имеет ширину, по существу равную ширине соответствующего канала в осевом направлении охлаждающего валка 13. Затем каждый из этих потоков расплава входит в контакт с охлаждающим валком 13. После этого каждый поток расплава 12, который выливается на охлаждающий валок 13 с заданной шириной, движется вверх по периферийной поверхности валка 13 по мере вращения валка 13. Таким образом происходит быстрое охлаждение потока расплава 12 при движении его вместе с валком 13. Следует отметить, что для предупреждения протечки расплава расстояние между ближним к валку концом желоба 14 и охлаждающим валком 13 предпочтительно составляет около 3 мм или менее, а более предпочтительно - от приблизительно 0,4 мм до приблизительно 0,7 мм.
Интервал между каждой соседней парой каналов предпочтительно составляет от приблизительно 1 см до приблизительно 10 см. Таким образом, расплав 12 может быть приведен в соприкосновение с наружной периферией охлаждающего валка 13 во взаимно раздельных положениях. Следовательно, каждый поток расплава, который разливается через соответствующий канал, может эффективно охлаждаться. В результате достигается нужная скорость охлаждения даже при подаче расплава 12 в желоб 14 с повышенной интенсивностью.
Следует отметить, что желоб 14 необязательно должен иметь конфигурацию, описанную выше. В альтернативном варианте желоб 14 может иметь всего один канал или же каждый поток расплава может выпускаться с увеличенной шириной. В качестве альтернативы в ближнем к валку конце (или в дне) желоба 14 может быть выполнено трубчатое отверстие, так что расплав 12 выпускается на поверхность охлаждающего валка 13 через это трубчатое отверстие. При желании возможно применение других модификаций желоба 14.
После быстрого затвердевания расплава 12 на наружной окружной поверхности вращающегося охлаждающего валка 13 быстро затвердевший расплав отделяется от охлаждающего валка 13 в форме тонкой ленты затвердевшего сплава 15. В настоящем предпочтительном варианте реализации каждый поток расплава, выпущенный через соответствующий канал, затвердевает в виде ленты заданной ширины. Затем затвердевший сплав 15 дробят и собирают в коллекторе (не показан).
Как описано выше, в отличие от процесса получения волокна из расплава в процессе ленточного литья не используют сопел. Можно сказать, что процесс ленточного литья не испытывает каких-либо проблем, связанных с процессом получения волокна из расплава. А именно, в процессе ленточного литья интенсивность подачи расплава не ограничивается диаметром сопла, а также избегается проблема засорения сопла, которая может быть создана неожиданным застыванием расплава в сопле, поскольку процесс ленточного литья совсем не нуждается в соплах. Таким образом, процесс ленточного литья очень эффективен для массового производства. Кроме того, не существует потребности в оборудовании для подогрева сопла или в механизме для контроля напора расплава. В результате можно значительно снизить начальные затраты на оборудование и его эксплуатацию.
Кроме того, в процессе получения волокна из расплава сопло не подлежит повторному использованию и, следовательно, должно идти в отходы сразу после использования, хотя изготовление сопла требует больших затрат. В отличие от этого процесс ленточного литья допускает повторное использование желоба, требуя, таким образом, значительно более низких затрат на эксплуатацию оборудования.
Кроме того, в процессе ленточного литья охлаждающий валок может вращаться с меньшей скоростью, а расплав может выливаться с более высокой интенсивностью, чем в процессе получения волокна из расплава. Это позволяет увеличить толщину тонкой ленты быстро затвердевшего сплава.
За счет задания должным образом, например формы и конфигурации желоба 14, ширины и количества каналов для расплава, полученная в результате тонкая лента из быстро затвердевшего сплава может иметь среднюю толщину и среднюю ширину, находящиеся в пределах предпочтительного диапазона. Тонкая лента из быстро затвердевшего сплава предпочтительно имеет ширину от приблизительно 15 мм до приблизительно 80 мм. Кроме того, тонкая лента из такого сплава имеет не слишком малую и не слишком большую толщину. Если затвердевший сплав имеет слишком малую толщину, плотность при выпуске и сборе ленты будет слишком низкой по сравнению с намеченной. Тем не менее, если толщина затвердевшего сплава слишком велика, сплав может охлаждаться на поверхности контакта между расплавом и валком и на свободной поверхности (т.е. поверхности расплава) со значительно различающимися скоростями охлаждения. То есть та часть сплава, которая прилегает к свободной поверхности, может охлаждаться с недостаточной скоростью. Исходя из этих соображений тонкая лента сплава предпочтительно имеет толщину от приблизительно 50 мкм до приблизительно 250 мкм, более предпочтительно - от приблизительно 60 мкм до приблизительно 200 мкм, а еще более предпочтительно - от приблизительно 70 мкм до приблизительно 90 мкм. Кроме того, учитывая плотность заполнения магнита на связке, тонкая лента сплава предпочтительно имеет толщину более 80 мкм. В этом случае атмосфера быстрого охлаждения предпочтительно имеет пониженное давление от приблизительно 10 кПа до приблизительно 101,2 кПа.
При необходимости, нанокомпозитный магнит согласно любому из различных предпочтительных вариантов реализации настоящего изобретения может быть также получен вместо описанного выше процесса ленточного литья с помощью любого другого процесса быстрого охлаждения расплава, такого как процесс получения волокна из расплава или процесс распыления.
Термообработка
В данном предпочтительном варианте реализации изобретения термообработку предпочтительно осуществляют в атмосфере аргона. Предпочтительно сплав нагревают со скоростью повышения температуры от приблизительно 5°С/сек до приблизительно 20°С/сек, выдерживают нагретым до температуры от приблизительно 550°С до приблизительно 850°С в течение периода времени, составляющего от приблизительно 30 секунд до приблизительно 20 минут, а затем охлаждают до комнатной температуры. Такая термообработка ведет к зарождению и/или росту кристаллических зерен метастабильных фаз в оставшейся аморфной фазе, формируя таким образом нанокомпозитную микроструктуру.
При температуре термообработки ниже приблизительно 550°С даже после термообработки может сохраниться большое количество аморфных фаз, и полученная коэрцитивность может не достигать нужного уровня, зависящего от условий процесса быстрого охлаждения. С другой стороны, если температура термообработки превышает приблизительно 850°С, рост зерен соответствующих образующих сплав фаз будет слишком велик, снижая таким образом остаточную намагниченность Вr и ухудшая прямоугольность петли кривой размагничивания. По этим причинам температура термообработки предпочтительно составляет от приблизительно 550°С до приблизительно 850°С, более предпочтительно - от приблизительно 570°С до приблизительно 820°С.
Для того чтобы не допустить окисления сплава, термообработка предпочтительно осуществляется в атмосфере инертного газа (например, газообразного Ar или газообразного N2) или в потоке такого газа. Термообработка может также осуществляться в вакууме порядка 0,1 кПа или менее.
В предпочтительных вариантах реализации настоящего изобретения, даже при присутствии в полученном магните магнитно-мягких фаз, таких как фазы α-Fe, Fe3B и Fe23B6, размер кристаллического зерна которых меньше, чем у магнитно-твердой фазы, можно все же получить превосходные магнитные характеристики, поскольку магнитно-мягкие и магнитно-твердые фазы магнитно связаны между собой через обменные взаимодействия.
После термообработки соединение типа Nd2Fe14B предпочтительно имеет средний размер кристаллического зерна, не превышающий приблизительно 300 нм, который является размером единичного магнитного домена. Средний размер кристаллического зерна соединения типа Nd2Fe14B предпочтительно составляет от приблизительно 10 нм до приблизительно 200 нм, более предпочтительно - от приблизительно 10 нм до приблизительно 150 нм. С другой стороны, если фазы ферромагнитного борида на основе железа и α-Fe имеют средний размер кристаллического зерна, превышающий приблизительно 100 нм, обменные взаимодействия между соответствующими образующими сплав фазами ослабевают, ухудшая таким образом прямоугольность петли кривой размагничивания и уменьшая (ВН)max. Обычно эти фазы не выпадают в осадок в виде очень мелких кристаллитов (размерами менее приблизительно 1 нм в диаметре), а формируются в виде кристаллитов, размеры которых достигают нескольких нм в диаметре. По этим причинам магнитно-мягкие фазы, такие как фазы борида и α-Fe, предпочтительно имеют средний размер кристаллического зерна от приблизительно 1 нм до приблизительно 100 нм, более предпочтительно - от приблизительно 5 нм до приблизительно 50 нм, а еще более предпочтительно - от приблизительно 5 нм до приблизительно 30 нм. Кроме того, для изготовления из полученного магнита обменно связанного магнита с превосходными рабочими характеристиками, средний размер кристаллического зерна соединения типа Nd2Fe14B предпочтительно должен быть больше, чем у магнитно-мягких фаз.
Следует отметить, что тонкую ленту из быстро затвердевшего сплава перед термообработкой можно разрубить на куски или измельчить. После термообработки полученный магнитный сплав может быть измельчен с целью получения магнитного порошка. Затем из этого порошка с помощью известных способов обработки порошка могут быть изготовлены различные типы магнитов на связке. При изготовлении магнита на связке магнитный порошок из содержащего редкоземельные элементы сплава на основе железа смешивают со связующим на основе эпоксидной или полиамидной смолы, а затем из этой смеси прессуют изделие нужной формы. В этом случае с порошком нанокомпозитного магнита может быть смешан магнитный порошок любого другого типа (например, магнитный порошок на основе Sm-Fe-N или магнитно-твердый ферритный порошок).
С использованием магнита на связке по предпочтительным вариантом реализации настоящего изобретения можно организовать производство электродвигателей, исполнительных механизмов (приводов) и различных других вращающихся механизмов.
Если магнитный порошок, полученный согласно различным предпочтительным вариантам реализации настоящего изобретения, применяется для изготовления магнита на связке с помощью литья под давлением, порошок предпочтительно измельчают с доведением средних размеров частиц приблизительно до 200 мкм или менее, более предпочтительно - от приблизительно 30 мкм до приблизительно 150 мкм. С другой стороны, если являющийся предметом изобретения магнитный порошок применяется для изготовления прессованного магнита на связке, порошок предпочтительно измельчают с доведением средних размеров частиц приблизительно до 300 мкм или менее, более предпочтительно - от приблизительно 30 мкм до приблизительно 250 мкм, а еще более предпочтительно - от приблизительно 50 мкм до приблизительно 200 мкм с бимодальным распределением размеров.
Примеры
Пример 1
В каждом из образцов №№ 1-8, показанных в таблице 1, соответствующие исходные материалы B, C, Fe, Co, Ti, V и Nd со степенью чистоты около 99,5% или более навешивали таким образом, чтобы получить образец суммарной массой около 600 г, и затем эту смесь помещали в тигель из оксида алюминия. Затем эти сплавляемые материалы плавили методом индукционной плавки в атмосфере аргона (Ar) под давлением около 70 кПа, приготовив таким образом расплав сплава. После того как температура расплава достигла приблизительно 1500°С, расплав разлили в водоохлаждаемую медную форму с целью получения плоской пластины из такого сплава. После этого сплав навешивали таким образом, чтобы получить суммарную массу около 15 г, и затем помещали в тигель из кварца, имеющий в дне отверстие диаметром около 0,8 мм. Затем сплав плавили методом индукционной плавки в атмосфере аргона (Ar) под давлением от приблизительно 1,33 кПа до приблизительно 47,92 кПа, приготовив таким образом расплав сплава. После того как температура расплава достигла приблизительно 1350°С, на поверхности расплава создали повышенное давление газообразным Ar, выталкивая таким образом расплав через отверстие на наружную окружную поверхность охлаждающего валка, расположенного на расстоянии приблизительно 0,7 мм ниже отверстия, в атмосфере Ar и при комнатной температуре. Охлаждающий валок вращался со скоростью движения поверхности, равной приблизительно 10 м/сек. В результате контакта с таким охлаждающим валком расплавленный сплав быстро охлаждался и затвердевал. Таким образом была получена непрерывная тонкая полоса (лента) быстро затвердевшего сплава шириной от приблизительно 2 мм до приблизительно 3 мм и толщиной от приблизительно 20 мкм до приблизительно 50 мкм.
В таблице 1 образцы №№ 1-4 представляют конкретные примеры предпочтительных вариантов реализации настоящего изобретения, в то время как образцы №№ 5-8 представляют сравнительные примеры.
Тонкая лента из быстро затвердевшего сплава была нагрета до температуры от приблизительно 600°С до приблизительно 800°С в атмосфере Ar, выдержана нагретой до этой температуры в течение от приблизительно 6 минут до приблизительно 8 минут и затем охлаждена до комнатной температуры. После этого магнитные характеристики этой тонкой ленты из быстро затвердевшего сплава измерили с помощью магнитометра с вибрирующим образцом. Полученные результаты показаны в следующей таблице 2:
Р
И
М
Е
Р
Ы
Р
А
В
Н
И
Т.
Как можно видеть из результатов, показанных в таблице 2, в каждом из конкретных примеров предпочтительных вариантов реализации настоящего изобретения намагниченность возрастала, прямоугольность петли кривой размагничивания улучшалась, а максимальное энергетическое произведение (ВН)max было больше, чем в любом из сравнительных примеров. В частности, образцы №№ 1 и 5 были изготовлены практически при одинаковых условиях за исключением того, что V добавили в образец № 1 и не добавили в образец № 5. Соответственно при сопоставлении между собой результатов, полученных для этих двух образцов, можно видеть, что остаточная намагниченность Вr и максимальное энергетическое произведение (ВН)max для образца № 1 были по меньшей мере на 1% выше, чем для образца № 5.
На фиг.2 показаны результаты рентгенофазового анализа порошка, проведенного на образцах А, В и С, которые были подвергнуты термообработке при температуре около 700°С в течение приблизительно 6 минут. Химический состав образцов А, В и С был соответственно Nd5,8Fe75,7B12C1Ti4V1,5; Nd9Fe73B12,6C1,4Ti4; и Nd4,5Fe73B18,5Co2Cr2.
В частности, образец А представляет конкретный пример предпочтительного варианта реализации настоящего изобретения. Как можно видеть по результатам, показанным на фиг.2, образец А демонстрирует гораздо более заметный пик интенсивности, представляющий фазу α-Fe, чем любой из двух других образцов. Образец А является нанокомпозитным магнитом на основе α-Fe/R2Fe14B, включающим в себя фазу Nd2Fe14B (т.е. магнитно-твердую фазу) и фазу α-Fe (т.е. магнитно-мягкую фазу) в качестве основных составляющих его фаз. Кроме того, образец А включает в себя также фазу Fe23B3 в качестве другой магнитно-мягкой фазы.
С другой стороны, образец В является нанокомпозитным магнитом, в котором борид на основе железа, такой как Fe3B, присутствует на межзеренных границах фазы Nd2Fe14B как магнитно-твердой фазы. Образец С является нанокомпозитным магнитом на основе α-Fe/Nd2Fe14B, включающим в себя Fe3B с относительно большой объемной долей.
Промышленная применимость
Согласно различным предпочтительным вариантам реализации настоящего изобретения Ti и V добавляют в сочетании к основному сплаву, химический состав которого по существу не позволяет производить нанокомпозитные магниты с достаточно хорошими магнитными характеристиками любым обычным способом, давая таким образом возможность организовать массовое производство нанокомпозитных магнитов с практическими магнитными характеристиками.
В различных предпочтительных вариантах реализации настоящего изобретения, даже если основной сплав содержит относительно большое количество бора, добавление V эффективно препятствует образованию нежелательного соединения Ti-B. Соответственно расплав такого основного сплава не будет обладать слишком большой вязкостью, способствуя таким образом организации массового производства нанокомпозитных магнитов на основе α-Fe/R2Fe14B с помощью процесса ленточного литья.
Следует знать, что приведенное выше описание служит только для иллюстрации изобретения. Специалисты в данной области техники могут предложить различные изменения и модификации без отступления от существа изобретения. Соответственно настоящее изобретение должно охватывать все такие альтернативы, модификации и варианты, которые охватываются объемом прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАНОКОМПОЗИТНЫЕ МАГНИТЫ ИЗ СОДЕРЖАЩЕГО РЕДКОЗЕМЕЛЬНЫЙ ЭЛЕМЕНТ СПЛАВА НА ОСНОВЕ ЖЕЛЕЗА | 2002 |
|
RU2250524C2 |
| СОСТАВ ДЛЯ РЕДКОЗЕМЕЛЬНОГО МАГНИТА НА СВЯЗКЕ И МАГНИТ НА СВЯЗКЕ, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СОСТАВА | 2002 |
|
RU2253918C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРООТВЕРЖДЕННОГО СПЛАВА ДЛЯ МАГНИТА | 2003 |
|
RU2255833C1 |
| МАТЕРИАЛЫ R-FE-B ПОСТОЯННЫХ МАГНИТОВ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1993 |
|
RU2113742C1 |
| РЕДКОЗЕМЕЛЬНЫЙ МАГНИТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2671006C1 |
| МАГНИТ ИЗ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2697837C1 |
| РЕДКОЗЕМЕЛЬНЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2755198C1 |
| РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2377680C2 |
| СПЕЧЕННЫЙ МАГНИТ R-FE-B И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2697266C2 |
| РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2377681C2 |
Изобретение относится к изготовлению магнитов, в частности нано-композитных магнитов для использования в электродвигателях и исполнительных механизмах различных типов. Нанокомпозитный магнит имеет состав, представленный формулой (Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn, где Т - Со и/или Ni; R - редкоземельный элемент; М - по меньшей мере один элемент из группы: Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Та и W. Мольные доли х, y, z, w, n, m и p удовлетворяют следующим неравенствам: 10 ат.% < х ≤ 15 ат.%; 4 ат.% ≤ y < 7 ат.%; 0,5 ат.% ≤ z ≤ 8 ат.%; 0,01 ат.% ≤ w ≤ 6 ат.%; 0 ат.% ≤ n ≤ 10 ат.%; 0≤m≤0,5 и 0,01≤р≤0,5. Магнит включает в себя магнитно-твердую фазу с кристаллической структурой типа R2Fe14B и магнитно-мягкую фазу. По меньшей мере один показатель из коэрцитивности и максимального энергетического произведения нанокомпозитного магнита по меньшей мере на 1% выше, чем у магнита, который не содержит ванадий. Сплав заданного состава получают путем быстрого охлаждения. Для получения порошка полученный сплав измельчают. Нанокомпозитный магнит получают уплотнением порошка. Полученный магнит обладает высокими магнитными характеристиками. 4 н. и 4 з.п. ф-лы, 2 ил., 2 табл.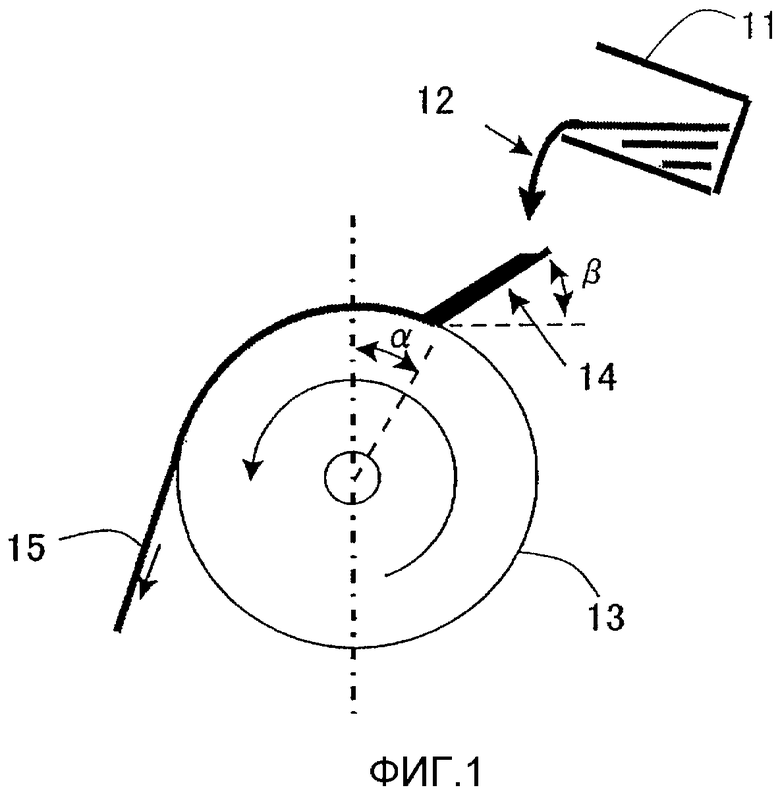
(Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn,
где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni;
R является редкоземельным элементом;
М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Та и W,
мольные доли x, y, z, w, n, m и p удовлетворяют следующим неравенствам:
10 ат.% < х ≤ 15 ат.%;
4 ат.% ≤ y < 7 ат.%;
0,5 ат.% ≤ z ≤ 8 ат.%;
0,01 ат.% ≤ w ≤ 6 ат.%;
0 ат.% ≤ n ≤ 10 ат.%;
0≤m≤0,5 и 0,01≤р≤0,5 соответственно,
причем нанокомпозитный магнит включает в себя магнитно-твердую фазу с кристаллической структурой типа R2Fe14B и магнитно-мягкую фазу, при этом по меньшей мере один показатель из коэрцитивности и максимального энергетического произведения нанокомпозитного магнита по меньшей мере на 1% выше, чем у магнита, который не содержит V.
(Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn,
где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni;
R является редкоземельным элементом;
М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Та и W,
мольные доли х, y, z, w, n, m и p удовлетворяют следующим неравенствам:
10 ат.% < x ≤ 15 ат.%;
4 ат.% ≤ y < 7 ат.%;
0,5 ат.% ≤ z ≤ 8 ат.%;
0,01 ат.% ≤ w ≤ 6 ат.%;
0 ат.% ≤ n ≤ 10 ат.%;
0≤m≤0,5 и
0,01≤р≤0,5 соответственно;
быстрого охлаждения и затвердевания сплава для получения быстро затвердевшего сплава.
(Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn,
где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni;
R является редкоземельным элементом;
М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Та и W,
мольные доли x, y, z, w, n, m и p удовлетворяют следующим неравенствам:
10 ат.% < х ≤ 15 ат.%;
4 ат.% ≤ y < 7 ат.%;
0,5 ат.% ≤ z ≤ 8 ат.%;
0,01 ат.% ≤ w ≤ 6 ат.%;
0 ат.% ≤ n ≤ 10 ат.%;
0≤m≤0,5 и
0,01≤р≤0,5 соответственно;
термической обработки быстро затвердевшего сплава для получения нанокомпозитного магнитного сплава, включающего в себя магнитно-твердую фазу с кристаллической структурой типа R2Fe14B и магнитно-мягкую фазу, и измельчения нанокомпозитного магнитного сплава.
(Fe1-mTm)100-x-y-z-w-n(B1-pCp)xRyTizVwMn,
где Т является по меньшей мере одним элементом, выбранным из группы, состоящей из Со и Ni;
R является редкоземельным элементом;
М является по меньшей мере одним элементом, выбранным из группы, состоящей из Al, Si, Cr, Mn, Cu, Zn, Ga, Nb, Zr, Mo, Ag, Та и W,
мольные доли x, y, z, w, n, m и p предпочтительно удовлетворяют следующим неравенствам:
10 ат.% < х ≤ 15 ат.%;
4 ат.% ≤ y < 7 ат.%;
0,5 ат.% ≤ z ≤ 8 ат.%;
0,01 ат.% ≤ w ≤ 6 ат.%;
0 ат.% ≤ n ≤ 10 ат.%;
0≤m≤0,5 и
0,01≤р≤0,5 соответственно,
при этом нанокомпозитный магнитный порошок включает в себя магнитно-твердую фазу с кристаллической структурой типа R2Fe14B и магнитно-мягкую фазу, и по меньшей мере один показатель из коэрцитивности и максимального энергетического произведения нанокомпозитного магнитного порошка по меньшей мере на 1% выше, чем у магнитного порошка, который не содержит V, и уплотнения нанокомпозитного магнитного порошка для получения нанокомпозитного магнита.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| МАГНИТНЫЙ МАТЕРИАЛ | 1998 |
|
RU2136069C1 |
| US 5230749 А, 27.07.1993 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

