ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в целом относится к способу получения магнитного сплава путем быстрого охлаждения и отверждения расплавленного сплава. В частности, настоящее изобретение относится к способу получения сплава для изготовления нанокомпозитных магнитов, которые могут быть использованы в различного вида электродвигателях, измерителях, датчиках и громкоговорителях. Более конкретно, настоящее изобретение относится к способу получения быстроотвержденного сплава, применимого для изготовления нанокомпозитного магнита, в котором магнитно-мягкие фазы, такие как бориды на основе железа, железо, и магнитно-твердая фаза, такая как соединение R2Fe14B (где R представляет собой редкоземельный элемент), магнитно связаны друг с другом. Однако следует отметить, что быстроотвержденный сплав, полученный способом в соответствии с настоящим изобретением, может быть эффективно использован не только в нанокомпозитных магнитах, но и в магнитах на связке (включая так называемые резиновые магниты), а также спеченных магнитах. Настоящее изобретение также относится к магнитному порошку, получаемому путем измельчения в порошок быстроотвержденного сплава, и к телу магнита, изготовленному из магнитного порошка.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Нанокомпозитный магнит со структурой, в которой магнитно-твердая фаза, такая как R2Fe14B, и магнитно-мягкие фазы, такие как Fe3B (включая Fe3,5B) и α-Fe, магнитно связаны вместе через обменные взаимодействия, в настоящее время находится в разработке как магнит на основе R-Fe-B. Порошок нанокомпозитного магнита прессуют в заранее заданную форму с полимерным связующим, получая изотропный магнит на связке.
При изготовлении нанокомпозитного магнита в качестве исходного материала для него зачастую используют быстро охлажденный и отвержденный сплав, имеющий либо аморфную структуру, либо по меньшей мере структуру, в основном состоящую из аморфных фаз (в дальнейшем называемый "быстроотвержденным сплавом"). В результате термической обработки такой быстроотвержденный сплав кристаллизуется и, в конце концов, превращается в постоянный магнитный материал, имеющий нанокомпозитную структуру со средним размером кристаллических зерен приблизительно от 10-9 до 10-6 м.
Структура нагретого и кристаллизованного сплава сильно зависит от структуры быстроотвержденного сплава, подлежащего дальнейшему нагреванию и кристаллизации. По этой причине для получения нанокомпозитного магнита, имеющего хорошие магнитные свойства, большое значение имеет то, как задаются условия быстрого охлаждения и отверждения расплавленного сплава, поскольку данные условия должны определять конкретную структуру (к примеру, процентное содержание аморфных фаз) получаемого быстроотвержденного сплава.
Процесс быстрого охлаждения, осуществляемый при помощи машины, например, представленной на фиг.1 (т.е. машина для выдавливания расплава на вращающийся волок), известен как общепринятый способ получения такого быстроотвержденного сплава, имеющего повышенное объемное процентное содержание аморфных фаз. В соответствии с данным способом расплавленный сплав выталкивают (эжектируют) из сопла, имеющего в нижней части отверстие с внутренним диаметром около 1 мм или менее, по направлению к вращающемуся охлаждающему валку, и подвергают его быстрому охлаждению и отверждению на поверхности валка, получая в результате аморфный отвержденный сплав в виде тонких полос.
Подобные способы исследовались и описывались различными университетами и организациями, занимающимися изучением магнитных материалов. Однако машины для таких исследований или описаний создают только для экспериментальных целей, т.е. для того, чтобы расплавить в сопле от нескольких граммов до нескольких сотен граммов расплава и вытолкнуть их из сопла. Иными словами, машины с такой низкой производительностью не могут быть использованы для массового получения материала сплава для нанокомпозитного магнита.
Хотя специально и не предназначенная для получения магнитного сплава машина, снабженная рядом сопел для выталкивания расплавленного сплава по направлению к охлаждающему валку, описана, например, в выложенных японских публикациях №2-179803, №2-247304, №2-247305, №2-247306, №2-247307, №2-247308, №2-247309 и №2-247310.
В соответствии с указанными способами сплав, расплавленный в плавильном тигле, выливают в емкость, нижняя часть которой снабжена выталкивающими соплами, а затем выталкивают из них по направлению к поверхности вращающегося валка, прикладывая к расплаву в емкости предварительно заданное давление (в дальнейшем данный способ будет называться "способ выталкивания расплава на вращающийся валок"). Выталкивание расплава через сопла в результате приложения к нему давления вышеуказанным образом обеспечивает выталкивание потока расплава с относительно высокой скоростью (расходом) по существу перпендикулярно по направлению к верхней части вращающегося валка. Эжектированный расплав образует ванну или крицу (т.е. пудлинговую крицу) на поверхности охлаждающего валка, вращающегося с относительно высокой скоростью (к примеру, со скоростью движения поверхности валка около 20 м/с или более). Часть крицы, находящаяся в контакте с валком, быстро охлаждается и затвердевает, в результате чего образуется быстроотвержденный сплав в виде тонкой полосы.
В вышеописанном способе выталкивания расплава на вращающийся валок расплавленный сплав и вращающийся валок имеют лишь кратковременный контакт. Соответственно расплав не может быть быстро охлажден и отвержден полностью на вращающемся валке; сплав с высокой температурой (к примеру, от около 700 до около 900°С) может быть достаточно эффективно охлажден и отвержден благодаря своей небольшой толщине (обычно около 40 мкм или менее) даже после его отделения от вращающегося валка во время его перемещения в воздухе. В способе выталкивания расплава на вращающийся валок процесс охлаждения осуществляют именно таким образом, тем самым превращая в аморфные любые виды сплавов.
Заявитель данной заявки в японском патенте №3297676 и в публикации международной РСТ-заявки WO 02/30595 A1 также описал способ изготовления нанокомпозитного магнита путем ленточного литья. Более того, известные машины для ленточного литья и способы с применением промежуточного разливочного устройства описаны, к примеру, в выложенных японских публикациях №11-333549 и №2000-79451.
Однако в способе выталкивания расплава на вращающийся валок расплавленный сплав, выталкиваемый через сопло с небольшим внутренним диаметром, испытывает сильное сопротивление, оказываемое соплом. Таким образом, к расплавленному сплаву необходимо постоянно прикладывать достаточно высокое давление. Такое высокое давление обычно прикладывают, регулируя массу самого расплава (и, при необходимости, избыточное давление). Соответственно довольно тяжелый расплав всегда поддерживают с по существу одинаковым уровнем над соплом.
Кроме того, расплав выталкивают через сопло с очень небольшим внутренним диаметром. Соответственно, если часть сопла засоряется (забивается) расплавом, то расплав начинает испытывать еще большее сопротивление сопла, таким образом изменяя скорость выталкивания расплава.
В результате в обычном способе выталкивания расплава на вращающийся валок при попытке повысить производительность по быстроотвержденному сплаву, например повышая скорость подачи расплава приблизительно до 1,5 кг/мин и выше, поддержание постоянной скорости подачи расплава становится затруднительным. Следовательно, скорость быстрого охлаждения, вероятно, сильно изменяется, что оказывает существенное влияние на получаемые магнитные свойства.
Кроме того, в способе выталкивания расплава на вращающийся валок быстроотвержденный сплав, имеющий большее объемное процентное содержание аморфных фаз, также получают, выталкивая небольшое количество расплава на охлаждающий валок, вращающийся с относительно высокой скоростью (к примеру, с периферийной скоростью, т.е. скоростью движения периферийной поверхности, около 20 м/с и выше). Таким образом, полученный в виде тонких полос быстроотвержденный сплав обычно имеет толщину около 40 мкм или менее. Сбор сплава в виде тонких полос, имеющих такую малую толщину, с целью эффективного повышения его насыпной плотности на достаточную величину затруднителен. Более того, частицы порошка, полученного в результате измельчения такого быстроотвержденного сплава толщиной около 40 мкм или менее, имеют плоскую форму. Соответственно такие частицы порошка имеют плохую текучесть или прессуемость, что приводит к низкой плотности магнитного порошка в процессе прессования, таким образом зачастую снижая процентное содержание магнитного порошка в получаемом магните на связке.
С другой стороны, в качестве другого способа получения вышеописанного быстроотвержденного сплава также известен способ ленточного литья. В процессе ленточного литья расплавленный сплав подают из плавильного тигля в желоб (или промежуточное разливочное устройство), а затем приводят в контакт с охлаждающим валком, таким образом получая быстроотвержденный сплав.
Ниже ленточная разливочная машина и способ ленточного литья, описанные в японском патенте №3297676 и публикации международной РСТ-заявки WO 02/30595 A1, описаны со ссылкой на фиг.2.
Как показано на фиг.2, ленточная разливочная машина включает в себя плавильный тигель 11, желоб (т.е. направляющий элемент) 14 и охлаждающий валок 13. Плавильный тигель 11 предназначен для плавления материала сплава и хранения в нем расплавленного сплава. Желоб 14 принимает расплавленный сплав 12, вылитый из плавильного тигля 11, и направляет расплавленный сплав 12 в заданное место. Затем расплавленный сплав 12 выливают из конца желоба 14 на охлаждающий валок 13 и быстро охлаждают и отверждают при помощи охлаждающего валка 13.
Желоб 14 включает в себя направляющую расплав поверхность, образующую угол наклона β по отношению к горизонтальной плоскости, и регулирует скорость течения расплава, стекающего по направляющей поверхности, выпрямляя его поток и таким образом подавая расплав на охлаждающий валок 13 постоянно и непрерывно.
Расплавленный сплав 12, вступающий в контакт с периферийной поверхностью охлаждающего валка 13, движется вместе с периферийной поверхностью валка 13 таким образом, что он является захваченным вращающимся охлаждающим валком 13 и одновременно подвергается охлаждению. Затем полученный быстроотвержденный сплав 15 в виде тонкой полосы покидает охлаждающий валок 13. В процессе ленточного литья угол α, образуемый линией, соединяющей точку контакта между расплавленным сплавом 12 и охлаждающим валком 13 (т.е. место расположения пудлинговой крицы) с осью вращения охлаждающего валка 13 по отношению к вертикальной плоскости, является важным параметром. Предположим, что угол α является положительным в направлении, противоположном направлению вращения охлаждающего валка 13. В таком случае, чем больше угол α , тем длиннее участок контакта между расплавленным сплавом 12 и охлаждающим валком 13. В способе выталкивания расплава на охлаждающий валок 13 последний обычно имеет относительно высокую периферийную скорость. Соответственно, если только указанный угол α по существу не равен нулю градусов, расплавленный сплав 12 легко расплескивается вращающимся охлаждающим валком 13. По этой причине в способе выталкивания расплава на вращающийся валок угол α обычно составляет приблизительно нуль градусов, при этом участок контакта между расплавом и охлаждающим валком обычно относительно короток. В способе ленточного литья наоборот угол α может быть относительно большим, контактный участок между расплавленным сплавом и периферийной поверхностью валка, измеряемый в направлении вокруг валка, может быть относительно длинным, и расплавленный сплав может быть почти полностью охлажден еще на валке.
Как описано выше, в обычном способе ленточного литья, в отличие от способа выталкивания расплава на вращающийся валок, не применяют выталкивающее сопло, а непрерывно подают расплавленный сплав 12 на вращающийся валок 13 при помощи желоба 14. Таким образом, способ ленточного литья является эффективным для массового производства и помогает снизить себестоимость такого сплава.
Однако в таком способе ленточного литья расплавленный сплав, подаваемый из направляющего элемента на охлаждающий валок, имеет небольшой кинетический момент. Соответственно, если охлаждающий валок вращается с относительно высокой скоростью, то степень контакта между расплавленным сплавом и поверхностью охлаждающего валка будет слишком низкой для постоянного образования пудлинговой крицы на поверхности охлаждающего валка и получения быстроотвержденного сплава в виде тонкой полосы с равномерной толщиной. Таким образом, даже при попытке получения быстроотвержденного сплава, имеющего нанокристаллическую структуру, для нанокомпозитного магнита с применением известной ленточной разливочной машины получаемый быстроотвержденный сплав в виде тонкой полосы будет иметь неравномерную толщину и структуру. Следовательно, непрерывное получение действительно применимого быстроотвержденного сплава известным способом ленточного литья является затруднительным.
С другой стороны, при использовании ленточной разливочной машины, включающей в себя промежуточное разливочное устройство и описанной в выложенных японских публикациях №11-333549 и №2000-79451, расплав, протекающий по промежуточному разливочному устройству, имеет низкую скорость течения, при этом, обеспечивая скорость быстрого охлаждения, имеет тенденцию к снижению. Таким образом, данная машина считается неэффективной для получения быстроотвержденного сплава для нанокомпозитного магнита. Причина заключается в следующем. В частности, если скорость быстрого охлаждения является низкой, то легко образуется сплав, включающий в себя большое количество закристаллизовавшегося материала с относительно большим размером зерен. Кристаллические зерна магнитно-мягких фаз, таких как фаза α-Fe, вероятно, имеют слишком большие размеры, во многих случаях существенно ухудшая магнитные свойства.
По этой причине ленточную разливочную машину, описанную в выложенных японских публикациях №11-333549 и №2000-79451, зачастую применяют для получения полностью кристаллизованных слитков металла. Полученный таким образом быстроотвержденный сплав обычно используют в качестве материала сплава для спеченного магнита, включающего в себя фазу R2Fe14B в качестве основной фазы; он не может быть использован в качестве материала сплава для нанокомпозитного магнита, в котором магнитно-твердые и магнитно-мягкие фазы очень небольших размеров равномерно распределены в такой же металлической структуре.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С целью преодоления вышеописанных проблем предпочтительные варианты осуществления настоящего изобретения предусматривают способ и устройство для получения быстроотвержденного сплава с хорошими магнитными свойствами для нанокомпозитного магнита непрерывным образом и в массовом масштабе, а также предусматривают способ и устройство для получения быстроотвержденного сплава с хорошими магнитными свойствами для других видов магнитов.
Предложен способ получения быстроотвержденного сплава для нанокомпозитного магнита, включающий стадии получения расплава сплава и формирования быстроотвержденного сплава путем приведения расплава в контакт с поверхностью вращающегося охлаждающего валка, отличающийся тем, что получают расплав, имеющий состав, представленный общей формулой
(Fe1-mТm)100-x-y-zQxRyMz,
где Т представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из Со и Ni; Q представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из В и С, и всегда содержит В; R представляет собой по меньшей мере один редкоземельный элемент; М представляет собой по меньшей мере один металл, выбранный из группы, состоящей из Al, Si, Ti, V, Cr, Mn, Cu, Zn, Ga, Zr, Nb, Mo, Ag, Hf, Та, W, Pt, Au и Рb, при этом мольные доли х, у, z и m удовлетворяют следующим неравенствам:
10 ат.%≤ х≤ 35 ат.%;
2 ат.%≤ у≤ 10 ат.%;
0 ат.%≤ z≤ 10 ат.%;
0 ≤ m≤ 0,5 соответственно,
причем на стадии формирования быстроотвержденного сплава расплав выливают на направляющий элемент, направляющая поверхность которого образует угол наклона по отношению к горизонтальной плоскости, и подают расплав, стекающий по направляющей поверхности, через отверстие по меньшей мере одного канала разливки на контактный участок поверхности охлаждающего валка.
В одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава устанавливают направляющий элемент таким образом, чтобы его направляющая поверхность образовывала угол наклона по отношению к горизонтальной плоскости от около 5 градусов до около 70 градусов.
В другом предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного устанавливают направляющий элемент таким образом, чтобы образовать угол α от около 0 градусов до около 80 градусов в направлении, противоположном направлению вращения охлаждающего валка, между вертикальной плоскостью и линией, соединяющей ось вращения охлаждающего валка и точку на поверхности охлаждающего валка, в которой расплав первый раз контактирует с охлаждающим валком.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава разделяют расплав на ряд потоков при помощи множества каналов разливки с последующим приведением полученных потоков расплава в контакт с охлаждающим валком.
В еще одном предпочтительном варианте.осуществления данного способа на стадии формирования быстроотвержденного сплава используют направляющий элемент и разливочный элемент, имеющий по меньшей мере один канал разливки с отверстием площадью сечения от около 0,02 см2 до около 0,5 см2.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава используют направляющий элемент и разливочный элемент, имеющий по меньшей мере один канал разливки длиной от около 0,5 мм до около 50 мм.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава устанавливают направляющий элемент таким образом, чтобы обеспечить расстояние между концом по меньшей мере одного канала разливки и поверхностью охлаждающего валка, составляющее от около 0,3 мм до около 50 мм.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава устанавливают направляющий элемент таким образом, чтобы образовать угол γ от около -20 градусов до около 40 градусов между направлением течения расплава, только что выпущенного из по меньшей мере одного канала разливки, и линией, соединяющей центр входа в по меньшей мере один канал разливки и ось вращения охлаждающего валка, при этом угол γ является положительным, если направление течения расплава противоположно направлению вращения охлаждающего валка, и является отрицательным, если направление течения расплава совпадает с направлением вращения охлаждающего валка.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава используют направляющий элемент съемной конструкции, обеспечивающей установку и съем направляющего элемента и разливочного элемента, включающего в себя по меньшей мере один канал разливки.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава получают его в виде полос, имеющих среднюю толщину от около 50 мкм до около 150 мкм со стандартным отклонением не более около 10 мкм, путем выливания расплава на направляющую поверхность со скоростью по меньшей мере около 1,5 кг/мин, а затем свободного стекания расплава по направляющей поверхности, при этом верхняя поверхность расплава подвергается воздействию атмосферы.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава расплав приводят в контакт с поверхностью охлаждающего валка в среде атмосферного газа с пониженным давлением.
В еще одном предпочтительном варианте осуществления данного способа на стадии приведения расплава в контакт с охлаждающим валком регулируют давление атмосферного газа на уровне от около 0,13 кПа до около 100 кПа.
Предложен также способ получения нанокомпозитного магнитного порошка, отличающийся тем, что получают быстроотвержденный сплав для нанокомпозитного магнита упомянутым выше способом и измельчают его в порошок.
В одном предпочтительном варианте осуществления упомянутого перед этим способа для кристаллизации быстроотвержденного сплава проводят термическую обработку до и/или после измельчения быстроотвержденного сплава в порошок.
Предложен также способ изготовления нанокомпозитного магнита, отличающийся тем, что он включает стадии получения нанокомпозитного магнитного порошка упомянутым выше способом и прессования нанокомпозитного магнитного порошка в форме магнита.
Предложено также желобковое устройство для приема расплава сплава и подачи расплава на охлаждающий валок машины для быстрого охлаждения расплава, включающее в себя направляющий элемент, имеющий направляющую поверхность, изготовленную из материала с температурой плавления выше температуры расплава и образующую угол наклона по отношению к горизонтальной плоскости, отличающееся тем, что оно содержит разливочный элемент, имеющий по меньшей мере один канал разливки с отверстием, пропускающим расплав, стекающий по направляющей поверхности, при этом разливочный элемент выполнен съемным.
Предложен также разливочный элемент, имеющий по меньшей мере один канал разливки с отверстием для пропускания расплава, отличающийся тем, что он выполнен с возможностью съемного прикрепления к упомянутому выше желобковому устройству.
Предложена также машина для формирования быстроотвержденного сплава путем быстрого охлаждения расплава, включающая в себя охлаждающий валок и желобковое устройство, принимающее расплав сплава и подающее расплав на охлаждающий валок, отличающаяся тем, что желобковое устройство включает в себя направляющий элемент, имеющий направляющую поверхность, изготовленную из материала с температурой плавления выше температуры расплава и образующую угол наклона по отношению к горизонтальной плоскости; и разливочный элемент, имеющий по меньшей мере один канал разливки с отверстием, пропускающим расплав, стекающий по направляющей поверхности, при этом между концом по меньшей мере одного канала разливки и поверхностью охлаждающего валка установлено расстояние от около 1 мм до около 50 мм.
В предпочтительном варианте реализации машины разливочный элемент выполнен с возможностью установки на желобковое устройство и съема с желобкового устройства.
Предложен также способ получения быстроотвержденного сплава для постоянного магнита, включающий стадии получения расплава сплава и формирования быстроотвержденного сплава путем приведения расплава в контакт с поверхностью вращающегося охлаждающего валка, отличающийся тем, что на стадии формирования быстроотвержденного сплава выливают расплав на направляющий элемент, направляющая поверхность которого образует угол наклона по отношению к горизонтальной плоскости, а затем подают расплав, стекающий по направляющей поверхности через по меньшей мере один канал разливки на контактный участок поверхности охлаждающего валка, при этом на стадии формирования быстроотвержденного сплава устанавливают направляющий элемент таким образом, чтобы обеспечить расстояние от около 1 мм до около 50 мм между концом по меньшей мере одного канала разливки и поверхностью охлаждающего валка.
В одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава устанавливают направляющий элемент таким образом, чтобы его направляющая поверхность образовывала угол наклона от около 5 градусов до около 70 градусов по отношению к горизонтальной плоскости.
В другом предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава устанавливают направляющий элемент таким образом, чтобы образовать угол α от около 5 градусов до около 80 градусов в направлении, противоположном направлению вращения охлаждающего валка, между вертикальной плоскостью и линией, соединяющей ось вращения охлаждающего валка и точку на поверхности охлаждающего валка, в которой расплав первый раз контактирует с охлаждающим валком.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава разделяют расплав на ряд потоков при помощи множества каналов разливки, а затем приводят полученные потоки расплава в контакт с охлаждающим валком.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава используют направляющий элемент и разливочный элемент, имеющий по меньшей мере один канал разливки с отверстием площадью сечения от около 0,03 см2 до около 0,6 см2.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава используют направляющий элемент и разливочный элемент, имеющий по меньшей мере один канал разливки длиной от около 5 мм до около 50 мм.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава осуществляют быстрое охлаждение и отверждение поверхности потока расплава, выпущенного из канала разливки, тем самым образуя канал из потока расплава и увеличивая эффективную длину канала разливки приблизительно до 10 мм или более.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава расплаву дают возможность стечь по направляющей поверхности, при этом верхнюю поверхность расплава подвергают воздействию атмосферы, а затем заполняют канал разливки потоком расплава.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава получают быстроотвержденный сплав в виде полосы, имеющей среднюю толщину от около 50 мкм до около 150 мкм со стандартным отклонением не более 10 мкм, путем выливания расплава на направляющую поверхность со скоростью по меньшей мере около 1,5 кг/мин.
В еще одном предпочтительном варианте осуществления данного способа на стадии формирования быстроотвержденного сплава приводят расплав в контакт с поверхностью охлаждающего валка в среде атмосферного газа с пониженным давлением, при этом уравнивают давление атмосферного газа на поверхности расплава, стекающего с направляющей поверхности, с давлением атмосферного газа на поверхности расплава, выпущенного из канала разливки.
Предложен также способ получения магнитного порошка, включающий получение быстроотвержденного сплава для магнита, отличающийся тем, что быстроотвержденный сплав получают упомянутым перед этим способом и измельчают полученный быстроотвержденный сплав в порошок.
В предпочтительном варианте для кристаллизации быстроотвержденного сплава проводят термическую обработку до и/или после измельчения быстроотвержденного сплава в порошок.
Предложен также способ изготовления постоянного магнита, отличающийся тем, что он включает стадии получения магнитного порошка упомянутым перед этим способом и прессования магнитного порошка с получением магнита на связке.
Предложен также способ изготовления постоянного магнита, отличающийся тем, что он включает стадии получения магнитного порошка упомянутым перед этим способом и спекания магнитного порошка с получением спеченного магнита.
Другие признаки, элементы, процессы, стадии, характеристики и преимущества настоящего изобретения станут более очевидны из приведенного ниже подробного описания предпочтительных вариантов осуществления настоящего изобретения со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой схематический вид сбоку, иллюстрирующий устройство известной машины для выдавливания расплава на вращающийся валок.
Фиг.2 представляет собой схематический вид в разрезе, иллюстрирующий устройство известной ленточной разливочной машины.
Фиг.3 представляет собой схематический вид в разрезе, иллюстрирующий устройство машины для быстрого охлаждения расплава, используемой для осуществления различных предпочтительных вариантов настоящего изобретения.
Фиг.4А и 4В соответственно представляют собой перспективный вид и вид в разрезе, иллюстрирующие желоб, который может быть эффективно использован в машине, показанной на фиг.3.
Фиг.4С представляет собой вид в разрезе, иллюстрирующий альтернативный желоб, применимый в другом предпочтительном варианте осуществления настоящего изобретения.
Фиг.5 представляет собой схематический вид в разрезе, показывающий подробности трубчатого отверстия, предусмотренного в желобе, показанном на фиг.3.
Фиг.6 представляет собой график, показывающий распределение толщины быстроотвержденных сплавов в виде тонких полос для конкретного примера предпочтительного варианта осуществления настоящего изобретения и сравнительного примера.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже описаны предпочтительные варианты способа получения быстроотвержденного сплава для нанокомпозитного магнита в соответствии с настоящим изобретением.
Быстроотвержденный сплав для нанокомпозитного магнита, получаемый способом в соответствии с предпочтительным вариантом осуществления настоящего изобретения, предпочтительно имеет состав, представленный общей формулой (Fе1-mTm)100-x-y-zQxRyMz, где Т представляет собой по меньшей мере один элемент, выбранный из группы, состоящий из Со и Ni; Q представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из В и С, и всегда содержит В; R представляет собой по меньшей мере один редкоземельный элемент; а М представляет собой по меньшей мере один элемент-металл, выбранный из группы, состоящей из Al, Si, Ti, V, Cr, Mn, Cu, Zn, Ga, Zr, Nb, Mo, Ag, Hf, Ta, W, Pt, Au и Pb. Мольные доли x, y, z и m предпочтительно удовлетворяют следующим неравенствам: 10 ат.%≤ х≤ 35 ат.%; 2 ат.%≤ у≤ 10 ат.%; 0 ат.%≤ z≤ 10 ат.% и 0 ≤ m≤ 0,5 соответственно.
В предпочтительном варианте осуществления настоящего изобретения расплав сплава, имеющего вышеописанный состав, приводят в контакт с поверхностью вращающегося охлаждающего валка, которая быстро охлаждает и отверждает расплав. На данной стадии быстрого охлаждения применяют направляющий элемент, направляющая поверхность которого образует угол наклона по отношению к горизонтальной плоскости, при этом расплав выливают на направляющий элемент. Затем расплав, стекающий с направляющей поверхности, подают на охлаждающий валок через по меньшей мере одно трубчатое отверстие.
В таком предпочтительном варианте расплав, вылитый на наклонную направляющую поверхность направляющего элемента, должным образом спрямляют (выравнивают) в процессе его стекания с направляющей поверхности. Затем спрямленный расплав, проходя через трубчатое отверстие, увеличивает скорость своего течения благодаря эффекту дросселя. Проходя через трубчатое отверстие, расплав еще больше спрямляется, а затем попадает на поверхность охлаждающего валка. Расплав, выходящий из трубчатого отверстия, ударяется о поверхность охлаждающего валка с большим кинетическим моментом, чем кинетический момент расплава, стекающего по направляющей поверхности. Соответственно степень контакта между расплавом и поверхностью валка увеличивается, тем самым обеспечивая равномерное охлаждение.
Таким образом, в соответствии с данным предпочтительным вариантом осуществления настоящего изобретения расплав может ударяться об охлаждающий валок со скоростью "выталкивания" расплава, почти сравнимой со скоростью, обеспечиваемой известной машиной для выталкивания расплава на охлаждающий валок. Следовательно, если даже охлаждающий валок вращается с относительно высокой периферийной скоростью (т.е. линейной скоростью движения периферийной поверхности), на нем может постоянно образовываться достаточно большая пудлинговая крица (ванна). В результате может быть получен быстроотвержденный сплав в виде тонких полос с равномерной толщиной при постоянной скорости охлаждения.
Следует отметить, что свойства нанокомпозитного магнита, получаемого путем термической обработки быстроотвержденного сплава, очень чувствительны к микроструктуре быстроотвержденного сплава, подлежащего нагреванию. Соответственно при изменении условий быстрого охлаждения быстроотвержденный сплав может иметь неравномерную структуру, что может повлиять на получаемые магнитные свойства. Более конкретно, даже при поддержании постоянными периферийной скорости вращающегося охлаждающего валка и скорости подачи расплава часть быстроотверждаемого сплава все еще может охлаждаться с ненормально низкой скоростью. В данном случае в такой части может кристаллизоваться фаза α -Fe со слишком большим размером зерен, таким образом ухудшая получаемые магнитные свойства.
Средняя толщина тонких полос быстроотвержденного сплава также влияет на форму частиц порошка, получаемых в результате измельчения быстроотвержденного сплава в виде тонких полос. В частности, чем тоньше быстроотвержденный сплав, тем более плоскую форму имеют частицы порошка. Кроме того, такие частицы порошка имеют пониженную текучесть и прессуемость, и поэтому получаемая плотность до спекания также должна снижаться. С другой стороны, если полученный быстроотвержденный сплав имеет относительно большую толщину, то частицы порошка имеют изометрическую форму, а также повышенную текучесть или прессуемость. Таким образом, такой порошок может быть легче спрессован с получением любой желаемой формы. Однако авторы данного изобретения установили и экспериментальным образом подтвердили, что полученный с применением известных способов выталкивания расплава на вращающийся валок или ленточного литья быстроотвержденный сплав большой толщины имеет даже еще более неравномерную толщину. Соответственно при получении быстроотвержденного сплава в виде тонких полос толщиной свыше около 50 мкм с целью повышения текучести получаемого порошка часть быстроотвержденного сплава в виде тонких полос содержит кристаллические зерна, имеющие слишком большой размер, таким образом снижая обменные взаимодействия и ухудшая магнитные свойства.
В отличие от известного нанокомпозитного магнита, имеющего такие свойства, на свойства быстроотвержденного магнита, имеющего структуру из одной фазы R2Fe14B, изменение толщины быстроотвержденного сплава не оказывает серьезного влияния. В частности, при получении тонкого быстроотвержденного сплава толщиной около 50 мкм или менее в виде по существу полностью аморфного сплава путем повышения скорости охлаждения расплавленного сплава на конечные магнитные свойства слабо влияют какие-либо изменения толщины быстроотвержденного сплава.
Авторы данного изобретения установили и экспериментальным образом подтвердили, что при выталкивании, быстром охлаждении и отверждении с применением известной машины для выталкивания на вращающийся валок расплавленного сплава, имеющего состав в соответствии с предпочтительным вариантом осуществления настоящего изобретения, скорость подачи расплава в единицу времени не является постоянной и варьируется со временем, а достигаемая скорость охлаждения существенно меняется в зависимости от местонахождения получаемого быстроотвержденного сплава в тонкой полосе. Таким образом, подобный быстроотвержденный сплав имеет неравномерную структуру. В данном случае магнитный порошок, получаемый в результате измельчения такого сплава, также имеет неравномерные магнитные свойства. И магнит, изготовленный из такого магнитного порошка, включает в себя частицы порошка, имеющие более слабые магнитные свойства. Следовательно, общие свойства получаемого магнита ухудшаются из-за таких частиц порошка более низкого качества.
Таким образом, если для получения быстроотвержденного сплава, имеющего состав в соответствии с различными предпочтительными вариантами осуществления настоящего изобретения, применяют известную машину для выталкивания расплава на вращающийся валок, то в таком случае к расплаву, проходящему через очень узкое отверстие сопла, постоянно прикладывается высокое давление. Однако в данном случае точное регулирование прикладываемого давления затруднительно. Кроме того, сплав, вероятно, испытывает сильное сопротивление внутренней стены узкого отверстия сопла, таким образом существенно изменяя скорость или расход выталкиваемого расплава.
В отличие от вышеописанного способа в соответствии с предпочтительным вариантом осуществления настоящего изобретения расплав может быть подвергнут спрямлению на наклонной, направляющей расплав поверхности, а затем может быть подан на охлаждающий валок через трубчатое отверстие, имеющее в нижней части относительно большую площадь сечения. Соответственно несмотря на отсутствие избыточного давления (т.е. в том случае, когда расплав течет только под действием гравитационной силы) расплав может быть подан на поверхность валка с большим кинетическим моментом по сравнению с известным способом ленточного литья. В результате степень контакта между расплавом и поверхностью валка увеличивается, и газ с меньшей вероятностью абсорбируется в зазоре между поверхностью валка и расплавом, таким образом приводя к более равномерному охлаждению расплава. Кроме того, поскольку кинетический момент расплава почти постоянен и неизменен, то получаемый быстроотвержденный сплав может иметь равномерную толщину и гомогенную структуру. Следовательно, получаемый магнит также может иметь улучшенные свойства.
Ниже предпочтительные варианты осуществления настоящего изобретения описаны со ссылкой на прилагаемые чертежи.
В данном предпочтительном варианте предпочтительно применяют машину для быстрого охлаждения расплава, например, представленную на фиг.3. Машину для быстрого охлаждения расплава, показанную на фиг.3, предпочтительно устанавливают в таком пространстве (к примеру, камере), в котором может быть создан вакуум или инертная атмосфера с пониженным давлением.
Как показано на фиг.3, машина для быстрого охлаждения расплава предпочтительно включает в себя плавильный тигель 21 для плавления материала сплава, охлаждающий валок 23 для быстрого охлаждения и отверждения расплавленного сплава 22, выливаемого из плавильного тигля 21, и желоб (или промежуточное разливочное устройство) 24 в качестве направляющего расплав элемента для направления расплавленного сплава 22 из плавильного тигля 21 на охлаждающий валок 23. Желоб 24 на конце (или в нижней своей части) предпочтительно имеет ряд трубчатых отверстий 24а.
Плавильный тигель 21 может выливать расплав 22, получаемый плавлением материала сплава, на желоб 24 с по существу постоянной скоростью. Такую скорость выливания устанавливают произвольно, например, управляя наклоном плавильного тигля 21.
Наружная периферийная поверхность охлаждающего валка 23 предпочтительно изготовлена из хорошего проводника тепла (к примеру, меди). Валок 23 предпочтительно может иметь наружный диаметр от около 20 см до около 100 см и ширину от около 15 см до около 100 см. Валок 23 может вращаться при помощи электродвигателя (не показан) с предварительно заданной скоростью вращения. Управляя данной скоростью вращения, произвольно устанавливают периферийную скорость охлаждающего валка 23. В предпочтительном варианте охлаждающий валок 23 предпочтительно охлаждают изнутри водой. Скорость охлаждения, обеспечиваемая такой машиной для быстрого охлаждения расплава, может, к примеру, быть отрегулирована в интервале, составляющем от около 102°С/с до около 8× 104°С/с путем подбора подходящей скорости вращения охлаждающего валка 23.
Желоб 24, изготовленный, например, из керамического материала, может спрямлять поток расплава 22, непрерывно выливаемый из плавильного тигля 21 с заданной скоростью, снижая скорость потока расплава 22 до такой степени, чтобы временно сдерживать поток расплава 22. Угол наклона β , образуемый направляющей расплав поверхностью желоба 24 по отношению к горизонтальной плоскости, предпочтительно составляет от около 5 градусов до около 70 градусов. Причина заключается в следующем. В частности, если угол наклона β составляет менее приблизительно 5 градусов, то расплав 22 не может течь по направляющей поверхности настолько "гладко" (ломинарно), чтобы обеспечивать постоянный кинетический момент расплава 22, выходящего через трубчатое отверстие 24а. Таким образом, желательная равномерная структура быстроотвержденного сплава не может быть получена. Однако, если угол наклона β больше приблизительно 70 градусов, то поток расплава 22, стекающий по направляющей поверхности, станет турбулентным, тем самым делая невозможным постоянное образование пудлинговой крицы на охлаждающем валке 23 и вызывая разбрызгивание расплава. Угол наклона β более предпочтительно составляет от около 10 градусов до около 60 градусов, а еще более предпочтительно от около 15 градусов до около 50 градусов.
Как показано на фиг.3, угол, образуемый между вертикальной плоскостью и линией, соединяющей точку на поверхности охлаждающего валка 23, в которой расплав 22 контактирует с охлаждающим валком 23 в первый раз (впоследствии называемую "начальной точкой контакта"), и ось вращения охлаждающего валка 23, в данном описании обозначен как α . Если α =0 градусов, то начальная точка контакта расположена в вершине поверхности валка. В дальнейшей части описания угол α будет считаться положительным, если начальная точка контакта расположена до вершины поверхности валка в направлении вращения валка (т.е. смещена в противоположном вращению валка направлении), и будет считаться отрицательным, если начальная точка контакта расположена после вершины поверхности валка в направлении его вращения (т.е. смещена в направлении вращения). Если угол α отрицательный, то на охлаждающем валке 23 не образуется пудлинговой крицы, а расплав начинает разбрызгиваться. Таким образом, расплав не может быть как следует быстро охлажден и отвержден. Тем не менее, если угол α составляет более приблизительно 80 градусов, то расплав не может удерживаться на охлаждающем валке 23, а вместо этого капает с него. Таким образом, расплав также не может быть быстро охлажден и отвержден. С учетом вышеизложенных соображений угол α предпочтительно составляет от около 0 градусов до около 80 градусов, более предпочтительно от около 2 градусов до около 60 градусов, а еще более предпочтительно от около 2 градусов до около 45 градусов. Если значение угла α подпадает под любой из указанных предпочтительных интервалов, то длина контактного участка, на котором происходит контакт расплава с охлаждающим валком (называемая в дальнейшем "контактной длиной"), может составлять по меньшей мере около 10 мм.
Фиг.4А иллюстрирует более подробную предпочтительную конструкцию желоба 24, применимого в данном предпочтительном варианте. Как показано на фиг.4А, желоб 24 предпочтительно включает в себя разливочный элемент 240, который может быть установлен на и снят с конца (или нижней части) желоба 24, установленного таким образом, чтобы его лицевая сторона была обращена к внешней периферийной поверхности охлаждающего валка 23. В данном предпочтительном варианте разливочный элемент 240 предпочтительно включает в себя три трубчатых отверстия 24а, расположенных через равные интервалы W. В данном описании интервал W означает расстояние между центрами двух соседних трубчатых отверстий 24а. Интервал W между трубчатыми отверстиями 24а предпочтительно составляет от около 10 мм до около 50 мм, более предпочтительно от около 15 мм до около 40 мм. В данном предпочтительном варианте интервал W предпочтительно составляет около 30 мм.
Фиг.4В представляет собой вид в разрезе желоба 24, показанного на фиг.4А. Как показано на фиг.4В, разливочный элемент 240 может быть прикреплен к направляющей поверхности желоба 24 и удален с нее. В данном предпочтительном варианте в таком заменяемом желобе 24 предусмотрены трубчатые отверстия 24а. Соответственно, даже если трубчатые отверстия 24а засоряются (забиваются) расплавом, то нет необходимости заменять целиком желоб 24, нужно только заменить разливочный элемент 240.
Следует отметить, что настоящее изобретение никоим образом не ограничено желобом, имеющим указанную конструкцию. Например, как показано на фиг.4С, желоб 24 может включать в себя направляющий участок 24b для скольжения по нему разливочного элемента 240. При использовании желоба 24, показанного на фиг.4С, разливочный элемент 240 может быть прикреплен и снят с желоба 24 в направлении, по существу перпендикулярном направлению течения расплава (т.е. по существу параллельно оси вращения охлаждающего валка).
Трубчатые отверстия 24а не обязательно должны быть прямыми, они также могут быть изогнутыми. Внутренний диаметр трубчатых отверстий 24а также может не быть постоянным, а может постепенно уменьшаться в направлении течения расплава. Однако в любом случае трубчатые отверстия 24а должны иметь форму, сводящую турбулентность к минимуму.
Трубчатые отверстия 24а предпочтительно имеют в нижней части подходящую площадь сечения. Если при получении быстроотвержденного сплава для нанокомпозитного магнита, имеющего вышеуказанный состав, площадь сечения трубчатых отверстий 24а превышает приблизительно 0,5 см2, то расплав 22 выталкивается со слишком высокой скоростью (расходом), таким образом затрудняя постоянное образование пудлинговой крицы на валке 23 и, возможно, вызывая разбрызгивание расплава. В таком случае расплав не может быть быстро охлажден и отвержден как полагается. И наоборот, если площадь сечения трубчатых отверстий 24а составляет менее приблизительно 0,02 см2, то скорость подачи охлаждаемого расплава в единицу времени весьма невелика, к примеру, около 1,5 кг/мин. В таком случае не только существенно снижается производительность, но и структура получаемого быстроотвержденного сплава будет включать по меньшей мере около 50 об.% аморфных фаз. Это вызовет некоторое ухудшение магнитных свойств конечного продукта в виде постоянного магнита. Ввиду изложенных соображений трубчатые отверстия (т.е. каналы разливки) 24а предпочтительно имеют площадь сечения от около 0,02 см2 до около 0,5 см2. Минимально необходимая площадь сечения более предпочтительно составляет около 0,03 см2, а еще более предпочтительно около 0,05 см2. При этом максимально допустимая площадь сечения может составлять около 0,2 см2 и также может составлять около 0,15 см2.
С целью дальнейшего повышения скорости подачи охлаждаемого расплава в единицу времени может быть предусмотрено четыре и более трубчатых отверстий 24а. В любом случае предпочтительно наличие ряда трубчатых отверстий 24а. Это необходимо для того, что даже если каждое из таких трубчатых отверстий 24а имеет относительно небольшую площадь сечения, то общая скорость обработки в таком случае может иметь достаточно высокий уровень. Иными словами, при наличии лишь одного или двух трубчатых отверстий 24а каждое из таких трубчатых отверстий имеет относительно большую площадь сечения (к примеру, по меньшей мере около 0,07 см2).
В данном предпочтительном варианте расплав 22, вылитый на желоб 24, подвергается контакту с охлаждающим валком 23, проходя через три трубчатые отверстия 24а. Таким образом, три потока расплава 22 сразу после контакта с охлаждающим валком 23 движутся на внешней периферийной поверхности, быстро охлаждаются и отверждаются вращающимся охлаждающим валком 23.
С целью предотвращения турбулентности потока расплава, спрямленного в результате стекания по направляющей поверхности желоба 24, трубчатые отверстия 24а предпочтительно имеют длину по меньшей мере около 0,5 мм. Однако, если трубчатые отверстия 24а имеют слишком большую длину, то часть расплава 22 может подвергнуться охлаждению и отверждению внутри трубчатых отверстий 24а, таким образом, возможно, засоряя трубчатые отверстия 24а сплавом. По этой причине трубчатые отверстия 24а предпочтительно имеют длину не более около 50 мм.
Расстояние между нижней частью трубчатых отверстий 24а и поверхностью охлаждающего валка 23 также предпочтительно составляет от около 1 мм до около 50 мм. Однако следует отметить, что после выхода расплава 22 из трубчатых отверстий 24а и до того, как расплав 22 вступит в контакт с охлаждающим валком 23, поверхностный участок расплава 22 отдает некоторую часть своего тепла охлаждающей атмосфере и может частично затвердеть. В таком случае затвердевшая часть поверхности расплава играет роль своего рода цилиндрического элемента с трубчатым отверстием (называемого в дальнейшем "псевдотрубчатым элементом"), тонким слоем покрывающего протекающий через него расплав. При образовании псевдотрубчатого элемента возникает эффект удлинения трубчатых отверстий 24а и желоба 24. По этой причине расстояние между нижней частью трубчатых отверстий 24а и поверхностью охлаждающего валка 23 предпочтительно составляет около 3 мм или более таким образом, чтобы существенная длина трубчатых отверстий 24а входила в предпочтительный интервал, составляющий от около 0,5 мм до около 30 мм.
Такой псевдотрубчатый элемент с трубчатым отверстием образуется после охлаждения и отверждения атмосферным газом поверхностной части расплава, выпущенного из трубчатого отверстия 24а желоба 24. Однако полученный таким образом псевдотрубчатый элемент всегда находится в контакте с текущим потоком расплава и нагревается им до высокой температуры, поэтому он не всегда полностью отвержден и по меньшей мере часть его может находиться в расплавленном состоянии. По этой причине "отвержденное" состояние псевдотрубчатого элемента в широком смысле означает в данном описании состояние трубчатого элемента с жесткостью, достаточной для того, чтобы контролировать поток расплава, подаваемый на охлаждающий валок. Таким образом, даже если трубчатый элемент находится в "отвержденном" состоянии, то он не обязательно отвержден полностью.
Такой псевдотрубчатый элемент, получаемый в результате естественного отверждения расплава, может быть замещен разливочным элементом, имеющим трубчатое отверстие достаточной длины (к примеру, около 20 мм или более). Однако в том случае, если трубчатое отверстие является узким, относительно длинное трубчатое отверстие может быть засорено расплавом. Тем не менее, если процесс быстрого охлаждения осуществляют при укороченном расстоянии между концом трубчатого отверстия и поверхностью охлаждающего валка (т.е. не позволяя псевдотрубчатому элементу, получаемому в результате естественного отверждения расплава, существенно увеличивать свою длину), это может воспрепятствовать постоянному и легкому образованию пудлинговой крицы на охлаждающем валке. Это, вероятно, происходит потому, что эффективная длина трубчатого отверстия, включая длину дополнительного псевдотрубчатого элемента, меньше достаточной длины, и в этом случае происходит нарушение потока расплава. Ввиду вышеизложенных соображений, процесс охлаждения расплава предпочтительно начинают при расстоянии между концом исходного трубчатого отверстия и поверхностью охлаждающего валка, составляющем по меньшей мере около 5 мм (более предпочтительно по меньшей мере около 10 мм). Затем эффективную длину трубчатого отверстия предпочтительно увеличивают до величины, составляющей от около 7 мм до около 50 мм, удлиняя псевдотрубчатый элемент.
Следует отметить, что при обеспечении ряда зон контакта расплава (или зон охлаждения расплава) на внешней периферии охлаждающего валка 23 за счет наличия нескольких трубчатых отверстий 24а, как в данном предпочтительном варианте, каждый из получаемых потоков расплава может быть подвергнут охлаждению при по существу одинаковых условиях, при этом расплав подают на охлаждающий валок 23 с повышенной скоростью подачи в единицу времени. По сравнению с ситуацией, когда расплав подают на одну зону охлаждающего валка 23 с довольно большой скоростью, повышение температуры охлаждающего валка 23 может быть существенно снижено, при этом охлаждающая способность охлаждающего валка 23 может поддерживаться на достаточно высоком уровне. В результате, даже при получении быстроотвержденного сплава толщиной более около 50 мкм колебания его толщины могут быть сведены к минимуму. Альтернативно, ряд желобов, каждый из которых имеет по меньшей мере одно трубчатое отверстие, может быть установлен над одним охлаждающим валком таким образом, чтобы получить несколько зон контакта сплава на одном и том же охлаждающем валке.
Кроме того, желоб 24 может также регулировать температуру расплава 22, подаваемого на охлаждающий валок 23. Температура расплава 22 на желобе 24 предпочтительно выше, чем его температура ликвидуса, приблизительно на 100° С или более. Это необходимо потому, что если температура расплава 22 слишком низка, то могут образовываться и оставаться в быстроотвержденном сплаве исходные кристаллы, влияющие на свойства получаемого быстроотвержденного сплава. Температурой расплава в желобе 24 управляют путем регулирования температуры расплава, выливаемого из плавильного тигля 21 на желоб 24, или, к примеру, теплоемкости самого желоба 24. При необходимости специально для данной цели может быть предусмотрен нагреватель желоба (не показан). С целью минимизации снижения температуры расплава на желобе 24 поток расплава на желобе предпочтительно имеет относительно короткую длину. В предпочтительном варианте такая длина предпочтительно составляет от около 3 см до около 20 см.
Расплавленный сплав отверждается на внешней периферийной поверхности охлаждающего валка 23 в виде тонких полос быстроотвержденного сплава 25, сходящих вскоре с охлаждающего валка 23.
Далее, обращаясь к фиг.5, угол, образуемый между направлением течения расплава 22, только что выпущенного из трубчатого отверстия 24а, и линией, соединяющей центр входа в трубчатое отверстие 24а и ось вращения охлаждающего валка 23, обозначен в данном описании как γ . В нижеследующей части описания угол γ является положительным, если направление течения расплава противоположно направлению вращения охлаждающего валка 23, и отрицательным, если направление течения расплава совпадает с направлением вращения валка. В данном предпочтительном варианте угол γ предпочтительно составляет от около -20 градусов до около 40 градусов. Причина заключается в следующем. Если угол γ составляет менее приблизительно -20 градусов, то крица не образуется, а расплав начнет расплескиваться и не может быть охлажден должным образом. С другой стороны, если угол γ превышает величину около 40 градусов, то расплав не удерживается на валке, а начинает капать с него и также не может быть охлажден должным образом. Ввиду вышеизложенных соображений угол γ предпочтительно составляет от около -15 градусов до около 30 градусов, более предпочтительно от около -13 градусов до около 25 градусов.
Получаемый в виде тонких полос быстроотвержденный сплав предпочтительно имеет среднюю толщину свыше около 50 мкм и вплоть до около 150 мкм. В соответствии с предпочтительным вариантом осуществления настоящего изобретения стандартное отклонение толщины быстроотвержденного сплава может быть отрегулировано на уровне около 20 мкм или менее. В результате быстроотвержденный сплав может иметь равномерную структуру, и его магнитные свойства могут быть существенно улучшены. При необходимости получения быстроотвержденного сплава со средней толщиной менее приблизительно 50 мкм с такой скоростью подачи расплава, как приблизительно 1,5 кг/мин или выше, охлаждающий валок должен вращаться с довольно высокой периферийной скоростью. В таком случае может быть получен по существу полностью аморфный сплав. Однако, что касается нанокомпозитного магнита, получаемого в соответствии с предпочтительным вариантом осуществления настоящего изобретения, при термической обработке такого по существу полностью аморфного быстроотвержденного сплава нанокомпозитная структура с хорошими магнитными свойствами не может образовываться постоянно (непрерывно). Авторы данного изобретения произвели оценку магнитных свойств термически обработанных сплавов. В результате было установлено, что минимально необходимая средняя толщина быстроотвержденного сплава более предпочтительно составляет около 55 мкм, а еще более предпочтительно около 60 мкм.
С другой стороны, если периферийная скорость охлаждающего валка 23 отрегулирована таким образом, что быстроотвержденный сплав в виде тонких полос имеет среднюю толщину более около 150 мкм, то расплавленный сплав может быть недостаточно быстро охлажден (закален) охлаждающим валком 23. В таком случае бориды на основе железа, выделяемые в получаемом быстроотвержденном сплаве, могут иметь средний размер кристаллических зерен свыше приблизительно 50 нм, при этом может быть получена фаза α -Fe с зернами слишком большого размера, составляющего около 100 нм или более. При получении магнита в результате термической обработки быстроотвержденного сплава с такой кристаллической структурой он должен иметь пониженную квадратность петли своей кривой размагничивания. По этой причине быстроотвержденный сплав предпочтительно имеет среднюю толщину не более около 150 мкм.
Вообще говоря, чем толще быстроотвержденный сплав в виде тонких полос, тем ниже скорость охлаждения и тем больше размер кристаллов, образовавшихся в быстроотвержденном сплаве. Если в сплаве, предназначенном для получения нанокомпозитного магнита в соответствии с данным предпочтительным вариантом, магнитно-мягкие фазы, входящие в состав быстроотвержденного сплава, такие как α-Fe и бориды на основе железа, имеют средний размер кристаллических зерен более приблизительно 50 нм, то внутри кристаллических зерен магнитно-твердой фазы появляется стена магнитного домена. В таком случае, благодаря обменному взаимодействию, возникающему между такими магнитно-мягкими фазами и магнитно-твердой фазой Nd2Fe14B, даже очень слабое внешнее размагничивающее поле легко вызывает инверсию намагничивания, таким образом, возможно, ухудшая ожидаемые магнитно-твердые свойства. Поэтому магнитно-мягкие фазы, входящие в состав быстроотвержденного сплава, предпочтительно имеют средний размер кристаллических зерен не более около 50 нм, более предпочтительно не более около 30 нм, а еще более предпочтительно не более около 20 нм.
С другой стороны, фаза Nd2Fe14B предпочтительно имеет средний размер кристаллических зерен не более около 300 нм, что равно размеру одного (единичного) магнитного домена. С целью улучшения магнитных свойств через обменные взаимодействия фаза Nd2Fe14B предпочтительно имеет средний размер кристаллических зерен не более около 200 нм. Максимально допустимый средний размер кристаллических зерен фазы Nd2Fe14B предпочтительно составляет около 150 нм, а еще более предпочтительно около 100 нм.
В различных предпочтительных вариантах осуществления настоящего изобретения важно задать толщину и ширину получаемого быстроотвержденного сплава в виде тонких полос в пределах их предпочтительных интервалов, правильно выбирая, к примеру, внутренний диаметр и количество трубчатых отверстий 24а, скорость подачи расплава и периферийную скорость охлаждающего валка 23. Для получения равномерной структуры также необходимо унифицировать скорость охлаждения в направлении ширины. С этой целью необходимо следить, чтобы ширина быстроотвержденного сплава в виде тонких полос предпочтительно составляла от около 3 мм до около 20 мм, регулируя площадь сечения трубчатых отверстий 24а. Чем шире быстроотвержденный сплав в виде тонких полос, тем легче сплав может быть измельчен в порошок. Соответственно быстроотвержденный сплав в виде тонких полос более предпочтительно имеет ширину по меньшей мере около 5 мм.
Более того, в том случае, если атмосфера при быстром охлаждении имеет слишком высокое давление, то инертный газ, окружающий охлаждающий валок 23, вращающийся с высокой скоростью, будет абсорбироваться в быстро охлаждаемом расплаве. В таком случае расплав не может подвергаться быстрому охлаждению постоянно (непрерывно). С другой стороны, если атмосферный газ имеет слишком низкое давление, то быстро охлажденный сплав в виде тонких полос, сошедших с вращающего валка 23, не может быть быстро охлажден инертным газом и может подвергнуться излишней кристаллизации. Это препятствует получению желательного сплава, содержащего большое количество аморфной фазы. В таком случае термически обработанный сплав имеет ухудшенные магнитные свойства. Ввиду вышеизложенных соображений инертный газ предпочтительно имеет давление, составляющее от около 0,13 кПа до около 10 кПа. Если атмосфера при быстром охлаждении имеет давление в пределах указанного предпочтительного интервала, то псевдотрубчатый элемент также может постоянно образовываться в результате естественного отверждения поверхностного участка потока расплава.
Предпочтительный состав нанокомпозитного магнита
Q представляет собой по меньшей мере один элемент из В (бора) и С (углерода). В является незаменимым элементом для борида на основе железа, такого как магнитно-мягкая фаза Fe3B и Fe23B и магнитно-твердая фаза R2Fe14B фаза, которые являются основными фазами нанокомпозитного материала постоянного магнита. Если мольная доля х бора не соответствует 10-30 ат.% интервалу, то постоянные магнитные свойства не могут быть обеспечены. Поэтому мольная доля х бора предпочтительно составляет 10 ат.%≤ х≤ 30 ат.%. В данном описании "Fe3B" включает в себя Fe3,5B, почти не отличающийся от Fe3B.
Более того, если мольная доля х бора ниже приблизительно 10 ат.%, то формуемость аморфного сплава существенно снижается. В таком случае, при получении быстроотвержденного сплава способом в соответствии с предпочтительным вариантом осуществления настоящего изобретения расплавленный сплав не подвергается переохлаждению во время процесса быстрого отверждения, и поэтому не может быть получен сплав в виде тонких полос с хорошей гладкостью (однородностью). Даже если такой быстроотвержденный сплав в виде тонких полос подвергают нагреванию и кристаллизации, то желательная равномерная структура нанокомпозитного магнита также не может быть получена, равно как и хорошие магнитные свойства. С другой стороны, если мольная доля х бора превышает приблизительно 30 ат.%, это препятствует получению достаточного количества магнитно-твердой фазы. Таким образом, предпочтительный интервал х составляет от около 10 до около 20 ат.%, а более предпочтительный интервал х составляет от около 10,5 до около 20 ат.%. Следует отметить, что С может замещать вплоть до около 50 ат.% В, поскольку такое замещение не влияет на магнитные свойства или металлическую структуру.
Редкоземельный элемент R представляет собой элемент, не заменимый для соединения R2Fe14B, представляющего собой магнитно-твердую фазу, необходимую для придания постоянных магнитных свойств. В различных предпочтительных вариантах осуществления настоящего изобретения R предпочтительно включает в себя по меньшей мере один элемент, выбранный из группы, состоящей из Pr, Nd, Dy и Tb. Однако с целью управления формуемостью в аморфном состоянии и температурой кристаллизации любой другой редкоземельный элемент может замещать часть R. Мольная доля y элемента R не должна составлять менее около 2 ат.%, поскольку магнитно-твердая фаза, имеющая кристаллическую структуру R2Fe14B, не может быть получена при значении мольной доли y у элемента R менее приблизительно 2 ат.%. Однако, если мольная доля y элемента R составляет более приблизительно 10 ат.%, то железо или бориды на основе железа не образуются, и нанокомпозитный магнит не может быть получен. Ввиду вышеизложенных соображений мольная доля y элемента R предпочтительно удовлетворяет неравенству 2 ат.%≤ y≤ 10 ат.%. Более предпочтительный интервал y составляет от около 3 до около 9,5 ат.%, а еще более предпочтительный интервал y составляет от около 4 до около 9,2 ат.%.
Остальную часть материала сплава, отличную от вышеуказанных элементов, может составлять только Fe, несмотря на то, что часть его может быть замещена Со. В таком случае квадратность петли кривой размагничивания улучшается и повышается максимальное энергетическое произведение (ВН)max.
Более того, часть Fe может также быть замещена по меньшей мере одним элементом-металлом М, выбранным из группы, состоящей из Al, Si, Ti, V, Cr, Mn, Cu, Zn, Ga, Nb, Mo, Ni, Hf, Ta, W, Pt, Pb, Au и Ag. Однако если общая мольная доля z элемента(ов) М превышает приблизительно 10 ат.%, то намагничивание снижается. Таким образом, предпочтительный интервал z составляет 0 ат.%≤ z≤ 10 ат.%, а более предпочтительный интервал z составляет 0,3 ат.%≤ z≤ 5 ат.%.
Из вышеуказанных элементов-металлов Ti оказывает особенно эффективное действие. Это происходит потому, что при добавлении Ti в первую очередь образует центры кристаллизации и растет соединение, имеющее кристаллическую структуру R2Fe14B (т.е. магнитно-твердая фаза), при этом во время процесса быстрого отверждения образование фазы α -Fe сведено к минимуму. Также происходит образование структуры, в которой бориды на основе железа, имеющие очень маленький размер, в виде тонкой пленки распределены на границе зерен магнитно-твердой фазы. Такая структура может иметь хорошие магнитные свойства в качестве нанокомпозитного магнита. Таким образом, предпочтительно добавляют Ti. Ti предпочтительно добавляют с мольной долей, составляющей от около 0,5 до около 7 ат.%, более предпочтительно от около 1 до около 6 ат.%.
ПРИМЕРЫ
Ниже представлены конкретные примеры предпочтительных вариантов осуществления настоящего изобретения. В нижеследующих конкретных примерах предпочтительных вариантов осуществления настоящего изобретения применяют машину для быстрого охлаждения расплава, такую как показана на фиг.3. В частности, вначале навешивают соответствующие материалы, т.е. Nd, Fe, Co, B, C и Ti, имеющие чистоту около 99,5% и выше, таким образом, чтобы смесь имела общую массу около 5 кг и состав сплава Nd8,5Fe75Co2B11C1Ti2,5 (где подстрочные индексы означают атомные проценты). Затем смесь помещают в тигель из оксида алюминия.
Далее материал сплава подвергают термической плавке с применением высокочастотного нагрева в тигле из оксида алюминия, получая в результате расплавленный сплав, имеющий вышеописанный состав. Расплавленный сплав имеет температуру около 1350° С. Затем тигель из оксида алюминия наклоняют, выливая расплавленный расплав на направляющую поверхность желобкового устройства, показанного на фиг.4А и 4В.
Заменяемый элемент с одним, двумя, тремя или четырьмя трубчатыми отверстиями прикрепляют в нижней части направляющей поверхности. Таким образом, сплав, стекающий по направляющей поверхности, разделяют с помощью трубчатого(ых) отверстия(ий) для подачи на поверхность охлаждающего валка, вращающегося под трубчатым(и) отверстием(ями).
Трубчатое(ые) отверстие(я) желоба имели длину около 20 мм. Расстояние между концом трубчатого(ых) отверстия(ий) и поверхностью охлаждающего валка также составляло около 20 мм. Расплав, выходящий из трубчатого(ых) отверстия(ий), приводили в контакт с быстро охлаждающим и отверждающим его валком, находившимся в атмосфере Ar под давлением около 11,3 кПа. Охлаждающий валок вращался с периферийной скоростью около 15 м/с. Условия проведения такого процесса быстрого охлаждения, включая количество и площадь сечения имеющихся трубчатых отверстий, представлены в следующей таблице 1.
В каждом из сравнительных примеров №№9, 10 и 11 быстроотвержденный сплав в виде тонких полос получали способом ленточного литья с применением направляющего элемента, не имеющего трубчатых отверстий. Материал сплава имел такой же состав, как и материал, применяемый в конкретных примерах предпочтительных вариантов осуществления настоящего изобретения. Как показано в таблице 1, быстроотвержденный сплав в виде тонких полос может быть получен в условиях примеров №№9 и 10, но не может быть получен в условиях примера №11. В сравнительных примерах расплав ударялся о поверхность валка с небольшим кинетическим моментом и имел низкую степень контакта с поверхностью валка. Таким образом, часть получаемого быстроотвержденного сплава в виде тонких полос после контакта с поверхностью валка имела низкую степень гладкости (однородности) и большое количество маленьких вогнутых участков. Это означает, что быстроотвержденный сплав имел ряд локально недостаточно охлажденных участков. Таким образом, магнит, изготовленный из такого сплава, должен иметь ухудшенные магнитные свойства.
Фиг.6 показывает распределение толщины быстроотвержденных сплавов в виде тонких полос, полученных в конкретном примере предпочтительных вариантов осуществления настоящего изобретения, в частности в условиях примера №4, представленного в таблице 1, а также распределение толщины быстроотвержденных сплавов в виде тонких полос, полученных в сравнительном примере, в частности в условиях примера №9, представленного в таблице 1. С помощью микрометра, имеющего сферические поверхности, измеряли толщину 100 образцов быстроотвержденных сплавов в виде тонких полос. Каждый из образцов быстроотвержденных сплавов в виде тонких полос имел длину от около 20 до около 50 мм и ширину около 6 мм.
Как следует из результатов, приведенных на фиг.6, быстроотвержденные сплавы в виде тонких полос, представляющие конкретные примеры предпочтительных вариантов осуществления настоящего изобретения, имеют более равномерную толщину, чем быстроотвержденные сплавы в виде тонких полос, представляющие сравнительный пример. Образец №4 получали при большей скорости подачи расплава, чем образец №9. Поэтому средняя толщина полученных быстроотвержденных сплавов в виде тонких полос из примера 4 больше указанной толщины из примера 9. В сравнительном примере толщина быстроотвержденных сплавов в виде тонких полос распределена в существенно более широком интервале, чем в конкретных примерах предпочтительных вариантов осуществления настоящего изобретения. Это, вероятно, происходит по причине низкой степени контакта между расплавом и поверхностью валка в сравнительном примере.
Быстроотвержденные сплавы в виде тонких полос, представляющие сравнительный пример, имеют меньшую среднюю толщину, чем быстроотвержденные сплавы в виде тонких полос, представляющие конкретные примеры осуществления настоящего изобретения. Однако при повышении скорости подачи расплава для получения тонких полос, имеющих среднюю толщину, сравнимую с толщиной быстроотвержденных сплавов в виде тонких полос, представляющих пример №4, с применением ленточной разливочной машины в сравнительном примере пудлинговая крица не может образовываться постоянно, и сплавы в виде тонких полос нужной толщины не могут быть получены с хорошей воспроизводимостью.
Как следует из приведенных результатов, несмотря на то что средняя толщина сплавов в конкретных примерах предпочтительных вариантов осуществления настоящего изобретения составляет около 80 мкм или более, быстроотвержденные сплавы в виде тонких полос могут быть получены с хорошей воспроизводимостью, при этом стандартное отклонение толщины сведено к минимуму.
Далее быстроотвержденные сплавы в виде тонких полос, полученные в вышеописанных условиях, подвергали грубому измельчению в порошок с размером частиц около 850 мкм или менее при помощи механической мельницы. Затем грубо измельченные сплавы подвергали тепловой обработке. В частности, сплавы нагревали до температуры около 700° С в атмосфере Ar и выдерживали при этой температуре в течение приблизительно 10 минут, применяя непрерывную нагревательную печь с кольцевой лентой, а затем охлаждали до комнатной температуры. В результате такой термической обработки аморфные фазы, присутствующие в быстроотвержденных сплавах, были закристаллизованы, образуя окончательную структуру нанокомпозитного магнита. Магнитные свойства полученных таким образом нанокомпозитных магнитных порошков измеряли магнитометром с вибрирующим образцом. Результаты представлены в следующей таблице 2.
(мТ)
(кДж/м3)
(кА/м)
Предпочтительные варианты осуществления настоящего изобретения и его вышеописанные конкретные примеры относятся к нанокомпозитному магниту. Однако авторы данного изобретения установили и экспериментально подтвердили, что способ получения, осуществляемый с применением машины, показанной на фиг.3, может быть эффективно использован не только для получения быстроотвержденного сплава для нанокомпозитного магнита, но и для получения быстроотвержденных сплавов для других видов магнитов, включая магниты на связке и спеченные магниты. То есть настоящее изобретение не ограничено сплавом, имеющим какой-либо специальный состав, при условии, что сплав подлежит расплавлению, быстрому охлаждению и отверждению. Иными словами, устройство и способ для получения быстроотвержденного сплава в соответствии с различными предпочтительными вариантами осуществления настоящего изобретения широко применимы для получения быстроотвержденного сплава для любого вида магнита.
Ниже описан способ получения быстроотвержденного сплава для спеченного магнита в соответствии с альтернативным предпочтительным вариантом осуществления настоящего изобретения.
Даже при использовании для получения быстроотвержденного сплава для спеченного магнита машины, показанной на фиг.3, расплав, стекающий по направляющей поверхности наклоненного желоба, разделяют при помощи трубчатого(ых) отверстия(ий) при его прохождении через указанное отверстие(я), а затем выливают его с большим кинетическим моментом, сохраняя ломинарное (слоистое) состояние потока. Таким образом, сплав также ударяется о поверхность охлаждающего валка с большим кинетическим моментом. В результате степень контакта между расплавленным сплавом и поверхностью охлаждающего валка увеличивается, обеспечивая постоянное образование пудлинговой крицы даже на поверхности вращающегося охлаждающего валка.
В известной ленточной разливочной машине расплав подают на охлаждающий валок при помощи промежуточного разливочного устройства, предназначенного для временного хранения расплава, при этом размер образуемой пудлинговой крицы зависит от зазора между подающим расплав выходом промежуточного разливочного устройства и поверхностью охлаждающего валка. Таким образом, в известном способе зазор между подающим расплав выходом промежуточного разливочного устройства и поверхностью охлаждающего валка не может превышать приблизительно 0,5 мм. Кроме того, в известных способах никто не воспользовался идеей ускорения потока расплава, наклоняя направляющую расплав поверхность промежуточного разливочного устройства, поэтому расплав обычно подавали через подающий расплав выход промежуточного разливочного устройства на поверхность охлаждающего валка с низкой скоростью. Следовательно, применение известной ленточной разливочной машины не обеспечивает достаточную степень контакта между расплавом и поверхностью валка.
Как описано выше, в соответствии с различными предпочтительными вариантами осуществления настоящего изобретения степень контакта между расплавом и поверхностью валка существенно увеличивается, таким образом сводя к минимуму нежелательную абсорбцию атмосферного газа в зазоре между расплавом и поверхностью валка и дополнительно стабилизируя кинематический момент расплава. В результате может быть обеспечена равномерность толщины и скорости охлаждения получаемых быстроотвержденных сплавов. Следовательно, по сравнению с известным способом ленточного литья может быть получена структура быстроотвержденного сплава более равномерного качества. В известных способах ни один быстроотвержденный сплав для спеченного магнита не может быть получен со столь равномерными свойствами, как быстроотвержденный сплав, получаемый в соответствии с предпочтительным вариантом осуществления настоящего изобретения. Однако авторы данного изобретения обнаружили, что даже материал сплава для спеченного магнита предпочтительно имеет в высшей степени равномерную структуру сплава, обеспечивая хорошие магнитные свойства (среди прочего, к примеру, высокую коэрцитивность).
Однако, если при получении быстроотвержденного сплава для спеченного магнита выход трубчатого(ых) отверстия(ий) имеет площадь сечения более приблизительно 0,6 см2, то скорость подачи расплава окажется слишком высокой для постоянного образования пудлинговой крицы на охлаждающем валке. В таком случае расплав может подвергнуться разбрызгиванию и не может быть охлажден должным образом. Однако, если выход трубчатого(ых) отверстия(ий) имеет площадь сечения менее приблизительно 0,03 см2, то скорость обработки расплава в единицу времени будет ниже приблизительно 1,5 кг/мин, что существенно снижает производительность.
Ввиду вышеизложенных соображений, при получении быстроотвержденного сплава для спеченного магнита выход прямых трубчатых отверстий предпочтительно имеет площадь сечения от около 0,03 до около 0,6 см2, более предпочтительно от около 0,07 до около 0,4 см2.
Следует отметить, что при наличии ряда трубчатых отверстий на конце желоба скорость обработки расплава в единицу времени может быть повышена.
Что касается конкретного устройства (т.е. предпочтительных интервалов углов α , β и γ ) желоба в машине для быстрого охлаждения расплава, то описанные выше условия для получения нанокомпозитного магнита также подходят для быстроотвержденного сплава, предназначенного для спеченного магнита.
Устройство и способ в соответствии с вышеописанными различными предпочтительными вариантами осуществления настоящего изобретения существенно увеличивают степень контакта между расплавленным сплавом и поверхностью охлаждающего валка и в высшей степени равномерно охлаждают расплав, таким образом обеспечивая получение быстроотвержденного сплава с еще более равномерной структурой для магнита любого вида. Такой положительный результат достигается независимо от конкретного состава обрабатываемого материала сплава и независимо от того, является ли получаемый магнит магнитом на связке или спеченным магнитом.
В устройстве и способе в соответствии с различными предпочтительными вариантами осуществления настоящего изобретения расстояние между концом желоба и поверхностью охлаждающего валка также может быть увеличено, и тем не менее пудлинговая крица может образовываться намного более постоянно, чем при использовании известной ленточной разливочной машины. Таким образом, также обеспечивается возможность постоянного получения даже быстроотвержденного сплава относительно большой толщины.
Более того, увеличение расстояния между концом желоба и поверхностью охлаждающего валка помогает избежать неожиданной остановки процесса охлаждения расплава из-за засорения зазора между концом желоба и поверхностью охлаждающего валка расплавом, затвердевшим вокруг конца желоба. Особенно в том случае, когда разливочный элемент, имеющий по меньшей мере одно трубчатое отверстие, является заменяемым, как показано на фиг.4А-4С, машина для быстрого охлаждения расплава может работать нормально в течение длительного времени в результате замены только разливочного элемента 240, а не всего желоба 24.
Более того, в соответствии с предпочтительными вариантами осуществления настоящего изобретения расплав стекает по направляющей поверхности наклонного желоба с относительно высокой скоростью (к примеру, около 0,2 м/с или более). Таким образом, после выливания в желоб сплав может достигнуть поверхности охлаждающего валка за более короткое время, чем в известном способе ленточного литья. Снижение температуры расплава в желобе может быть, таким образом, существенно уменьшено. Соответственно, даже если сплав имеет относительно низкую температуру, то он все еще может быть подан при любой желательной температуре на охлаждающий валок. Кроме того, поскольку расплав быстро протекает по желобу, то нежелательное окисление расплава может быть сведено к минимуму, при этом скапливание шлака и других отходов в желобе маловероятно. При окислении расплав становится более вязким и вероятность засорения трубчатых отверстий повышается. Однако в соответствии с предпочтительными вариантами осуществления настоящего изобретения расплав может быстро стекать с наклонной направляющей поверхности, при этом нежелательное повышение вязкости расплава из-за окисления может быть сведено к минимуму, а засорение трубчатых отверстий происходит редко.
Ниже описаны конкретные примеры способа получения спеченного магнита в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Примеры
В следующих конкретных примерах предпочтительных вариантов осуществления настоящего изобретения также применяют машину для быстрого охлаждения расплава, такую как показана на фиг.3. В частности, вначале навешивали соответствующие материалы Nd, Dy, D, C и Fe, имеющие чистоту около 99,5% и выше, таким образом, чтобы общая масса смеси составляла около 4 кг, а сплав имел состав Nd31,1Dy1,0B1,1C3,0Fe63,9 (где подстрочные индексы означают массовые проценты). Затем смесь помещают в тигель из оксида алюминия.
После этого материал сплава расплавляли высокочастотным нагреванием в тигле из оксида алюминия, получая в результате расплавленный сплав, имеющий вышеуказанный состав. Расплавленный сплав имел температуру около 1500°C. Затем тигель из оксида алюминия наклоняли для того, чтобы вылить расплавленный сплав на направляющую поверхность желобкового устройства.
Заменяемый элемент с тремя трубчатыми отверстиями (каждое из которых имеет диаметр около 4 мм) устанавливали в нижней части направляющей поверхности. Таким образом, сплав, стекающий по направляющей поверхности, при помощи трубчатых отверстий разделяли для выливания на поверхность охлаждающего валка, вращающегося под трубчатыми отверстиями.
До начала роста псевдотрубчатых элементов трубчатые отверстия желоба имели длину около 10 мм. Расстояние между концом трубчатых отверстий и поверхностью охлаждающего валка вначале составляло около 10 мм. Расплав, выходящий из трубчатых отверстий, приводили в контакт с быстро охлаждающим и отверждающим валком, находящимся в атмосфере Ar, имеющего давление около 50 кПа. Охлаждающий валок вращался с периферийной скоростью 2 м/с. Углы α , β и γ составляли около 5, 20 и 2 градусов соответственно. Когда процесс охлаждения расплава достигал устойчивого состояния, то псевдотрубчатые элементы вырастали до длины около 7 мм. В результате эффективная длина трубчатых отверстий достигала около 17 мм. Тогда расстояние между концом псевдотрубчатых элементов и поверхностью охлаждающего валка составляло от около 1,5 до около 3,0 мм.
В данном конкретном примере предусмотрено три трубчатых отверстия. Таким образом, на охлаждающий валок подавали три потока расплава и одновременно получали три быстроотвержденных сплава. Литые полоски или чешуйки полученных таким образом отвержденных сплавов имели ширину от около 6 до около 10 мм, а длину от около 10 до около 300 мм.
Затем из полученных таким образом быстроотвержденных сплавов произвольно выбирали 100 литых чешуек и измеряли их толщину. Результаты показывают, что полученные литые чешуйки имели среднюю толщину около 230 мкм и стандартное отклонение около 20 мкм. Кристаллические зерна в литых чешуйках имели размер вдоль малой оси от около 0,5 до около 7 мкм, и размер вдоль большой оси от около 3 до около 70 мкм. Литые чешуйки имели структуру сплава, в которой основная фаза R2Fe14B окружена богатой элементом R фазой толщиной от около 0,5 до около 7,0 мкм. Равномерное диспергирование богатой R фазы было подтверждено при помощи микроанализатора с электронным лучом ЕРМ-810 (выпускаемым Shimadzu Corp.).
Литые чешуйки подвергали грубому, а затем тонкому измельчению в порошок, применяя известные способы и получая в результате тонко измельченный порошок со средним размером частиц около 3 мкм. Затем тонко измельченный порошок прессовали в магнитном поле с силой около 1,20 МА/м, после чего подвергали спеканию. Давление прессования составляло около 100 МПа, а процесс спекания осуществляли при температуре около 1060° С в течение приблизительно 3 часов. Спеченную прессовку подвергали термообработке старением при температуре около 600° С в течение приблизительно одного часа. Магнитные свойства постоянного магнита, полученного таким способом, представлены в таблице 3.
Сравнительный пример
Быстроотвержденный сплав, имеющий такой же состав, как и сплав в вышеописанном конкретном примере, получали, применяя машину, показанную на фиг.2, почти при таких же условиях, за исключением того, что расплав подавали непосредственно из желоба на охлаждающий валок, а не через трубчатые отверстия. В данном сравнительном примере расстояние между концом желоба и поверхностью охлаждающего валка составляло около 10 мм, а углы α и β составляли около 20 градусов и около 10 градусов соответственно.
Таким образом получали литые чешуйки шириной от около 20 до около 30 мм и длиной от около 10 до около 300 мм. Затем из полученных таким образом быстроотвержденных сплавов произвольно выбирали 100 литых чешуек и измеряли их толщину. Результат показывает, что полученные литые чешуйки имели среднюю толщину около 240 мкм и стандартное отклонение около 64 мкм.
Кристаллические зерна в литых чешуйках имели размер вдоль малой оси от около 0,5 до около 20 мкм и размер вдоль большой оси от около 10 до около 300 мкм. Литые чешуйки имели структуру сплава, в которой основная фаза R2Fe14B окружена богатой элементом R фазой толщиной около 2,0 мкм или менее.
Литые чешуйки также подвергали измельчению в порошок, а затем спеканию в таких же условиях, как и вышеописанном конкретном примере, получая в результате спеченные магниты. Магнитные свойства полученного постоянного магнита также представлены в нижеследующей таблице 3.
(T)
(кДж/м3)
(МА/м)
Как следует из результатов, представленных в таблице 3, максимальное энергетическое произведение и коэрцитивность в конкретном примере предпочтительных вариантов осуществления настоящего изобретения выше таких же показателей в сравнительном примере. Представленные результаты показывают, что в конкретном примере предпочтительных вариантов осуществления настоящего изобретения была получена в высшей степени равномерная структура магнитного сплава, поскольку степень контакта между расплавленным сплавом и охлаждающим валком увеличилась настолько существенно, что расплавленный сплав был отвержден достаточно равномерно.
В соответствии с различными вышеописанными предпочтительными вариантами осуществления настоящего изобретения пудлинговая крица может постоянно образовываться даже на охлаждающем валке, вращающемся с относительно высокой скоростью. Таким образом, настоящее изобретение может быть эффективно использовано для массового получения быстроотвержденных сплавов не только для нанокомпозитных магнитов, но и для других видов магнитов.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Несмотря на то что данное изобретение описано со ссылкой на его предпочтительные варианты, специалистам в данной области техники очевидно, что описанное изобретение может иметь множество модификаций и вариантов, отличных от конкретных вышеописанных вариантов. Соответственно прилагаемая формула изобретения охватывает все модификации данного изобретения, подпадающих под его истинные сущность и объем.

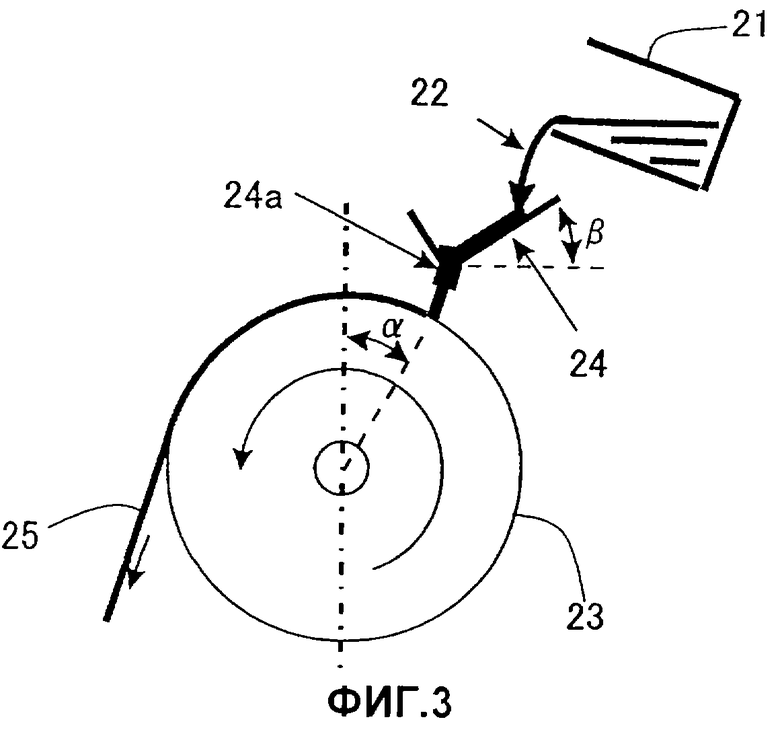

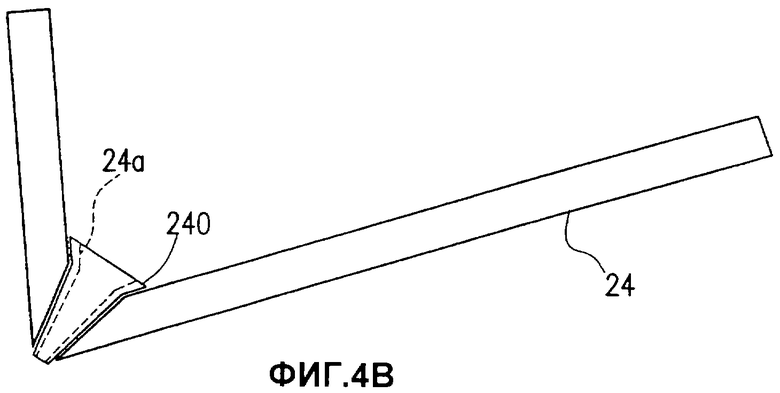


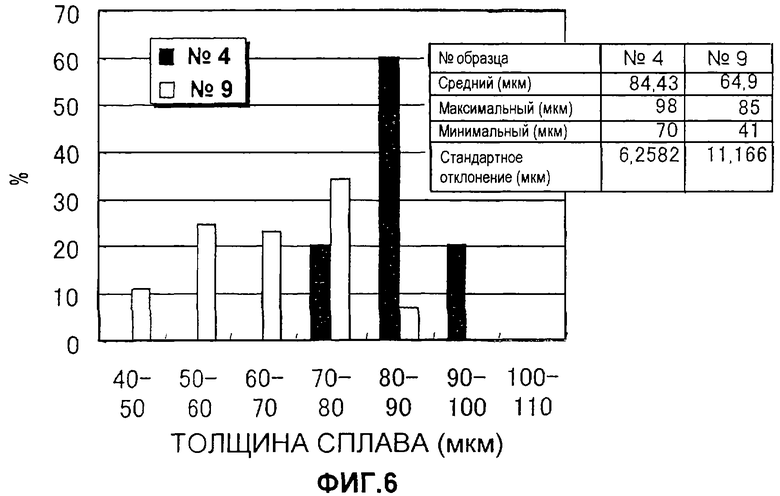
Использование: получение быстроохлажденного магнитного сплава для изготовления нанокомпозитных магнитов и магнитов на связке, применяемых в электродвигателях, датчиках и т.п. Способ получения быстроотвержденного сплава для нанокомпозитного магнита включает получение расплава и формирование быстроотвержденного сплава. Расплав имеет состав, представленный общей формулой (Fe1-mTm)100-x-y-zQxRyMz, где Т представляет собой Со и/или Ni; Q представляет собой В и/или С; R - редкоземельный элемент; М выбран из Al, Si, Ti, V, Cr, Mn, Cu, Zn, Ga, Zr, Nb, Mo, Ag, Hf, Ta, W, Pt, Au и Pb, при этом мольные доли x, y, z и m удовлетворяют следующим неравенствам: 10 ат.% ≤ х ≤ 35 ат.%; 2 ат.% ≤ y ≤ 10 ат.%; 0 ат.% ≤ z ≤ 10 ат.% и 0 ≤ m ≤ 0,5. На стадии формирования быстроотвержденного сплава расплав выливают на направляющий элемент, направляющая поверхность которого образует угол наклона по отношению к горизонтальной плоскости, и подают расплав, стекающий по направляющей поверхности, через отверстие по меньшей мере одного канала разливки на контактный участок поверхности охлаждающего валка. Техническим результатом изобретения является получение равномерной структуры магнитного сплава. 10 н. и 23 з.п.ф-лы, 6 ил., 3 табл.

(Fе1-mTm)100-x-y-zQxRyMz,
где Т представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из Со и Ni;
Q представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из В и С, всегда содержащей В;
R представляет собой по меньшей мере один редкоземельный элемент;
М представляет собой по меньшей мере один металл, выбранный из группы, состоящей из Al, Si, Ti, V, Cr, Mn, Cu, Zn, Ga, Zr, Nb, Mo, Ag, Hf, Ta, W, Pt, Au и Pb,
при этом мольные доли x, y, z и m удовлетворяют следующим неравенствам:
10 ат.% ≤ х ≤ 35 ат.%;
2 ат.% ≤ y ≤ 10 ат.%;
0 ат.% ≤ z ≤ 10 ат.% и
0 ≤ m ≤ 0,5 соответственно,
причем на стадии формирования быстроотвержденного сплава расплав выливают на направляющий элемент, направляющая поверхность которого образует угол наклона по отношению к горизонтальной плоскости, и подают расплав, стекающий по направляющей поверхности, через отверстие по меньшей мере одного канала разливки на контактный участок поверхности охлаждающего валка.
| Установка для мойки изделий | 1984 |
|
SU1207537A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для посадки свекловичных корней | 1933 |
|
SU40072A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРОЗАКАЛЕННЫХ ПОРОШКОВ МАГНИТНЫХ СПЛАВОВ СИСТЕМЫ НЕОДИМ - ЖЕЛЕЗО - БОР | 1997 |
|
RU2111088C1 |

