ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к составу для редкоземельного магнита и к спеченному магниту из редкоземельных элементов, изготовленному с использованием этого состава.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В настоящее время магниты на связке широко используют в различных типах электрооборудования, в том числе в двигателях, в исполнительных механизмах (приводах), в громкоговорителях, в измерительных приборах и в фокусировочных кольцах. Магнит на связке представляет собой магнит, полученный путем смешивания между собой порошка магнитного сплава (то есть магнитного порошка) и связки (например, полимера или металла с низкой температурой плавления), с последующим прессованием и затвердеванием этой смеси.
На известном уровне техники в качестве магнитного порошка для создания магнитов на связке широко использовался магнитный порошок на основе сплава железо-редкоземельный элемент-бор (Fe-R-B), производимый фирмой "Magnequench International Inc." (именуемой здесь как "MQI Inc"), или так называемый "порошок MQ". Порошок MQ обычно имеет состав, который представлен общей химической формулой: Fе100-а-bВаRb (где Fe - железо, В - бор, a R - по меньшей мере один редкоземельный элемент, выбранный из группы, состоящей из празеодима (Рr), неодима (Nd), диспрозия (Dy) и тербия (Tb)). В этой общей формуле параметры а и b удовлетворяют соответствующим неравенствам: 1 ат.%≤ а≤ 6 ат.% и 10 ат.%≤ b≤ 25 ат.%. Порошок MQ представляет собой порошок сплава редкоземельных элементов с высокой молярной долей b редкоземельных элементов R.
Обычный порошок сплава для магнита на связке, например порошок MQ, получают путем быстрого охлаждения и отверждения материала сплава, находящегося в расплавленном состоянии (то есть "жидкого сплава"). В качестве способа резкого охлаждения расплава часто применяют одновалковый способ (обычно способ спинингования, т.е. формования волокна из расплава). Одновалковый способ представляет собой способ охлаждения и отверждения жидкого сплава, осуществляемый путем введения этого сплава в контакт с вращающимся охлаждающим валком. Полученный в результате выполнения этого способа быстро отвердевший сплав имеет форму тонкой полосы (или ленты), вытянутой вдоль направления скорости перемещения поверхности охлаждающего валка. Полученный этим способом быстро затвердевший сплав в виде тонкой полосы подвергают термообработке, а затем измельчают в порошок со средним размером частиц 300 мкм (микрон) или менее (обычно около 150 мкм), получая порошок сплава редкоземельных элементов для постоянного магнита. В приведенном ниже описании порошок сплава редкоземельных элементов, полученный посредством этого способа резкого охлаждения расплава, именуют просто "обычным быстроотвержденным магнитным порошком", поскольку он не содержит нанокомпозитный магнитный порошок, описание которого будет приведено ниже.
Состав для магнита на связке (который далее будет именоваться просто "составом") приготавливают посредством смешивания обычного быстроотвержденного магнитного порошка с полимером (который в данном описании представляет собой каучук или эластомер). Иногда при смешивании в этот состав добавляют присадку, например смазывающий или модифицирующий материал.
После этого путем прессования данного состава и придания ему желательной формы, например, способом сжатия, экструзии или литья под давлением получают магнит на связке в виде спрессованного постоянного магнита (который иногда именуют здесь как "тело постоянного магнита"). К тому же, магнит на связке, полученный способом сжатия или экструзии, содержит связку в относительно низкой процентной концентрации и может быть дополнительно подвергнут обработке поверхности для защиты магнитного порошка от коррозии.
Между тем, в последнее время в качестве магнитного порошка для магнитов на связке все более широкое использование получил нанокомпозитный магнитный порошок, представляющий собой сплав на основе железа, содержащий редкоземельные элементы (в частности, например, сплав на основе сплава железа, редкоземельного элемента и бора, т.е. Fe-R-B), поскольку использование такого магнитного порошка (который иногда называют "обменно-связанным магнитом") является весьма рентабельным. Нанокомпозитный магнит на основе сплава Fe-R-B представляет собой постоянный магнит из сплава на основе железа, в котором нанометровые кристаллы боридов на основе железа (например, Fе3В, Fе23В6 и других магнитно-мягких фаз) и аналогичные кристаллы фазы R2Fe14B, представляющей собой магнитно-твердую фазу, распределены равномерно внутри одной и той же металлической структуры и магнитно связаны между собой за счет обменных взаимодействий (см., например, выложенную публикацию заявки на патент Японии № 2001-244107).
Нанокомпозитный магнит содержит магнитно-мягкие фазы, но тем не менее обладает превосходными магнитными свойствами вследствие наличия магнитной связи (то есть обменных взаимодействий) между магнитно-мягкими и магнитно-твердыми магнитными фазами. К тому же, поскольку в его состав входят магнитно-мягкие фазы, не содержащие редкоземельных элементов R, например неодима (Nd), то общее процентное содержание редкоземельных элементов R может быть относительно низким (молярная доля R обычно составляет 4,5 ат.%). Это является целесообразным с точки зрения снижения себестоимости изготовления магнитов и обеспечения непрерывности поставки магнитов. Кроме того, поскольку процентное содержание редкоземельных элементов R, химически активных по отношению к кислороду, является низким, то такой магнит также обладает более высокой антикоррозионной стойкостью. Нанокомпозитный магнит может быть также изготовлен способом резкого охлаждения расплава. В этом случае нанокомпозитный магнитный порошок получают путем измельчения нанокомпозитного магнита в порошок заранее заданным способом.
Однако обычный состав для редкоземельного (т.е. содержащего редкоземельные элементы) магнита на связке, изготовленный из порошка вышеописанного сплава (или магнитного порошка), имеет следующие недостатки.
Во-первых, для получения однородной микрокристаллической структуры, способствующей проявлению превосходных магнитных свойств, в случае обычного быстроотвержденного магнитного порошка (например, порошка MQ), необходимо обеспечить быстрое охлаждение и отверждение жидкого сплава с относительно высокой скоростью. Например, в том случае, когда обычный быстроотвержденный магнитный порошок изготовлен одновалковым способом, то для получения быстроотвержденного сплава (обычно имеющего форму тонкой полосы) толщиной 50 мкм или менее (обычно от 20 мкм до 40 мкм) скорость перемещения поверхности валка должна составлять 20 м/с (метров в секунду) или более.
Однако при измельчении полученного таким образом быстроотвержденного сплава конечный порошок состоит в основном из частиц, отношение ширины которых к их длине составляет менее 0,3. Если состав для редкоземельного магнита на связке (именуемый здесь просто "составом") получен путем смешивания порошка с частицами такой формы и связки друг с другом, то этот состав обладает плохой текучестью, например, во время процесса литья под давлением. Следовательно, может возникнуть необходимость осуществлять прессование такого состава при более высокой температуре и/или при более высоком давлении, а для обеспечения достаточной текучести могут быть введены ограничения на типы и применение используемых полимеров или ограничения на содержание магнитного порошка. К тому же, до настоящего времени было сложно получить магнит на связке, который имеет сложную форму, или магнит на связке, которым может быть заполнен малый зазор (например, имеющий ширину 2 мм), имеющийся, например, в электродвигателе типа ВПМ (с внутренним постоянным магнитом), содержащем ротор со встроенным магнитом, который раскрыт в выложенной публикации заявки на патент Японии № 11-206075. Используемый здесь термин "отношение ширины к длине" означает отношение размера частицы вдоль малой оси к ее размеру вдоль большой оси.
Кроме того, в составе, содержащем обычный быстроотвержденный магнитный порошок (например, порошок MQ), магнитный порошок легко окисляется на воздухе, свойства самого магнитного порошка ухудшаются вследствие теплового воздействия в процессе литья под давлением, а полученный в результате этого магнит на связке может обладать недостаточными магнитными свойствами. Авторами настоящего изобретения было экспериментально установлено, что такое окисление было особенно заметным в том случае, когда обычный быстроотвержденный магнитный порошок содержал частицы, размер которых составлял 53 мкм или менее.
Следовательно, в том случае, когда магнит на связке изготовлен из состава, содержащего обычный быстроотвержденный магнитный порошок, температуру прессования ограничивают таким образом, чтобы свести к минимуму окисление, обусловленное нагревом в процессе формования. В результате приходится жертвовать прессуемостью, в том числе текучестью.
Кроме того, что касается состава, подвергаемого литью под давлением или экструзии, то приготавливаемый состав нагревают для того, чтобы обеспечить расплавление термопластичного полимера, служащего в качестве связки. Следовательно, в процессе изготовления содержащийся в составе магнитный порошок может подвергнуться окислению, что может привести к ухудшению полученных в результате магнитных свойств.
Помимо этого, при отрезании тела магнита, полученного литьем под давлением, от части литника, магнитный порошок на поверхности полимера в области поперечного разреза литого тела оказывается подверженным воздействию внешней среды. К тому же, воздействию внешней среды может оказаться подверженным и сам магнитный порошок, находящийся в области поперечного разреза. В том случае, когда некоторые участки магнитного порошка были подвергнуты подобному воздействию внешней среды, коррозия легко распространяется из этих участков. Эта проблема особенно сильно проявляется в случае недостаточной смачиваемости между полимером и магнитным порошком. К тому же, она зависит не только от сочетания конкретных материалов, но также и от того, каким образом выполнена операция смешения полимера и магнитного порошка. В частности, обычный быстроотвержденный магнитный порошок имеет низкое отношения ширины частиц к их длине, и поэтому сложно осуществить его однородное смешивание при операции подготовки состава. Следовательно, в полученном в результате этого составе смачиваемость между полимером и магнитным порошком может оказаться недостаточной, поэтому в некоторых местах частицы магнитного порошка остаются подверженными воздействию внешней среды. Кроме того, когда частицы этого магнитного порошка имеют большое отношение ширины к длине, то при операции смешивания происходит дробление частиц магнитного порошка за счет приложенных сил сдвига, в результате чего другие появившиеся участки сечения оказываются вновь легко подверженными воздействию внешней среды. В итоге, магнитный порошок, содержащийся в полученном в результате этого составе, легко подвержен окислению.
С другой стороны, обычный нанокомпозитный магнитный порошок на основе сплава Fe-R-B имеет относительно низкую молярную долю содержания редкоземельных элементов и обычно содержит магнитно-твердые фазы в количестве, не превышающем 30 об.% (объемных процентов). Следовательно, он обладает худшими магнитными свойствами (например, коэрцитивностью HcJ) по сравнению с обычным быстроотвержденным магнитным порошком (например, порошком MQ). Соответственно, сложно изготовить магнит на связке с достаточно хорошими магнитными свойствами из состава, содержащего в качестве магнитного порошка только нанокомпозитный магнитный порошок. Например, из такого нанокомпозитного магнитного порошка не может быть изготовлен магнит на связке для использования в двигателе накопителя на жестких дисках (НЖД). Поэтому необходимо осуществлять смешивание вышеописанного обычного нанокомпозитного магнитного порошка с обычным быстроотвержденным магнитным порошком. Следовательно, до настоящего времени было затруднительно получить магнит на связке, обладающий превосходными магнитными свойствами, и при этом полностью устранить проблемы состава, содержащего обычный быстроотвержденный магнитный порошок.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Для решения вышеуказанных проблем предложено настоящее изобретение, целью которого является создание состава для редкоземельного магнита на связке, в котором может быть сведено к минимуму ухудшение магнитных свойств, обусловленное тепловым воздействием, применяемым для формования магнита на связке способом прессования, для которого может быть обеспечено улучшение прессуемости, в том числе текучести, и из которого может быть изготовлен редкоземельный магнит на связке с превосходными магнитными свойствами и высокой антикоррозионной стойкостью.
Состав для редкоземельного магнита на связке согласно настоящему изобретению содержит порошок сплава редкоземельных элементов и связку. Порошок сплава редкоземельных элементов содержит по меньшей мере 2 мас.% (массовых процента) частиц Ti-содержащего нанокомпозитного магнитного порошка. Частицы Ti-содержащего нанокомпозитного магнитного порошка имеют химический состав, представленный общей формулой: (Fel-mTm)100-x-y-zQxRyMz, где Т представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из кобальта (Со) и никеля (Ni); Q представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из бора (В) и углерода (С), и всегда содержит бор (В); R представляет собой по меньшей мере один редкоземельный элемент, по существу за исключением лантана (La) и церия (Се); М представляет собой по меньшей мере один элемент - металл, выбранный из группы, состоящей из титана (Ti), циркония (Zr) и гафния (Hf), и всегда содержит титан (Ti); а молярные доли х, у, z и m удовлетворяют соответствующим неравенствам: 10 ат.%<х≤ 20 ат.%; 6 ат.%≤ у<10 ат.%; 0,1 ат.%≤ z≤ 12 ат.% и 0≤ m≤ 0,5. Частицы Ti-содержащего нанокомпозитного магнитного порошка содержат по меньшей мере две кристаллические ферромагнитные фазы, из которых магнитно-твердые фазы имеют средний размер кристаллических зерен от 10 нм (нанометров) до 200 нм, магнитно-мягкие фазы имеют средний размер кристаллических зерен от 1 нм до 100 нм, а средний размер кристаллических зерен магнитно-мягких фаз является меньшим, чем средний размер кристаллических зерен магнитно-твердых фаз.
В одном из вариантов осуществления изобретения магнитно-мягкие фазы расположены на границе (по границам) зерен между магнитно-твердыми фазами.
В предпочтительном варианте отношение ширины частиц Ti-содержащего нанокомпозитного магнитного порошка к их длине составляет от 0,3 до 1,0.
В предпочтительном варианте порошок сплава редкоземельных элементов содержит по меньшей мере 10 мас.% частиц Ti-содержащего нанокомпозитного магнитного порошка, размер которых составляет 53 мкм или менее.
В предпочтительном варианте порошок сплава редкоземельных элементов содержит по меньшей мере 8 мас.% частиц Ti-содержащего нанокомпозитного магнитного порошка, размер которых составляет 38 мкм или менее.
В предпочтительном варианте порошок сплава редкоземельных элементов содержит по меньшей мере 70 мас.% частиц Ti-содержащего нанокомпозитного магнитного порошка.
В предпочтительном варианте порошок сплава редкоземельных элементов состоит, по существу, из частиц Ti-содержащего нанокомпозитного магнитного порошка.
В предпочтительном варианте содержание кислорода в порошке сплава редкоземельных элементов после того, как он был подвергнут воздействию воздуха в течение одного часа при температуре нагрева 300°С, составляет менее 0,24 мас.%. В более предпочтительном варианте содержание кислорода в порошке сплава редкоземельных элементов после того, как он был подвергнут воздействию воздуха в течение одного часа при температуре нагрева 350°С, не превышает 0,20 мас.%.
Предпочтительно увеличение массы состава вследствие окисления после того, как он был подвергнут воздействию воздуха в течение 10 минут при температуре 400°С, составляет менее 0,26 мас.%.
Связка может содержать термопластичный полимер (смолу). В альтернативном варианте связка может содержать термореактивный полимер (смолу) и термопластичный полимер (смолу).
В предпочтительном варианте термопластичный полимер имеет температуру размягчения, равную 180°С или более.
В предпочтительном варианте состав содержит порошок сплава редкоземельных элементов в количестве от 60 мас.% до 99 мас.% по отношению к суммарной массе порошка сплава редкоземельных элементов и связки.
В предпочтительном варианте порошок сплава редкоземельных элементов состоит из частиц порошка, полученных путем измельчения быстроотвержденного сплава толщиной от 60 мкм до 300 мкм.
В предпочтительном варианте порошок сплава редкоземельных элементов состоит из частиц порошка, полученных путем измельчения быстроотвержденного сплава, изготовленного способом ленточного литья.
В предпочтительном варианте состав дополнительно содержит модификатор.
Редкоземельный магнит на связке согласно настоящему изобретению выполнен (изготовлен) из состава для редкоземельного магнита на связке согласно любому из вышеописанных предпочтительных вариантов осуществления. Согласно предпочтительному варианту осуществления редкоземельный магнит на связке изготовлен способом литья под давлением. В этом случае предпочтительным вариантом является тот, в котором содержание порошка сплава редкоземельных элементов составляет по меньшей мере 60 об.%.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 изображен график, на котором показана зависимость между максимальным значением энергетического произведения (ВН)max и концентрацией бора в нанокомпозитном магните на основе сплава неодим-железо-бор (Nd-Fe-B), не содержащем добавленный титан (Ti), и на котором посредством белых столбцов отображены данные об образцах, содержащих от 10 до 14 ат.% неодима (Nd), a посредством черных столбцов отображены данные об образцах, содержащих от 8 до 10 ат.% неодима (Nd).
На Фиг.2 изображен график, на котором показана зависимость между максимальным значением энергетического произведения (ВН)max и концентрацией бора в нанокомпозитном магните на основе сплава неодим-железо-бор (Nd-Fe-B), содержащем добавленный титан (Ti), и на котором посредством белых столбцов отображены данные об образцах, содержащих от 10 до 14 ат.% неодима (Nd), a посредством черных столбцов отображены данные об образцах, содержащих от 8 до 10 ат.% неодима (Nd).
На Фиг.3 схематично изображены фаза соединения R2Fe14B и фаза (Fe,Ti)-B, содержащиеся в магните настоящего изобретения.
На Фиг.4 схематично показано то, каким образом происходит изменение микроструктуры быстроотвержденных сплавов при их кристаллизации в случае добавления титана (Ti) и в случае добавления вместо титана (Ti) ниобия (Nb) или иного элемента - металла.
На Фиг.5А на виде в разрезе полностью изображена конструкция устройства, используемого для получения быстроотвержденного сплава, который предназначен для изготовления магнита из сплава на основе железа с редкоземельными элементами согласно настоящему изобретению.
На Фиг.5Б в увеличенном масштабе изображена та часть устройства, в которой осуществляют охлаждение расплава и его быстрое отверждения.
На Фиг.6А на виде в перспективе схематично изображен сплав, предназначенный для измельчения в порошок, а также измельченные частицы порошка согласно настоящему изобретению.
На Фиг.6Б на виде в перспективе схематично изображен сплав, предназначенный для измельчения в порошок, а также измельченные частицы порошка из известного уровня техники.
На Фиг.7А показана конструкция мельницы штыревого типа, используемой в одном из вариантов осуществления настоящего изобретения, а на Фиг.7Б показана схема расположения штырей в мельнице штыревого типа из Фиг.7А.
На Фиг.8А показана конструкция системы газового распыления, используемой в одном из вариантов осуществления настоящего изобретения, а на Фиг.8Б изображен вид в перспективе газовой форсунки, используемой в этой системе.
На Фиг.9 изображен график, на котором показано процентное увеличение массы титаносодержащего нанокомпозитного магнитного порошка настоящего изобретения и массы обычных быстроотвержденных магнитных порошков при их нагреве.
На Фиг.10 изображен график, на котором приведены значения плотности прессовок магнитов на связке, изготовленных из титаносодержащих нанокомпозитных магнитных порошков, имеющих взаимно различный гранулометрический состав (распределение частиц по размерам).
На Фиг.11 на виде в перспективе с пространственным разделением деталей схематично показана конструкция шагового электродвигателя 100, содержащего ротор с постоянным магнитом, представляющий собой один из вариантов осуществления настоящего изобретения.
На Фиг.12А-Фиг.12Г показан вид ротора 200 с интегрированным магнитом на связке и процесс его прессования согласно одному из вариантов осуществления настоящего изобретения.
На Фиг.13 схематично изображена конструкция ротора 300 со встроенным магнитом согласно другому варианту осуществления настоящего изобретения.
На Фиг.14А и Фиг.14Б схематично изображена конструкция преобразователя 411 углового положения (вала) в код, представляющего собой еще один вариант осуществления настоящего изобретения.
На Фиг.15А и Фиг.15Б на виде в разрезе схематично показана конструкция картриджа 501 для процесса электрофотографической печати, содержащего магнитный барабан 507, что представляет собой еще один вариант осуществления настоящего изобретения.
На Фиг.16А и 16Б изображены графики, на которых показаны оценочные значения антикоррозионной стойкости магнитов на связке, изготовленных из составов, описанных в примере № 4 настоящего изобретения и в сравнительных примерах №2 и №3, для того случая, когда эти магниты были подвергнуты воздействию окружающей среды, имеющей высокую температуру и высокую относительную влажность, равную 90%, при этом:
на Фиг.16А изображен график зависимости процентного увеличения массы магнита от времени, в течение которого он был подвергнут воздействию окружающей среды; а
на Фиг.16Б изображен график зависимости изменения магнитного потока (Фоткрыт) от времени, в течение которого магнит был подвергнут воздействию окружающей среды.
НАИЛУЧШИЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Порошок сплава редкоземельных элементов, содержащийся в составе для редкоземельного магнита на связке согласно настоящему изобретению (именуемый здесь просто "магнитным порошком"), содержит по меньшей мере 2 мас.% титаносодержащего порошка для нанокомпозитного магнита (именуемого здесь и далее "титаносодержащим нанокомпозитным магнитным порошком").
Титаносодержащий нанокомпозитный магнитный порошок имеет химический состав, который выражен общей формулой: (Fel-mTm)100-x-y-zQxRyMz, где Т представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из кобальта (Со) и никеля (Ni); Q представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из бора (В) и углерода (С), и всегда содержит бор (В); R представляет собой по меньшей мере один редкоземельный элемент, по существу за исключением лантана (La) и церия (Се); М представляет собой по меньшей мере один элемент - металл, выбранный из группы, состоящей из титана (Ti), циркония (Zr) и гафния (Hf), и всегда содержит титан (Ti); а их молярные доли х, у, z и m удовлетворяют соответствующим неравенствам: 10 ат.%<х≤ 20 ат.%; 6 ат.%≤ у<10 ат.%; 0,1 ат.%≤ z≤ 12 ат.% и 0≤ m≤ 0,5. Титаносодержащий нанокомпозитный магнитный порошок содержит по меньшей мере две кристаллические ферромагнитные фазы, при этом магнитно-твердые фазы имеют средний размер кристаллических зерен от 10 нм до 200 нм, магнитно-мягкие фазы имеют средний размер кристаллических зерен от 1 нм до 100 нм, а средний размер кристаллических зерен магнитно-мягких фаз является меньшим, чем средний размер кристаллических зерен магнитно-твердых фаз. В предпочтительном варианте осуществления изобретения молярные доли х, у, z и m, указанные в общей формуле, отображающей химический состав титаносодержащего нанокомпозитного магнитного порошка, удовлетворяют соответствующим неравенствам: 10 ат.%<х< 17 ат.%, 7 ат.%≤ у≤ 9,3 ат.% и 0,5 ат.%≤ z≤ 6 ат.%. В наиболее предпочтительном варианте осуществления изобретения удовлетворяется следующее неравенство: 8 ат.%≤ у≤ 9,0 ат.%. Следует отметить, что если 15 ат.%<х≤ 20 ат.%, то предпочтительно удовлетворяется неравенство: 3,0 ат.%<z<12 ат.%.
Титаносодержащий нанокомпозитный магнитный порошок, представляющий собой компонент состава настоящего изобретения, имеет описанные выше химический состав и структуру. Следовательно, в титаносодержащем нанокомпозитном магнитном порошке магнитно-твердые и магнитно-мягкие фазы связаны между собой за счет обменных магнитных взаимодействий. Таким образом, несмотря на то, что молярная доля редкоземельного элемента в магнитном порошке является относительно низкой, магнитный порошок тем не менее обладает прекрасными магнитными свойствами, которые являются по меньшей мере сопоставимыми или даже лучшими, чем магнитные свойства обычного быстроотвержденного магнитного порошка. Кроме того, этот магнитный порошок обладает лучшими магнитными свойствами (из которых особенно высока коэрцитивность HcJ) по сравнению с магнитными свойствами обычного нанокомпозитного магнитного порошка, содержащего в качестве основной фазы фазу Fе3В. В частности, титаносодержащий нанокомпозитный магнитный порошок, являющийся компонентом состава настоящего изобретения, имеет максимальное энергетическое произведение (ВН)max в по меньшей мере 70 кДж/м3 (килоджоулей на кубический метр), коэрцитивность HcJ в по меньшей мере 700 кА/м (килоампер на метр) и остаточную намагниченность Вr в по меньшей мере 0,7 Тл (тесла), и может иметь максимальное энергетическое произведение (ВН)max, равное 18 кДж/м3 или более, коэрцитивность HcJ, равную 800 кА/м или более, и остаточную намагниченность Вr, равную 0,8 Тл или более (см. таблицу 3, описание которой приведено ниже). В титаносодержащем нанокомпозитном магнитном порошке может быть легко достигнуто значение коэрцитивности HcJ, равное 480 кА/м или более, которое было сложно получить в случае обычного нанокомпозитного магнитного порошка. Следовательно, этот состав может быть также широко использован во множестве областей применения (например, в различных типах электродвигателей) даже в том случае, если он состоит только лишь из титаносодержащего нанокомпозитного магнитного порошка.
Как описано выше, титаносодержащий нанокомпозитный магнитный порошок обладает магнитными свойствами, которые являются по меньшей мере сопоставимыми или даже лучшими, чем магнитные свойства обычного быстроотвержденного магнитного порошка. Следовательно, состав, содержащий вместо обычного быстроотвержденного магнитного порошка (например, порошка MQ), титаносодержащий нанокомпозитный магнитный порошок, может обладать магнитными свойствами, которые являются по меньшей мере сопоставимыми или даже лучшими, чем магнитные свойства обычного состава. Конечно же, этот состав может содержать в качестве магнитного порошка либо только титаносодержащий нанокомпозитный магнитный порошок, либо его смесь с обычным быстроотвержденным магнитным порошком и/или с обычным нанокомпозитным магнитным порошком. К тому же, для достижения любой из различных иных целей изобретения, например для снижения стоимости, состав из настоящего изобретения может дополнительно содержать ферритовый магнитный порошок, например магнитный порошок на основе сплава самарий-железо-азот (Sm-Fe-N), или любой другой магнитный порошок.
Как будет описано ниже посредством иллюстративных примеров, состав из настоящего изобретения содержит по меньшей мере 2 мас.% титаносодержащего нанокомпозитного магнитного порошка по отношению к общей массе магнитного порошка и, следовательно, обладает превосходной прессуемостью и текучестью при операции литья под давлением или при операции экструзии. В результате это весьма облегчает получение магнита на связке с превосходными магнитными свойствами, что сопровождается получением также и других положительных результатов. В наиболее предпочтительном варианте осуществления настоящего изобретения магнитный порошок указанного состава содержит по меньшей мере 5 мас.% титаносодержащего нанокомпозитного магнитного порошка.
В приведенном ниже подробном описании показано, что вследствие воздействия, оказываемого титаном (Ti), титаносодержащий нанокомпозитный магнитный порошок, являющийся компонентом состава настоящего изобретения, может быть также получен путем резкого охлаждения жидкого сплава при более низкой скорости охлаждения (от 102°C/c (градусов Цельсия в секунду) до 106°С/с), чем в случае обычного быстроотвержденного магнитного порошка. Например, сплав с превосходными магнитными свойствами может быть также получен даже в том случае, когда скорость перемещения поверхности валка составляет 15 м/с или менее. Следовательно, вышеописанная металлическая структура может быть также получена даже в том случае, если быстроотвержденный сплав (в виде тонкой полосы или ленты) имеет большую толщину (например, толщину в 60 мкм или более), чем обычный сплав, полученный способом ленточного литья. Технология ленточного литья является перспективной, обеспечивая хорошую производительность при массовом производстве. Следовательно, может быть обеспечена относительно низкая себестоимость производства титаносодержащего нанокомпозитного магнитного порошка, обладающего стабильными магнитными свойствами.
В том случае, если быстроотвержденный сплав толщиной от 60 мкм до 300 мкм отформован, например, способом ленточного литья, а затем измельчен в порошок посредством, например, дисковой мельницы штыревого типа таким образом, что средний размер частиц магнитного порошка равен 70 мкм, то относительно легко может быть получен порошок, состоящий из частиц с отношением ширины к длине в диапазоне от 0,3 до 1,0. К тому же, быстроотвержденный сплав, из которого получают титаносодержащий нанокомпозитный магнитный порошок, состоит из кристаллических зерен меньшего размера, чем обычный быстроотвержденный сплав. Следовательно, может легко происходить разламывание быстроотвержденного сплава настоящего изобретения в произвольных направлениях, что обеспечивает относительно легкое получение частиц порошка, имеющих изометрическую форму (то есть имеющих близкое к единице отношение ширины к длине). Следовательно, путем управления условиями процесса измельчения может быть также легко получен порошок, состоящий из частиц с отношением ширины к длине по меньшей мере 0,4.
В альтернативном варианте титаносодержащий нанокомпозитный магнитный порошок может быть также приготовлен способом распыления (например, способом газового распыления), в результате которого получают еще более низкую скорость охлаждения (от 102°C/с до 104°С/с), чем в способе ленточного литья. При использовании способа распыления титаносодержащий нанокомпозитный магнитный порошок, средний размер частиц которого составляет от 1 мкм до 100 мкм, а отношение ширины частиц к их длине близко к единице (то есть они являются сферическими), может быть получен непосредственно из жидкого сплава. Следовательно, способ распыления, при использовании которого отсутствует необходимость в выполнении операции измельчения в мелкодисперсный порошок, является предпочтительным с точки зрения производительности при массовом производстве даже по отношению к способу ленточного литья.
По сравнению с составом, содержащим обычный быстроотвержденный магнитный порошок с отношением ширины частиц к их длине менее 0,3, состав, включающий в себя титаносодержащий нанокомпозитный магнитный порошок, состоящий из частиц с отношением ширины к длине, равным по меньшей мере 0,3 (более предпочтительно по меньшей мере 0,4), обладает лучшей прессуемостью и текучестью. Текучесть может быть улучшена путем подмешивания по меньшей мере 2 мас.% титаносодержащего нанокомпозитного магнитного порошка, отношение ширины частиц которого к их длине составляет от 0,3 до 1,0, по отношению к общей массе магнитного порошка в составе. Для обеспечения дополнительного улучшения текучести содержащийся в составе магнитный порошок предпочтительно содержит по меньшей мере 5 мас.% титаносодержащего нанокомпозитного магнитного порошка с отношением ширины частиц к их длине 0,3 или более.
В титаносодержащем нанокомпозитном магнитном порошке редкоземельный элемент R имеет относительно низкую молярную долю, при этом небольшие фазы борида распределены (диспергированы) таким образом, что окружают собой фазу R2Fe14B, и эти фазы борида содержат большее количество титана (Ti), чем любая другая фаза, поскольку титан (Ti) обладает высоким сродством к бору. Следовательно, титаносодержащий нанокомпозитный магнитный порошок превосходит обычный быстроотвержденный магнитный порошок по стойкости к окислению.
Титаносодержащий нанокомпозитный магнитный порошок обладает превосходной стойкостью к окислению и плохо окисляется даже при той температуре, при которой осуществляют прессование состава (например, при 300°С), как будет более подробно описано ниже со ссылкой на таблицу 1. К тому же, даже при технологической операции приготовления состава, компонентом которого является титаносодержащий нанокомпозитный магнитный порошок, состав не подвергается влиянию ввиду слабого окисления магнитного порошка. Наоборот, этот состав сохраняет превосходные магнитные свойства титаносодержащего нанокомпозитного магнитного порошка. Кроме того, как указано в приведенном ниже описании конкретных примеров, превосходной стойкостью к окислению обладает также и сам этот состав. В том случае, когда титаносодержащий нанокомпозитный магнитный порошок и обычный быстроотвержденный магнитный порошок и/или обычный нанокомпозитный магнитный порошок используют в виде смеси, предпочтительным вариантом является тот, в котором приготовление состава осуществляют с использованием такого магнитного порошка, в котором соотношение компонентов смеси подобрано таким образом, чтобы содержание в нем кислорода после того, как он был подвергнут воздействию воздуха в течение одного часа при температуре нагрева в 300°С, составляло менее 0,24 мас.%. В наиболее предпочтительном варианте приготовление состава осуществляют таким образом, чтобы содержание в нем кислорода после того, как он был подвергнут воздействию воздуха в течение одного часа при температуре нагрева в 350°С, не превышало 0,20 мас.%.
Более того, поскольку титаносодержащий нанокомпозитный магнитный порошок обладает превосходной стойкостью к окислению, то в качестве связок могут быть также использованы полимеры с высокой температурой плавления или размягчения (например, полиимиды, полимеры на основе жидких кристаллов и высокомолекулярные полимеры), которые затруднительно использовать в качестве связок в составах известного уровня техники, а также металлы, имеющие более высокую температуру плавления, чем те, которые используют в обычной практике. Например, даже в случае использования термопластичного полимера, имеющего температуру размягчения 180°С или выше (или даже 250°С или выше, что имеет место в случае использования полифениленсульфидной смолы), может быть получен состав для литья под давлением, обладающий превосходными магнитными свойствами и прессуемостью. Следует отметить, что значение температуры размягчения полимера получено здесь путем измерения температуры размягчения способом Вика (который, например, описан в промышленном стандарте Японии (JIS) К6 870) вне зависимости от того, является ли полимер кристаллическим или аморфным. К тому же, даже в случае использования термореактивного полимера этот полимер может быть отвержден при более высокой температуре отверждения, чем обычный. Кроме того, поскольку сам магнитный порошок обладает превосходной антикоррозионной стойкостью, то даже в том случае, когда процесс термического отверждения выполняют на воздухе, происходит лишь очень незначительное ухудшение характеристик магнита. То есть отсутствует какая-либо необходимость в том, чтобы выполнять процесс термического отверждения в атмосфере инертного газа, и, следовательно, себестоимость этого процесса может быть снижена. Кроме того, поскольку могут быть использованы подобные термостойкие полимеры, то процесс нагрева/обезгаживания, который выполняют для минимизации испускания нежелательного газа из полимерного покрытия, например, в магнитах для накопителя на жестких дисках (НЖД), может быть выполнен при более высокой температуре. Следовательно, может быть получен магнит на связке, который может быть более эффективно использован, например, в накопителе на жестких дисках (НЖД).
Путем использования подобного полимера с более высокой температурой размягчения или с более высокой температурой отверждения, чем у обычного полимера, могут быть улучшены свойства магнита на связке (например, термостойкость и механические свойства). Для обеспечения достаточной стойкости к окислению при нагреве в случае использования смеси из титаносодержащего нанокомпозитного магнитного порошка и обычного быстроотвержденного магнитного порошка и/или обычного нанокомпозитного магнитного порошка, предпочтительно состав приготовлен таким образом, чтобы увеличение его массы вследствие окисления после того, как он был подвергнут воздействию воздуха в течение 10 минут при температуре 400°С, не превышало 0,26 мас.%.
Обычный быстроотвержденный магнитный порошок имеет относительно высокую молярную долю редкоземельного элемента R и относительно легко подвержен окислению. Следовательно, чем меньше размер его частиц, тем более значительно ухудшаются магнитные свойства вследствие окисления поверхности частиц порошка. В отличие от этого ухудшение магнитных свойств титаносодержащего нанокомпозитного магнитного порошка вследствие окисления происходит в намного меньшей степени, и даже наличие относительно малых частиц (например, частиц размером 53 мкм или менее) почти не приводит к ухудшению магнитных свойств вследствие окисления. Следовательно, в магнитном порошке, содержащемся в составе, частицами порошка, размер которых составляет 53 мкм или менее, предпочтительным образом являются частицы титаносодержащего нанокомпозитного магнитного порошка.
К тому же, что касается уплотняемости магнитного порошка, то процентное содержание этих частиц порошка, размер которых не превышает 53 мкм, в магнитном порошке составляет 10 мас.% или более, а более предпочтительно 20 мас.% или более. Кроме того, состав, используемый для изготовления прессовки высокой плотности, предпочтительно содержит магнитный порошок, содержащий по меньшей мере 8 мас.% частицы порошка, размер которых составляет 38 мкм или менее. Ухудшение магнитных свойств магнитного порошка для магнита на связке никогда не происходит даже в том случае, когда содержание частиц порошка, размеры которых не превышают 53 мкм, в титаносодержащем нанокомпозитном магнитном порошке составляет 20 мас.% или более. Наблюдается даже улучшение магнитных свойств по сравнению с магнитным порошком для магнита на связке, содержащим то же самое количество обычного быстроотвержденного магнитного порошка, размер частиц которого не превышает 53 мкм.
Магнитный порошок для магнита на связке обычно состоит из частиц, максимальный размер которых не превышает 500 мкм (обычно не превышает 300 мкм). Предпочтительным вариантом является тот, в котором магнитный порошок имеет довольно высокое процентное содержание частиц, размер которых не превышает 53 мкм (или, в частности, не превышает 38 мкм), что обеспечивает улучшение его уплотняемости. Однако, как описано выше, в обычном быстроотвержденном магнитном порошке частицы, имеющие относительно малые размеры, обладают худшими магнитными свойствами. Следовательно, для улучшения магнитных свойств необходимо пожертвовать уплотняемостью. И наоборот, улучшение уплотняемости может быть достигнуто за счет ухудшения магнитных свойств.
В отличие от этого в титаносодержащем нанокомпозитном магнитном порошке превосходными магнитными свойствами обладают также и частицы, имеющие малый размер. Следовательно, ухудшение магнитных свойств не происходит даже в том случае, когда приготовленный магнитный порошок имеет относительно высокое процентное содержание частиц малого размера (например, частиц, размер которых не превышает 53 мкм). Например, необходимость принесения в жертву магнитных свойств отсутствует даже в том случае, если магнитный порошок приготовлен таким образом, что имеет гранулометрический состав, раскрытый в выложенной опубликованной заявке на патент Японии № 63-155601. Следует отметить, что может быть осуществлено регулирование гранулометрического состава титаносодержащего нанокомпозитного магнитного порошка, полученного вышеописанным способом, путем сортировки частиц по крупности, выполняемой по мере необходимости.
В том случае, когда состав приготовлен с использованием магнитного порошка, компонентом которого является титаносодержащий нанокомпозитный магнитный порошок, может быть обеспечено эффективное улучшение не только прессуемости, но также и магнитных свойств полученного в результате этого магнита на связке (это также справедливо даже для того случая, когда титаносодержащий нанокомпозитный магнитный порошок смешан с обычным быстроотвержденным магнитным порошком). Этот эффект обусловлен не только различием между магнитными свойствами титаносодержащего нанокомпозитного магнитного порошка и магнитными свойствами обычного быстроотвержденного магнитного порошка, но также и тем, что за счет использования титаносодержащего нанокомпозитного магнитного порошка может быть сведено к минимуму ухудшение магнитных свойств, обычно происходящее вследствие окисления обычного быстроотвержденного магнитного порошка, содержащегося в составе. В частности, ухудшение этих свойств может быть сведено к минимуму потому, что в случае использования титаносодержащего нанокомпозитного магнитного порошка технологическая операция приготовления состава и технологическая операция прессования могут быть выполнены при более низких температурах. То есть сам титаносодержащий нанокомпозитный магнитный порошок, являющийся компонентом состава настоящего изобретения, обладает превосходной стойкостью к окислению. Кроме того, может быть также сведено к минимуму и нежелательное окисление обычного быстроотвержденного магнитного порошка, который в процессе изготовления магнита на связке используют в совокупности с титаносодержащим нанокомпозитным магнитным порошком и который обладает худшей стойкостью к окислению.
Более того, состав, компонентом которого является титаносодержащий нанокомпозитный магнитный порошок, обладает превосходной прессуемостью и текучестью. Следовательно, может быть снижена нагрузка на устройство, используемое в процессе смешивания (например, на месильную машину). Это приводит к увеличению производительности при изготовлении состава и к снижению себестоимости. Кроме того, может быть обеспечено достаточно хорошее перемешивание (или смешивание) полимера и магнитного порошка друг с другом. Следовательно, может быть получен состав с хорошей антикоррозионной стойкостью, в котором поверхность частиц магнитного порошка достаточно хорошо покрыта полимером. К тому же, может быть также уменьшено и количество примесей, вводимых в состав при операции перемешивания. Кроме того, поскольку технологические операции перемешивания и прессования могут быть выполнены при более низкой температуре, ухудшение свойств полимера во время выполнения технологических операций перемешивания и прессования может быть сведено к минимуму. В предпочтительном варианте осуществления изобретения добавляют также модификатор, обеспечивающий дополнительное улучшение смачиваемости, смешиваемости и прочности сцепления между полимером и магнитным порошком. Добавление модификатора может быть осуществлено либо заранее на поверхность магнитного порошка, либо во время выполнения технологической операции смешивания магнитного порошка с полимером. Путем добавления модификатора могут быть обеспечены уменьшение крутящего момента при перемешивании и более полная реализация полезных эффектов настоящего изобретения.
Титаносодержащий нанокомпозитный магнитный порошок предпочтительно составляет по меньшей мере 70 мас.% по отношению к массе всего магнитного порошка, что одновременно обеспечивает полное использование превосходных магнитных свойств, стойкости к окислению и улучшенной прессуемости, а также текучести титаносодержащего нанокомпозитного магнитного порошка. В более предпочтительном варианте следует использовать только титаносодержащий нанокомпозитный магнитный порошок.
Состав настоящего изобретения обладает хорошей прессуемостыо. Следовательно, может быть уменьшен процент зазоров (пустот) в прессовке и поэтому может быть получен магнит на связке с улучшенной уплотняемостью магнитного порошка. К тому же, когда в качестве полимерной связки используют термореактивный полимер и когда уплотнение смеси осуществляют способом прессования, легко может быть получен магнит на связке с уплотняемостью магнитного порошка в 80 об.% или более. С другой стороны, в том случае, когда в качестве полимерной связки используют термопластичный полимер и когда уплотнение смеси осуществляют способом литья под давлением, легко может быть получен магнит на связке с уплотняемостью магнитного порошка в 60 об.% или более. Таким образом, может быть получен магнит на связке, обладающий более высокой уплотняемостью. Подводя итог, можно сказать, что настоящее изобретение предлагает магнит на связке, обладающий лучшими магнитными свойствами по сравнению с обычными магнитами на связке.
Ниже приведено более подробное описание состава для редкоземельного магнита на связке согласно настоящему изобретению.
Титаносодержащий нанокомпозитный магнитный порошок
Титаносодержащий нанокомпозитный магнитный порошок, составляющий по меньшей мере часть состава для редкоземельного магнита на связке, согласно настоящему изобретению формируют путем быстрого охлаждения и отверждения расплава, представляющего собой содержащий титан сплав железо-редкоземельный элемент-бор (Fe-R-B). Этот быстроотвержденный сплав содержит кристаллические фазы. Однако при необходимости этот сплав нагревают и осуществляют его дополнительную кристаллизацию.
Авторами настоящего изобретения было обнаружено, что в случае добавления титана к сплаву на основе железа с редкоземельными элементами, имеющему состав, заданный определенной совокупностью молярных долей, может быть сведено к минимуму образование зародышей и рост фазы альфа-железа (α -Fe), что часто происходит при охлаждении расплава и препятствует проявлению превосходных магнитных свойств (например, высокой коэрцитивности и хорошей прямоугольности петли кривой размагничивания, помимо других характеристик), и при этом может быть обеспечен преимущественный и равномерный рост кристаллов фазы соединения R2Fe14B, способствующего проявлению магнитно-твердых свойств.
До тех пор пока не добавлен титан (Ti), фаза альфа-железа (α -Fe) легко образует зародыши, и ее рост происходит раньше и с более высокой скоростью, чем рост фазы Nd2Fe14B. Следовательно, при термообработке быстроотвержденного сплава для кристаллизации происходит чрезмерный рост фазы α -Fe, обладающей магнитно-мягкими свойствами, а превосходные магнитные свойства (в частности, например, HcJ и прямоугольность петли) не могут быть достигнуты.
В отличие от этого случая, при добавлении титана (Ti) образование зародышей фазы α -Fe и кинетика их роста замедляются, то есть процесс образования зародышей кристаллов фазы α -Fe и их роста занимает более продолжительное время. Следовательно, авторы настоящего изобретения полагают, что образование зародышей фазы Nd2Fe14B и ее рост происходит раньше образования зародышей фазы α -Fe и роста ее крупных кристаллов. Поэтому могут быть обеспечены рост фазы Nd2Fe14B в достаточно большом количестве и ее равномерное распределение до того, как произойдет рост фазы α -Fe в слишком большом количестве. Кроме того, полагают, что Ti почти не входит в фазу Nd2Fe14B, но он содержится в больших количествах в бориде на основе железа или на поверхности раздела между фазой Nd2Fe14B и фазой борида на основе железа, обеспечивая тем самым стойкость борида на основе железа.
То есть титаносодержащий нанокомпозитный магнитный порошок, предназначенный для использования в составе настоящего изобретения, может иметь нанокомпозитную структуру, в которой титан (Ti) способствует значительному снижению размера зерен магнитно-мягких фаз (в том числе борида на основе железа и фазы α -Fe), равномерному распределению фазы Nd2Fe14B и увеличению объемного процентного содержания фазы Nd2Fe14B. В результате происходит увеличение коэрцитивности и намагниченности (или остаточной намагниченности) и повышение прямоугольности петли кривой размагничивания по сравнению с вариантом без добавления титана, что способствует достижению превосходных магнитных свойств полученного в результате этого магнита на связке.
Ниже приведено более подробное описание титаносодержащего нанокомпозитного магнитного порошка, который используют в составе согласно настоящему изобретению.
Титаносодержащий нанокомпозитный магнитный порошок, представляющий собой по меньшей мере часть состава по настоящему изобретению предпочтительно выражен общей формулой: (Fel-mTm)100-x-y-zQxRyMz, где Т представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из кобальта (Со) и никеля (Ni); Q представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из бора (В) и углерода (С), и всегда содержит бор (В); R представляет собой по меньшей мере один редкоземельный элемент, по существу за исключением лантана (La) и церия (Се); а М представляет собой по меньшей мере один элемент - металл, выбранный из группы, состоящей из титана (Ti), циркония (Zr) и гафния (Hf), и всегда содержит титан (Ti).
Молярные доли х, у, z и m предпочтительно удовлетворяют соответствующим неравенствам: 10 ат.%<х≤ 20 ат.%; 6 ат.%≤ у<10 ат.%; 0,1 ат.%≤ z≤ 12 ат.% и 0≤ m≤ 0,5.
Титаносодержащий нанокомпозитный магнитный порошок имеет малую молярную долю редкоземельного элемента, не превышающую 10 ат.%. Однако при добавлении титана (Ti) в магнитном порошке получают неожиданные результаты, заключающиеся в сохранении или даже увеличении намагниченности (остаточной намагниченности) Вr и повышении прямоугольности петли его кривой размагничивания по сравнению с вариантом, в котором добавление титана (Ti) не производят.
В титаносодержащем нанокомпозитном магнитном порошке магнитно-мягкие фазы имеют очень малый размер зерен. Следовательно, соответствующие составляющие его фазы связаны между собой за счет обменных взаимодействий. Поэтому, даже в случае наличия в составе магнитно-мягких фаз, например фазы борида на основе железа и фазы α -Fe, вместе с магнитно-твердой фазой соединения R2Fe14B, сплав в целом может обладать превосходной прямоугольностью кривой его размагничивания.
В предпочтительном варианте титаносодержащий нанокомпозитный магнитный порошок содержит фазы боридов на основе железа и фазу α -Fe, намагниченность насыщения которых равна или даже превышает намагниченность насыщения фазы соединения R2Fe14B. Примерами этих боридов на основе железа являются Fе23В6 (с намагниченностью насыщения 1,5 Тл) и Fе23В6 (с намагниченностью насыщения 1,6 Тл). В этом варианте фаза R2Fe14B имеет намагниченность насыщения, равную приблизительно 1,6 Тл в том случае, когда редкоземельным элементом R является неодим (No), а фаза α -Fe имеет намагниченность насыщения 2,1 Тл.
В тех случаях, когда молярная доля x бора (В) превышает 10 ат.%, а молярная доля у редкоземельного элемента R составляет от 5 ат.% до 8 ат.%, обычно происходит образование фазы R2Fе23В3. Однако, даже при использовании сплава с подобным химическим составом, добавление титана (Ti) согласно тому, как это делают в настоящем изобретении, может привести к образованию фазы R2Fe14B и магнитно-мягких фаз боридов на основе железа, например Fe23В6 и Fе3В, вместо нежелательной фазы R2Fe23В3. То есть добавление титана (Ti) может привести к увеличению процентного содержания фазы R2Fe14B, а образовавшиеся фазы боридов на основе железа способствуют увеличению намагниченности.
Авторами настоящего изобретения было экспериментально установлено, что намагниченность не уменьшалась, а даже увеличивалась только в случае добавления титана (Ti), в отличие от тех вариантов, в которых производили добавление присадки, содержащей любой другой элемент-металл, например ванадий (V), хром (Сr), марганец (Мn), ниобий (Nb) или молибден (Мо). К тому же, при добавлении титана (Ti) прямоугольность петли кривой размагничивания была намного лучше прямоугольности, полученной при добавлении любого из этих химических элементов.
Кроме того, эти эффекты, достигнутые путем добавления титана (Ti), проявляются особенно сильно в тех случаях, когда концентрация бора (В) превышает 10 ат.%. Ниже приведено описание этого вопроса со ссылкой на Фиг.1.
На Фиг.1 изображен график, на котором показана зависимость между максимальным энергетическим произведением (ВН)mах и концентрацией бора (В) в магнитном сплаве неодим-железо-бор (Nd-Fe-B) без добавления титана (Ti). На Фиг.1 посредством белых столбцов отображены данные об образцах, содержащих от 10 до 14 ат.% неодима (Nd), а посредством черных столбцов отображены данные об образцах, содержащих от 8 до менее чем 10 ат.% неодима (Nd). С другой стороны, на Фиг.2 изображен график, на котором показана зависимость между максимальным энергетическим произведением (ВН)max и концентрацией бора (В) в магнитном сплаве неодим-железо-бор (Nd-Fe-B), к которому добавлен титан (Ti). На Фиг.2 посредством белых столбцов отображены данные об образцах, содержащих от 10 до 14 ат.% неодима (Nd), а посредством черных столбцов отображены данные об образцах, содержащих от 8 до менее чем 10 ат.% неодима (Nd).
Из Фиг.1 видно, что как только концентрация бора (В) превышает 10% от общего числа атомов, в не содержащих титан (Ti) образцах происходит уменьшение максимального энергетического произведения (ВН)max вне зависимости от количества содержащегося в них неодима (Nd). Это уменьшение особенно заметно в тех образцах, в которых содержание неодима (Nd) составляет от 8 ат.% до 10 ат.%. Эта тенденция была хорошо известна в данной области техники, и было широко распространено мнение, что любой магнитный сплав, содержащий фазу Nd2Fe14B в качестве его основной фазы, не должен содержать более чем 10 ат.% бора (В). Например, в патенте США № 4,836,868 раскрыт действующий образец, в котором концентрация бора (В) составляет от 5 ат.% до 9,5 ат.%. Согласно этому патенту, концентрация бора (В) предпочтительно составляет от 4 ат.% до менее чем 12 ат.%, а более предпочтительно от 4 ат.% до 10 ат.%.
В отличие от этого, как видно из Фиг.2, образцы, содержащие добавленный в них титан (Ti), в определенном диапазоне, в котором концентрация бора (В) превышает 10 ат.%, имеют большее максимальное энергетическое произведение (ВН)max. Это увеличение особенно заметно в тех образцах, в которых содержание неодима (Nd) составляет от 8 ат.% до 10 ат.%.
Следовательно, настоящее изобретение способно полностью изменить привычное заблуждение, заключающееся в том, что наличие концентрации бора (В), превышающей 10 ат.%, приводит к ухудшению магнитных свойств, и может обеспечить получение неожиданных результатов всего лишь путем добавления титана (Ti). В результате, может быть получен магнитный порошок, способствующий наличию полезных свойств у вышеописанного состава из настоящего изобретения.
Ниже приведено описание способа изготовления титаносодержащего нанокомпозитного магнитного порошка, являющегося по меньшей мере частью состава для редкоземельного магнита на связке согласно настоящему изобретению.
Быстроотвержденный сплав для титаносодержащего нанокомпозитного магнитного порошка
Жидкий сплав на основе железа с химическим составом, выраженным посредством общей формулы: (Fel-mTm)100-x-y-zQxRyMz (где х, у, z и m удовлетворяют соответствующим неравенствам: 10 ат.%<х≤ 20 ат.%, 6 ат.%≤ у<10 ат.%, 0,1 ат.%≤ z≤ 12 ат.% и 0≤ m≤ 0,5), подвергают быстрому охлаждению в инертной атмосфере, посредством чего получают быстроотвержденный сплав, содержащий фазу соединения R2Fe14B в количестве не менее 60 об.%. Средний размер кристаллических зерен (кристаллитов) фазы соединения R2Fe14B в быстроотвержденном сплаве может быть равен, например, 80 нм или менее. В случае необходимости этот быстроотвержденный сплав может быть подвергнут термообработке. Это обеспечивает возможность кристаллизации аморфных фаз, оставшихся в быстроотвержденном сплаве.
В одном из вариантов осуществления, в котором операцию спинингования (формования волокна из расплава при вращении) или операцию ленточного литья выполняют с использованием охлаждающего валка, жидкий сплав подвергают быстрому охлаждению в газовой среде при давлении 1,3 кПа (килопаскаля) или более. В этом случае жидкий сплав не только подвергают быстрому охлаждению за счет контакта с охлаждающим валком, но также, соответственно, происходит дополнительное его охлаждение за счет вторичных эффектов охлаждения, обусловленных наличием газа в окружающей среде, даже после того как затвердевавший сплав покинул охлаждающий валок.
Согласно результатам экспериментов, проведенных авторами настоящего изобретения, при выполнении операции быстрого охлаждения необходимо осуществлять регулировку давления газа в окружающей среде, предпочтительно на уровне около 1,3 кПа или более, но не превышая атмосферное давление (=101,3 кПа или менее), а более предпочтительно на уровне от 10 кПа до 90 кПа, а еще более предпочтительно - на уровне от 20 кПа до 60 кПа.
В тех случаях, когда давление газа в окружающей среде находится в пределах любого из этих предпочтительных интервалов, скорость перемещения поверхности охлаждающего валка предпочтительно составляет от 4 м/с до 50 м/с. Это обусловлено тем, что если скорость перемещения поверхности валка является меньшей, чем 4 м/с, то содержащаяся в быстроотвержденном сплаве фаза соединения R2Fe14B будет иметь чрезмерно большие кристаллические зерна. В этом случае при термообработке происходит дополнительное увеличение размера зерен фазы соединения R2Fe14B, что, следовательно, может привести к ухудшению полученных в результате магнитных свойств.
Согласно экспериментальным результатам, полученным авторами настоящего изобретения, в более предпочтительном варианте скорость перемещения поверхности валка составляет от 5 м/с до 30 м/с, а в еще более предпочтительном варианте - от 5 м/с до 20 м/с.
В том случае, когда материал сплава с химическим составом титаносодержащего нанокомпозитного магнитного порошка, являющийся компонентом состава из настоящего изобретения, быстро охлаждают и отверждают, то полученный в результате этого быстроотвержденный сплав имеет либо структуру, в которой почти не образуется фаза альфа-железа (α -Fe) с чрезмерно большим размером зерен, а вместо нее происходит образование микрокристаллической фазы соединения R2Fe14B, либо структуру, в которой микрокристаллическая фаза соединения R2Fe14B сосуществует вместе с аморфной фазой. Следовательно, если этот быстроотвержденный сплав подвергают термообработке, то получают высокоэффективный нанокомпозитный магнит, в котором магнитно-мягкие фазы, например фазы боридов на основе железа, мелкодисперсно или равномерно распределены по границам зерен между магнитно-твердыми фазами. Используемый здесь термин "аморфная фаза" означает не только фазу, в которой атомы расположены достаточно неупорядоченным образом, но также и фазу, содержащую зародыши для кристаллизации, представляющие собой чрезвычайно малые кристаллические области (размер которых составляет несколько нанометров или менее) и/или группы (кластеры) атомов. В частности, используемый здесь термин "аморфная фаза" означает любую фазу, кристаллическая структура которой не может быть определена способом рентгенодифракционного анализа или способом наблюдения через просвечивающий электронный микроскоп (ТЕМ).
В известном уровне техники, даже в случае попытки получения быстроотвержденного сплава, содержащего фазу соединения R2Fe14B в количестве 60 об.% или более, посредством быстрого охлаждения жидкого сплава, который аналогичен по химическому составу титаносодержащему нанокомпозитному магнитному порошку, являющемуся компонентом состава из настоящего изобретения, но не содержит титан (Ti), полученный в результате этого сплав будет иметь структуру, в которой содержится большое количество фазы α -Fe, выросшей в виде крупных зерен. Следовательно, после нагрева сплава и его кристаллизации происходит чрезмерное увеличение размера зерен фазы α -Fe. Поскольку имеет место слишком сильный рост магнитно-мягких фаз, например фазы α -Fe, то происходит значительное ухудшение магнитных свойств сплава, что фактически не позволяет создать из такого сплава высококачественный магнит на связке.
В частности, в том случае, когда материал сплава имеет относительно высокое процентное содержание бора (В), подобно титаносодержащему нанокомпозитному магнитному порошку, являющемуся компонентом состава из настоящего изобретения, его изготовление в соответствии с обычным способом не может обеспечить столь же легкое получение кристаллических фаз даже при низкой скорости охлаждения жидкого сплава. Это обусловлено тем, что обогащенный бором жидкий сплав очень охотно образует аморфную фазу. Поэтому в известном уровне техники, даже в случае попытки получения быстроотвержденного сплава, содержащего 60 об.% или более фазы соединения R2Fe14B, путем уменьшения в достаточной мере скорости охлаждения расплава, происходит выделение не только фазы соединения R2Fe14B, но также и большого количества фазы α -Fe или ее предшественника. Следовательно, в результате нагрева этого сплава и последующей кристаллизации происходит дальнейший рост фазы α -Fe, что приводит к значительному ухудшению магнитных свойств сплава.
Таким образом, было широко распространено мнение, что лучшим способом увеличения коэрцитивности материала сплава для нанокомпозитного магнитного порошка является повышение скорости охлаждения расплава для того, чтобы сперва перевести большую часть быстроотвержденного сплава в аморфное состояние, а затем создать очень мелкозернистую и однородную структуру путем нагрева и кристаллизации аморфных фаз. Это обусловлено тем, что в обычных способах считалось само собой разумеющимся, что не существует никакого иного альтернативного способа получения нанокомпозитного магнита, имеющего структуру сплава, в котором рассредоточены кристаллические фазы очень малого размера, за исключением способа кристаллизации аморфных фаз посредством легко управляемого процесса термообработки.
Исходя из этого широко распространенного мнения, в статье W. С. Chan et al., "The Effects of Refractory Metals on the Magnetic Properties of α -Fe/R2Fe14B-type Nanocomposites", IEEE Trans. Magn. No. 5, INTERMAG. 99, Kyongiu, Korea, pp. 3265-3267, 1999, сообщалось о способе получения фаз Nd2Fe14B и α -Fe с размером зерен порядка нескольких десятков нанометров. Согласно способу Чана (W. С. Chan), к материалу сплава был добавлен лантан (La), который способствовал получению аморфных фаз. Затем материал сплава был подвергнут резкому охлаждению с получением быстроотвержденного сплава, состоящего, в основном, из аморфных фаз. А после этого был осуществлен нагрев сплава и его кристаллизация. В этой статье также изложено, что добавление очень малого количества (например, 2 ат.%) химического элемента, представляющего собой тугоплавкий металл, например титан (Ti), приводит к улучшению магнитных свойств, и что предпочтительное увеличение молярной доли неодима (Nd), представляющего собой редкоземельный элемент, с 9,5 ат.% до 11,0 ат.% обеспечивает уменьшение размера зерен фаз Nd2Fe14B и α -Fe. Тугоплавкий металл добавляют для предотвращения образования таких боридов, как, например, R2Fe23В3 и Fе3В, и для изготовления сплава для магнитного порошка, по существу состоящего только из фазы Nd2Fe14B и фазы α -Fe.
В отличие от этого варианта, в титаносодержащем нанокомпозитном магнитном порошке, являющемся компонентом состава из настоящего изобретения, добавление титана (Ti) сводит к минимуму образование зародышей фазы α -Fe во время процесса быстрого отверждения. Кроме того, добавление титана (Ti) также приводит к образованию магнитно-мягких фаз, например боридов на основе железа, тем не менее обеспечивая минимальный рост их зерен во время процесса термообработки с целью кристаллизации. В результате, может быть получен магнитный порошок, обладающий превосходными магнитными свойствами.
То есть, даже несмотря на то, что материал сплава имеет относительно низкое процентное содержание редкоземельного элемента (то есть 9 ат.% или менее), может быть получен магнитный порошок, обладающий высокой намагниченностью (или остаточной намагниченностью) и коэрцитивностью, а также имеющий превосходную прямоугольность петли кривой его размагничивания.
Как описано выше, повышение коэрцитивности материала сплава, из которого получают титаносодержащий нанокомпозитный магнитный порошок, обеспечивается за счет более быстрого и более раннего образования зародышей и роста кристаллов фазы Nd2Fe14B во время операции охлаждения, что приводит к увеличению объемного процентного содержания фазы Nd2Fe14B, и, помимо этого, за счет сведения к минимуму укрупнения зерен магнитно-мягких фаз. К тому же, возрастает его намагниченность, поскольку добавленный титан (Ti) может приводить к образованию фазы борида (например, ферромагнитных боридов на основе железа) из обогащенных бором (В) немагнитных аморфных фаз, содержащихся в быстроотвержденном сплаве, и может приводить к увеличению объемного процентного содержания ферромагнитных фаз в сплаве, подвергнутом нагреву, и кристаллизации.
Полученный таким способом материал сплава по мере необходимости предпочтительно подвергают нагреву и кристаллизации для образования структуры, содержащей три или более кристаллические фазы, в том числе фазы соединения R2Fe14B борида и α -Fe. Термообработку предпочтительно производят путем регулировки температуры и продолжительности обработки таким образом, чтобы средний размер кристаллических зерен фазы соединения R2Fe14B составлял от 10 нм до 200 нм, а средний размер кристаллических зерен фаз борида и α -Fe составлял от 1 нм до 100 нм. Средний размер кристаллических зерен фазы соединения R2Fe14B обычно равен 30 нм или более, но также может быть равен 50 нм или более, что зависит от условий термообработки. С другой стороны, средний размер кристаллических зерен магнитно-мягких фаз, таких как фазы борида и α -Fe, часто не превышает 30 нм, и обычно его максимальное значение равно нескольким нанометрам.
В материале сплава, из которого получают титаносодержащий нанокомпозитный магнитный порошок, фаза соединения R2Fe14B (магнитно-твердая фаза) имеет больший средний размер кристаллических зерен (кристаллитов), чем магнитно-мягкие фазы, такие как фазы α -Fe и борида на основе железа. На Фиг.3 схематично показана металлическая структура материала этого сплава. Как показано на Фиг.3, вдоль границ зерен относительно большой фазы соединения R2Fe14B равномерно расположены мелкодисперсные магнитно-мягкие фазы. Даже несмотря на то, что кристаллические зерна фазы соединения R2Fe14B имеют относительно большой средний размер, магнитно-мягкие фазы имеют достаточно малый средний размер кристаллических зерен, поскольку был обеспечен минимальный рост этих кристаллитов. Следовательно, эти образующие сплав фазы связаны между собой за счет магнитной связи, обусловленной обменными взаимодействиями, и направления намагниченности магнитно-мягких фаз ограничены магнитно-твердой фазой. Следовательно, сплав в целом обладает превосходной прямоугольностью петли кривой его размагничивания.
В вышеописанном процессе легко происходит образование боридов. Как полагают, это обусловлено следующей причиной. При отверждении сплава, состоящего в основном из фазы соединения R2Fe14B, аморфные фазы, существующие в таком быстроотвержденном сплаве, должны содержать чрезмерное количество бора. Следовательно, при нагреве и кристаллизации сплава этот бор легко соединяется с другими химическими элементами, что приводит к образованию многочисленных зародышей и росту кристаллов. Однако, если этот бор (В) при соединении с другими элементами образует соединения, обладающие низкой намагниченностью, то это приводит к уменьшению намагниченности сплава в целом.
Авторами настоящего изобретения было установлено и экспериментально подтверждено, что уменьшение намагниченности не происходило, а даже имело место ее увеличение, только в случае добавления титана (Ti), в отличие от вариантов с добавлением любого другого элемента - металла, например ванадия (V), хрома (Сr), марганца (Мn), ниобия (Nb) или молибдена (Мо). К тому же, добавление присадки М (в частности, титана) приводит к намного большему улучшению прямоугольности петли размагничивания, чем добавление любого из вышеуказанных химических элементов. Следовательно, авторы настоящего изобретения полагают, что титан (Ti) играет основную роль в уменьшении образования боридов с низкой намагниченностью. В частности, в том случае, когда материал сплава, используемого для приготовления титаносодержащего нанокомпозитного магнитного порошка, имеет относительно малое содержание бора (В) и титана (Ti), то при термообработке сплава легко происходит рост фаз боридов на основе железа, обладающих ферромагнитными свойствами. В этом случае происходит поглощение бора (В), содержащегося в немагнитных аморфных фазах, боридами на основе железа. В результате происходит уменьшение объемного процентного содержания немагнитных аморфных фаз, остающихся даже в сплаве, подвергнутом нагреву и кристаллизации, а вместо этого возрастает объемное процентное содержание кристаллической ферромагнитной фазы, что приводит к увеличению остаточной намагниченности Вr.
Ниже приведено более подробное описание этого вопроса со ссылкой на Фиг.4.
На Фиг.4 схематично изображено то, каким образом происходит изменение микроструктуры быстроотвержденных сплавов во время процесса их кристаллизации в варианте с добавлением титана (Ti) и в вариантах с добавлением ниобия (Nb) или иного химического элемента - металла вместо титана (Ti). В случае добавления титана (Ti) рост зерен соответствующих составляющих сплав фаз сведен к минимуму даже в диапазоне температур, превышающих температуру, при которой происходит быстрый рост фазы α -Fe. В результате может быть обеспечено сохранение превосходных магнитно-твердых свойств. В отличие от этого варианта в случае добавления любых других химических элементов металлов (например, Nb, V, Сr и т.д.) происходит сильный рост зерен соответствующих образующих сплав фаз, и в диапазоне относительно высоких температур, в котором наблюдается быстрый рост фазы α -Fe, происходит ослабление обменных взаимодействий между этими фазами. В результате, полученные кривые размагничивания имеют более низкую прямоугольность петли.
Сначала будет приведено описание варианта, в котором осуществляют добавление Nb, Мо или W. В этом варианте хорошие магнитно-твердые свойства, в том числе прекрасная прямоугольность петли кривой размагничивания, могут быть достигнуты в том случае, если термообработку сплава осуществляют в диапазоне относительно низких температур, в котором не происходит кристаллизация фазы α -Fe. Однако в сплаве, подвергнутом термообработке при такой низкой температуре, микрокристаллические фазы R2Fe14B оказываются диспергированными в немагнитных аморфных фазах, и сплав не имеет структуры нанокомпозитного магнита и не обладает высокой намагниченностью. К тому же, если сплав подвергнут термообработке при более высокой температуре, то это приводит к образованию зародышей и росту кристаллов фазы α -Fe из аморфных фаз. В отличие от варианта с добавлением титана (Ti) происходит быстрый рост фазы α -Fe и чрезмерное увеличение размера ее зерен. В результате происходит ослабление обменных взаимодействий между фазами, образующими сплав, и значительное ухудшение прямоугольности петли кривой размагничивания.
С другой стороны, в варианте с добавлением титана (Ti) путем термообработки сплава может быть получена нанокомпозитная структура, содержащая микрокристаллическую фазу R2Fe14В, фазу борида на основе железа, фазу α -Fe и аморфные фазы, в которой имеет место мелкодисперсное и равномерное распределение соответствующих фаз, образующих сплав. К тому же, добавление титана (Ti) сводит к минимуму рост зерен фазы α -Fe.
В случае добавления V или Сr любой из этих добавленных элементов - металлов антиферромагнитно взаимодействует с Fe, образуя твердый раствор, что приводит к значительному уменьшению намагниченности. Добавление V или Сr также не может в достаточной степени уменьшить рост зерен, вызванный термообработкой, и приводит к ухудшению прямоугольности петли кривой размагничивания.
Следовательно, только в случае добавления титана (Ti) может быть надлежащим образом сведен к минимуму рост зерен фазы α -Fe и могут быть получены бориды на основе железа, обладающие ферромагнитными свойствами. Кроме того, титан (Ti), так же как бор (В) и углерод (С), играет важную роль в качестве элемента, задерживающего кристаллизацию первичных кристаллов железа (то есть гамма-железа Y-Fe, которое преобразуется в α -Fe) при операции резкого охлаждения расплава, и тем самым способствует получению переохлажденной жидкости. Следовательно, даже при быстром охлаждении и затвердевании жидкого сплава при относительно низкой скорости охлаждения, составляющей приблизительно от 102 ° С/с до приблизительно 105 ° С/с, может быть получен быстроотвержденный сплав, в котором содержание кристаллизовавшейся фазы α -Fe не слишком велико, а микрокристаллическая фаза R2Fe14B и аморфные фазы сосуществуют вместе. Это способствует существенному сокращению себестоимости, поскольку это означает, что из различных способов резкого охлаждения расплава может быть выбран способ ленточного литья, являющийся особенно целесообразным для массового производства.
Способ ленточного литья представляет собой высокопроизводительный и рентабельный способ получения материала сплава путем быстрого охлаждения жидкого сплава. Это обусловлено тем, что в способе ленточного литья отсутствует необходимость регулирования расхода расплава с использованием форсунки или отверстия, при этом расплав можно наливать на охлаждающий валок непосредственно из разливочного устройства. Для приведения жидкого сплава редкоземельный элемент-железо-бор (R-Fe-B) в аморфное состояние в интервале скоростей охлаждения, достижимом даже посредством способа ленточного литья, обычно необходимо добавление бора (В) в количестве, составляющем 10 ат.% или более. Однако в известном уровне техники в случае добавления такого количества бора (В) происходит преимущественный рост не только немагнитных аморфных фаз, но также и фазы α -Fe и/или магнитно-мягкой фазы Nd2Fe23B до зерен чрезмерно большого размера при термообработке и кристаллизации быстроотвержденного сплава. Следовательно, однородная микрокристаллическая структура не может быть получена. В результате, это приводит к снижению объемного процентного содержания ферромагнитных фаз, к уменьшению намагниченности, а также к снижению объемного процентного содержания фазы Nd2Fe14B. Следовательно, происходит заметное уменьшение коэрцитивности. Однако, как описано выше, добавление титана (Ti) сводит к минимуму чрезмерный рост зерен фазы α -Fe. В результате, возрастание намагниченности является большим, чем ожидаемое.
Следует отметить, что быстроотвержденный сплав, содержащий большой объемный процент фазы Nd2Fe14B, может иметь улучшенные магнитные свойства по сравнению с быстроотвержденным сплавом, имеющим большой объемный процент аморфных фаз. Следовательно, объемный процент содержания фазы Nd2Fe14B по отношению к общему объему быстроотвержденного сплава предпочтительно составляет 50 об.% или более, в частности 60 об.% или более, причем это значение было получено способом мессбауэровской спектроскопии.
Ниже приведено более подробное описание варианта осуществления изобретения, в котором для приготовления сплава титаносодержащего нанокомпозитного магнитного порошка согласно настоящему изобретению применяют способ спинингования или способ ленточного литья (представляющий собой один из способов с использованием валков).
Устройство для резкого охлаждения расплава
В этом варианте осуществления изобретения материал сплава получают с использованием устройства для резкого охлаждения расплава, показанного на Фиг.5А и Фиг 5Б. Операцию приготовления сплава выполняют в инертной атмосфере для предотвращения окисления материала сплава, содержащего редкоземельный элемент R и железо (Fe), которые легко подвергаются окислению. Инертный газ может представлять собой либо благородный газ, например гелий или аргон, либо азот. Благородный газ, т.е. гелий или аргон, является более предпочтительным, чем азот, поскольку азот относительно легко вступает в реакцию с редкоземельным элементом R.
Устройство, показанное на Фиг.5А, содержит камеры 1 и 2 соответственно для плавления и резкого охлаждения материала сплава, в которых поддерживают вакуум или инертную атмосферу при регулируемом давлении. В частности, на Фиг.5А показана конструкция всего устройства целиком, а на Фиг.5Б показана часть устройства в увеличенном масштабе.
Как показано на Фиг.5А, плавильная камера 1 содержит плавильный тигель 3, посредством которого обеспечивают плавление при повышенной температуре шихты 20, смешанной таким образом, чтобы магнитный сплав имел желательный химический состав; резервуар 4, снабженный разливочной горловиной 5, расположенной на его дне; и устройство 8 загрузки шихты, осуществляющее подачу шихты в плавильный тигель 3 и одновременно обеспечивающее сохранение герметичности. Резервуар 4 заполнен расплавом 21 материала сплава и снабжен нагревателем (на чертеже не показан) для поддержания заранее заданной температуры выливаемого из него расплава.
Камера 2 резкого охлаждения содержит вращающийся охлаждающий валок 1, посредством которого обеспечивают быстрое охлаждение и отверждение расплава 21, вытекшего через разливочную горловину 5.
В этом устройстве газовая среда и давление в плавильной камере 1 и в камере 2 резкого охлаждения регулируются в заданных пределах. Для этого в соответствующих местах устройства для газовой среды предусмотрены впускные отверстия 16, 26 и 86 и выпускные отверстия 1а, 2а и 8а. В частности, выпускное отверстие 2а для выхода газа соединено с насосом, посредством которого обеспечивают регулировку абсолютного давления внутри камеры 2 резкого охлаждения в интервале от 30 кПа до нормального давления (то есть атмосферного давления).
Для того чтобы налить расплав 21 через литниковую воронку 6 в резервуар 4, может быть задан желательный угол наклона плавильного тигля 3. Нагрев расплава 21 в резервуаре 4 осуществляют посредством нагревателя (на чертеже не показан).
В разделительной стенке между плавильной камерой 1 и камерой 2 резкого охлаждения расположена разливочная горловина 5 резервуара 4, через которую расплав 21, содержащийся в резервуаре 4, вытекает на поверхность охлаждающего валка 1, расположенного под горловиной 5. Отверстие разливочной горловины 5 может иметь диаметр, например, от 0,5 мм до 2,0 мм. Если расплав 21 имеет высокую вязкость, то расплав 21 не может свободно протекать через разливочную горловину 5. Однако в этом варианте осуществления изобретения давление в камере 2 резкого охлаждения поддерживают более низким, чем давление в плавильной камере 1. Следовательно, между плавильной камерой 1 и камерой 2 создается соответствующий перепад давления, обеспечивающий возможность беспрепятственного вытекания расплава 21.
Для обеспечения хорошей теплопроводности охлаждающий валок 7 может быть выполнен из алюминиевого сплава, медного сплава, углеродистой стали, латуни, вольфрама (W), молибдена (Мо) или бронзы. Однако в предпочтительном варианте валок 7 выполнен из меди, железа или сплава, содержащего медь или железо, поскольку такой материал обеспечивает достаточную механическую прочность при приемлемой стоимости. К тому же, если охлаждающий валок выполнен из иного материала, чем медь или железо, то полученный быстроотвержденный сплав не способен легко отделяться от охлаждающего валка, поэтому может происходить его наматывание на валок. Охлаждающий валок 7 может иметь диаметр, например, от 300 мм до 500 мм. Вычисление и регулировку охлаждающей способности водяного охлаждения, которым снабжен охлаждающий валок 7 и которое расположено внутри охлаждающего валка, осуществляют исходя из величины скрытой теплоты отверждения и объема расплава, разливаемого в единицу времени.
Устройство, показанное на Фиг.5А и Фиг.5Б, может обеспечить быстрое отверждение, например, 10 кг материала сплава за 10-20 минут. Полученный таким способом быстроотвержденный сплав имеет форму тонкой полосы 22 сплава (или узкой ленты) с толщиной, например, от 10 мкм до 300 мкм и шириной от 2 мм до 3 мм.
При этой технологической операции толщину сплава в виде тонкой полосы или ленты регулируют таким образом, чтобы она составляла от 60 мкм до 300 мкм. Затем при необходимости быстроотвержденый сплав подвергают термообработке и обеспечивают его кристаллизацию, после чего этот сплав измельчают в порошок, в результате чего получают порошок, содержащий по меньшей мере 70 мас.% частиц с отношением ширины к их длине (то есть, отношение их размера вдоль малой оси к размеру вдоль большой оси) от 0,3 до 1,0 и по меньшей мере 10 мас.% частиц, размер которых не превышает 53 мкм, по отношению к общей массе всех частиц порошка. Путем регулировки толщины сплава в виде тонкой ленты и измельчения его в порошок подобным способом может быть получен порошок, почти все частицы которого имеют отношение ширины к длине в диапазоне от 0,3 до 1,0. Следует отметить, что измерение размера частиц было осуществлено здесь путем сортировки порошка по крупности частиц с использованием стандартных сит в соответствии с промышленным стандартом Японии (JIS) Z8801.
Процесс резкого охлаждения расплава
Сначала осуществляют приготовление расплава 21 из шихты сплава, представленной указанной выше общей формулой, и накапливают его в резервуаре 4 плавильной камеры 1, показанном на Фиг.5А. Затем расплав 21 вытекает через разливочную горловину 5 на валок 7 с водяным охлаждением, входя в соприкосновение с ним, при этом охлаждающий валок 7 обеспечивает быстрое охлаждение и затвердевание расплава в атмосфере аргона при пониженном давлении. В этом случае следует использовать надлежащий способ быстрого отверждения, реализуемый за счет точной регулировки скорости охлаждения.
В данном предпочтительном варианте осуществления настоящего изобретения скорость охлаждения и затвердевания расплава 21 поддерживают в диапазоне от 1× 102 ° С/с до 1× 108 °С/с, а в наиболее предпочтительном варианте - от 1× 104 °С/с до 1× 106 ° С/с.
Период времени, в течение которого осуществляют резкое охлаждение расплава 21 посредством охлаждающего валка 7, эквивалентен промежутку времени между тем моментом времени, в который сплав соприкасается с внешней окружностью вращающегося охлаждающего валка 7, и тем моментом времени, в который сплав отделяется от валка 7. В течение этого периода времени уменьшение температуры сплава происходит таким образом, что этот сплав представляет собой переохлажденную жидкость. После этого переохлажденный сплав покидает охлаждающий валок 7 и перемещается в атмосфере инертного газа. Во время перемещения сплава в виде тонкой ленты происходит рассеяние теплоты этого сплава в окружающий газ. В результате этого происходит дополнительное понижение температуры сплава. В этом варианте осуществления изобретения давление газа окружающей среды составляет от 30 кПа до атмосферного давления. Следовательно, может быть обеспечено еще более эффективное рассеяние теплоты сплава в окружающий газ, а также равномерное образование зародышей и рост мелкодисперсных кристаллов соединения Nd2Fe14B в сплаве. Следует отметить, что если в материал сплава не добавлено надлежащее количество элемента М, например титана (Ti), то образование зародышей и рост кристаллов фазы α -Fe в быстроотвержденном сплаве происходит раньше и быстрее, что приводит к ухудшению полученных в результате этого магнитных свойств.
В этом варианте осуществления изобретения обеспечивают регулировку скорости перемещения поверхности валка таким образом, чтобы ее значение не выходило за пределы интервала от 2 м/с до 30 м/с, а давление газовой среды задают равным 30 кПа или более высоким для усиления эффекта вторичного охлаждения за счет такой газовой среды. Таким способом обеспечивают приготовление быстроотвержденного сплава, содержащего по меньшей мере 60 об.% фазы соединения R2Fe14B, средний размер кристаллических зерен которой составляет всего лишь около 80 нм или менее.
В качестве примера способа резкого охлаждения расплава, посредством которого изготавливают титаносодержащий нанокомпозитный магнитный порошок, предназначенный для использования в составе из настоящего изобретения, может быть выбран способ спинингования, в котором регулировку расхода жидкого сплава, подаваемого на поверхность охлаждающего валка, осуществляют посредством форсунки или отверстия. В альтернативном варианте также может быть использован способ ленточного литья без применения форсунки или отверстия, либо любой иной способ. К тому же, вместо вышеописанного одновалкового способа может быть применен двухвалковый способ, в котором используют пару охлаждающих валков.
Из этих способов быстрого охлаждения способ ленточного литья обеспечивает относительно низкую скорость охлаждения, а именно от 102 °C/c до 105 ° C/c. В этом варианте осуществления изобретения быстроотвержденный сплав, большая часть которого имеет структуру, не содержащую каких-либо первичных кристаллов железа, может быть получен даже способом ленточного литья за счет добавления надлежащего количества титана (Ti) к материалу сплава. Себестоимость процесса производства при использовании способа ленточного литья является приблизительно вдвое или в большее количество раз меньшей, чем при использовании любого другого способа резкого охлаждения расплава. Следовательно, способ ленточного литья является намного более эффективным для изготовления большого количества быстроотвержденного сплава, чем способ спинингования из расплава, и, соответственно, является наиболее целесообразным для массового производства. Однако в том случае, если к материалу сплава не добавлен элемент М, или если к нему вместо титана добавлен Сr, V, Мn, Мо, Та и/или W, то это приводит к образованию металлической структуры, содержащей много первичных кристаллов железа даже в том случае, когда быстроотвержденный сплав получен способом ленточного литья. Следовательно, желательная металлическая структура не может быть получена.
К тому же, при использовании способа спинингования из расплава или способа ленточного литья регулировку толщины полученного сплава осуществляют путем регулировки скорости перемещения поверхности валка. В том случае, если сплав толщиной от 60 мкм до 300 мкм (обычно в форме тонкой ленты) получают путем регулировки скорости перемещения поверхности валка, то этот сплав имеет вышеописанную нанокристаллическую структуру и может быть легко разделен на частицы порошка, имеющие различную ориентацию, способом измельчения. В результате могут быть легко получены частицы порошка изометрической формы (то есть имеющие близкое к единице отношение ширины к длине). То есть полученные частицы порошка не будут иметь форму, удлиненную в каком-либо конкретном направлении, а будут иметь изометрическую (или квазисферическую) форму.
С другой стороны, если сплав выполнен имеющим толщину менее 60 мкм за счет увеличения скорости перемещения поверхности валка, то существует тенденция, заключающаяся в том, что происходит ориентирование металлической структуры сплава перпендикулярно поверхности контакта с валком, как и в обычном магните, полученном способом быстрого отверждения. В этом случае при измельчении сплава он легко разделяется вдоль этого направления, и существует высокая вероятность того, что частицы порошка, полученные путем измельчения, будут иметь удлиненную форму в направлении, параллельном поверхности сплава. В результате часто получают частицы порошка, отношение ширины которых к их длине составляет менее 0,3.
На Фиг.6А схематично показан сплав 10, еще не подвергнутый процессу измельчения, и частицы 11 порошка, полученные в процессе измельчения, используемом в способе изготовления магнитного порошка согласно данному варианту осуществления изобретения. С другой стороны, на Фиг.6Б схематично показана тонкая лента 12 сплава, еще не подвергнутая процессу измельчения, и частицы 13 порошка, полученные в процессе измельчения обычного магнитного порошка, полученного способом быстрого отверждения.
Как показано на Фиг.6А, в этом варианте осуществления изобретения сплав 10, еще не подвергнутый процессу измельчения, состоит из изометрических кристаллов с зернами кристаллов малого размера, и существует высокая вероятность того, что его разделение происходит по случайным направлениям, что облегчает получение изометрических частиц 11 порошка. С другой стороны, как показано на Фиг.6Б, существует высокая вероятность того, что раскол обычного быстроотвержденного сплава произойдет, по существу, перпендикулярно поверхности тонкой ленты из такого сплава, что приводит к получению плоских и удлиненных частиц 13.
Таким образом, путем регулировки скорости перемещения поверхности валка в интервале от 2 м/с до 20 м/с (в более предпочтительном варианте - от 5 м/с до 17 м/с, а в наиболее предпочтительном варианте - от 8 м/с до 15 м/с) и регулировки толщины сплава в форме тонкой ленты в интервале от 60 мкм до 300 мкм, может быть получен порошок с отношением ширины частиц к длине по меньшей мере 0,3 (в предпочтительном варианте - от 0,4 до 1,0), обладающий превосходными магнитными свойствами.
Термообработка
В этом варианте осуществления изобретения термообработку быстроотвержденного сплава выполняют в атмосфере аргона. В предпочтительном варианте сплав нагревают со скоростью роста температуры от 0,08°С/с до 20°С/с, выдерживают при температуре от 550°С до 850°С в течение промежутка времени от 30 секунд до 20 минут, а затем охлаждают до комнатной температуры. Эта операция термообработки обеспечивает образование зародышей и/или рост кристаллов метастабильных фаз в оставшейся аморфной фазе и, следовательно, формирование нанокомпозитной микрокристаллической структуры. Согласно этому варианту осуществления изобретения непосредственно после процесса отливки в начальной стадии термообработки микрокристаллическая фаза Nd2Fe14B уже занимает по меньшей мере 60 об.%. Следовательно, чрезмерное увеличение размера фазы α -Fe и других кристаллических фаз не происходит, а имеет место мелкодисперсное и равномерное распределение других соответствующих составляющих сплав фаз, отличных от микрокристаллической фазы Nd2Fe14B (то есть магнитно-мягких фаз).
Если температура термообработки является более низкой, чем 550°С, то даже после термообработки может остаться много аморфных фаз, в результате чего не может быть достигнут желательный уровень полученной коэрцитивности, зависящий от режима быстрого охлаждения. С другой стороны, если температура термообработки превышает 850°С, то происходит слишком сильный рост зерен соответствующих фаз, из которых состоит сплав, что приводит к уменьшению остаточной намагниченности Вr и к ухудшению прямоугольности петли кривой размагничивания. Поэтому в предпочтительном варианте обеспечивают температуру термообработки от 550°С до 850°С, а в более предпочтительно - от 570°С до 820°С.
В этом варианте осуществления изобретения за счет наличия газовой среды происходит вторичное охлаждение, обеспечивающее мелкодисперсную и равномерную кристаллизацию достаточного количества фазы соединения Nd2Fe14B в быстроотвержденном сплаве. Следовательно, сам быстроотвержденный сплав может обладать достаточно хорошими магнитными свойствами даже в том случае, если быстроотвержденный сплав не был подвергнут термообработке для обеспечения его кристаллизации. То есть операция термообработки для кристаллизации не является обязательной. Однако в предпочтительном варианте операцию термообработки выполняют для дополнительного улучшения магнитных свойств. Кроме того, даже несмотря на то, что термообработку выполняют при более низких значениях температуры, чем в обычном процессе, она все же обеспечивает достаточное улучшение магнитных свойств.
В предпочтительном варианте операцию термообработки проводят в атмосфере инертного газа для предотвращения окисления сплава. Термообработка может быть также проведена в вакууме при давлении 0,1 кПа или менее.
Следует отметить, что добавление углерода к материалу сплава обеспечивает дополнительное повышение стойкости магнитного порошка к окислению. В том случае, если к материалу сплава добавлено достаточное количество углерода (С), то термообработка быстроотвержденного сплава может быть осуществлена в среде воздуха.
Быстроотвержденный сплав, который еще не был подвергнут термообработке, может содержать, помимо фазы соединения R2Fe14B и аморфных фаз, метастабильные фазы, например фазы Fе3В, Fe23В6 и R2Fe23В3. В этом случае после завершения термообработки фаза R2Fe23В3 исчезает, что обусловлено действием добавленного титана (Ti). Вместо нее может произойти рост кристаллических зерен фазы α -Fe или боридов на основе железа (например, Fe23В6), обладающих намагниченностью насыщения, равной или даже превышающей намагниченность насыщения фазы R2Fe14B.
Даже несмотря на то, что титаносодержащий нанокомпозитный магнитный порошок, являющийся компонентом состава из настоящего изобретения, содержит магнитно-мягкие фазы, например фазу α -Fe, рост зерен магнитно-мягких фаз в нем сведен к минимуму за счет добавленного титана (Ti), и магнит имеет желательную нанокристаллическую структуру. Следовательно, магнитно-мягкие и магнитно-твердые фазы магнитно связаны между собой за счет обменных взаимодействий, и этот магнитный порошок обладает превосходными магнитными свойствами.
После термообработки средний размер кристаллических зерен фазы соединения R2Fe14B не должен превышать 300 нм, то есть размера одиночного магнитного домена. В предпочтительном варианте средний размер кристаллических зерен фазы соединения R2Fe14B составляет от 10 нм до 200 нм, в более предпочтительном варианте - от 20 нм до 150 нм, а в наиболее предпочтительном варианте - от 20 нм до 100 нм. С другой стороны, если средний размер кристаллических зерен фаз боридов и фазы α -Fe превышает 100 нм, то происходит ослабление обменных взаимодействий между соответствующими фазами, из которых состоит сплав, что приводит к ухудшению прямоугольности петли кривой размагничивания и к уменьшению (ВН)max. Однако, если средний размер кристаллических зерен этих фаз является меньшим, чем 1 нм, то не может быть достигнута высокая коэрцитивность. С учетом этих соображений, в предпочтительном варианте средний размер кристаллических зерен магнитно-мягких фаз, таких как фаза борида и фаза α -Fe, составляет от 1 нм до 100 нм, в более предпочтительном варианте - 50 нм или менее, а в наиболее предпочтительном варианте - 30 нм или менее.
Следует отметить, что перед выполнением термообработки быстроотвержденный сплав в форме тонкой ленты может быть разрезан на крупные куски или подвергнут грубому измельчению. По завершении термообработки полученный в результате этого грубо измельченный порошок сплава (или тонкую ленту сплава) подвергают дополнительному измельчению для получения магнитного порошка. Таким способом может быть изготовлен титаносодержащий нанокомпозитный магнитный порошок.
Способ измельчения
Для получения состава для редкоземельного магнита на связке согласно настоящему изобретению в предпочтительном варианте используют порошок сплава редкоземельных элементов, максимальный размер частиц которого не превышает 500 мкм, а в более предпочтительном варианте не превышает 300 мкм. В предпочтительном варианте средний размер частиц спрессованного порошка составляет от 50 мкм до 200 мкм, а в более предпочтительном варианте - от 100 мкм до 150 мкм.
Отношение ширины частиц магнитного порошка к их длине влияет на текучесть состава. Отношение ширины частиц титаносодержащего нанокомпозитного магнитного порошка, содержание которого в составе из настоящего изобретения составляет 2 мас.% или более, к их длине находится в интервале от 0,3 до 1,0. Разумеется, этот магнитный порошок можно смешивать с другим титаносодержащим нанокомпозитным магнитным порошком, отношение ширины частиц которого к их длине является меньшим, чем 0/3. Для получения состава, обладающего еще лучшей текучестью, предпочтительно по меньшей мере 70% магнитного порошка имеет отношение ширины частиц к их длине от 0,3 до 1,0. В наиболее предпочтительном варианте состав должен быть приготовлен из магнитного порошка, в котором количество титаносодержащего нанокомпозитного магнитного порошка с отношением ширины частиц к длине от 0,3 до 1,0 равно 70 мас.% или более. Разумеется, этот магнитный порошок можно смешивать с другим магнитным порошком, например с порошком типа MQ, отношение ширины частиц которого к их длине является меньшим чем 0,3.
Титаносодержащий нанокомпозитный магнитный порошок, частицы которого имеют вышеуказанное отношение ширины к длине, может быть получен путем измельчения сплава в форме тонкой ленты толщиной от 60 мкм до 300 мкм посредством дисковой мельницы штыревого типа, подобной той, которая показана, например, на Фиг.7А. На Фиг.7А на виде в разрезе показан примерный вариант мельницы штыревого типа, используемой в данном варианте осуществления изобретения. Эта мельница 40 штыревого типа представляет собой дисковую мельницу штыревого типа. Мельница 40 содержит два диска 42а и 42б, которые направлены навстречу друг другу рабочими сторонами. На одной из сторон каждого из этих дисков 42а и 42б находится множество штырей 41, которые расположены таким образом, чтобы они не сталкивались друг с другом при вращении. По меньшей мере один из этих дисков 42а и 42б вращается с высокой скоростью. В примере, показанном на Фиг.7А, диск 42а вращается на валу 43. На Фиг.7Б на виде спереди показан вращающийся диск 42а. На диске 42а, показанном на Фиг.7Б, штыри 41 расположены таким образом, что образуют множество концентрических окружностей. Штыри 41 на неподвижном диске 42б также имеют аналогичную концентрическую схему расположения.
Обрабатываемое изделие, измельчение которого осуществляют посредством дисковой мельницы штыревого типа, загружают через впускное отверстие 44 в пространство между двумя дисками, где оно сталкивается со штырями 41, расположенными на вращающемся диске 42а и на неподвижном диске 42б, и в результате происходит его измельчение в порошок вследствие соударения. Порошок, полученный посредством этой операции измельчения, выдувается в направлении, указанном стрелками, и затем окончательно собирается в заранее заданном месте.
В мельнице 40 штыревого типа из этого варианта осуществления изобретения диски 42а и 42б, служащие опорой для расположенных на них штырей 41, изготовлены, например, из нержавеющей стали, а штыри 41 изготовлены из сцементированного карбидного материала, например из углеродистой стали, из керамики или из спеченного карбида вольфрама (WC). Примерами других предпочтительных твердосплавных карбидных материалов являются карбид титана (TiC), карбид молибдена (МоС), карбид ниобия (NbC), карбид тантала (ТаС) и карбид хрома (Сr3С2). Каждый из этих твердосплавных карбидных материалов представляет собой спеченное изделие, полученное путем соединения порошка карбида металла из группы IVa, Va или VIa Периодической таблицы химических элементов с железом (Fe), кобальтом (Со), никелем (Ni), молибденом (Мо), медью (Сu), свинцом (Рb) или оловом (Sn) или их сплавами.
Путем выполнения этой операции измельчения посредством мельницы штыревого типа таким образом, что средний размер частиц становится равным 100 мкм или менее, может быть получен порошок, отношение ширины частиц которого к их длине составляет от 0,3 до 1,0. Также путем сортировки частиц порошка по крупности может быть получен порошок, размер частиц которого не превышает 53 мкм или не превышает 38 мкм.
Чем более мелкодисперсным является порошок, в который измельчен материал сплава, тем более близким к 1,0 становится значение отношения ширины частиц к их длине. А чем более близким к 1,0 становится значение отношения ширины к длине, тем в более значительной степени улучшается плотность заполнения. Следовательно, в предпочтительном варианте значение отношения ширины частиц порошка к их длине составляет от 0,4 до 1,0, в более предпочтительном варианте - от 0,5 до 1,0, а в наиболее предпочтительном варианте - от 0,6 до 1,0. Как описано ниже, используемый в настоящем изобретении титаносодержащий нанокомпозитный магнитный порошок обладает превосходной стойкостью к окислению. Следовательно, даже в том случае, когда порошок, имеющий высокое значение отношения ширины частиц порошка к их длине, получен путем измельчения сплава в порошок, состоящий из частиц столь небольшого размера, его магнитные свойства практически не ухудшаются, что является очень большим преимуществом.
Мельница штыревого типа, которая может быть эффективно использована в этом варианте осуществления, не ограничена вариантом дисковой мельницы штыревого типа, в которой штыри расположены на дисках. В альтернативном варианте мельница штыревого типа может также быть выполнена в виде цилиндров, снабженных штырями. Вариант с использованием мельницы штыревого типа имеет преимущество, заключающееся в том, что может быть получен порошок, гранулометрический состав которого близок к нормальному распределению, легко может быть обеспечена регулировка среднего размера частиц и может быть достигнута высокая производительность при массовом производстве.
Способ распыления
Используемый в настоящем изобретении титаносодержащий нанокомпозитный магнитный порошок может быть получен способом распыления с более низкой скоростью охлаждения, чем в способе ленточного литья (см. заявку на патент Японии № 2001-231560, поданную заявителем настоящей заявки на изобретение).
Для изготовления титаносодержащего нанокомпозитного магнитного порошка способом распыления жидкого сплава, имеющего вышеописанный состав, могут быть использованы следующие способы: способ газового распыления, способ центробежного распыления, способ с использованием вращающихся электродов, способ распыления в вакууме, способ ударного воздействия или любой иной пригодный для этого способ. При использовании способа центробежного распыления или способа с использованием вращающихся электродов предпочтительным вариантом является тот, в котором скорость охлаждения увеличивают за счет обдувания газом при высоком давлении.
Ниже, со ссылкой на Фиг.8А и Фиг.8Б, приведено описание варианта осуществления изобретения, в котором используют способ газового распыления.
На Фиг.8А показан пример конструкции системы газового распыления, предпочтительно используемой в данном варианте осуществления изобретения. Система, показанная на Фиг.8А, содержит плавильный резервуар 52, в котором осуществляют плавление сплава способом высокочастотного нагрева или способом нагрева джоулевым теплом и хранение полученного в результате этого жидкого сплава 51, и распылительную камеру 54, в которой получают магнитный порошок (или распыленный мелкодисперсный порошок) 53 способом газового распыления. В предпочтительном варианте плавильная камера, снабженная плавильным резервуаром 52, и распылительная камера 54 заполнены инертным газом (аргоном или гелием).
Дно плавильного резервуара 52 снабжено форсункой 55 для подачи расплава (имеющей диаметр сопла от 0,5 мм до 3,0 мм), при этом жидкий сплав 51 инжектируют через форсунку 55 для подачи расплава в распылительную камеру 54. Под форсункой 55 для подачи расплава расположена кольцевая газовая форсунка 56, например, подобная той, которая показана на Фиг.8Б. Охлаждающий газ под сильным давлением выпускают по направлению к центру кольца через множество отверстий, имеющихся в этой кольцевой газовой форсунке 56. В результате образуется большое количество небольших капель жидкого сплава, которые быстро охлаждаются за счет отвода теплоты окружающим газом. Затем осуществляют сбор быстро охлажденных и отвердевших капель металла в виде распыленного магнитного порошка 53 со дна системы газового распыления.
При использовании такой системы газового распыления может быть осуществлено регулирование гранулометрического состава порошка путем регулировки вязкости жидкого сплава и энергии газа в распылителе.
Следует отметить, что при быстром охлаждении и затвердевании жидкого сплава, обладающего недостаточной способностью к образованию аморфных фаз, способом газового распыления частицы порошка с аморфной или микрокристаллической структурой могут быть получены лишь в том случае, если операцию распыления выполняют в режиме, обеспечивающем образование частиц порошка, размер которых, например, не превышает 20 мкм. Это обусловлено тем, что чем меньший размер имеют полученные частицы порошка, тем большим является отношение площади поверхности соответствующих частиц к их объему и тем более сильно происходит охлаждение. Согласно известному уровню техники чем больше размер частиц, тем ниже скорость охлаждения внутренних областей частиц. В результате происходит образование кристаллической структуры с чрезмерно крупными кристаллами, и это приводит к ухудшению полученных в результате магнитных свойств. Это явление приводит, в частности, к значительному ухудшению магнитных свойств нанокомпозитного магнитного порошка.
В отличие от этого, согласно данному варианту осуществления быстрое равномерное охлаждение внутренних областей частиц порошка с достаточно высокой скоростью охлаждения может быть также обеспечено даже в случае наличия достаточно крупных частиц порошка, имеющих размер от 20 мкм до 100 мкм. Следовательно, может быть получен нанокомпозитный магнитный порошок, обладающий превосходными магнитными свойствами.
Термообработка
Предпочтительным вариантом является тот, в котором магнитный порошок, полученный посредством вышеописанной системы газового распыления, подвергают последующей термообработке в атмосфере инертного газа, например аргона (Ar). Скорость повышения температуры в процессе термообработки в предпочтительном варианте составляет от 0,08°С/с до 20°С/с. В частности, в предпочтительном варианте магнитный порошок выдерживают при температуре от 500°С до 800°С в течение промежутка времени от 30 секунд до 60 минут, а затем охлаждают до комнатной температуры. Посредством этой процедуры термообработки может быть получена практически полностью кристаллическая структура даже в том случае, если в результате операции газового распыления в частицах порошка остается некоторое количество аморфных фаз.
В предпочтительном варианте термообработку производят в среде инертного газа, например в среде аргона (Ar) или в среде азота (N2), что обеспечивает минимальное окисление сплава. В альтернативном варианте термообработка может быть также выполнена в вакууме порядка 1,3 кПа или менее.
Следует отметить, что добавление углерода к материалу сплава обеспечивает дополнительное повышение стойкости магнитного порошка к окислению. В том случае, если к материалу сплава добавлено достаточное количество углерода (С), то термообработка порошка, полученного способом распыления, может быть осуществлена в воздушной среде. К тому же, магнитный порошок из этого варианта осуществления уже имеет сферическую форму при его кристаллизации способом распыления, и после этого его не подвергают никакой операции механического измельчения. Соответственно, площадь поверхности этого магнитного порошка на единицу его массы является значительно меньшей, чем у известного порошка, полученного способом механического измельчения. Следовательно, этот магнитный порошок не подвержен быстрому окислению даже в том случае, когда его подвергают воздействию воздуха во время процесса термообработки или во время любого другого технологического процесса.
В альтернативном варианте способ быстрого охлаждения, применяемый для получения используемого в настоящем изобретении титаносодержащего нанокомпозитного магнитного порошка, может представлять собой, например, совокупность способа спинингования из расплава и вышеописанного способа газового распыления.
Почему данный химический состав является предпочтительным. Используемый в составе согласно настоящему изобретению титаносодержащий нанокомпозитный магнитный порошок имеет химический состав, выраженный общей формулой (Fel-mTm)100-x-y-zQxRyMz, где Т представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из кобальта (Со) и никеля (Ni); Q представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из бора (В) и углерода (С), и всегда содержит бор (В); R представляет собой по меньшей мере один редкоземельный элемент, по существу за исключением лантана (La) и церия (Се); М - по меньшей мере один элемент - металл, выбранный из группы, состоящей из титана (Ti), циркония (Zr) и гафния (Hf), и всегда содержит титан (Ti); а молярные доли х, у, z и m удовлетворяют соответствующим неравенствам: 10 ат.%<х≤ 20 ат.%; 6 ат.%≤ у<10 ат.%; 0,1 ат.%≤ z≤ 12 ат. % и 0≤ m≤ 0,5.
Q представляет собой либо только бор (В), либо комбинацию бора (В) и углерода (С). Содержание атомов углерода (С) в элементе Q в предпочтительном варианте не превышает 0,25.
В том случае, если молярная доля х элемента Q не превышает 10 ат.%, и если скорость быстрого охлаждения низка и находится в интервале от приблизительно 102 °C/c до приблизительно 105°С/с, то получение быстроотвержденного сплава, в котором сосуществуют кристаллическая фаза R2Fe14B и аморфная фаза, является затруднительным. В этом случае значение HcJ, равное 700 кА/м, не будет достигнуто даже при последующей термообработке быстроотвержденного сплава. Следовательно, при использовании относительно низкой скорости перемещения поверхности валка в способе спинингования из расплава или в способе ленточного литья сложно получить магнитный порошок, имеющий отношение ширины частиц к их длине в диапазоне от 0,3 до 1,0 и обладающий превосходными магнитными свойствами. Кроме того, в этом варианте не может быть применен способ ленточного литья или способ распыления даже несмотря на то, что эти процессы считают одними из наиболее рентабельных способов резкого охлаждения расплава. В результате, это приводит к непреднамеренному увеличению себестоимости магнитного порошка. С другой стороны, если молярная доля х элемента Q превышает 20 ат.%, то возрастает объемное процентное содержание аморфных фаз, остающихся даже в том сплаве, который был подвергнут нагреву и кристаллизации. Между тем, происходит уменьшение процентного содержания фазы а-Fe, обладающей более высокой намагниченностью насыщения, чем любая другая фаза, являющаяся компонентом сплава, и снижение остаточной намагниченности Вr. С учетом этих соображений молярная доля х элемента Q в предпочтительном варианте является большей, чем 10 ат.%, но не превышает 20 ат.%, в более предпочтительном варианте - является большей, чем 10 ат.%, но не превышает 17 ат.%. В наиболее предпочтительном варианте значение х является большим, чем 10 ат.%, но не превышает 14 ат.%, поскольку в этом интервале значений может происходить эффективное образование зародышей фазы борида на основе железа, и может быть обеспечено возрастание Вr. Следует отметить, что если 15 ат.%<х≤ 20ат.%, то предпочтительно выполняется следующее условие: 3,0 ат.%<z<12 ат.%.
R представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из редкоземельных элементов (в том числе Y). В предпочтительном варианте в качестве элемента R по существу не используют лантан (La) и церий (Се), поскольку наличие лантана (La) или церия (Се) снижает коэрцитивность и ухудшает прямоугольность петли кривой размагничивания. Однако наличие лантана (La) и церия (Се) в очень малом количестве (то есть 0,5 ат.% или менее), содержащихся в качестве неизбежных примесей, не приводит к ухудшению магнитных свойств.
Следовательно, термин "по существу, не используют лантан (La) и церий (Се)" или "по существу за исключением La (Се)" означает, что содержание La (Се) не превышает 0,5 ат.%.
В частности, в предпочтительном варианте R содержит празеодим (Рr) или неодим (Nd) в качестве обязательного элемента, часть которого может быть заменена диспрозием (Dy) и/или тербием (Tb). Если молярная доля у элемента R является меньшей, чем 6 ат.%, то кристаллизация фаз соединения R2Fe14B, имеющих микрокристаллическую структуру и вносящих вклад в коэрцитивность, в достаточном количестве не происходит, и значение коэрцитивности HcJ, достигающее 700 кА/м или более, не может быть получено. С другой стороны, если молярная доля у элемента R равна или превышает 10 ат.%, то происходит уменьшение процентного содержания как фаз боридов на основе железа, так и фазы α -Fe, обладающих ферромагнитными свойствами. При этом также снижается антикоррозионная стойкость магнитного порошка и его стойкость к окислению, что приводит к ослаблению полезных эффектов, достигаемых посредством настоящего изобретения. Поэтому молярная доля у редкоземельного элемента R в предпочтительном варианте составляет от 6 ат.% до менее чем 10 ат.% (например, от 6 ат.% до 9,5 ат.%), в более предпочтительном варианте - от 7 ат.% до 9,3 ат.%, а в наиболее предпочтительном варианте - от 8 ат.% до 9,0 ат.%.
Добавляемый элемент-металл М содержит титан (Ti) в качестве обязательного элемента и может дополнительно содержать цирконий (Zr) и/или гафний (Hf). Для достижения вышеописанных полезных эффектов наличие титана (Ti) является обязательным. Добавленный титан (Ti) обеспечивает увеличение коэрцитивности HcJ, остаточной намагниченности Вr и максимального энергетического произведения (ВН)max, а также улучшение прямоугольности петли кривой размагничивания.
Если молярная доля z элемента-металла М является меньшей, чем 0,1 ат.%, то полная реализация всех вышеуказанных полезных эффектов не может быть обеспечена даже при добавлении титана (Ti). Следовательно, z предпочтительно составляет по меньшей мере 0,5 ат.%. Однако если молярная доля z элемента-металла М превышает 12 ат.%, то это приводит к увеличению объемного процентного содержания аморфных фаз, остающихся даже в том сплаве, который был подвергнут нагреву и кристаллизации, и к вероятному снижению остаточной намагниченности Вr. С учетом этих соображений молярная доля z элемента-металла М предпочтительно составляет от 0,1 ат.% до 12 ат.%. В более предпочтительном варианте нижнее предельное значение z равно 0,5 ат.%, а верхнее предельное значение равно 8,0 ат.%. В наиболее предпочтительном варианте нижнее предельное значение z равно 1,0 ат.% и верхнее предельное значение равно 6,0 ат.%.
К тому же, чем выше молярная доля х элемента Q, тем выше вероятность образования аморфных фаз, содержащих элемент Q (например, бор). Поэтому в предпочтительном варианте молярная доля z элемента-металла М является относительно высокой. В этом варианте может происходить образование зародышей магнитно-мягких боридов на основе железа, обладающих высокой намагниченностью, а рост зерен полученных боридов на основе железа может быть сведен к минимуму. В частности, в предпочтительном варианте обеспечивают регулировку соответствующих молярных долей таким образом, чтобы они удовлетворяли условию z/x≥ 0,1, а в наиболее предпочтительном варианте - z/x≥ 0,15.
Следует отметить, что элемент-металл М всегда содержит титан (Ti) в качестве обязательного элемента, поскольку титан (Ti) обеспечивает особенно целесообразные воздействия. В этом случае процентное содержание титана (Ti) (в ат. %) по отношению ко всем элементам-металлам М в предпочтительном варианте составляет по меньшей мере 70%, а в более предпочтительном варианте - 90% или более.
Остальную часть сплава, помимо вышеописанных элементов, может составлять только железо (Fe). В альтернативном варианте часть железа может быть замещена по меньшей мере одним переходным металлом Т, выбранным из группы, состоящей из кобальта (Со) и никеля (Ni), поскольку в этом случае также могут быть достигнуты желательные магнитно-твердые свойства. Однако в том случае, если больше чем 50% железа заменено элементом Т (то есть m>0,5), то не может быть получена высокая остаточная намагниченность Вr, равная 0,7 Тл или более. Поэтому в предпочтительном варианте количество замещенного железа в процентах составляет от 0% до 50% (то есть 0≤ m≤ 0,5). К тому же, путем замещения части железа кобальтом (Со) обеспечивают улучшение прямоугольности петли кривой размагничивания и увеличение температуры Кюри фазы R2Fe14B, что приводит к увеличению термостойкости. Процент железа, который замещают кобальтом, в предпочтительном варианте составляет от 0,5% до 40%. К тому же, на магнитные свойства не оказывает воздействие даже малое процентное содержание алюминия (А1), кремния (Si), меди (Сu), галлия (Ga), серебра (Аg), платины (Pt), золота (Аu), свинца (Рb), ванадия (V), хрома (Сr), марганца (Мn), ниобия (Nb), молибдена (Мо) и/или вольфрама (W). Однако в предпочтительном варианте их молярная доля не превышает 2 ат.%.
Стойкость магнитного порошка к окислению
Ниже приведено описание стойкости к окислению титаносодержащего нанокомпозитного магнитного порошка, используемого в составе для редкоземельного магнита на связке согласно настоящему изобретению, по сравнению с обычным быстроотвержденным магнитным порошком.
В последующем описании приведено сравнение титаносодержащего нанокомпозитного магнитного порошка с обычными быстроотвержденными магнитными порошками, например с магнитными порошками типа MQP-B и MQP-0 (производимыми фирмой "Magnequench International Inc." (MQI), максимальный размер частиц в которых не превышает 300 мкм). Образец титаносодержащего нанокомпозитного магнитного порошка был изготовлен описанным ниже способом.
Сначала быстроотвержденный сплав (содержащий 9 ат.% неодима, 11 ат.% бора, 3 ат.% титана, 2 ат.% кобальта и железо в качестве остального вещества и имеющий среднюю толщину 70 мкм со среднеквадратичным отклонением σ в 13 мкм), который был получен способом, аналогичным описанному в приведенном ниже Примере 1, был измельчен в порошок с размером частиц, не превышающим 850 мкм. Затем полученный порошок был загружен со скоростью 20 грамм в минуту в конвейерную печь, имеющую зону выдержки, длина которой составляла приблизительно 500 мм, а скорость подачи ленты конвейера была равна 100 мм в минуту, в газовой среде аргона, температуру которой поддерживали равной 680°С. Посредством такой термообработки порошка был получен магнитный порошок. Затем магнитный порошок был подвергнут измельчению с использованием вышеописанной дисковой мельницы штыревого типа таким образом, чтобы он имел такой гранулометрический состав, в котором содержание частиц порошка с отношением ширины к длине в интервале от 0,4 до 1,0 составляет приблизительно 30 объемных процентов. Таким способом был получен образец NCP-0 титаносодержащего нанокомпозитного магнитного порошка.
В таблице 1 приведены данные о содержании кислорода и о магнитных свойствах соответствующих магнитных порошков, которые подвергались воздействию воздуха в течение одного часа при различной температуре (то есть при 23°С, 300°С и 350°С). Измерение магнитных свойств было проведено с использованием магнитометра с вибрирующим образцом. Результаты, показанные в таблице 1, были получены не только при температуре 23°С, но также и после того, как порошки были подвергнуты воздействию воздуха в течение одного часа при температуре соответственно 300°С и 350°С.
Как показано в таблице 1, после того как образец порошка MQP-B был подвергнут воздействию воздуха в течение одного часа при температуре 300°С, содержание в нем кислорода возросло до 0,67 мас.%. После того как образец порошка MQP-B был подвергнут воздействию воздуха в течение одного часа при температуре 350°С, содержание в нем кислорода достигло 1,93 мас.%. С другой стороны, после того как образец MQP-0 был подвергнут воздействию воздуха в течение одного часа при температуре 300°С, то содержание в нем кислорода возросло до 0,24 мас.%. А после того как образец порошка MQP-0 был подвергнут воздействию воздуха в течение одного часа при температуре 350°С, содержание в нем кислорода достигло 0,59 мас.%.
В отличие от этого содержание кислорода в образце NCP-0 титаносодержащего нанокомпозитного магнитного порошка составляло всего лишь 0,10 мас.% даже после того, как он был подвергнут воздействию воздуха в течение одного часа при температуре 300°С. К тому же, содержание кислорода едва достигло 0,20 мас.% даже после того, как порошок типа NCP-0 был подвергнут воздействию воздуха в течение одного часа при температуре 350°С. Следовательно, очевидно, что по стойкости к окислению нанокомпозитный магнитный порошок превосходит обычные быстроотвержденные магнитные порошки.
На Фиг.9 показаны графики степени увеличения массы соответствующих магнитных порошков в процентах, измеренной при тепловом равновесии. Эти порошки были подвергнуты нагреву в воздушной среде со скоростью нагрева 10°С в минуту. Из Фиг.9 видно, что увеличение массы образца NCP-0 титаносодержащего нанокомпозитного магнитного порошка происходит в намного меньшей степени, чем образцов MQP-B или MQP-0, даже при его нагреве и окислении на воздухе. Следовательно, нанокомпозитный магнитный порошок типа NCP-О обладает превосходной стойкостью к окислению.
Кроме того, исходя из приведенных в таблице 1 магнитных свойств видно, что магнитные свойства образца MQP-B значительно ухудшаются при его окислении. Например, в том случае, когда магнитный порошок MQP-B был подвергнут воздействию воздуха в течение одного часа при температуре 300°С, его значение (ВН)max уменьшилось приблизительно до 65% по сравнению с тем случаем, когда этот порошок был подвергнут воздействию воздуха в течение одного часа при температуре 23°С. А после того как магнитный порошок MQP-B был подвергнут воздействию воздуха в течение одного часа при температуре 350°С, его значение (ВН)max уменьшилось приблизительно до 30%. Что касается магнитного порошка MQP-0, то в том случае, когда он был подвергнут воздействию воздуха в течение одного часа при температуре 350°С, его значение (ВН)max уменьшилось до величины менее 80% по сравнению с тем случаем, когда этот порошок был подвергнут воздействию воздуха в течение одного часа при температуре 23°С. В отличие от этого, даже после того как образец NCP-0 титаносодержащего нанокомпозитного магнитного порошка был подвергнут воздействию воздуха в течение одного часа при температуре 350°С, его значение (ВН)max уменьшилось лишь до приблизительно 90% по сравнению с тем случаем, когда этот порошок был подвергнут воздействию воздуха в течение одного часа при температуре 23°С.
Отсюда видно, что титаносодержащий нанокомпозитный магнитный порошок обладает превосходной стойкостью к окислению. Следовательно, даже во время изготовления магнита на связке из этого магнитного порошка (например, во время приготовления и/или термического отверждения состава) магнитный порошок не поддается быстрому окислению. Соответственно, для титаносодержащего нанокомпозитного магнитного порошка антикоррозионная обработка, которая препятствует окислению магнитного порошка и которая является необходимой для обычного быстроотвержденного магнитного порошка (особенно для порошка MQP-B), может быть упрощена или даже исключена. К тому же, при использовании обычного быстроотвержденного магнитного порошка во избежание окисления он должен быть подвергнут нагреву и отверждению в вакууме или в среде инертного газа (например, аргона). Однако предложенный титаносодержащий нанокомпозитный магнитный порошок может быть подвергнут нагреву и отверждению даже на воздухе. То есть за счет использования титаносодержащего нанокомпозитного магнитного порошка может быть упрощен процесс изготовления магнита на связке и может быть снижена его себестоимость. Кроме того, обычный быстроотвержденный магнитный порошок имеет слишком низкую стойкость к окислению для того, чтобы использоваться при изготовлении магнита на связке способом литья под давлением путем осуществления технологической стадии смешивания порошка с полимерной связкой или прессования смеси при температуре от приблизительно 250° С до приблизительно 300°С. В отличие от этого случая за счет использования указанного титаносодержащего нанокомпозитного магнитного порошка становится возможным изготовление магнита на связке из состава, содержащего этот магнитный порошок, способом литья под давлением. При использовании смеси титаносодержащего нанокомпозитного магнитного порошка и обычного быстроотвержденного магнитного порошка и/или обычного нанокомпозитного магнитного порошка предпочтительным вариантом является тот, в котором состав смеси магнитного порошка регулируют таким образом, чтобы содержание в нем кислорода не превышало 0,24 мас.% даже после того, как порошок был подвергнут воздействию воздуха в течение одного часа при температуре 300°С для обеспечения проявления всех полезных эффектов, обусловленных превосходной стойкостью к окислению этого титаносодержащего нанокомпозитного магнитного порошка. В более предпочтительном варианте магнитный порошок должен быть изготовлен таким образом, чтобы после аналогичного воздействия содержание в нем кислорода не превышало 0,2 мас.%. Что касается магнитных свойств, требуемых для применения магнитов на связке во вращающихся устройствах или в приводах различных типов, то в предпочтительном варианте магнитный порошок, пригодный для использования в составах для этих магнитов на связке, имеет следующие магнитные свойства: Вr - 0,7 Тл (тесла) или более, (ВН)max - 80 кДж/м3 или более, a HcJ - 600 кА/м или более. При использовании магнитного порошка с вышеуказанной стойкостью к окислению эти магнитные свойства могут быть реализованы даже при наличии незначительного окисления магнитного порошка во время изготовления состава и магнита на связке.
Титаносодержащий нанокомпозитный магнитный порошок, используемый в составе согласно настоящему изобретению, отличается тем, что его магнитные свойства слабо зависят от размера частиц, что обусловлено его химическим составом и особенностями структуры. Титаносодержащий нанокомпозитный магнитный порошок имеет относительно низкую молярную долю редкоземельного элемента R, а на границах зерен отсутствуют какие-либо обогащенные элементом R фазы. Кроме того, вокруг фазы R2Fe14B рассредоточены мелкодисперсные кристаллические зерна фазы борида. Помимо этого, поскольку титан (Ti) обладает высоким сродством к бору, то фаза борида содержит большее количество титана, чем любая иная фаза. Следовательно, титаносодержащий нанокомпозитный магнитный порошок превосходит обычные быстроотвержденные магнитные порошки по стойкости к окислению.
Обычный быстроотвержденный магнитный порошок содержит относительно большое количество редкоземельного элемента R и легко подвержен окислению. Следовательно, чем меньший размер имеют частицы такого порошка, тем в более значительной степени ухудшаются его магнитные свойства вследствие окисления частиц на поверхности. Например, в приведенной ниже таблице 2 указаны магнитные свойства магнитных порошков MQP-B в зависимости от размера частиц, причем эти результаты были получены путем сортировки порошка по крупности частиц с использованием стандартных сит в соответствии с промышленным стандартом Японии (JIS) Z8801. Например, как показано в таблице 2, в порошке MQP-B (максимальный размер частиц которого не превышал 300 мкм) частицы порошка, размер которых не превышал 75 мкм (или не превышал 53 мкм), обладали худшими магнитными свойствами. Например, частицы порошка, размер которых не превышал 53 мкм, обладали остаточной намагниченностью Вr (0,79 Тл), составляющей менее 90% от наибольшей остаточной намагниченности Вr (0,90 Тл), которой обладали те частицы порошка, размер которых был большим, чем 125 мкм, но меньшим или равным 150 мкм. Что касается (ВН)max, то среднее значение (ВН)max тех частиц порошка, размер которых не превышал 53 мкм (то есть, среднее арифметическое между (ВН)max тех частиц порошка, размер которых не превышал 38 мкм, и (ВН)max тех частиц порошка, размер которых был большим, чем 38 мкм, но меньшим или равным 53 мкм) равно 85,5 кДж/м3. Это значение составляло менее чем 75% от среднего значения (ВН)max (114,6 кДж/м3) тех частиц порошка, размер которых был большим, чем 150 мкм, но меньшим или равным 212 мкм (то есть, среднее арифметическое между (ВН)max тех частиц порошка, размер которых был большим, чем 150 мкм, но меньшим или равным 180 мкм, и (ВН)max тех частиц порошка, размер которых был большим, чем 180 мкм, но меньшим или равным 212 мкм).
В отличие от этого случая, ухудшение магнитных свойств титаносодержащего нанокомпозитного магнитного порошка, обусловленное окислением, происходит в значительно меньшей степени и не настолько сильно зависит от размера частиц. Например, в приведенной ниже таблице 3 указаны гранулометрический состав и зависимость магнитных свойств нанокомпозитного магнитного порошка NCP-0 от размера частиц, который был измерен с использованием стандартных сит согласно промышленному стандарту Японии (JIS) Z8801. Магнитные свойства нанокомпозитного магнитного порошка типа NCP-0 (максимальный размер частиц которого не превышает 300 мкм) слабо зависят от размера частиц и обычно являются великолепными, что продемонстрировано в таблице 3. Например, остаточная намагниченность Вr (приблизительно 0,829 Тл) частиц порошка, размер которых не превышает 53 мкм, составляет 98% или более по отношению к наибольшему значению остаточной намагниченности Вr (0,845 Тл), которой обладают частицы порошка, размер которых превышает 106 мкм, но меньше или равен 125 мкм. Что касается (ВН)max, то среднее значение (ВН)max тех частиц порошка, размер которых не превышал 53 мкм, равно 104,6 кДж/м3. Это значение составляло 98% или более от среднего значения (ВН)max (106,6 кДж/м3) тех частиц порошка, размер которых превышал 150 мкм, но был меньшим или равным 212 мкм. Аналогичным способом была выполнена оценка магнитных свойств титаносодержащих нанокомпозитных магнитных порошков, имеющих различный химический состав. В результате для большинства химических составов среднее значение (ВН)max частиц нанокомпозитного магнитного порошка, размер которых не превышал 53 мкм, составляло 90% или более от среднего значения (ВН)max тех частиц порошка, размер которых был большим, чем 150 мкм, но и меньшим или равным 212 мкм. А для многих из этих химических составов предыдущее значение (ВН)max составляло 95% или более по отношению к последнему значению (ВН)max.
Как видно из таблицы, титаносодержащий нанокомпозитный магнитный порошок обладает такими магнитными свойствами, которые являются по меньшей мере сопоставимыми или даже лучшими, чем магнитные свойства обычных быстроотвержденных магнитных порошков. Следовательно, этот нанокомпозитный магнитный порошок может быть использован в качестве магнитного порошка, являющегося компонентой состава для редкоземельного магнита на связке, вместо обычного быстроотвержденного магнитного порошка (например, порошка MQ). Кроме того, за счет использования титаносодержащего нанокомпозитного магнитного порошка могут быть получены различные составы, обладающие превосходными вышеописанными свойствами. Само собой разумеется, что магнитный порошок для магнита на связке может состоять, по существу, только лишь из одного титаносодержащего нанокомпозитного магнитного порошка. Однако важные полезные эффекты могут быть также достигнуты даже в том случае, когда титаносодержащим нанокомпозитным магнитным порошком заменен не весь порошок MQ, a только те частицы порошка, размер которых не превышает 53 мкм.
Ниже со ссылкой на экспериментальные результаты приведено описание того, каким образом обеспечивают улучшение плотности заполнения за счет подмешивания мелкодисперсных частиц порошка, размер которых не превышает 53 мкм или не превышает 38 мкм.
Сначала были изготовлены образцы нанокомпозитного магнитного порошка с NCP-1 по NCP-5, имеющие различный гранулометрический состав, приведенный в таблице 4. Образец NCP-1 магнитного порошка был получен путем измельчения этого сплава в порошок посредством мощной мельницы с использованием сита с диаметром отверстий 0,5 мм, а другие образцы магнитного порошка, обозначенные как NCP-2 - NCP-5, были получены путем вращения мельницы штыревого типа со скоростью соответственно 3000 об/мин (оборотов в минуту), 4000 об/мин, 5000 об/мин и 8000 об/мин. В таблице 5 приведены значения плотности утряски для этих образцов NCP-1 - NCP-5 магнитного порошка, измеренной посредством устройства измерения плотности утряски, при этом в данной таблице для каждого из образцов магнитного порошка также указано массовое процентное содержание тех частиц порошка, размер которых меньше или равен 53 мкм, и массовое процентное содержание тех частиц порошка, размер которых превышает 250 мкм.
Из результатов измерений, приведенных в таблице 5, видно, что образцы NCP-3, NCP-4 и NCP-5, содержащие частицы, размер которых не превышает 53 мм, в количестве, составляющем приблизительно 10 мас.% или более (более точно - 9,5 мас.% или более), имеют плотность утряски, равную 4,2 г/см3 или более. Следовательно, эти образцы магнитного порошка обладают превосходной плотностью заполнения. Вообще говоря, плотность заполнения магнитным порошком, оцениваемая по плотности его утряски, взаимосвязана с плотностью заполнения, которой обладает порошок состава для магнита на связке. То есть если порошок состава приготовлен с использованием магнитного порошка с высокой плотностью заполнения, то порошок состава также имеет высокую плотность заполнения. Следовательно, при использовании магнитного порошка, содержащего не менее 10 мас.% частиц нанокомпозитного магнитного порошка, размер которых не превышает 53 мкм, порошок состава для магнита на связке обладает улучшенной плотностью заполнения и текучестью. В результате получают высококачественную прессовку.
Таблица 5
Кроме того, для увеличения плотности прессовки магнитный порошок в предпочтительном варианте содержит частицы порошка, размер которых меньше или равен 38 мкм. Были изготовлены титаносодержащие нанокомпозитные магнитные порошки типа NCP-11 -NCP-16, гранулометрический состав которых приведен в таблице 6, а затем они были смешаны с 2 мас.% эпоксидной смолы, в результате чего были получены соответствующие составы. После этого соответствующие составы были уплотнены и спрессованы при давлении прессования, равном 980 МПа (мегапаскалей) (= 10 тонн на квадратный сантиметр (т/см2)), посредством чего были получены прессовки магнита на связке. На Фиг.10 приведены значения плотности соответствующих прессовок для магнита на связке и массовое процентное содержание частиц порошка, размер которых меньше или равен 38 мкм, в магнитных порошках для соответствующих составов.
Таблица 6
Из Фиг.10 видно, что плотность прессовки уменьшается в том случае, когда массовое процентное содержание частиц порошка, размер которых меньше или равен 38 мкм, слишком мало или слишком велико. Авторами настоящего изобретения было установлено и экспериментально подтверждено, что для достижения достаточно высокой плотности прессовки предпочтительным вариантом является тот, в котором используют магнитный порошок, содержащий частицы порошка, размер которых меньше или равен 38 мкм, в количестве приблизительно 8 мас.% или более. Однако следует отметить, что если используемый магнитный порошок содержит частицы порошка, размер которых меньше или равен 38 мкм, в большем количестве, чем приблизительно 16 мас.%, то его прессуемость ухудшается. То есть не может быть получена высококачественная прессовка, имеющая высокую плотность.
Выше было приведено описание взаимосвязи между размером частиц магнитного порошка и прессуемостью для состава, подвергаемого прессованию. Однако то же самое утверждение также применимо и для состава, который подвергают уплотнению любым другим способом, например способом литья под давлением или экструзионного литья.
Способы изготовления состава и тела магнита
Магнитный порошок для магнита на связке, включающий в себя вышеописанный титаносодержащий нанокомпозитный магнитный порошок, смешивают со связкой, представляющей собой, например, полимер, посредством чего получают состав для магнита на связке.
Состав, предназначенный для литья под давлением, создают путем смешивания магнитного порошка с термопластичным полимером посредством любого известного устройства смешивания, например мешалки или экструдера. С другой стороны, состав, предназначенный для прессования, создают путем смешивания магнитного порошка с термореактивным полимером, например, разбавленным растворителем, и путем последующего удаления растворителя из смеси. При необходимости, полученную в результате этого смесь магнитного порошка с полимером подвергают измельчению до заранее заданного размера частиц. За счет регулировки режима измельчения и иных режимов смесь может быть преобразована в гранулированный порошок. К тому же, гранулированию может быть также подвергнут и сам порошок, полученный способом измельчения.
Для улучшения антикоррозионной стойкости магнитного порошка поверхность магнитного порошка может быть предварительно подвергнута обработке любым известным способом (например, способом нанесения конверсионного покрытия). К тому же, в предпочтительном варианте для дополнительного улучшения антикоррозионной стойкости магнитного порошка, смачиваемости магнитного порошка полимером и прессуемости состава используют различные модификаторы: силан, титанат, алюминат и цирконат. В предпочтительном варианте также используют керамические ультрадисперсные частицы коллоидного диоксида кремния или смазывающий материал, такой как стеарат цинка, стеарат кальция или стеарат амида, поскольку в этом случае может быть улучшена как смазывающая способность состава, находящегося в смесителе или в прессовальном устройстве, так и его текучесть. Помимо этого, также могут быть использованы термостабилизатор, антипирен или пластификатор.
Формование состава для магнита на связке может быть осуществлено посредством любого из множества различных способов формования, и он может быть использован в любой из множества областей применения. Следовательно, тип полимерной связки и соотношение компонентов смеси с магнитным порошком могут быть определены надлежащим образом в зависимости от предполагаемой области его применения. Примерами целесообразных для использования полимеров являются термореактивные полимеры, например эпоксидная смола, фенольные и меламиновые смолы, термопластичные полимеры, например полиамиды (в том числе, нейлон-66, нейлон-6 и нейлон-12), полиэтилен, полипропилен, поливинилхлорид, сложный полиэфир и полифениленсульфид, каучуки или эластомеры, а также денатурированные сополимеры и смеси вышеуказанных материалов. В частности, составы могут быть относительно легко получены посредством использования тугоплавких полимеров, имеющих температуру размягчения около 180°С или более высокую (например, нейлона-6 и полифениленсульфида), которые ранее было сложно использовать в масштабах промышленного производства.
Кроме того, использование титаносодержащего нанокомпозитного магнитного порошка обеспечивает улучшение прессуемости и текучести. Следовательно, также могут быть использованы и высоковязкие полимеры, использование которых в известном уровне техники было затруднено. Кроме того, магнитный порошок не подвержен быстрому окислению. Следовательно, также могут быть использованы и высокотемпературные полимеры (например, полиимиды, жидкокристаллические полимеры и высокомолекулярные полимеры), использование которых в известном уровне техники было невозможно вследствие наличия у них высокой температуры плавления или высокой температуры размягчения. В результате это приводит к улучшению свойств полученного магнита на связке (например, к повышению его термостойкости).
Также может быть использован и такой термореактивный полимер, отверждение которого происходит при более высокой температуре, чем у применяемых в известном уровне техники. Кроме того, также может быть использована даже смесь из термореактивного и термопластичного полимеров. Например, как раскрыто в публикации F. Yamashita в сборнике "Applications of Rare-earth Magnets to the Small Motor Industry", pp.100-111, Proceedings of the Seventeenth International Workshop, Rare Earth Magnets and their Applications, August 2002, Newark, Delaware, USA, Edited by G. C. Hadjipanayis and M. J. Bonder, Rinton Press ("Области применения редкоземельных магнитов в промышленном производстве малых электродвигателей", стр. 100-111, Труды семнадцатого международного семинара " Редкоземельные магниты и их применение", август 2002 г., г.Ньюарк, штат Делавэр, США, под редакцией Дж. К. Хаджипанаиса и M. Дж. Бондера, издательство "Ринтон Пресс") (которую здесь именуют "публикацией Yamashita"), может быть использован материал, полученный путем диспергирования порошка термопластичного полимера в термореактивном полимере (например, в эпоксидной смоле).
Примерами предпочтительных способов формовки являются прессование, прокатка, каландрование экструдирование и литье под давлением. Эти способы формовки могут быть использованы также в совокупности. Например, как описано в приведенной выше публикации Yamashita, операции прессования и прокатки могут быть использованы в совокупности.
Из этих способов формовки способы прессования, прокатки или экструдирования позволяют осуществлять формовку состава только в виде изделий относительно простой формы. Однако при использовании этих способов состав не обязательно должен обладать очень высокой текучестью при операции формовки.
Следовательно, процентное содержание магнитного порошка в составе может быть более высоким. Поскольку в состав из настоящего изобретения входит титаносодержащий нанокомпозитный магнитный порошок, то процентное содержание магнитного порошка может быть увеличено, например, до величины более 80%, которая является намного более высокой, чем та величина, которая достижима посредством обычного способа, а также может быть максимально увеличено до приблизительно 90%. Однако если процентное содержание магнитного порошка чрезмерно увеличено, то количество полимерной связки, обеспечивающей достаточно сильное соединение частиц магнитного порошка друг с другом, может оказаться недостаточным, что может привести к снижению механической прочности полученного магнита на связке или к потере частиц магнитного порошка при использовании магнита. Поэтому в предпочтительном варианте максимальное процентное содержание магнитного порошка равно 85%. К тому же, может быть обеспечено уменьшение общего объема пустот, образовавшихся на поверхности полученной прессовки, в тех местах, где состав настоящего изобретения был подвергнут уплотнению. В случае необходимости нанесения покрытия на поверхность прессовки это покрытие не будет подвергаться существенному воздействию, в результате чего, например, может быть сведено к минимуму образование точечных дефектов.
В настоящем изобретении предложен состав, обладающий хорошей текучестью. Следовательно, такой состав может достаточно эффективно подвергаться литью под давлением. Этот состав также обеспечивает возможность получения изделий сложной формы способом литья под давлением, что ранее было сложно реализовать с использованием состава, содержащего обычный быстроотвержденный магнитный порошок. К тому же, процентное содержание магнитного порошка в составе может быть более высоким (например, более 65%), чем в обычном составе, что приводит к улучшению магнитных свойств полученного тела магнита. Кроме того, титаносодержащий нанокомпозитный магнитный порошок, являющийся компонентом состава согласно настоящему изобретению, обладает превосходной стойкостью к окислению. Поэтому ухудшение магнитных свойств полученного изделия не происходит даже в том случае, когда этот состав, содержащий термопластичный полимер или эластомер с относительно высокой температурой размягчения, подвергают операции литья под давлением при относительно высокой температуре. Следует отметить, что в зависимости от предполагаемой области применения в предпочтительном варианте на поверхность магнита на связке наносят покрытие путем нанесения полимера или гальванического покрытия.
Вышеописанные полезные эффекты достижимы не только в том случае, когда состав подвергнут операции литья под давлением, но также и в том случае, когда состав подвергнут либо операции прокатки, либо операции многоступенчатой формовки, содержащей операции прессования и прокатки, для создания пластинчатого магнита на связке. Это обусловлено тем, что даже в этих условиях состав согласно настоящему изобретению также обладает хорошей текучестью.
Области применения магнита на связке
Как описано выше, предложенный в изобретении состав для магнита на связке обладает более высокой плотностью заполнения (или прессуемостыо) и термостойкостью по сравнению с составом, содержащим обычный быстроотвержденный магнитный порошок (например, порошок MQP-B, изготовленный фирмой "Magnequench Inc."). Следовательно, при использовании состава по настоящему изобретению может быть создан магнит на связке, обладающий превосходными магнитными свойствами, которые являются по меньшей мере сопоставимыми или даже лучшими, чем магнитные свойства магнита на связке, изготовленного из обычного быстроотвержденного магнитного порошка. Следовательно, магнит на связке по настоящему изобретению может быть эффективно использован в различных областях.
Ниже со ссылкой на Фиг.11 приведено описание применения магнита на связке в шаговом электродвигателе.
На Фиг.11 на виде в перспективе с пространственным разделением деталей схематично показана конструкция шагового электродвигателя 100, содержащего ротор с постоянным магнитом. Шаговый электродвигатель 100 содержит ротор 101 и статор 102, расположенный вокруг ротора 101. Ротор 101 содержит магниты на связке, которые равномерно намагничены и имеют 10 полюсов вдоль его внешней окружности, а его наружный диаметр равен 8 мм. Статор 102 содержит внешние магнитопроводы 102а и 102б; два внутренних магнитопровода 103, прикрепленных соответственно к задним частям внешних магнитопроводов 102а и 102б, и катушки 104а и 104б возбуждения, расположенные между внутренними магнитопроводами 103. Этот шаговый электродвигатель 100 представляет собой так называемый импульсный электродвигатель с постоянными магнитами (PM-type pulse motor), в котором магнитодвижущая сила катушек 104а и 104б возбуждения, соответствующая одному импульсу тока, обеспечивает перемещение ротора 101 на один угловой шаг.
Магниты на связке, содержащиеся в роторе 101, сформированы с использованием состава по настоящему изобретению, обладающего превосходной плотностью заполнения (или прессуемостью). Следовательно, эти магниты на связке обладают превосходными магнитными свойствами, которые являются по меньшей мере сопоставимыми или даже лучшими, чем магнитные свойства магнитов на связке, изготовленных из обычного быстроотвержденного магнитного порошка. Кроме того, эти магниты на связке также превосходят другие магниты по своим механическим свойствам (например, имеют намного меньшую вероятность возникновения расколов), что обеспечивает достаточную надежность. Кроме того, эти магниты на связке также обладают хорошей термостойкостью.
Шаговый электродвигатель, содержащий такие магниты на связке, изготовленные из состава, предложенного в настоящем изобретении, представляет собой высокоэффективный малогабаритный двигатель, способный обеспечить достаточную надежность. Следовательно, такой шаговый электродвигатель может быть эффективно использован в устройствах, обеспечивающих автоматизацию учрежденческой деятельности, например в принтерах или в дисководах, в фотокамерах или в аудиовизуальных устройствах, в том числе в видеокамерах.
Ротор 101 может быть изготовлен любым из различных способов. Например, ротор 101 может быть сформирован способом прессования состава, содержащего термореактивный полимер, или способом литья под давлением или экструзии состава, содержащего термопластичный полимер. Ниже в качестве примера приведено описание способа изготовления ротора 101 со ссылкой на Фиг.12.
Например, при использовании состава, содержащего термореактивный полимер в качестве связки, ротор 200, показанный на Фиг.12Г, который содержит магнит на связке в качестве своей составной части, может быть создан посредством технологических операций прессования, показанных на Фиг.12А, Фиг.12Б и Фиг.12В.
Ротор 200, показанный на Фиг.12Г, содержит вал 205 ротора, ярмо 208 магнита, расположенное вокруг вала 205, и магнит 210 на связке. Магнит 210 прикреплен за счет адгезии к поверхности 212 ярма 208.
Ротор 200 может быть изготовлен посредством выполнения технологических операций, показанных на Фиг.12А, Фиг.12Б и Фиг.12В.
Сначала, как показано на Фиг.12А, при перемещении загрузочного бункера 203, содержащего состав 201 в виде порошка, по верхней поверхности пресс-формы 204 происходит заполнение полости 202 составом 201. В пресс-форму 204 заранее вставлено ярмо 208, содержащее вал 205 ротора, который закреплен на плотной посадке в его центре. На нем установлен вспомогательный элемент 207, закрывающий вал 205 ротора. То есть между пресс-формой 204 и этими элементами 207 и 208 образуется полость 202, которую они ограничивают.
Затем, как показано на Фиг.12Б, осуществляют сжатие и прессование состава 201, например, посредством верхнего пуансона 209, обеспечивая тем самым физическое сцепление ярма 208 и спрессованного состава 201 между собой.
После этого, как показано на Фиг.12В, ротор с прессовкой, извлекают из пресс-формы 204. Вспомогательный элемент 207 может быть легко снят с вала 205 ротора и с ярма 208. В результате вал 205 ротора, ярмо 208 и магнит 210 на связке получаются выполненными в виде единого узла. Однако в этот момент времени магнит 210 на связке все еще представляет собой порошковую прессовку из предложенного состава с пока еще не отвержденным термореактивным полимером, содержащимся в составе.
После этого для обеспечения отверждения магнита 210 на связке и увеличения прочности связи с поверхностью 212 раздела между ярмом 208 магнита и магнитом 210 на связке состав подвергают отверждению при заранее заданной температуре. Температура и продолжительность отверждения могут быть заданы надлежащим образом в соответствии с типом используемого полимера.
Состав по настоящему изобретению содержит магнитный порошок, обладающий великолепной термостойкостью, и его отверждение может быть фактически осуществлено при более высокой температуре, чем обычного состава. Следовательно, полученный таким способом магнит 210 на связке обладает намного более высокой термостойкостью, намного лучшими механическими свойствами и прочностью сцепления, чем обычные магниты на связке. Кроме того, в составе по настоящему изобретению непосредственно сам магнитный порошок обладает превосходной антикоррозионной стойкостью. Следовательно, имеет место лишь незначительное ухудшение магнитных свойств полученного изделия даже в случае выполнения операции термического отверждения в воздушной среде. То есть отсутствует какая-либо необходимость выполнения операции термического отверждения в атмосфере инертного газа, что, следовательно, обеспечивает снижение себестоимости этой технологической операции и является преимуществом.
Согласно этому способу прессования при формовке кольцевого магнита 210 на связке может быть обеспечено скрепление магнита 210 с ярмом 208 магнита и с валом 205 ротора в виде единого целого. Следовательно, может быть обеспечена высокая производительность при изготовлении ротора 200.
В вышеописанном примере отверждение спрессованного изделия из порошка осуществляют после извлечения из пресс-формы 204. В альтернативном варианте отверждение спрессованного изделия может быть осуществлено за счет того, что пресс-форма 204 снабжена устройством нагрева пресс-формы 204. То есть отверждение состава может быть осуществлено во время прессования. Кроме того, изготовление ротора с интегрированным магнитом на связке не обязательно должно быть осуществлено способом прессования, он может быть также изготовлен способом литья под давлением.
К тому же, состав по настоящему изобретению обладает более высокой плотностью заполнения (то есть прессуемостью и/или текучестью), чем состав, содержащий обычный быстроотвержденный магнитный порошок. Следовательно, этим составом может быть также заполнен даже небольшой предусмотренный зазор (например, шириной около 2 мм). Следовательно, состав по настоящему изобретению пригоден для изготовления ротора 300 со встроенным магнитом (см. Фиг.13), предназначенного для использования в электродвигателе типа ВПМ (с внутренним постоянным магнитом).
Ротор 300 со встроенным магнитом, показанный на Фиг.13, содержит железный сердечник 301 (например, диаметром 80 мм и толщиной 50 мм), прорезь 302 для вращающегося вала, выполненную в центре железного сердечника 301, и множество дугообразных прорезей 304 для магнитов, расположенных вдоль внешней окружности железного сердечника 301. В примере, изображенном на чертеже, предусмотрено восемь дугообразных прорезей 304 для магнитов. Каждая из этих прорезей 304 имеет двухслойную структуру, состоящую из первой прорези 304а шириной, например, 3,5 мм, и второй прорези 304б шириной, например, 1,8 мм. Эти прорези 304а и 304б заполнены составом по настоящему изобретению, образующим магниты на связке. Электродвигатель типа ВПМ может быть получен путем объединения этого ротора 300 со статором (не показан), в котором чередующиеся полюса S и N расположены таким образом, что обращены к прорезям 304 для магнитов, имеющимся в роторе 300.
Магниты на связке могут быть изготовлены посредством любого из различных способов. Например, при использовании состава, содержащего термореактивный полимер, может быть применен способ прессования внутри прорезей (см., например, выложенную опубликованную заявку на патент Японии № 63-98108). А при использовании состава, содержащего термопластичный полимер, может быть применен способ экструзионного литья или способ литья под давлением. Согласно любому из этих способов, может быть осуществлено надлежащее заполнение прорезей 304а и 304б составом по настоящему изобретению, поскольку состав обладает хорошей плотностью заполнения. Следовательно, могут быть получены магниты на связке, обладающие превосходными механическими свойствами и термостойкостью, а их магнитные свойства являются по меньшей мере сопоставимыми или даже лучшими, чем магнитные свойства обычных магнитов. В результате, может быть создан высокоэффективный электродвигатель типа ВПМ, имеющий более высокую надежность и меньшие размеры.
Состав по настоящему изобретению также пригоден для создания магнитов на связке для датчика углового положения (или преобразователя углового положения в код), показанного под номером 400 на Фиг.14А.
Датчик 411 углового положения вала, показанный на Фиг.14А, содержит вращающийся вал 413, вращающийся барабан 416 соединенный с вращающимся валом 413, ротор 414, закрепленный на внешней окружности вращающегося барабана 416 и содержащий множество магнитов 415 на связке, а также датчик 417 закрепленный на внешней окружности ротора 414. Датчик 417 может представлять собой датчик любого типа, обеспечивающий возможность регистрации изменения магнитного потока, созданного ротором 414. Например, датчик 417 может представлять собой устройство на эффекте Холла, устройство на магниторезистивном эффекте или устройство на эффекте магнитного импеданса. Вращающийся вал 413 также соединен с двигателем 412. Датчик 417 соединен со средством измерения (на чертеже не показано).
Магниты 415 на связке, изготовленные из состава, предложенного в настоящем изобретении, могут иметь цилиндрическую форму, как показано на Фиг.14Б. К тому же, магниты 415 на связке расположены вокруг внешней окружности вращающегося барабана 416 таким образом, что их полюса N и S чередуются. Магниты 415 могут быть прикреплены к вращающемуся барабану 416, например, посредством клея. Вращающийся барабан 416 может быть изготовлен, например, из металла, и его нельзя изготавливать из магнитного материала.
Такой датчик 400 углового положения вала функционирует следующим образом. При вращении вращающегося вала 413 от двигателя 412 также вращается и ротор 414. При этом магнитный поток, созданный магнитами 415 на связке, расположенными вокруг внешней окружности ротора 414, и считываемый посредством датчика 417, изменяет свое направление при вращении ротора 414. В ответ на это датчик 417 осуществляет генерацию сигнала, отображающего это изменение направления магнитного потока (например, в виде изменения напряжения или тока), и выдает этот сигнал в средство измерения (на чертеже не показано). Таким способом производят измерение количественной величины, характеризующей вращение (то есть, угла поворота) двигателя 412.
Состав по настоящему изобретению обладает хорошей плотностью заполнения (то есть прессуемостью или текучестью). Следовательно, из этого состава могут быть изготовлены магниты на связке, обладающие превосходными магнитными свойствами, которые являются по меньшей мере сопоставимыми или даже лучшими, чем магнитные свойства обычных магнитов, а также улучшенными механическими свойствами и термостойкостью. Следовательно, может быть получен высокоэффективный датчик углового положения, обладающий высокой надежностью и имеющий небольшие размеры. Магнит датчика углового положения вала не обязательно должен быть выполнен в виде нескольких магнитов, расположенных так, как показано на Фиг.14А и Фиг.14Б, но также может представлять собой многополюсный намагниченный кольцевой магнит, расположенный вдоль внешней окружности вращающегося барабана 416.
Кроме того, состав по настоящему изобретению также пригоден для изготовления магнита на связке для использования в магнитном барабане, показанном на Фиг.15А и Фиг.15Б.
На Фиг.15А на виде в разрезе схематично показана конструкция картриджа 501 для процесса электрофотографической печати. Картридж 501 содержит светочувствительный барабан 510, который приводят во вращение в направлении, указанном стрелкой А, зарядный барабан 502, посредством которого осуществляют зарядку барабана 510, проявочное устройство 511 и устройство 512 очистки. Эти элементы 510, 502, 511 и 512 объединены вместе в едином корпусе.
Проявочное устройство 511 содержит емкость 509 для проявителя, в которой хранят запас тонера 513. Внутри отверстия емкости 509 для проявителя имеется проявочная гильза 506, которая при вращении оказывается обращенной к светочувствительному барабану 510. Проявочное устройство 511 дополнительно содержит гибкую лапку 514, которая соприкасается с проявочной гильзой 506, обеспечивая тем самым регулировку толщины тонера 513, осаждающегося на этой проявочной гильзе 506 и переносимого ей.
На Фиг.15Б на виде в разрезе схематично показана конструкция проявочного устройства 511, входящего в состав репродукционного картриджа 501.
Проявочная гильза 506 выполнена из немагнитного материала, а опорой для нее служит емкость 509 для проявителя, при этом посредством подшипника обеспечивают возможность ее свободного вращения. Внутри проявочной гильзы 506 диаметром, например, 10 мм имеется магнитный барабан 507 диаметром, например, 8,5 мм. Вал 507а магнитного барабана 507 имеет выемку 507а-1, которая входит в зацепление с емкостью 509 для проявителя и обеспечивает закрепление магнитного барабана 507 на емкости 509. Магнитный барабан 507 имеет проявочный полюс 31, расположенный перед светочувствительным барабаном 510, и еще три полюса S2, N1 и N2, расположенные в других местах.
Магнит 508 выполнен таким образом, что расположен вдоль окружности проявочной гильзы 506 и создает магнитный экран в зазоре g между проявочной гильзой 506 и магнитом 508. Магнитный экран удерживает тонер в зазоре, предотвращая тем самым утечку тонера.
Магнитный барабан 507 изготовлен из состава, предложенного в настоящем изобретении, и обладает превосходными магнитными свойствами, которые являются по меньшей мере сопоставимыми, или даже лучшими, чем магнитные свойства обычного магнита. Барабан 507 также превосходит другие подобные барабаны по механическим свойствам и термостойкости. Следовательно, магнитный барабан 507 и проявочная гильза 506 могут иметь меньшие размеры, чем обычно, и тем не менее обладать улучшенными рабочими характеристиками.
Магнитный барабан, изготовленный из состава, предложенного в настоящем изобретении, также пригоден для использования в проявочном устройстве или в проявочном картридже для фотокопировального устройства или для лазерного принтера.
Ниже приведено описание примеров реализации настоящего изобретения.
Примеры №1-№3 и сравнительный пример №1
[Как приготавливали магнитный порошок]
Шихта массой приблизительно 5 кг, смешанная таким образом, чтобы иметь следующий химический состав: 8,9 ат.% неодима (Nd), 12,6 ат.% бора (В), 3,0 ат.% титана (Ti), 1,4 ат.% углерода (С), 1,0 ат.% ниобия (Nb) и железо (Fe) в качестве остального, была помещена в тигель, а затем была подвергнута индукционному нагреву в газовой среде аргона (Аr) при давлении приблизительно 50 кПа, в результате чего был получен жидкий сплав.
Из жидкого сплава способом ленточного литья был получен быстроотвержденный сплав. В частности, тигель был наклонен таким образом, чтобы обеспечить подачу жидкого сплава по наклонному желобу непосредственно на охлаждающий валок, выполненный из чистой меди, который имел диаметр 250 мм и вращался со скоростью перемещения поверхности, равной 14 м/с, за счет чего было обеспечено быстрое охлаждение и отверждение жидкого сплава. При подаче расплава на валок расплав, протекающий по наклонному желобу, был разделен на два потока, а путем регулировки угла наклона тигля скорость подачи расплава в каждом из потоков расплава была отрегулирована таким образом, чтобы она составляла 1,3 кг в минуту.
Посредством микрометра были измерены значения толщины ста (100) отлитых вышеуказанным способом полос из быстроотвержденного сплава. В результате полосы из быстроотвержденного сплава имели среднюю толщину 85 мкм со среднеквадратичным отклонением σ , равным 13 мкм. После этого изготовленный вышеуказанным способом быстроотвержденный сплав был измельчен в порошок таким образом, чтобы размер его частиц не превышал 850 мкм, а затем был загружен со скоростью подачи 20 г/мин в конвейерную печь, имеющую зону выдержки, длина которой составляла приблизительно 500 мм, а скорость подачи ленты конвейера составляла 100 мм/мин, в газовой среде аргона, температуру которой поддерживали равной 780°С. Таким способом была осуществлена термообработка порошка, в результате чего был получен магнитный порошок.
Была определена кристаллическая структура полученного магнитного порошка способом рентгенодифракционного анализа порошка. В результате оказалось, что магнитный порошок представляет собой титаносодержащий нанокомпозитный магнитный порошок, состоящий из фазы Nd2Fe14B, фазы Fe23В6 и фазы α -Fe.
Затем полученный магнитный порошок был подвергнут измельчению посредством дисковой мельницы штыревого типа, описание которой было приведено выше со ссылкой на Фиг.7А и Фиг.7Б, в результате чего был получен магнитный порошок, имеющий гранулометрический состав, приведенный в таблице 7. Следует отметить, что гранулометрический состав был получен путем сортировки 50 г порошка по размеру частиц с использованием стандартного сита в соответствии с промышленным стандартом Японии (JIS) Z8801 и построения графика зависимости массы частиц порошка от соответствующих размеров частиц.
Значения отношения ширины полученных в результате этого 100 частиц магнитного порошка к их длине были получены с использованием сканирующего электронного микроскопа. В результате, все значения отношения ширины этих частиц к их длине находились в интервале от 0,3 до 1,0.
[Как приготавливали состав]
Титаносодержащий нанокомпозитный магнитный порошок (с абсолютной плотностью 7,5 г/см3) и имеющийся в продаже порошок MQP-O (с абсолютной плотностью 7,5 г/см3), гранулометрический состав которого посредством операции сортировки по размеру частиц был выполнен почти эквивалентным тому, который указан в таблице 7, были смешаны вместе в объемных процентах, указанных в приведенной ниже таблице 8.
Полученные в результате этого смеси были использованы в качестве магнитных порошков для изготовления магнитов на связке. Эти магнитные порошки для изготовления магнитов на связке были смешаны с нейлоном-66 (имеющим абсолютную плотность 1,1 г/см3) посредством, например, двухосного смесителя, в результате чего были получены составы для редкоземельных магнитов на связке из примеров №1-№3 и из сравнительного примера №1. Объемный процент содержания магнитного порошка в итоговом составе (то есть об.% магнитного порошка), который был вычислен исходя из величины абсолютной плотности (5,0 г/см3) полученного состава, был равен 61%.
[Оценки]
Была проведена оценка составов из этих примеров и из сравнительного примера по следующим параметрам.
(Оценка текучести)
Была проведена оценка скорости течения расплава (СТР) для составов из примеров №1-№3 и из сравнительного примера №1 посредством специального измерительного прибора. Оценочные измерения проводились в следующих условиях: диаметр форсунки был равен 2,095 мм, нагрузка при выдавливании была равна 5 килограмм силы на кубический сантиметр (кгс/см3), а температура плавления была равна 240°С, 260°С и 280°С. Следует отметить, что чем выше значение СТР состава, тем лучше текучесть состава. Эти результаты показаны в приведенной ниже таблице 9.
(Оценка стойкости к окислению)
Были проведены измерения степени увеличения массы вследствие окисления (то есть ее возрастания, обусловленного окислением) для проб составов из примеров №1-№3 и из сравнительного примера №1 массой приблизительно 5 г, которые были подвержены воздействию воздуха в течение 10 минут при температуре 400°С. Степень увеличения массы вследствие окисления представлена здесь как отношение разности массы после воздействия и массы до воздействия, деленное на массу до воздействия, выраженное в процентах. Чем меньше степень увеличения массы состава вследствие окисления, тем более высокой стойкостью к окислению обладает состав. Эти результаты также показаны в приведенной ниже таблице 9.
(Оценка свойств тела магнита, полученного способом литья под давлением)
Составы из примера №1 и из сравнительного примера №1 были подвергнуты операции литья под давлением с использованием полости, имеющей поперечные размеры 2 ммх10 мм и высоту (или глубину) 60 мм при значениях температуры инжектирования, указанных в приведенной ниже таблице 10, в результате чего были получены магниты на связке, имеющие плоскую и удлиненную форму. Следует отметить, что такая форма применяемой полости имитирует форму прорези в роторе, используемом в вышеописанном электродвигателе типа ВПМ.
Каждый из этих магнитов на связке был одинаковым образом разделен на три части в направлении глубины полости, в результате чего были получены три фрагмента магнитов размером 2 мм× 10 мм× 20 мм. Эти три фрагмента магнитов именуют здесь как "фрагментами А, В и С магнитов", которые являются, соответственно, наиболее близкими, следующими по степени близости и наименее близкими к впускному литнику, через который производят операцию литья под давлением. К этим фрагментам магнитов было приложено импульсное магнитное поле напряженностью 3,2 МА/м (мегаампер на метр) или более, силовые линии которого были параллельными более короткой стороне фрагментов (то есть, стороне длиной 2 мм), за счет чего было обеспечено их намагничивание. После этого были измерены их магнитные свойства посредством устройства измерения намагниченности (ВН). Полученные результаты указаны в приведенной ниже таблице 10.
Из результатов, приведенных в таблице 9, видно, что состав из примера №3, содержащий 2 мас.% титаносодержащего нанокомпозитного магнитного порошка, обладает лучшей текучестью по сравнению с составом из сравнительного примера №1, который содержит только обычный порошок MQP-0. К тому же, в том случае, когда процентное содержание титаносодержащего нанокомпозитного магнитного порошка было увеличено до 70%, произошло снижение увеличения массы вследствие окисления до величины менее 0,2 мас.%. То есть произошло улучшение стойкости к окислению.
Кроме того, что касается значений скорости течения расплава (СТР) при 240°С и 260°С, то наиболее высокие значения СТР показал состав из примера №2. Следовательно, из таблицы видно, что для достижения особенно высокой текучести при относительно низкой температуре предпочтительным вариантом является тот, в котором процентное содержание титаносодержащего нанокомпозитного магнитного порошка составляет 70 мас.% или менее.
Состав из примера №1, компонентом которого является только титаносодержащий нанокомпозитный магнитный порошок, обладает превосходной текучестью и стойкостью к окислению. Следовательно, из результатов, приведенных в таблице 10, видно, что состав из примера №1 обладает неизменными магнитными свойствами вне зависимости от того, насколько близко к впускному литнику находился фрагмент магнита. То есть это позволяет использовать способ непрерывного литья под давлением даже при наличии узкой полости. Кроме того, ухудшение магнитных свойств полученного магнита на связке вследствие окисления не наблюдалось даже в том случае, когда операция литья выполнялась при 350°С. Авторы полагают, что такое повышение стойкости к окислению обусловлено не только высокой стойкостью к окислению непосредственно самого титаносодержащего нанокомпозитного магнитного порошка, используемого в настоящем изобретении, но также и тем, что соответствующие частицы, из которых состоит магнитный порошок, оказались покрытыми в достаточной степени полимером.
С другой стороны, состав из сравнительного примера №1 обладал более низкой текучестью и относительно высокой степенью увеличения массы вследствие окисления, превышающей 0,26 мас.% (то есть более низкой стойкостью к окислению). Из результатов, приведенных в таблице 10, видно, что чем дальше от впускного литника находился фрагмент магнита, тем худшими магнитными свойствами он обладал (то есть более низкой плотностью заполнения полости составом). Кроме того, фрагмент магнита, полученный способом литья под давлением при температуре 350° С, несомненно обладал худшими магнитными свойствами, чем фрагмент магнита, полученный способом литья под давлением при температуре 260° С. Следовательно, из таблицы видно, что произошло ухудшение магнитных свойств магнитного порошка вследствие окисления.
Пример №4 и сравнительные примеры №2 и №3
[Как приготавливали состав]
Состав из примера №4 был приготовлен только из титаносодержащего нанокомпозитного магнитного порошка (имеющего абсолютную плотность 7,5 г/см3 и гранулометрический состав, приведенный в таблице 7), который был использован в вышеописанных примерах №1-№3. В отличие от этого состава составы из сравнительных примеров №2 и №3 были приготовлены с использованием соответственно порошка MQP-B (производимого фирмой "MQI Inc." и имеющего абсолютную плотность 7,6 г/см3) и порошка MQP-0 (производимого фирмой "MQI Inc." и имеющего абсолютную плотность 7,5 г/см3).
В частности, каждый из этих магнитных порошков был смешан с 2 мас.% эпоксидной смолы, которая имела абсолютную плотность 1,2 г/см3 и была разбавлена метилэтилкетоном (при этом массовое процентное содержание было вычислено по отношению к массе полученного в результате этого состава). После этого смесь была подвергнута перемешиванию в газовой среде аргона (Аг) до тех пор, пока не произошло испарение метилэтилкетона, в результате чего были получены составы для редкоземельных магнитов на связке из примера №4 и из сравнительных примеров №2 и №3. Объемный процент содержания порошков сплава редкоземельных элементов в составах, вычисленный исходя из величины их абсолютной плотности (6,9 г/см3), был равен 90% в составе из примера №4 и в составе из сравнительного примера № 3, и, соответственно, 89% в составе из сравнительного примера №2.
[Как изготавливали магнит на связке]
Из составов, описанных в примере №4 и в сравнительных примерах №2 и №3, были изготовлены спрессованные магниты на связке, каждый из которых имел диаметр 10 мм и высоту 7 мм, при этом давление прессования было отрегулировано таким образом, чтобы плотность каждого из полученных в результате этого магнитов была равна 5,9 г/см3. После этого магниты были подвергнуты термообработке при температуре 150°С в течение одного часа в газовой среде аргона (Аr).
[Оценки]
Была проведена оценка антикоррозионной стойкости этих магнитов на связке, изготовленных из составов, описанных в примере №4 и в сравнительных примерах №2 и №3. В частности, магниты на связке, намагниченные посредством импульсного магнитного поля напряженностью 3,2 МА/м или более (где число образцов n=3 в каждом примере и примерах для сравнения), были подвержены воздействию высокотемпературной среды с высокой влажностью при температуре 80 °С и относительной влажности 90%, посредством чего были вычислены значения увеличения массы вследствие окисления, выраженной в процентах (то есть по формуле {(масса после воздействия - масса до воздействия) - (масса до воздействия)}× 100) и изменения магнитного потока (Фоткр) (то есть по формуле {(магнитный поток после воздействия - магнитный до воздействия) - (магнитный поток до воздействия)}× 100). На Фиг.16А и Фиг.16Б приведены графики зависимости полученных результатов (на которых каждый набор данных был усреднен для п=3) от времени воздействия среды на магнит.
В результате этих экспериментов было обнаружено, что магнит на связке, для изготовления которого был использован состав из настоящего изобретения (представленный в примере №4), имел намного более высокую стойкость к окислению или намного менее выраженное ухудшение магнитных свойств даже при воздействии на него среды с высокой температурой и влажностью, чем магниты на связке, для изготовления которых были использованы составы из сравнительных примеров №2 и №3, содержащие магнитные порошки из обычных быстроотвержденных сплавов, например порошки MQP-B и MQP-0.
Пример №5 и сравнительный пример №4
[Как приготавливали магнитный порошок]
Шихта массой приблизительно 5 кг, смешанная таким образом, чтобы его сплав содержал 8,5 ат.% неодима (Nd), 11,0 ат.% бора (В), 2,5 ат.% титана (Ti), 1,0 ат.% углерода (С), 2,0 ат.% кобальта (Со) и железо (Fe) в качестве остального вещества, была помещена в тигель, а затем была подвергнута индукционному нагреву в газовой среде аргона (Аr) при давлении приблизительно 50 кПа, в результате чего был получен жидкий сплав.
Из жидкого сплава способом ленточного литья был изготовлен быстроотвержденный сплав. В частности, тигель был наклонен таким образом, чтобы обеспечить подачу жидкого сплава по наклонному желобу непосредственно на охлаждающий валок, выполненный из чистой меди, который имел диаметр 250 мм и вращался со скоростью перемещения поверхности, равной 15 м/с, за счет чего было обеспечено быстрое охлаждение и отверждение жидкого сплава. При подаче расплава на валок расплав, протекающий по наклонному желобу, был разделен на два потока, а путем регулировки угла наклона тигля скорость подачи расплава в каждом из потоков расплава была отрегулирована таким образом, чтобы она составляла 1,3 кг в минуту.
Посредством микрометра были измерены значения толщины ста (100) отлитых вышеуказанным способом полос из быстроотвержденных сплавов. В результате, полосы из быстроотвержденных сплавов имели среднюю толщину 85 мкм со среднеквадратичным отклонением σ , равным 11 мкм. После этого изготовленный вышеуказанным способом быстроотвержденный сплав был измельчен в порошок таким образом, чтобы размер его частиц не превышал 850 мкм, а затем был загружен со скоростью подачи 20 г/мин в конвейерную печь, имеющую зону выдержки, длина которой составляла приблизительно 500 мм, а скорость подачи ленты конвейера составляла 100 мм/мин, в газовой среде аргона, температуру которой поддерживали равной 720°С. Таким способом была осуществлена термообработка порошка, в результате чего был получен магнитный порошок.
Была определена кристаллическая структура полученного магнитного порошка способом рентгенодифракционного анализа порошка. В результате оказалось, что магнитный порошок представляет собой титаносодержащий нанокомпозитный магнитный порошок, состоящий из фазы Nd2Fe14B, фазы Fe23В6 и фазы α -Fe.
Затем полученный магнитный порошок был подвергнут измельчению посредством дисковой мельницы штыревого типа, описание которой было приведено выше со ссылкой на Фиг.7А и Фиг.7Б, в результате чего был получен магнитный порошок, имеющий гранулометрический состав, указанный в приведенной ниже таблице 11. Следует отметить, что гранулометрический состав был получен путем сортировки 50 г порошка по размеру частиц с использованием стандартного сита в соответствии с промышленным стандартом Японии (JIS) Z8801 и построения графика зависимости массы частиц порошка от соответствующих размеров частиц.
Значения отношения ширины полученных в результате этого 100 частиц магнитного порошка к их длине были получены с использованием сканирующего электронного микроскопа. В результате, все значения отношения ширины этих частиц к их длине находились в интервале от 0,3 до 1,0. Также посредством магнитометра с вибрирующим образцом (МВО) было измерено значение (ВН)max порошка, равное 102 кДж/м3.
[Как приготавливали состав]
Состав из примера №5 был приготовлен с использованием 94 мас.% титаносодержащего нанокомпозитного магнитного порошка (имеющего абсолютную плотность 7,5 г/см3), 0,75 мас.% модификатора, представляющего собой титанат (KR-TTS, выпускаемый фирмой "Ajinomoto Fine-Techno Co, Inc."), 0,5 мас.% стеарата амида, служащего в качестве смазывающего материала, и 4,75 мас.% порошка полимера "нейлон-12" (имеющего абсолютную плотность 1,1 г/см3), служащего в качестве термопластичной полимерной связки. В частности, титаносодержащий нанокомпозитный магнитный порошок был подвергнут операции обработки для обеспечения его сцепления, выполняемой путем распыления модификатора на магнитный порошок при его нагреве и перемешивании. После этого титаносодержащий нанокомпозитный магнитный порошок вместе с модификатором был смешан со смазывающим материалом и термопластичной полимерной связкой, а затем было осуществлено его перемешивание посредством непрерывного экструзионного смесителя при температуре выдавливания 170°С до образования однородной массы, в результате чего был получен указанный состав.
Состав из сравнительного примера №4 был получен не путем обработки титаносодержащего нанокомпозитного магнитного порошка, а путем обработки имеющегося в продаже порошка MQP 13-9 (имеющего абсолютную плотность 7,5 г/см3 и значение (ВН)max 104 кДж/м3, которые сопоставимы с соответствующими параметрами титаносодержащего нанокомпозитного магнитного порошка) способом, аналогичным тому, который был использован в примере №5. В этом варианте гранулометрический состав порошка MQP 13-9 посредством операции сортировки по размеру частиц был выполнен почти эквивалентным тому, который приведен в таблице 11.
Из составов, описанных в примере №5 и в сравнительном примере №4, способом литья под давлением при температуре инжектирования 250°С были изготовлены магниты на связке диаметром 15 мм и высотой 5 мм.
К этим магнитам на связке было приложено импульсное магнитное поле напряженностью 3,2 МА/м или более, за счет чего было обеспечено их намагничивание. После этого были измерены их магнитные свойства посредством устройства измерения намагниченности (ВН). В результате, магнит, изготовленный из состава, представленного как пример №5, обладал превосходными магнитными свойствами (например, значение (ВН)max, равное 50,5 кДж/м3). В отличие от этого, значение (ВН)max магнита, изготовленного из состава, представленного как сравнительный пример №4, было равно 48,8 кДж/м3.
Из этих результатов видно, что хотя в составах из примера №5 и из сравнительного примера №4 были использованы магнитные порошки с почти одинаковыми магнитными свойствами, тем не менее имеет место различие между полученными магнитами на связке.
Также было установлено, что магнит на связке, изготовленный способом литья под давлением, который обладает превосходными магнитными свойствами, а именно значением (ВН)max, превышающим 50 кДж/м3, может быть легко получен путем подмешивания модификатора или смазывающего материала к составу даже при использовании магнитного порошка с относительно низким значением (BH)max, равным 100 кДж/м3.
Из состава, представленного как пример №5, мог быть получен магнит на связке, обладающий лучшими магнитными свойствами по сравнению с магнитом, полученным из состава, представленного как сравнительный пример №4, который изготовлен из магнитного порошка, имеющего почти одинаковые с ним магнитные свойства. Авторы полагают, что это обусловлено следующими причинами. Во-первых, по сравнению с магнитным порошком, который был использован в сравнительном примере №4, титаносодержащий нанокомпозитный магнитный порошок, использованный в примере №5, имел такой состав и структуру, которые должны были обеспечить, по существу, намного меньшую степень окисления во время выполнения технологических операций перемешивания и литья под давлением. К тому же, порошок MQ, который был использован в сравнительном примере №4, был подвергнут дополнительному измельчению при выполнении операции перемешивания, в результате чего воздействию были подвергнуты другие вновь открывшиеся поверхности, что непреднамеренно приводило к дальнейшему распространению процесса окисления. В отличие от этого, титаносодержащий нанокомпозитный магнитный порошок, использованный в примере №5, обладал превосходной текучестью во время операции перемешивания, и существовала намного меньшая вероятность его непреднамеренного измельчения. Кроме того, поскольку соответствующие частицы, из которых состоит магнитный порошок, были покрыты полимером в более полной степени, то в результате это должно было привести к дополнительному уменьшению окисления.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
В настоящем изобретении предложен состав для редкоземельного магнита на связке, который позволяет свести к минимуму ухудшение магнитных свойств, обусловленное нагревом, используемым при изготовлении магнита на связке способом прессования, может обеспечить улучшение текучести, в том числе прессуемости, и из которого может быть изготовлен редкоземельный магнит на связке, обладающий превосходными магнитными свойствами и великолепной антикоррозионной стойкостью.
Состав, предложенный в настоящем изобретении, обладает превосходной текучестью, и особенно целесообразным может являться его использование в качестве состава для литья под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАНОКОМПОЗИТНЫЕ МАГНИТЫ ИЗ СОДЕРЖАЩЕГО РЕДКОЗЕМЕЛЬНЫЙ ЭЛЕМЕНТ СПЛАВА НА ОСНОВЕ ЖЕЛЕЗА | 2002 |
|
RU2250524C2 |
| НАНОКОМПОЗИТНЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2311698C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРООТВЕРЖДЕННОГО СПЛАВА ДЛЯ МАГНИТА | 2003 |
|
RU2255833C1 |
| МАТЕРИАЛЫ R-FE-B ПОСТОЯННЫХ МАГНИТОВ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1993 |
|
RU2113742C1 |
| МАГНИТНЫЙ МАТЕРИАЛ ДЛЯ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136068C1 |
| ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2389098C2 |
| РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2377680C2 |
| РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2377681C2 |
| ПОЛУЧЕНИЕ МАТЕРИАЛА РЕДКОЗЕМЕЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2005 |
|
RU2367045C2 |
| СПЕЧЕННЫЙ МАГНИТ R-FE-B И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2704989C2 |
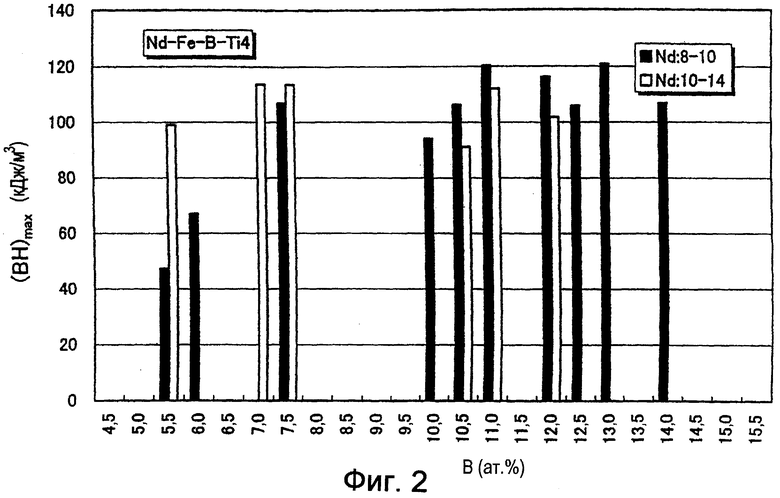
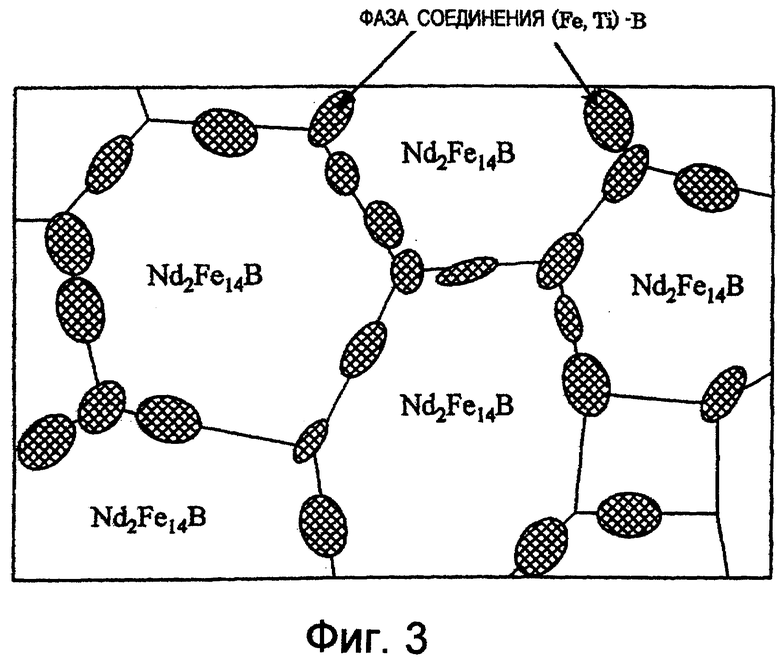
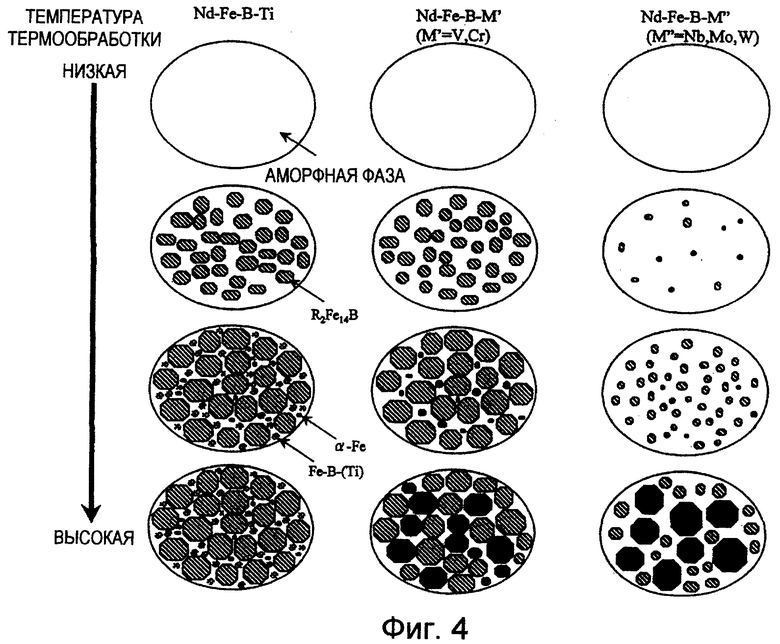
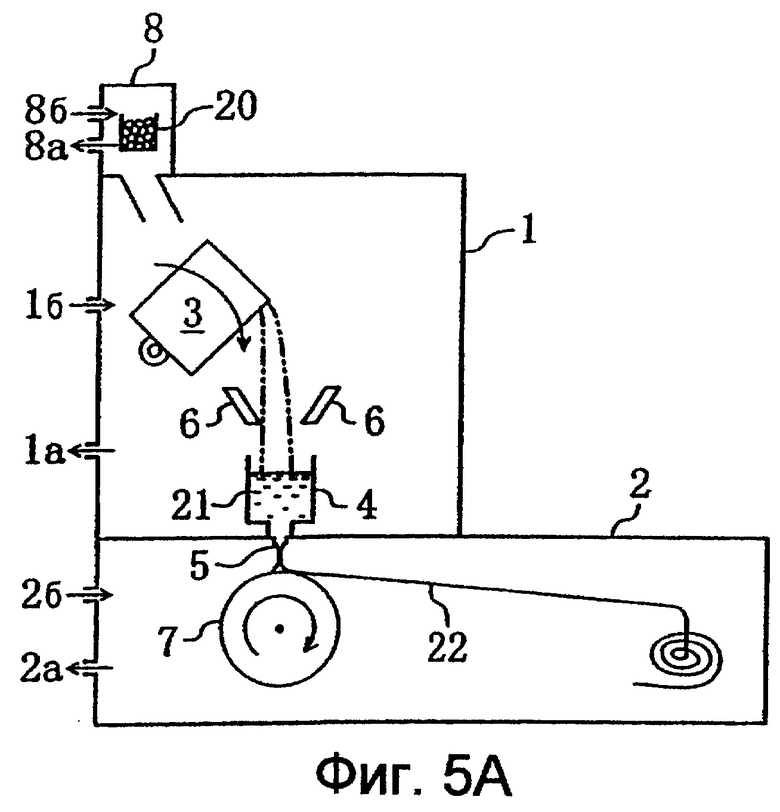
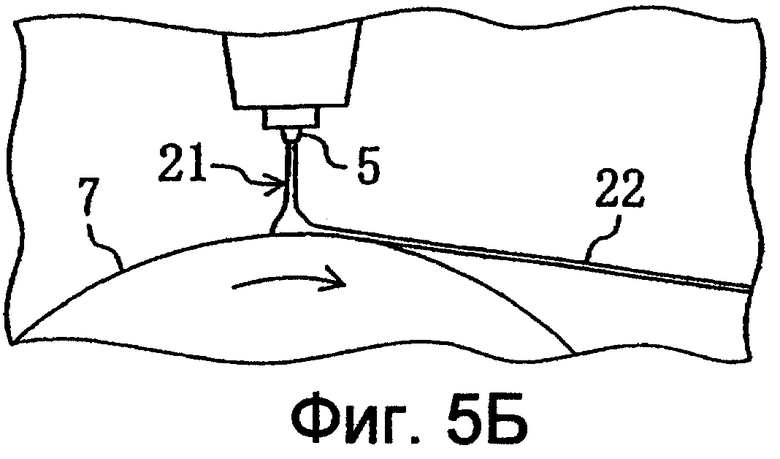
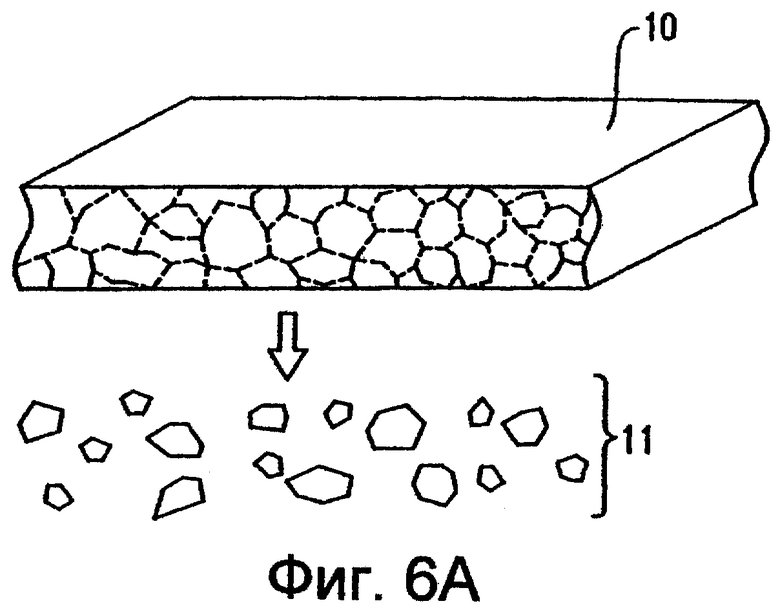
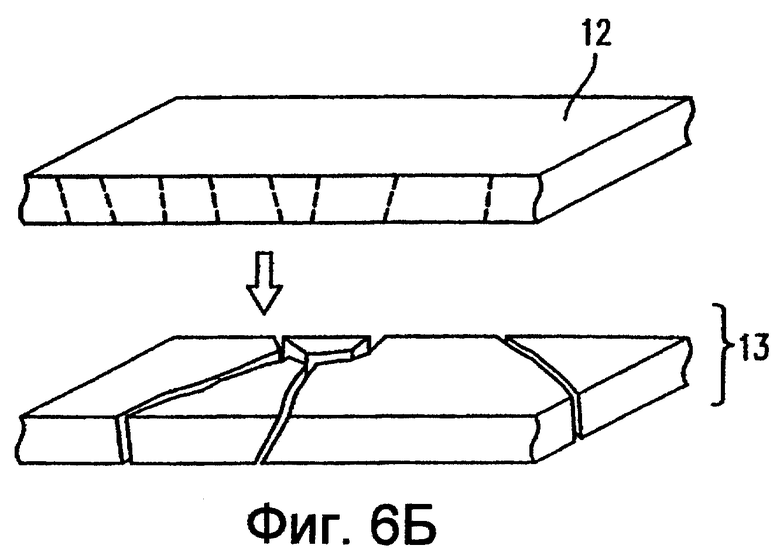
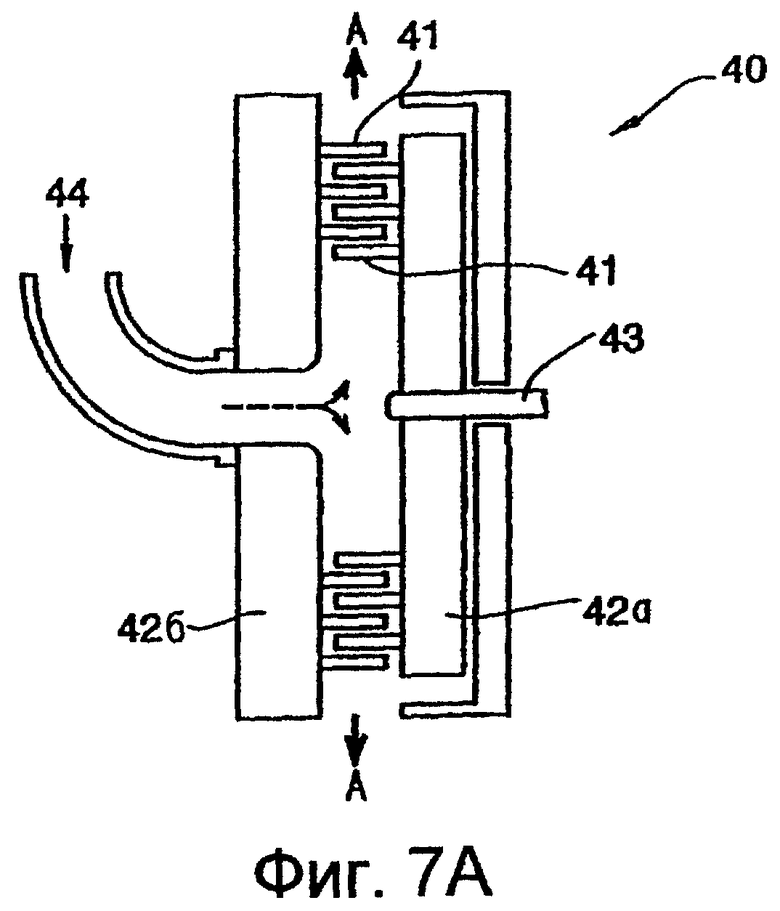
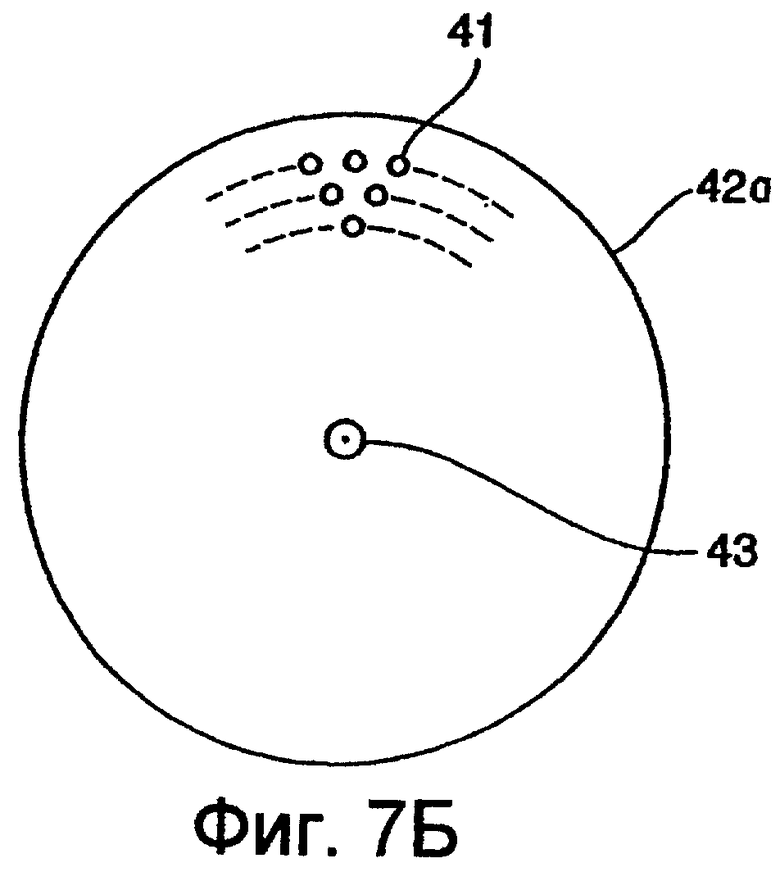
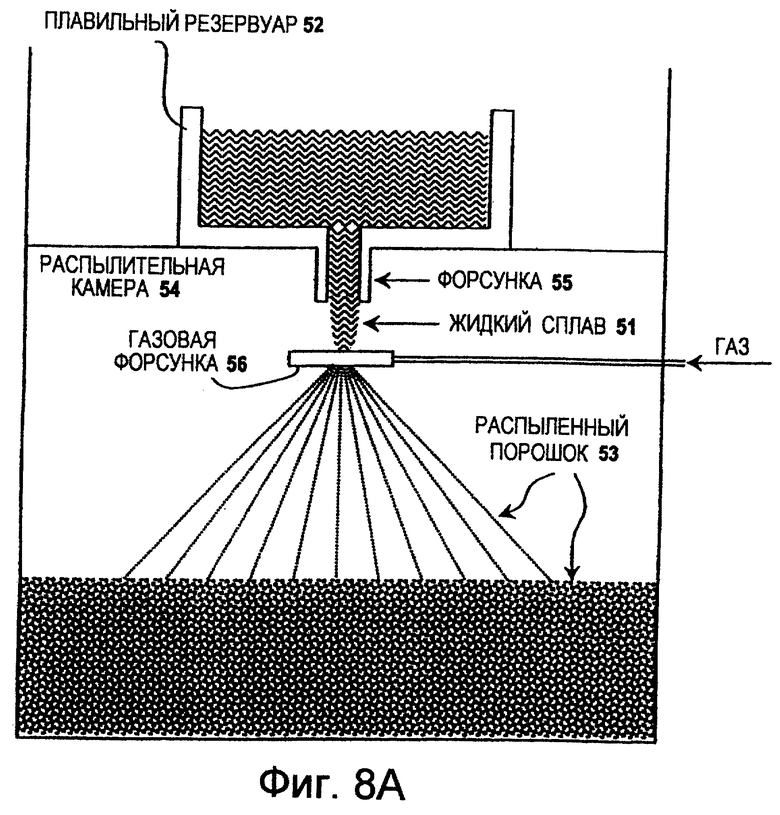
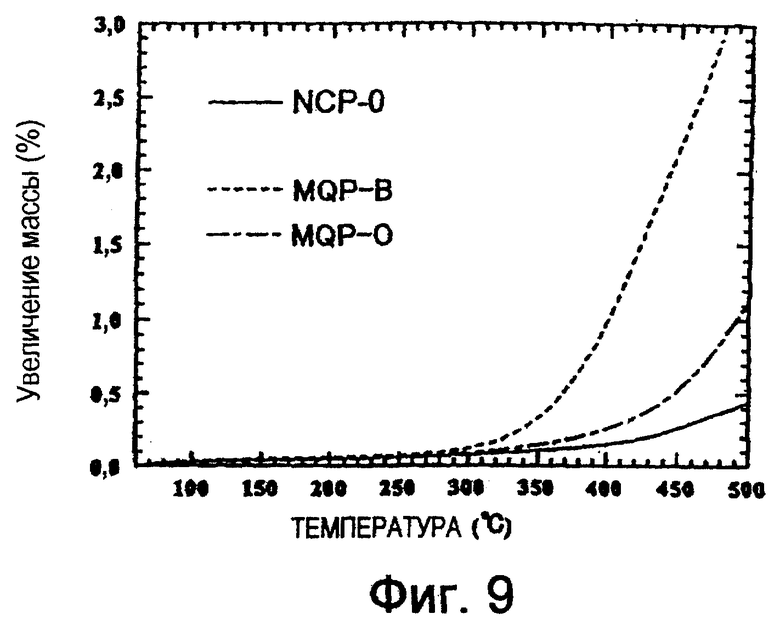
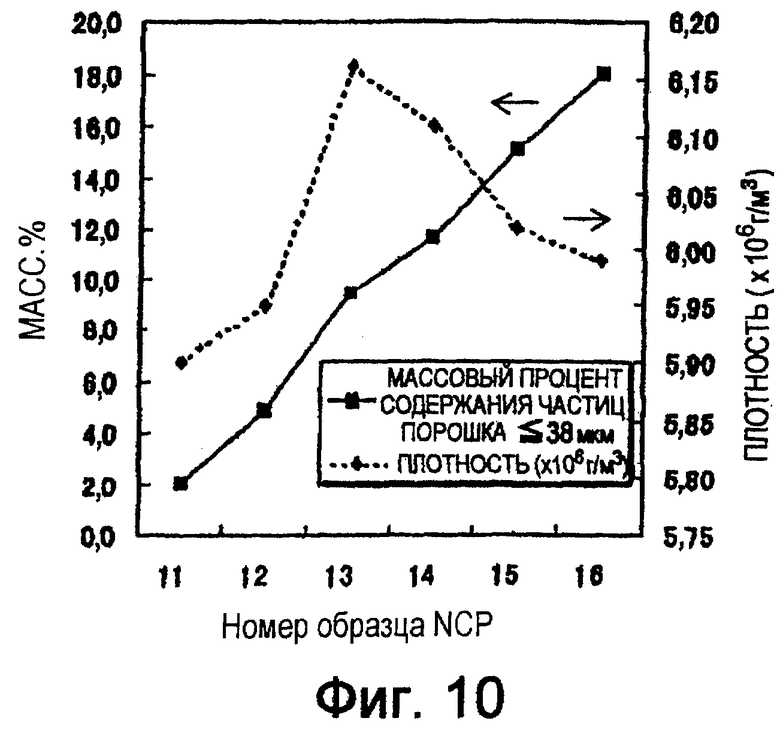
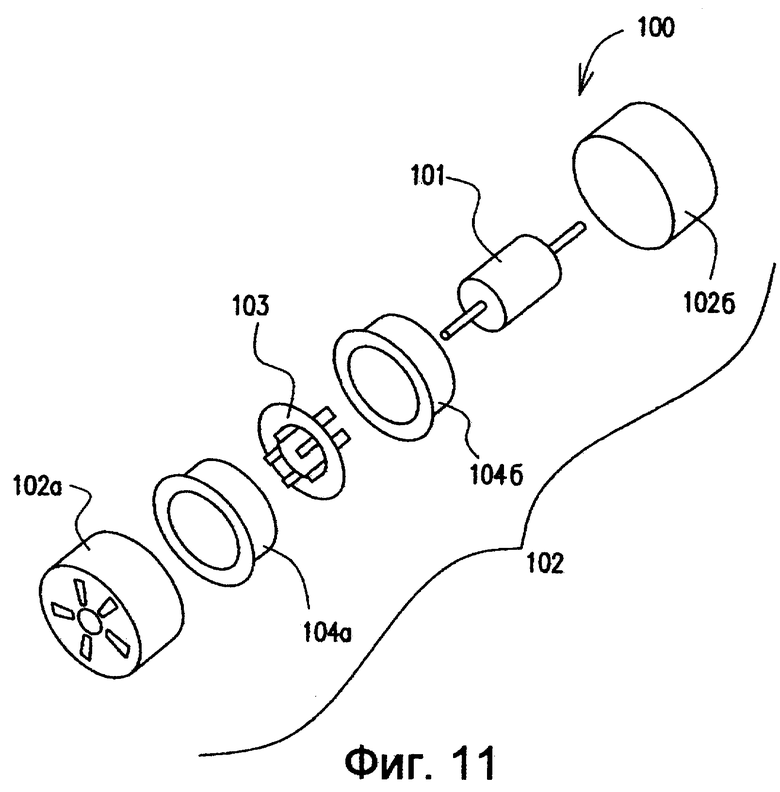
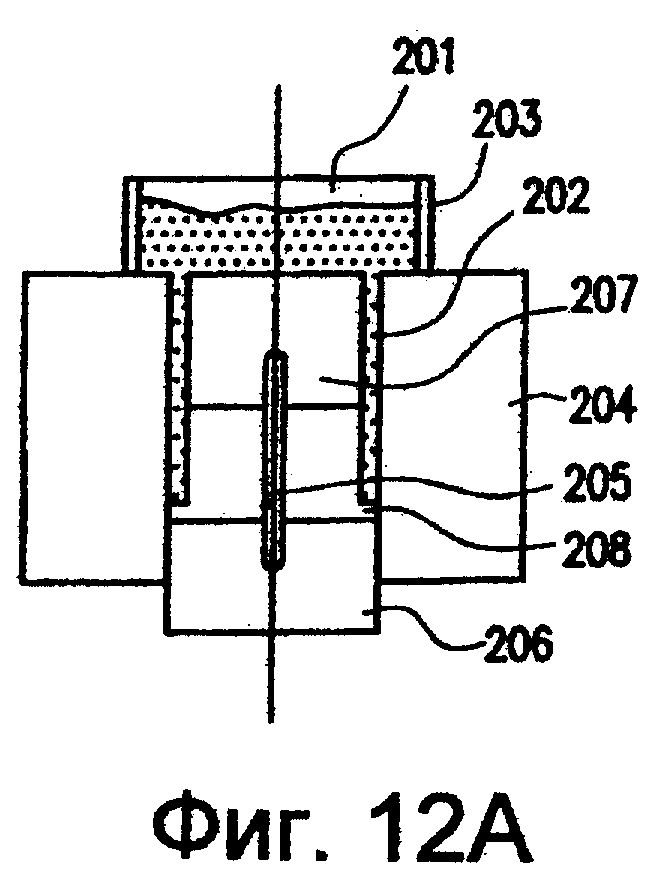
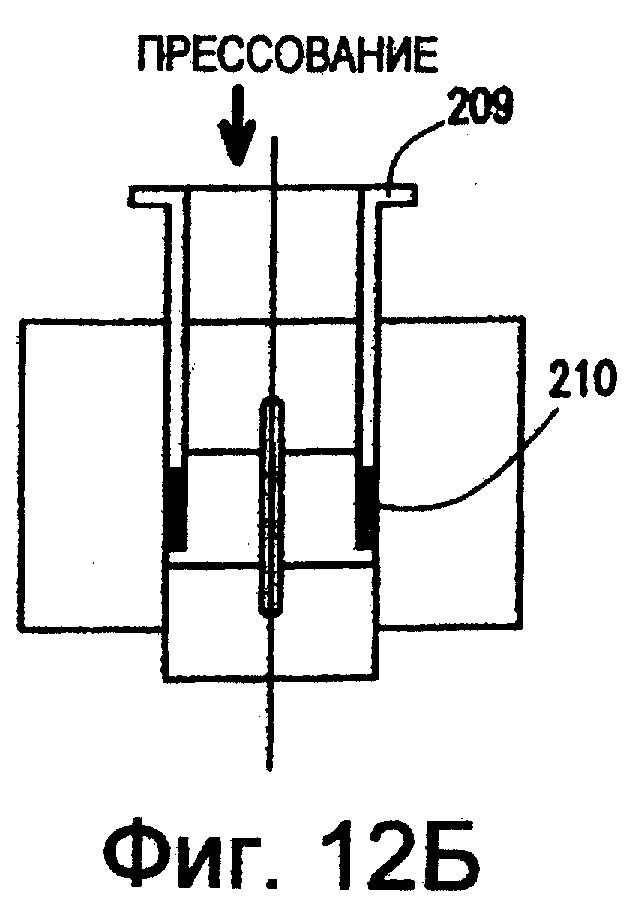
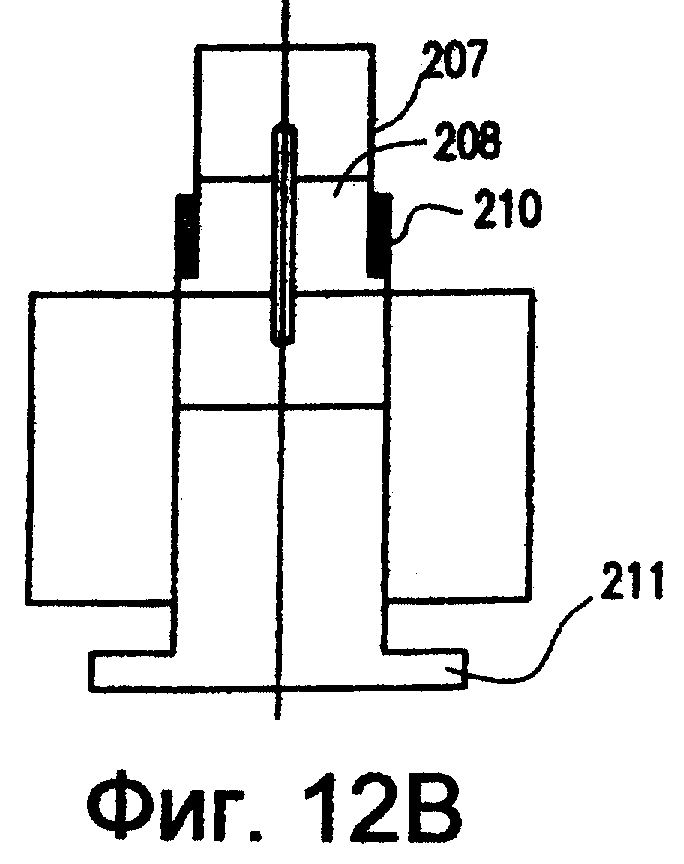
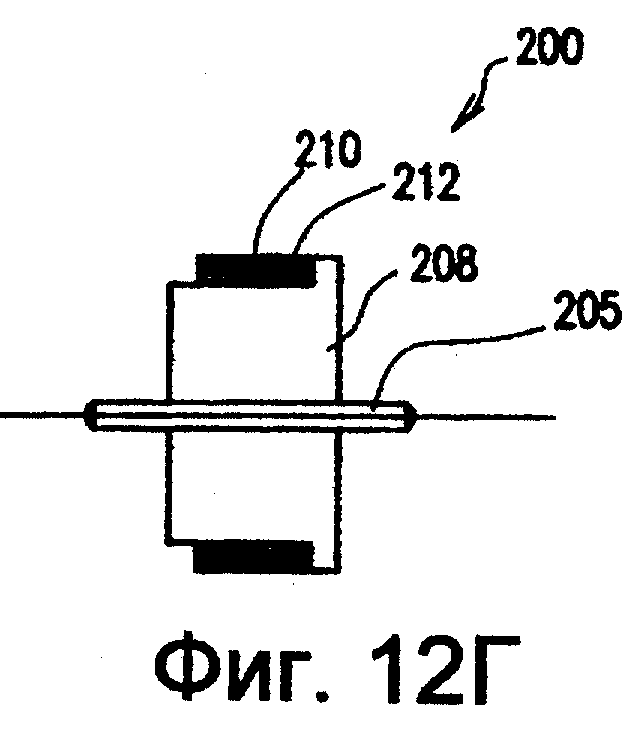
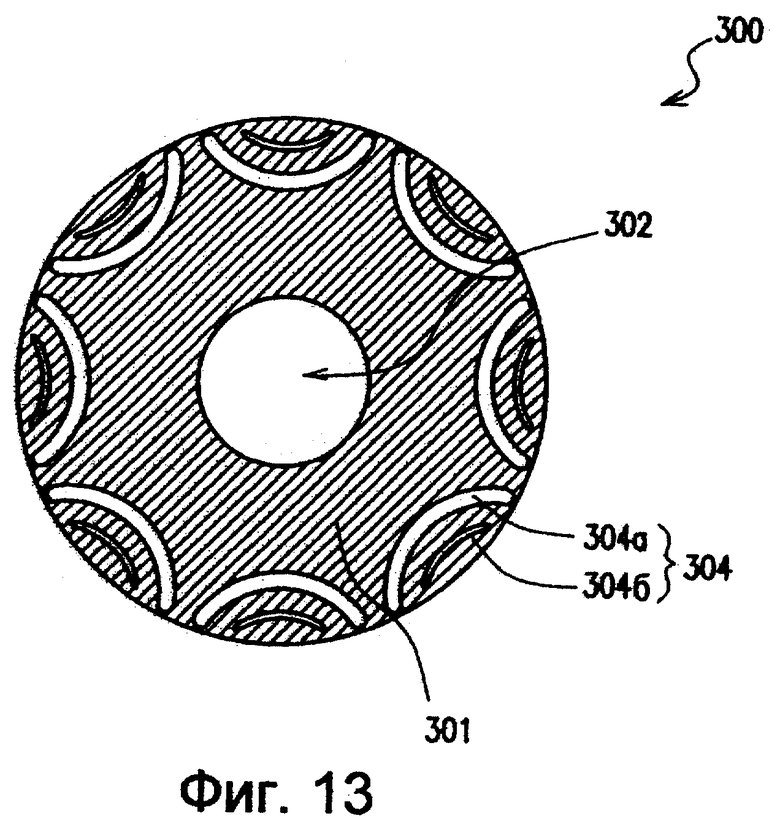
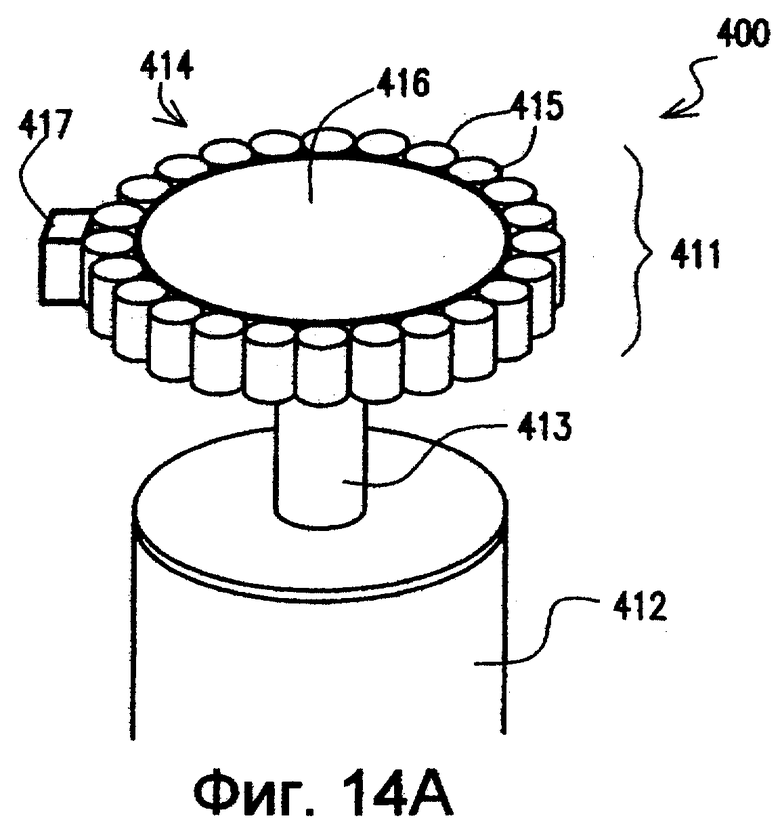
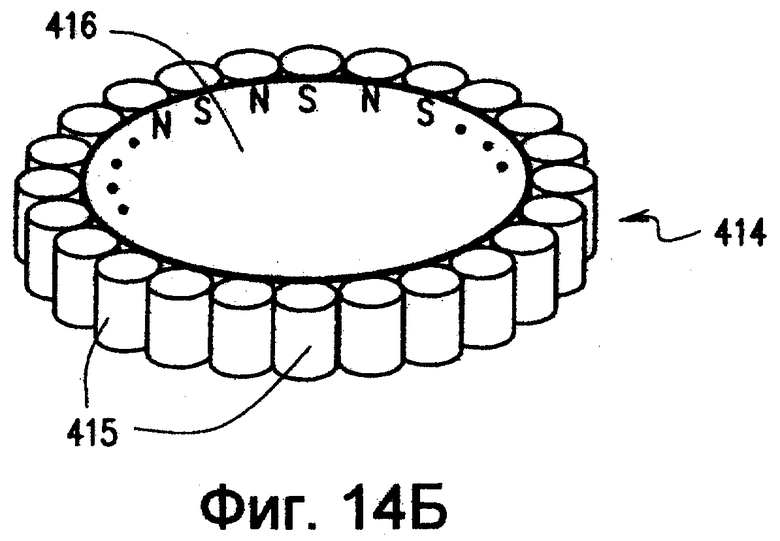
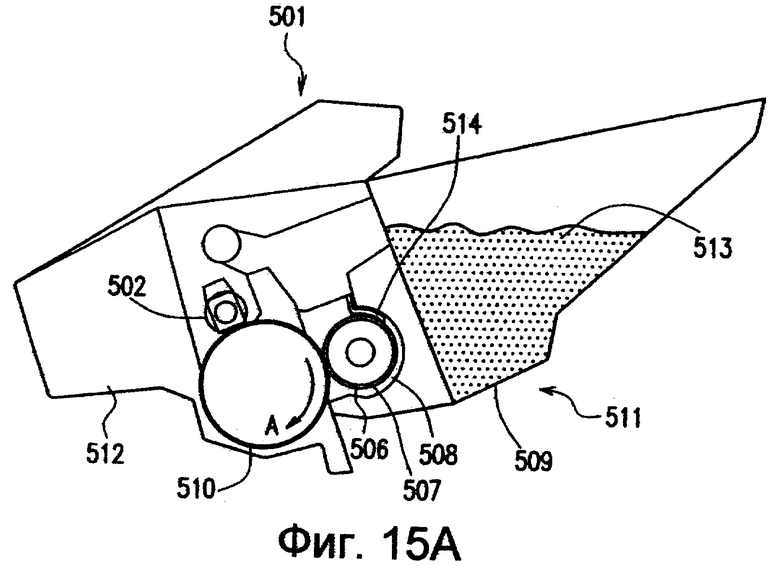
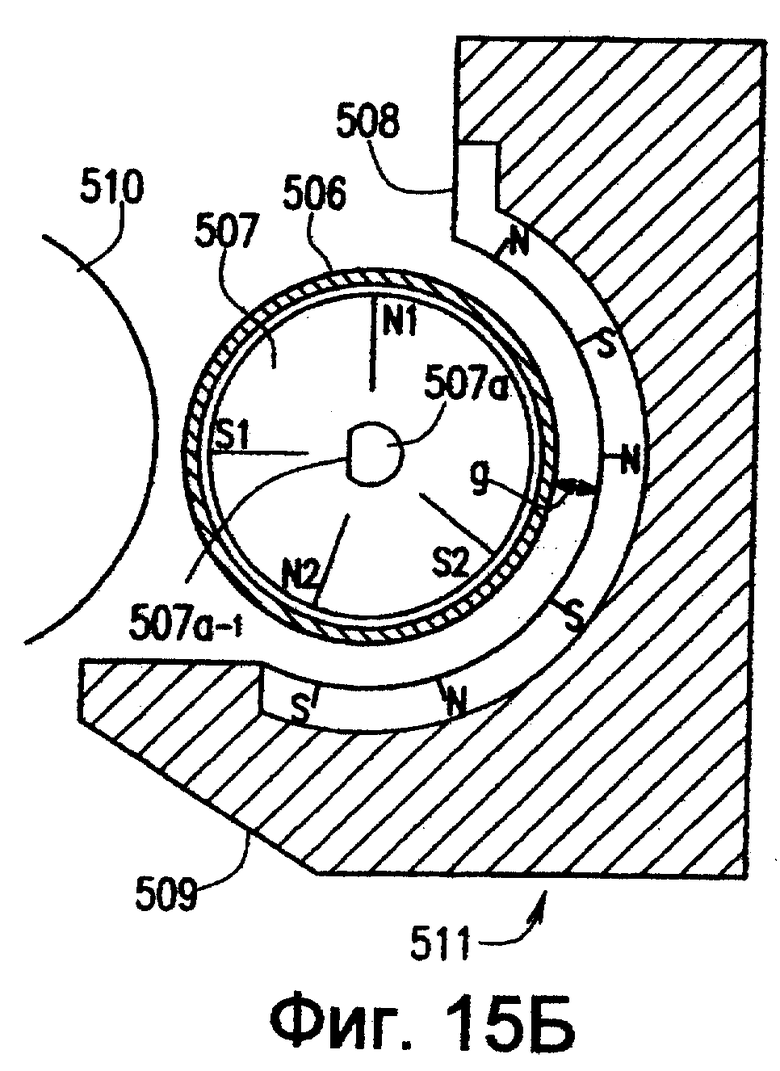
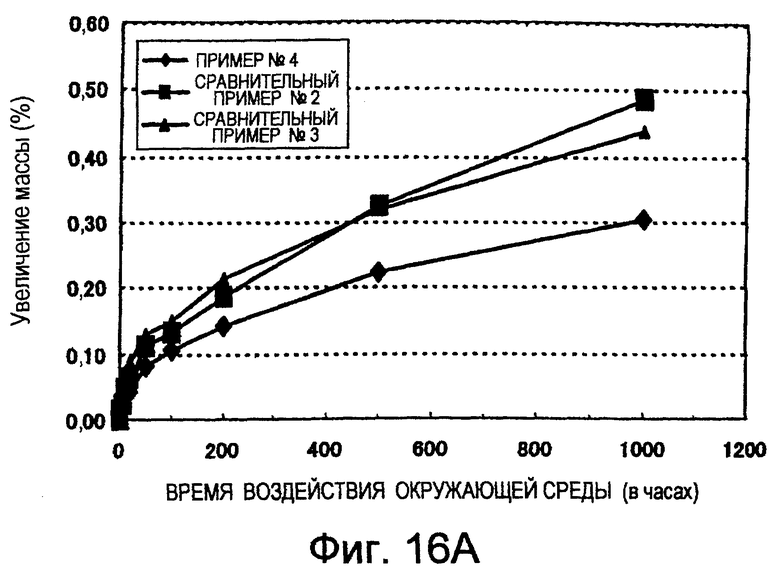
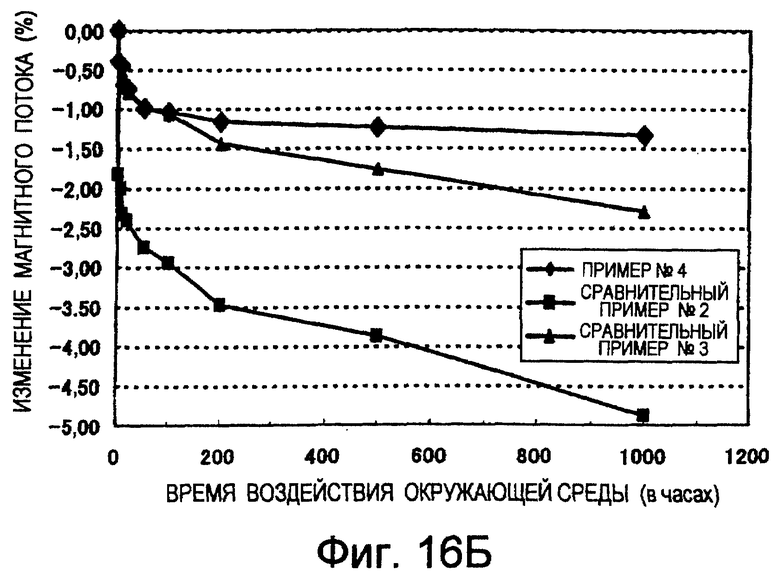
Изобретение относится к изготовлению спеченных магнитов на связке, в частности к магнитам, содержащим сплав редкоземельных элементов. Состав для изготовления редкоземельного магнита на связке содержит порошок сплава редкоземельных элементов и связку. Порошок сплава редкоземельных элементов содержит по меньшей мере 2 мас.% частиц Ti-содержащего нанокомпозитного магнитного порошка, представленного общей формулой: (Fe1-mTm)100-x-y-zQxRyMz, где Т - Со и/или Ni; Q - В и/или С и всегда содержит В; R - по меньшей мере один редкоземельный элемент, за исключением La и Се; М - Ti и/или Zr, и/или Hf и всегда содержит Ti. При этом 10 ат. % < х ≤ 20 ат. %; 6 ат. % ≤ у < 10 ат. %; 0,1 ат. % ≤ z ≤ 12 ат. %; 0≤m≤0,5. Частицы Ti-содержащего нанокомпозитного магнитного порошка содержат по меньшей мере две кристаллические ферромагнитные фазы. Средний размер кристаллических зерен магнитно-твердых фаз 10-200 нм. Средний размер кристаллических зерен магнитно-мягких фаз 1-100 нм. Средний размер кристаллических зерен магнитно-мягких фаз меньше среднего размера кристаллических зерен магнитно-твердых фаз. Техническим результатом является улучшение прессуемости, повышение магнитных свойств и коррозионной стойкости готового магнита. 3 н. и 17 з.п. ф-лы, 16 ил., 11 табл.
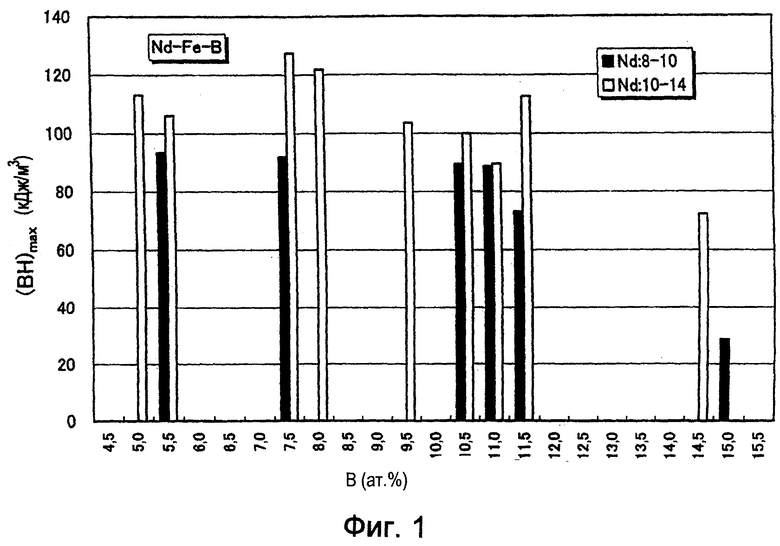
(Fe1-mTm)100-x-y-zQxRyMz,
где Т - по меньшей мере один элемент, выбранный из группы, состоящей из Со и Ni;
Q - по меньшей мере один элемент, выбранный из группы, состоящей из В и С, и всегда содержащий бор;
R - по меньшей мере один редкоземельный элемент, за исключением La и Се;
М - по меньшей мере один элемент, выбранный из группы, состоящей из Ti, Zr и Hf, и всегда содержащий титан, а молярные доли х, у, z (в ат. %) и m удовлетворяют соответствующим неравенствам:
10<х≤20;
6≤у<10;
0,1≤z≤12;
0≤m≤0,5;
причем частицы Ti-содержащего нанокомпозитного магнитного порошка содержат по меньшей мере две кристаллические ферромагнитные фазы, при этом магнитно-твердые фазы имеют средний размер кристаллических зерен 10-200 нм, магнитно-мягкие фазы имеют средний размер кристаллических зерен 1-100 нм, средний размер кристаллических зерен магнитно-мягких фаз меньше, чем средний размер кристаллических зерен магнитно-твердых фаз.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| МАГНИТНЫЙ МАТЕРИАЛ | 1998 |
|
RU2136069C1 |
| US 5230749 А, 27.07.1993 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

