Настоящее изобретение относится к упаковочному ламинированному материалу для термообрабатываемого упаковочного контейнера, содержащему основной (базовый) слой, наружные влагонепроницаемые покрытия и алюминиевую фольгу между базовым слоем и одним наружным покрытием, которая служит в качестве барьера для газов.
Упаковочный материал описанного типа известен, например, из международной публикации WO 97/02140. Известный упаковочный материал имеет жесткий, но сгибаемый базовый слой из бумаги или картона и наружные влагонепроницаемые покрытия из влаго- и теплостойкого пластикового материала на обеих сторонах центрального слоя. Чтобы также придать известному упаковочному материалу газобарьерные свойства, в частности по отношению к газообразному кислороду, упаковочный материал дополнительно содержит алюминиевую фольгу, которая служит в качестве барьера для газов и которая расположена между бумажным или картонным слоем и одним наружным пластиковым покрытием.
Из известного упаковочного ламинированного материала изготавливают термообрабатываемые упаковочные контейнеры с помощью наполнительных машин такого типа, которые из полотна или заготовок упаковочного материала формируют заполненные и запечатанные готовые упаковки в соответствии с так называемым процессом формирования/заполнения/запечатывания, хорошо известным в области упаковки.
Например, из плоской сложенной трубчатой заготовки из известного упаковочного материала изготавливают упаковочный контейнер, способный выдержать термообработку, посредством того, что сначала заготовку упаковки преобразуют в открытую трубчатую упаковочную коробку, которую запечатывают на одном конце сгибанием и термосвариванием непрерывных сгибаемых концевых панелей упаковочной коробки с образованием по существу плоского закрытого дна. Упаковочную коробку, снабженную дном, заполняют соответствующим содержимым, например пищевым продуктом, через открытый конец, который после этого запечатывают дополнительным сгибанием и термосвариванием соответствующих концевых панелей упаковочной коробки с образованием по существу плоского закрытого верха. После этого заполненный и запечатанный, обычно параллелепипедный упаковочный контейнер готов для термообработки для придания упакованному содержимому или пищевому продукту длительного срока хранения в закрытом упаковочном контейнере.
Термообработку, продлевающую срок хранения, целесообразно осуществлять так и в таких условиях, как описано в международной публикации WO 98/16431, которая включена в настоящее описание путем ссылки. В этом случае упаковочный контейнер помещают в автоклав и нагревают в нем с помощью первой газообразной среды, протекающей в контакте с наружными стенками упаковочного контейнера, например горячего пара, до температуры обычно в интервале 70-130°С. По истечении заданного времени экспозиции при выбранной температуре подачу газообразной среды прекращают. Упаковочный контейнер охлаждают второй циркулирующей газообразной средой, например холодным воздухом, и окончательно - циркулирующей жидкой средой, например холодной водой. Охлажденный термообработанный упаковочный контейнер после этого извлекают из автоклава для хранения, транспортировки и/или других действий.
Хотя упаковочный контейнер из известного упаковочного ламинированного материала обычно выдерживает жесткую термообработку в автоклаве, тем не менее нередко случается, что алюминиевая фольга, включенная в материал в качестве газобарьера, при преобразовании упаковочного материала в упаковочный контейнер подвергается воздействию таких больших напряжений, что она образует трещины в тех областях упаковочного материала, которые подвержены таким напряжениям. Образование трещин в чувствительной к напряжениям алюминиевой фольге приводит к тому, что упаковочный контейнер соответственно теряет свою непроницаемость по отношению к газам, которые поэтому могут проникать в упаковочный контейнер и контактировать с упакованным продуктом. Проблема нежелательного проникновения газов через трещины, возникшие в алюминиевой фольге, становится особенно серьезной в случаях, когда упакованный продукт особенно чувствителен к газам, например к газообразному кислороду, который может очень быстро испортить продукт и сделать его непригодным для использования.
Поэтому задача настоящего изобретения состоит в устранении вышеописанного недостатка известного упаковочного ламинированного материала.
Еще одна задача настоящего изобретения состоит в создании упаковочного ламинированного материала описанного типа, который можно легко преобразовать сгибанием и термосвариванием в термообрабатываемый упаковочный контейнер без риска того, что этот упаковочный контейнер потеряет желаемую непроницаемость по отношению к газам, в частности газообразному кислороду, даже если чувствительная к напряжениям алюминиевая фольга подвергается растрескиванию и аналогичным повреждениям в процессе сгибания упаковочного материала.
Еще одна задача настоящего изобретения состоит в создании термообрабатываемого упаковочного контейнера, полученного из упаковочного ламинированного материала, для скоропортящихся и чувствительных к газообразному кислороду пищевых продуктов.
Упомянутые и другие задачи и преимущества будут достигаться согласно настоящему изобретению с использованием упаковочного ламинированного материала согласно пункту 1 формулы изобретения и упаковочного контейнера, изготовленного из этого упаковочного материала, согласно пункту 8 формулы изобретения. Предпочтительные варианты выполнения упаковочного материала по изобретению имеют признаки, изложенные в зависимых пунктах 2-7.
Таким образом, настоящее изобретение относится к упаковочному ламинированному материалу для термообрабатываемого упаковочного контейнера, содержащему базовый слой, наружные влагонепроницаемые покрытия и алюминиевую фольгу, которая служит в качестве барьера для газов и расположена между базовым слоем и одним наружным покрытием, причем упаковочный материал для улучшения газонепроницаемости включает дополнительный слой, служащий в качестве барьера для газов, между базовым слоем и алюминиевой фольгой.
Настоящее изобретение также относится к термообрабатываемому упаковочному контейнеру для скоропортящихся и чувствительных к газообразному кислороду продуктов, полученному сгибанием и свариванием упаковочного материала по изобретению.
Ниже настоящее изобретение описывается более подробно со ссылкой на прилагаемые чертежи. На чертежах:
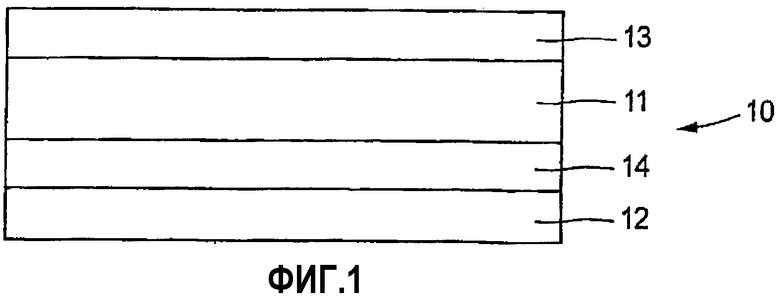
Фиг.1 - схематичный вид общей структуры известного упаковочного ламинированного материала для термообрабатываемого упаковочного контейнера;
Фиг.2 - схематичный вид общей структуры упаковочного материала для термообрабатываемого контейнера согласно первому варианту выполнения изобретения, и
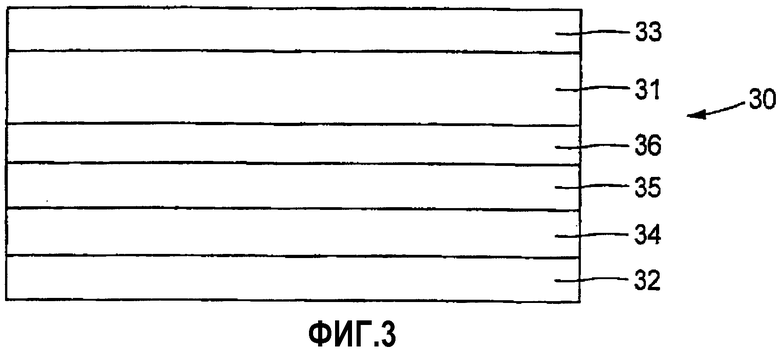
Фиг.3 - схематичный вид общей структуры упаковочного материала для термообрабатываемого контейнера согласно другому предпочтительному варианту выполнения изобретения.
Подробное описание вариантов выполнения и прилагаемых чертежей
На фиг.1 показана общая структура известного упаковочного материала 10. Упаковочный материал 10 содержит жесткий, но сгибаемый базовый слой 11 из бумаги или картона, а также наружные влагонепроницаемые покрытия 12 и 13 по обеим сторонам базового слоя 11. Упаковочный материал 10 также содержит алюминиевую фольгу 14, служащую в качестве барьера для газов и расположенную между базовым слоем 11 и одним наружным влагонепроницаемым покрытием 12.
Из известного упаковочного материала 10 изготавливают термообрабатываемый упаковочный контейнер известным образом путем сгибания и термосваривания листового, или в виде полотна, упаковочного материала 10. Например, из плоско сложенной трубчатой заготовки термообрабатываемый упаковочный контейнер изготавливают посредством того, что сначала формируют открытую трубчатую упаковочную коробку, один конец которой запечатывают сгибанием и свариванием непрерывных сгибаемых концевых панелей упаковочной коробки с образованием по существу плоского закрытого дна. Упаковочная коробка с закрытым дном заполняется соответствующим содержимым, например, пищевым продуктом, через открытый конец, а затем у нее образуют по существу плоский закрытый верх дополнительным сгибанием и термосвариванием соответствующих непрерывных, сгибаемых концевых панелей упаковочной коробки. Заполненный и закрытый таким образом упаковочный контейнер, обычно имеющий параллелепипедную форму, после этого готов для термообработки в автоклаве для придания упакованному содержимому или пищевому продукту так называемого длительного срока хранения в закрытом упаковочном контейнере.
Проблема, присущая известному упаковочному материалу 10, заключается в том, что, как уже рассмотрено выше, алюминиевая фольга 14, входящая в упаковочный материал, может трескаться вследствие своей чувствительности к воздействию напряжений, особенно в тех областях, в которых воздействие напряжений на алюминиевую фольгу особенно велико в процессе преобразования упаковочного материала в упаковочный контейнер, и в результате этого полученный контейнер теряет свою газонепроницаемость. Упомянутые трещины и аналогичная негерметичность алюминиевой фольги упаковочного материала в некоторых случаях могут быть настолько обширными и серьезными, что упаковочный контейнер становится совершенно непригодным для использования, особенно, если упаковочный контейнер предназначен для хранения скоропортящихся и чувствительных к кислороду продуктов, которые будут быстро портиться и терять свое качество при контакте с газообразным кислородом.
Проблема, связанная с вышеописанным известным упаковочным материалом 10, решается простым образом и предусматривает использование простых средств в упаковочном материале по изобретению, имеющем структуру, схематично показанную на фиг.2.
Упаковочный материал 20, показанный на фиг.2, аналогично содержит жесткий, но сгибаемый базовый слой 21 из бумаги или картона и наружные влагонепроницаемые покрытия 22 и 23. Между базовым слоем 21 и одним наружным влагонепроницаемым покрытием 22 упаковочный материал 20 содержит алюминиевую фольгу 24, служащую в качестве барьера для газов.
Упаковочный материал 20 по изобретению отличается от упаковочного материала 10 согласно известному техническому решению на фиг.1, в частности, тем, что он содержит, между алюминиевой фольгой 24 и базовым слоем 21, дополнительный слой 25, служащий в качестве барьера для газов, чтобы компенсировать или противодействовать влиянию возможных трещин, которые могут возникнуть в алюминиевой фольге 24 при формировании из материала 20 упаковочного контейнера.
Предпочтительные материалы для дополнительного или вспомогательного газобарьерного слоя 25 в упаковочном материале 20 по изобретению могут быть выбраны из группы, в основном включающей полиэтилентерефталат (ПЭТ), аморфный полиэтилентерефталат (АПЭТ), сополимеры циклических олефинов (СЦО), полиамид (ПА), аморфный полиамид (АПА), жидкокристаллические полимеры (ЖКП), сополимеры этилена и винилового спирта (СЭВС) и поливиниловый спирт (ПВС), которые могут быть нанесены на тонкую подложку, например, на бумагу.
Наружное влагонепроницаемое покрытие 23 может быть выполнено из пластика, выбранного из группы, в основном включающей полиэтилен (ПЭ), полипропилен (ПП) и сложный полиэфир (ПЭФ) или их смеси. Примерами пригодных для использования полиэтиленовых пластиков могут быть полиэтилен высокой плотности (ПЭВП) или линейный полиэтилен низкой плотности (ЛПЭНП), примером пригодного для использования полипропиленового пластика может быть ориентированный полипропилен (ОПП), а примером пригодного для использования сложнополиэфирного пластика может быть аморфный сложный полиэфир (АПЭФ).
Предпочтительно влагонепроницаемое покрытие 23 состоит из физической или механической смеси полипропилена (ПП) и полиэтилена (ПЭ), которая помимо превосходной влагонепроницаемости также обладает достаточной влаго- и термостойкостью, чтобы выдержать жесткое комбинированное воздействие влаги и нагревания, происходящее при обычной термообработке в автоклаве для обеспечения длительного срока хранения. Кроме того, наружное покрытие 23 из физической или механической смеси полипропилена (ПП) и полиэтилена (ПЭ) имеет отличные свойства для нанесения печати и в то же время обеспечивает механически прочные и влагонепроницаемые швы при термосварке в процессе формования из упаковочного материала 20 термообрабатываемого упаковочного контейнера.
Толщина и количество наружного влагонепроницаемого покрытия 23 может меняться в широких пределах, но обычно составляет 25-45 г/м2.
Соответственно наружное влагонепроницаемое покрытие 22 может состоять из пластика, выбранного из группы, в основном включающей полиэтилен (ПЭ), полипропилен (ПП), сложный полиэфир (ПЭФ) и их сополимеры. Примером пригодного для использования полиэтиленового пластика может быть полиэтилен высокой плотности (ПЭВП) или линейный полиэтилен низкой плотности (ЛПЭНП), а примером пригодного для использования сложнополиэфирного пластика может быть аморфный сложный полиэфир (АПЭФ).
Предпочтительно влагонепроницаемое покрытие 22 из сополимеров пропилена и этилена обладает достаточной влаго- и термостойкостью, чтобы выдержать комбинированное воздействие влаги и нагревания, происходящее при обычной термообработке в автоклаве для обеспечения длительного срока хранения. Кроме того, покрытие из сополимера пропилена и этилена обеспечивает механически прочные и влагонепроницаемые швы в процессе формирования из упаковочного материала 20 упаковочного контейнера.
Толщина и количество наружного покрытия 23 из пластика может меняться в широких пределах, но обычно составляет 25-35 г/м2.
Хотя упаковочный контейнер, полученный сгибанием и свариванием упаковочного материала 10 согласно известному техническому решению на фиг.1, нередко теряет свои желательные газонепроницаемые свойства, в частности, по газообразному кислороду, вследствие возникновения трещин, которые могут образоваться в алюминиевой фольге 14 при формировании из материала 10 упаковочного контейнера, риску возникновения упомянутых трещин эффективно противодействует слой 25, используемый в качестве дополнительного газобарьерного слоя между базовым слоем 21 и алюминиевой фольгой 24 в упаковочном материале 20 по изобретению. Количество или толщина слоя 25 в рассматриваемом варианте осуществления составляет обычно 10-30 г/м2.
На фиг.3 схематично показан упаковочный материал 30 согласно предпочтительному варианту осуществления настоящего изобретения. Упаковочный материал 30 включает жесткий, но сгибаемый базовый слой 31 из бумаги или картона и наружные влагонепроницаемые покрытия 32 и 33. Между базовым слоем 31 и одним из двух наружных влагонепроницаемых покрытий 32 упаковочный материал 30 содержит алюминиевую фольгу 34, служащую в качестве барьера для газов.
Упаковочный материал 30 согласно данному предпочтительному варианту отличается от упаковочного материала 10 согласно известному техническому решению на фиг.1, как и упаковочный материал 20 на фиг.2, в основном тем, что между алюминиевой фольгой 34 и базовым слоем 31 расположен дополнительный слой 35, служащий в качестве барьера для газов, для компенсации или противодействия трещинам, которые могут возникнуть в алюминиевой фольге 34 при формировании из упаковочного материала 30 упаковочного контейнера.
Предпочтительные материалы для дополнительного или вспомогательного газобарьерного слоя 35 в упаковочном материале 30 могут быть выбраны из группы, в основном включающей полиэтилентерефталат (ПЭТ), аморфный полиэтилентерефталат (АПЭТ), сополимеры циклических олефинов (СЦО), полиамид (ПА), аморфный полиамид (АПА), жидкокристаллические полимеры (ЖКП), сополимеры этилена и винилового спирта (СЭВС) и поливиниловый спирт (ПВС), которые необязательно могут быть нанесены на тонкую подложку, например на бумагу.
Наружное влагонепроницаемое покрытие 33 может быть выполнено из пластика, выбранного из группы, в основном включающей полиэтилен (ПЭ), полипропилен (ПП) и сложный полиэфир (ПЭФ) или их смеси. Примерами пригодных для использования полиэтиленовых пластиков могут быть полиэтилен высокой плотности (ПЭВП) или линейный полиэтилен низкой плотности (ЛПЭНП), примером пригодного для использования полипропиленового пластика может быть ориентированный полипропилен (ОПП), а примером пригодного для использования сложнополиэфирного пластика может быть аморфный сложный полиэфир (АПЭФ).
Предпочтительно влагонепроницаемое покрытие 33 состоит из физической или механической смеси полипропилена (ПП) и полиэтилена (ПЭ), которая помимо превосходной влагонепроницаемости также обладает достаточной влаго- и термоостойкостью, чтобы выдержать комбинированное воздействие влаги и нагревания, происходящее при обычной термообработке в автоклаве для обеспечения длительного срока хранения. Кроме того, наружное покрытие 33 из физической или механической смеси полипропилена (ПП) и полиэтилена (ПЭ) имеет отличные свойства для нанесения печати и в то же время обеспечивает механически прочные и влагонепроницаемые швы при термосварке в процессе формирования из упаковочного материала 33 термообрабатываемого упаковочного контейнера.
Толщина или количество наружного влагонепроницаемого покрытия 33 может меняться в широких пределах, но обычно составляет 25-45 г/м2.
Соответственно наружное влагонепроницаемое покрытие 32 может состоять из пластика, выбранного из группы, в основном включающей полиэтилен (ПЭ), полипропилен (ПП), сложный полиэфир (ПЭФ) и их сополимеры. Примерами пригодного для использования полиэтиленового пластика может быть полиэтилен высокой плотности (ПЭВП) или линейный полиэтилен низкой плотности (ЛПЭНП), а примером пригодного для использования сложнополиэфирного пластика может быть аморфный сложный полиэфир (АПЭФ).
Предпочтительно влагонепроницаемое покрытие 32 из сополимеров пропилена и этилена обладает достаточной влаго- и термостойкостью, чтобы выдержать комбинированное воздействие влаги и нагревания, происходящее при обычной термообработке в автоклаве для обеспечения длительного срока хранения. Кроме того, покрытие из сополимера пропилена и этилена обеспечивает механически прочные и влагонепроницаемые швы в процессе формования из упаковочного материала 30 упаковочного контейнера.
Толщина и количество наружного покрытия 32 из пластика может меняться в широких пределах, но обычно составляет 25-35 г/м2.
Как схематично показано на фиг.3, слой 35, использованный в качестве дополнительного газобарьерного слоя, соединен с базовым слоем 31 по меньшей мере одним промежуточным соединительным или адгезивным слоем 36. Целесообразным выбором материала в промежуточном соединительном или адгезивном слое 36, помимо прочего, будет достигаться то преимущество по сравнению с упаковочным материалом 20 на фиг.2, что количество или толщина слоя 35, использованного в качестве дополнительного газобарьера, может быть уменьшена без ухудшения непроницаемости упаковочного материала 30. Примерами упомянутого материала в слое 36 могут быть полипропилен (ПП) или другой олефиновый полимер, с которым толщину дополнительного газобарьерного слоя 35 можно выбрать такой малой, как 5-20 г/м2, с газонепроницаемостью по существу того же порядка, что и у упаковочного материала 20 на фиг.2, в котором не предусматривается использование промежуточного слоя из полипропилена или другого олефинового полимера.
Упаковочный материал 30 согласно предпочтительному варианту осуществления настоящего изобретения, показанному на фиг.3, является, таким образом, более экономичным, но при этом столь же эффективным, как и упаковочный материал 20 для термообрабатываемого упаковочного контейнера, предназначенного главным образом для скоропортящихся и чувствительных к воздействию кислорода продуктов, например для пищевых продуктов.
Из вышепредставленного описания ясно, что настоящее изобретение путем простой модификации известного упаковочного материала обеспечивает получение упаковочного материала, который при сгибании и сваривании может быть сформирован в термообрабатываемый упаковочный контейнер с достаточной газонепроницаемостью, особенно по отношению к газообразному кислороду, чтобы обеспечить надежное хранение скоропортящихся и чувствительных к воздействию кислорода продуктов, таких как пищевые продукты.
Естественно, настоящее изобретение не ограничивается по своему объему представленными и рассмотренными в виде примеров вариантами его осуществления, но может включать различные изменения и модификации без выхода из объема изобретения, определяемого прилагаемой формулой изобретения.
Упаковочный ламинированный материал (30) для термообрабатываемого упаковочного контейнера включает жесткий, но сгибаемый базовый слой (31) из бумаги или картона, наружные влагонепроницаемые покрытия (32; 33) и алюминиевую фольгу (34), служащую в качестве барьера для газов и расположенную между базовым слоем (31) и одним наружным влагонепроницаемым покрытием (32), и по меньшей мере один дополнительный слой (35), служащий в качестве барьера для газов между базовым слоем (31) и алюминиевой фольгой (34). Дополнительный слой (35) прикреплен к базовому слою (31) посредством промежуточного или адгезивного слоя (36). При этом наружные влагонепроницаемые покрытия (32; 33) и промежуточный или адгезивный слой (36) выполнены из полипропилена (ПП). Это позволяет компенсировать или противодействовать потере газонепроницаемости контейнера вследствие образования трещин или аналогичных негерметичностей в алюминиевой фольге, чувствительной к воздействию напряжений, особенно напряжений, возникающих в процессе преобразования упаковочного материала в упаковочный контейнер. Описан также упаковочный контейнер и способ упаковки в него продукта. 3 н. и 9 з.п. ф-лы, 3 ил.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 3972467 A, 03.08.1976 | |||
| ДВУХПОЗИЦИОННЫЙ ОБРАТНЫЙ КЛАПАЬ | 0 |
|
SU318771A1 |
| Акустический датчик измерителя уровня жидкости в емкости | 1975 |
|
SU532766A1 |

