Настоящее изобретение относится к упаковочному материалу, содержащему базовый бумажный или картонный слой, для стерилизуемого упаковочного контейнера.
Вышеописанный тип упаковочного ламинированного материала известен, например, из международной публикации WO 97/02140. Известный упаковочный материал имеет жесткий, но сгибаемый базовый или внутренний слой из бумаги или картона и наружные, непроницаемые для жидкости покрытия из термостойкого пластика с обеих сторон базового слоя. Между базовым слоем и одним из двух наружных пластиковых покрытий может быть дополнительно обеспечен газобарьерный слой, например, из алюминиевой фольги для придания упаковочному материалу непроницаемости также и для газов, в частности газообразного кислорода.
Подобные упаковочные материалы также описаны в международных публикациях WO 97/02181 и WO 98/18680.
Из известных упаковочных материалов готовые упаковочные контейнеры производят с помощью современных упаковочных и наполнительных машин, которые из листа, либо из предварительно изготовленных заготовок упаковочного материала формируют, заполняют и запечатывают готовые упаковки. Например, из заготовки, упаковочный контейнер получают способом, согласно которому заготовке сначала придают форму трубчатой контейнерной оболочки, в которой оба продольных края заготовки загнуты и прочно соединены друг с другом термосвариванием с получением так называемого соединения внахлест, которое продолжается по всей длине между обоими открытыми концами трубчатой контейнерной оболочки. Затем одному из концов контейнерной оболочки придают по существу плоскую торцевую форму (дно) посредством сгибания и термосварки смежных концевых панелей контейнерной оболочки. Контейнерную оболочку с запечатанным таким образом торцом (снабженную дном) заполняют желаемым содержимым, например пищевым продуктом, через ее другой, открытый конец, которому, после операции заполнения, придают аналогичную, по существу, плоскую торцевую форму (верх) заключительным сгибанием и термосваркой соответствующих концевых панелей заполненной контейнерной оболочки.
Давно известно, что срок хранения пищевых продуктов может быть продлен, если продукт подвергнуть нагреванию, достаточному для уничтожения, нейтрализации или сокращения бактерий, грибков и других нежелательных микроорганизмов, содержащихся в пищевом продукте. Для полной стерилизации эта термообработка должна проводиться так, чтобы все части обрабатываемого пищевого продукта нагревались до такого уровня и в течение такого периода времени, которые обеспечивают полное уничтожение или инактивацию микроорганизмов в пищевом продукте.
Термообработку, продлевающую срок хранения упакованного пищевого продукта, обычно проводят в автоклаве, который представляет собой устройство, содержащее закрытую камеру для обработки, в которой температура и давление могут регулироваться и контролироваться в процессе термообработки. Предпочтительно, такую термообработку или автоклавирование проводят способом и в условиях, которые описаны более подробно в публикации WO 98/16431, которая включена в данное описание путем ссылки. Заполненные упаковочные контейнеры помещают в пространство автоклава для обработки, затем нагревающую газообразную среду, например горячий пар, вводят в контакт с наружными стенками упаковочных контейнеров для нагревания упакованного пищевого продукта до заранее выбранной температуры обработки, которая обычно находится в пределах между 70 и 130°C. Упакованный пищевой продукт выдерживают при этой температуре в течение заданного, достаточно длительного времени, чтобы обеспечить по существу полное уничтожение микроорганизмов, присутствующих в пищевом продукте. Затем обработанный пищевой продукт охлаждают хладагентом, например холодной водой, до температуры, близкой или немного выше температуры окружающей среды, то есть до 25-30°C, после чего обработку прекращают и упаковочные контейнеры извлекают из автоклава.
Для достижения полной стерильности различным пищевым продуктам требуются различные формы термообработки. Для некоторых пищевых продуктов необходима более интенсивная термообработка, то есть более высокая температура обработки и/или более длительный период обработки, чем для других пищевых продуктов, которым достаточно кратковременного пребывания при относительно низкой температуре обработки для достижения предусмотренной стерильности.
Упаковочный контейнер из вышеописанного известного упаковочного ламинированного материала обычно достаточно механически прочен и устойчив, чтобы выдержать такую относительно мягкую или менее интенсивную термообработку, однако, известные упаковочные контейнеры часто повреждаются, разрушаются и становятся совершенно непригодными, если термообработка проводится при относительно высокой температуре обработки и/или в течение относительно длительного периода времени, что иногда требуется для гарантии полной и абсолютной стерильности некоторых видов пищевых продуктов.
Проблема, которая часто встречается в связи с такой чрезмерной, жесткой термообработкой, заключается в том, что жидкость или влага стремятся проникнуть в бумажный или картонный слой упаковочного контейнера в областях, где обрезанные края бумажного или картонного слоя более или менее открыты для воздействия нагревающей газообразной среды, например горячего пара. Такая особенно чувствительная к влаге и высокой температуре область упаковочного контейнера продолжается вдоль открытого обрезанного края, который проходит по всей длине между обоими концами трубчатой контейнерной оболочки, то есть между верхом и дном упаковочного контейнера. Проникновение влаги или жидкости в особенно тяжелых случаях может вызвать вздутие и расслоение стенок упаковки и, таким образом, сделать ее непривлекательной или полностью непригодной для дальнейшей обработки.
Предыдущие попытки решить вышеуказанную описанную проблему с обрезанными краями, поглощающими влажность и жидкость, были основаны на том, чтобы защищать или закрыть эти края химически путем пропитывания водоотталкивающим веществом или механически путем разрезания и повторного сгибания, как описано в публикации WO 98/18680. Несмотря на то, что эти методы уровня техники решают проблему, связанную с проникновением пара и жидкости, они требуют по меньшей мере одну дополнительную операцию и, таким образом, наличия соответствующего дополнительного оборудования при производстве упаковочного материала.
Одной из задач настоящего изобретения является устранение вышеуказанных недостатков уровня техники.
Другая задача настоящего изобретения состоит в том, чтобы создать упаковочный ламинированный материал для упаковочного контейнера, который надежно выдерживает термообработку в автоклаве без риска повреждения из-за проникновения пара или жидкости, даже если тепловая обработка проводится при повышенной температуре обработки и/или в течение длительного периода обработки в автоклаве.
Эти и другие задачи решаются в соответствии с настоящим изобретением посредством того, что упаковочный материал, описанный во введении, содержит признаки, указанные в отличительной части пункта 1 прилагаемой формулы изобретения.
Преимущества и предпочтительные варианту упаковочного материала по изобретению указаны далее в зависимых пунктах прилагаемой формулы изобретения.
В соответствии с настоящим изобретением предлагается упаковочный ламинированный материал для стерилизуемого упаковочного контейнера, включающий бумажный или картонный слой, которому придана гидрофобность путем проклейки массы.
Так как бумажный или картонный слой, сделанный гидрофобным путем проклейки массы, изначально имеет достаточную защиту от проникновения пара и жидкости, гидрофобный слой из бумаги или картона в упаковочном материале по изобретению не требует дополнительных химических или механических агентов для защиты открытых обрезанных краев. Следовательно, упаковочный материал по изобретению может преобразовываться в упаковки простым способом, использующим уже существующее оборудование без использования дополнительных рабочих стадий и соответствующего дополнительного оборудования в процессе производства.
Бумажный или картонный слой, сделанный гидрофобным, согласно изобретению может быть получен путем проклейки массы с помощью алкилкетеновых димеров, диспергированных или эмульгированных в водном растворе. В практических примерах такие водные дисперсии или эмульсии содержат алкилкетеновые димеры с 16-22 атомами углерода в их жирном остатке.
В особенно предпочтительном варианте изобретения упаковочный материал включает бумажный или картонный слой, который был сделан гидрофобным посредством водной дисперсии или эмульсии алкилкетенового димера, содержащего жирный остаток из 18 атомов углерода. Водная дисперсия или эмульсия алкилкетенового димера с 18 атомами углерода обеспечивает не только высокую абсорбцию алкилкетеновых димеров бумажной пульпой и, таким образом, полное закрытие пор (гидрофобность) в полученном слое из бумаги или картона, но данная желаемая высокая абсорбция может проводиться, не мешая последующей транспортировке и обработке бумажной целлюлозы в бумагоделательной машине.
Предпочтительно, слой бумаги или картона в упаковочном материале по изобретению включает алкилкетеновый димер в количестве более чем около 0,25 вес.% от сухого веса бумажного или картонного слоя. Иначе говоря, количество алкилкетенового димера предпочтительно составляет более 2,5 кг на тонну бумаги или картона, но не должно быть больше, чем приблизительно 4 кг, что является максимально разрешенным количеством для использования в упаковках для пищевых продуктов.
Настоящее изобретение далее описывается подробно со ссылкой на сопровождающие чертежи, на которых:
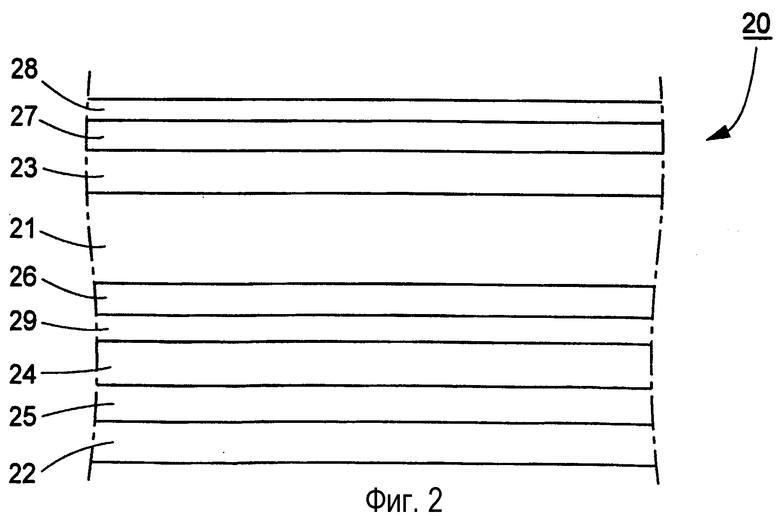
Фиг. 1 - схематичный вид в сечении упаковочного ламинированного материала по изобретению,
Фиг. 2 - сечение упаковочного ламинированного материала по одному из предпочтительных практических выполнений настоящего изобретения.
На фиг. 1, таким образом, схематично представлено сечение упаковочного материала в самом простом выполнении настоящего изобретения. Упаковочный материал, обозначенный в целом позицией 10, включает базовый или внутренний слой 11 из бумаги или картона и наружные непроницаемые для жидкости покрытия 12 и 13 из термосвариваемого пластика с обеих сторон базового слоя 11.
Базовому слою 11 придана гидрофобность путем проклейки массы с помощью водной дисперсии или эмульсии алкилкетенового димера или смеси алкилкетеновых димеров с различным количеством атомов углерода в соответствующих жирных остатках, предпочтительно между 16 и 22 атомами углерода. В одном особенно предпочтительном варианте базовый слой 11 сделан гидрофобным путем проклейки массы с помощью водной дисперсии или эмульсии алкилкетенового димера с 18 атомами углерода в его жирном остатке.
Количество алкилкетеновых димеров в базовом слое 11 может изменяться, но предпочтительно составляет по меньшей мере около 0,25 вес.% от сухого веса базового слоя. В случаях, когда упаковочный материал 10 по изобретению предназначен для контакта с пищевым продуктом, количество алкилкетенового димера не должно, однако, превышать 0,4 вес.% от сухого веса базового слоя 11. Иначе говоря, количество алкилкетенового димера предпочтительно составляет 2,5-4 кг на тонну бумаги или картона в сухом базовом слое 11.
Материал двух наружных непроницаемых для жидкости полимерных покрытий 12 и 13 является предпочтительно термосвариваемым полимером, чтобы способствовать производству готовых стерилизуемых упаковочных контейнеров. Примеры таких термосвариваемых пластиков для использования в двух наружных непроницаемых для жидкости покрытиях 12 и 13 включают, не ограничиваясь этим, полиэтилен (PE), полипропилен (PP), полиэфир (PET) и их сополимеры. Примерами используемых полиэтиленовых полимеров могут быть полиэтилен с высокой плотностью (HDPE) или линейный полиэтилен с низкой плотностью (LLDPE), а примером используемого полимера на основе сложного полиэфира может быть аморфный сложный полиэфир (APET).
На фиг. 2 схематично показано сечение упаковочного материала в соответствии с одним предпочтительным вариантом изобретения. Упаковочный материал 20 имеет базовый слой 21 из бумаги или картона и наружные, непроницаемые для жидкости покрытия 22 и 23 с обеих сторон базового слоя 21.
Далее, в упаковочном материале 20 имеется газобарьерный слой 24 между базовым слоем 21 и одним из двух наружных, непроницаемых для жидкости покрытий 22.
Между непроницаемым для жидкости покрытием 22 и газобарьерным слоем 24 имеется слой клея 25, посредством которого непроницаемое для жидкости покрытие 22 соединено с газобарьерным слоем 24.
Между газобарьерным слоем 24 и базовым слоем 21 имеется слой ламинирующего или герметизирующего вещества 26 такой природы, чтобы газобарьерный слой 24 был связан с базовым слоем 21 достаточно большим и стабильным связующим усилием, чтобы это соединение не ослабло или не было полностью утрачено, когда упаковочный материал 20 подвергнут воздействию чрезвычайно высоких температурных нагрузок, то есть температурам до около 130°С или выше.
Наружное непроницаемое для жидкости покрытие 23 с другой стороны базового слоя 21 может иметь декоративный рисунок 27 из соответствующей типографской краски, в свою очередь, защищенный прозрачным слоем 28, нанесенным поверх декоративного рисунка 27 и состоящим из соответствующего лака или другого агента для защиты декоративного рисунка 27 от внешнего воздействия.
Для придания упаковочному материалу 20 большей целостности, между газобарьерным слоем 24 и слоем ламинирующего или герметизирующего агента 26 имеется слой клея 29, посредством которого газобарьерный слой 24 соединен со слоем ламинирующего и/или герметизирующего агента 26.
Базовому слою 21 придана гидрофобность путем проклейки массы водной дисперсией или эмульсией алкилкетенового димера или смесью алкилкетеновых димеров с различным количеством атомов углерода в соответствующих жирных остатках, предпочтительно между 16 и 22 атомами углерода. В одном особенно предпочтительном варианте базовый слой 21 сделан гидрофобным путем проклейки массы водной дисперсией или эмульсией алкилкетенового димера с 18 атомами углерода в его жирном остатке.
Количество алкилкетенового димера в базовом слое 21 может изменяться, но предпочтительно составляет по меньшей мере около 0,25 вес.% от сухого веса базового слоя 21. В случаях, когда упаковочный материал 20 по изобретению предназначен для контакта с пищевыми продуктами, количество алкилкетенового димера не должно, однако, быть более чем около 0,4 вес.% от сухого веса базового слоя 21. Иначе говоря, количество алкилкетенового димера предпочтительно составляет 2,5-4 кг на тонну бумаги или картона в сухом базовом слое 21.
Наружное непроницаемое для жидкости покрытие 23 может быть полимером, выбранным из группы, главным образом, включающей полиэтилен (PE), полипропилен (PP) и полиэфир (PET) или их смеси. Примерами используемого полиэтиленового полимера могут быть полиэтилен с высокой плотностью (HDPE) или линейный полиэтилен с низкой плотностью (LLDPE), примером используемого полипропиленового полимера может быть ориентированный полипропилен (OPP), а примером используемого полимера на основе сложного полиэфира может быть аморфный сложный полиэфир (APET).
Предпочтительно, непроницаемое для жидкости покрытие 23 состоит из физической или механической смеси полипропилена (PP) и полиэтилена (PE), которая, помимо превосходных характеристик плотности, препятствующей проникновению жидкости, также обладает достаточной влаго- и термостойкостью, чтобы выдерживать такие значительные влаго- и термонагрузки, которые возникают при обычной, продлевающей срок хранения термообработке в автоклаве. Наружное покрытие 23 из физической или механической смеси полипропилена (PP) и полиэтилена (PE), кроме того, отлично подходит для нанесения печати и в то же время для получения механически прочных и влагонепроницаемых соединений с помощью так называемой термосварки при преобразовании упаковочного материала 20 в стерилизуемый упаковочный контейнер.
Аналогично, наружное непроницаемое для жидкости покрытие 22 может состоять из полимера, который выбран из группы, главным образом, включающей полиэтилен (PE), полипропилен (PP), сложный полиэфир (PET) и их сополимеры. Примерами используемого полиэтиленового полимера могут быть полиэтилен с высокой плотностью (HDPE) или линейный полиэтилен с низкой плотностью (LLDPE), примером используемого полипропиленового полимера может быть ориентированный полипропилен (OPP), а примером используемого полимера на основе сложного полиэфира может быть аморфный сложный полиэфир (APET).
Предпочтительно, непроницаемое для жидкости покрытие 22 состоит из сополимера пропилена и этилена, который является достаточно влаго- и термостойким, чтобы противостоять значительным влаго- и термонагрузкам, возникающим при обычной, продлевающей срок хранеия термообработке в автоклаве. Кроме того, покрытие на основе сополимера пропилена и этилена способствует получению механически прочных и водонепроницаемых соединений при преобразовании упаковочного материала 20 в стерилизуемый упаковочный контейнер.
Слой 24, служащий в качестве газового барьера, может состоять из органического или неорганический материала. Примером используемого неорганического материала может быть металлическая, например алюминиевая, фольга или покрытие из окиси кремния, полученное плазменным осаждением, а примером подходящего органического материала может быть так называемый барьерный полимер, например сополимер этилена и винилового спирта (EVOH).
Предпочтительно, газобарьерный слой 24 представляет собой алюминиевую фольгу, которая, помимо превосходных характеристик плотности, препятствующей проникновению газов, в частности газообразного кислорода, также способствует соединению упаковочного материала 20 индукционным термосвариванием, которое является простым, но быстрым и эффективным способом соединения.
Хорошо функционирующие стерилизуемые упаковочные контейнеры по изобретению получают вышеописанным способом из упаковочного материала путем сгибания и термосварки, и упаковочные контейнеры могут быть надежно термообработаны в условиях очень высокой влажности и температуры в автоклаве без расслоения упаковочного материала из-за воздействия воды и пара, проникновение которых в базовый слой, которому придана гидрофобность, через подвергаемые воздействию обрезанные края эффективно предотвращается.
Изобретение относится к упаковочному материалу, содержащему базовый бумажный или картонный слой, для стерилизуемого упаковочного контейнера, получаемого сгибанием и свариванием листа или плоской заготовки упаковочного материала. Упаковочный ламинированный материал содержит базовый слой из бумаги или картона и наружные непроницаемые для жидкости покрытия из термосвариваемого полимера с обеих сторон базового слоя. Указанному бумажному или картонному базовому слою придана гидрофобность посредством проклейки массы водной дисперсией или эмульсией алкилкетенового димера или смеси алкилкетеновых димеров, так что содержание алкилкетенового димера (димеров) в базовом слое по сухому весу составляет от 0,25 до 0,4 вес.%. Описаны также способ изготовления упаковочного ламинированного материала и стерилизуемый упаковочный контейнер. Изобретение обеспечивает изготовление ламинированного упаковочного материала, защищенного от проникновения горячего водяного пара или жидкости и предназначенного для изготовления упаковочного контейнера для пищевых продуктов, способного выдерживать термообработку при высокой влажности и температуре в автоклаве без риска расслоения упаковочного материала. 3 н. и 3 з.п. ф-лы, 2 ил.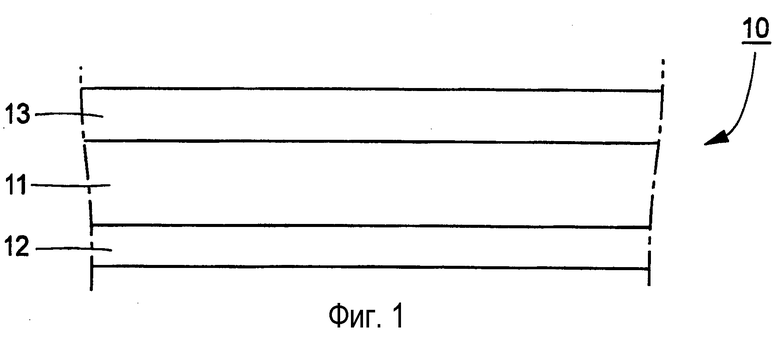
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 4927496 A, 22.05.1990 | |||
| US 5876562 A, 02.03.1999 | |||
| US 5456800 A, 26.01.1994 | |||
| US 4522686 A, 11.06.1985 | |||
| Состав для проклейки волокнистого упаковочного материала | 1976 |
|
SU681140A1 |
| УПАКОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ПРОИЗВОДСТВА УПАКОВОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2104240C1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Иванов С.Н | |||
| «Технология бумаги», Москва, Ленинград, Гослесбумиздат, 1960, с.141. | |||

