Изобретение относится к трубопрокатному производству, а именно к способу нагрева слитков и заготовок из сплавов на основе титана под прошивку в станах косой прокатки, и может быть использовано при прокатке передельных труб большого и среднего диаметров из сплавов на основе титана на трубопрокатных установках с пилигримовыми станами.
В практике трубного производства известен способ производства передельных труб размером 492×48, 485×36 и 398×46 мм под механическую обработку на размер 474×29,5, 467×16 и 377×24 мм из слитков и заготовок титанового сплава 14 размером 650×100×1750 мм, включающий отливку слитков в вакуумно-дуговых печах ОАО "Корпорация ВСМПО-АВИСМА" с последующей ковкой их в заготовки или использование в качестве заготовок слитков, сверление в слитках и заготовках сквозного центрального отверстия диаметром 100±5 мм, зарядку слитков и заготовок в муфеля, посад слитков и заготовок на чистую подину методических нагревательных печей в один ряд с интервалом 10-15 минут, нагрев слитков и заготовок в муфелях в трехзонных методических нагревательных печах до температуры пластичности (1155-1180°С), прошивку их в гильзы в стане косой прокатки и прокатку передельных труб на пилигримовых станах 8-16" ОАО "ЧТПЗ" (ТУ 14-3-1218-83 "Трубы бесшовные горячедеформированные обточенные и расточенные из сплава 14". ТИ 158-Тр. ТБ1-54-97 "Изготовление бесшовных горячедеформированных труб из сплава 14 по ТУ 14-3-1218-83 и ТУ 14-3-1236-83").
Недостатком указанного способа является то, что в ТИ 158-Тр. ТБ 1-54-97 "Изготовление бесшовных горячедеформированных труб из сплава 14 по ТУ 14-3-1218-83 и ТУ 14-3-1236-83" указаны только режим печи по зонам, интервал посада, продолжительность нагрева и температура центра слитков и заготовок на выдаче из печи. Несмотря на удовлетворительную пластичность сплавов на основе титана они чувствительны к условиям нагрева и отступлениям от оптимальных режимов, что приводит к значительным разрушениям на наружной и внутренней поверхностях гильз. Это связано с избирательным газонасыщением (водород, кислород) по границам зерен поверхностного слоя в процессе нагрева слитков и заготовок при высоких температурах. На качественные показатели гильз и передельных труб (наружные и внутренние рванины, внутренние раковины и кривизна гильз) большое влияние оказывает скорость нагрева, технология кантовки, периодичность и угол кантовки муфелей со слитками и заготовками, время нахождения слитков и заготовок на яме печи. Другим недостатком данного способа является то, что первые зоны (томильные) методических печей ТПУ 8-16" ОАО "ЧТПЗ" имеют четыре кантовальных окна или 0,17 от общей длины печи, а при нагреве слитков и заготовок из сплавов на основе титана температуру в печи поднимать выше 1280°С не рекомендуется по технике безопасности, т.к. титановые сплавы с металлической окалиной при данной температуре склонны к возгоранию с вытекающими последствиями. При нагреве слитков и заготовок до температуры 1180°С на 4-5 окнах и последующей кантовкой их в первую зону с температурой свода 1250-1280°С температура центра слитков и заготовок из сплавов на основе титана начинает падать (снижаться). Поэтому рекомендуется с целью сохранения температурного режима слитков и заготовок производить их кантовку с 3-го окна на яму печи. Кроме повышенного газонасыщения, нагрев сопряжен со значительной неравномерностью распределения температур по диаметру и длине слитков и заготовок, приводящих к повышенной кривизне гильз, что приводит к невозможности введения дорна в гильзу, повышенной поперечной разностенности передельных труб и, как следствие, к повторному нагреву выброшенных гильз на чистой подине методических печей после капитального ремонта или браку гильз, т.к. гильзы длиной 3100 мм с кривизной невозможно выдать после нагрева из муфелей.
Наиболее близким техническим решением является способ нагрева слитков и заготовок из титанового сплава 14 под прошивку в станах косой прокатки на трубопрокатной установке 8-16" с пилигримовыми станами ОАО "ЧТПЗ", включающий сверление в слитках и заготовках центрального отверстия диаметром 100±5,0 мм, зарядку слитков и заготовок в муфеля, посад слитков и заготовок на чистую подину методических нагревательных печей в один ряд с интервалом 10-15 минут, нагрев слитков и заготовок в трехзонных методических нагревательных печах до температуры пластичности 1155-1180°С с временем выдержки их на яме перед выдачей в течение 6-19 минут и темпом выдачи их из печи через 10-15 минут (А.В.Сафьянов, О.Г.Хохлов-Некрасов, Л.И.Лапин. "Сталь", №9, 1992, с.61).
Недостатком данного способа является то, что ограничение времени выдержки на яме печи в сочетании с темпом выдачи позволило снизить кривизну гильз, но кардинально не решает данную задачу, т.к. время выдержки слитков и заготовок на яме 6-19 минут и темп выдачи их из печи через 10-15 минут не координируются по времени. На кривизну гильз и образование дефектов в виде рванин из-за избирательности газонасыщения по границам зерен поверхностного слоя в процесс нагрева слитков и заготовок большое значение оказывает периодичность, угол кантовки и возможность осуществления кантовки при остановках станов.
Целью предложенного способа нагрева слитков и заготовок из сплавов на основе титана под прошивку в станах косой прокатки является получение качественных гильз из слитков и заготовок сплавов на основе титана, снижение кривизны гильз, расходного коэффициента сплава за счет уменьшения припуска под механическую обработку горячекатаных передельных труб из-за снижения количества и величины дефектов в виде рванин, раковин и повышение производительности пилигримовых установок за счет снижения брака гильз по кривизне и дефектов прокатного происхождения.
Поставленная цель достигается тем, что в известном способе нагрева слитков и заготовок из сплавов на основе титана под прошивку в станах косой прокатки, включающем сверление в слитках и заготовках центрального отверстия диаметром 100±5,0 мм, зарядку слитков и заготовок в муфеля, посад слитков и заготовок на чистую подину методических нагревательных печей в один ряд с интервалом 10-15 минут, нагрев слитков и заготовок в муфелях в трехзонных методических нагревательных печах до температуры пластичности 1155-1180°C, выдержку на яме в течение 6,0-19,0 минут, прошивку слитков и заготовок в гильзы в станах косой прокатки, нагрев слитков и заготовок производят со скоростью 3,0-4,0°С в минуту с кантовкой через 14-18 минут на угол α=180±30°, кантовку слитков и заготовок на яму производят с 3-го окна первой зоны печи, интервал времени нахождения слитков и заготовок на яме печи принимают равным 5,0-8,0 минут, при остановках станов до 30 минут и отсутствии места в печи кантовку слитков и заготовок производят взад и вперед через 15,0-20,0 минут на угол α=180±30°, а при остановках станов по техническим причинам более 30 минут производят выдачу слитков и заготовок из печи через 15,0-20,0 минут с последующей кантовкой всех слитков и заготовок вдоль печи на угол α=180±30°.
Лимитированная скорость нагрева в интервале 3,0-4,0°С в минуту с кантовкой через 14-18 минут на угол α=180±30° позволит вести процесс нагрева более равномерно без перегрева локальных мест слитков и заготовок, что позволит снизить газонасыщение этих участков, а следовательно, снизить вероятность образования рванин на данных участках гильз и передельных труб, а равномерность нагрева слитков и заготовок по длине и сечению позволит получать гильзы с наименьшей кривизной. Кантовка слитков и заготовок с третьего окна на яму печи не даст возможности снижения температуры, а следовательно, позволит держать температуру в первой зоне печи не выше 1280°С. Ограничение времени нахождения слитков и заготовок на яме печи без кантовки позволит снизить перепад температуры по сечению и длине слитков и заготовок, что в свою очередь даст возможность получать гильзы с наименьшей кривизной и наименьшим количеством дефектов прокатного происхождения по образующим, соответствующим верху и низу слитков и заготовок, находящихся на яме печи. На неравномерность нагрева и избирательность газонасыщения слитков и заготовок из сплавов на основе титана также оказывает большое влияние периодичность и угол кантовки их во время остановок пилигримовых станов по техническим причинам, которые подробно и достоверно оговорены в п.4 и 5 формулы изобретения.
Сопоставительный анализ заявляемого решения с прототипом показывает, что нагрев слитков и заготовок производят со скоростью 3,0-4,0°С в минуту с кантовкой через 14-18 минут на угол α=180±30°, кантовку слитков и заготовок на яму производят с 3-го окна первой зоны печи, интервал времени нахождения слитков и заготовок на яме печи принимают равным 5,0-8,0 минут, при остановках станов до 30 минут и отсутствии места в печи кантовку слитков и заготовок производят взад и вперед через 15,0-20,0 минут на угол α=180±30°, а при остановках станов по техническим причинам более 30 минут производят выдачу слитков и заготовок из печи через 15,0-20,0 минут с последующей кантовкой всех слитков и заготовок вдоль печи на угол α=180±30°. Таким образом, заявляемый способ соответствует критерию "новизна".
Сравнение заявляемого решения (способа) не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
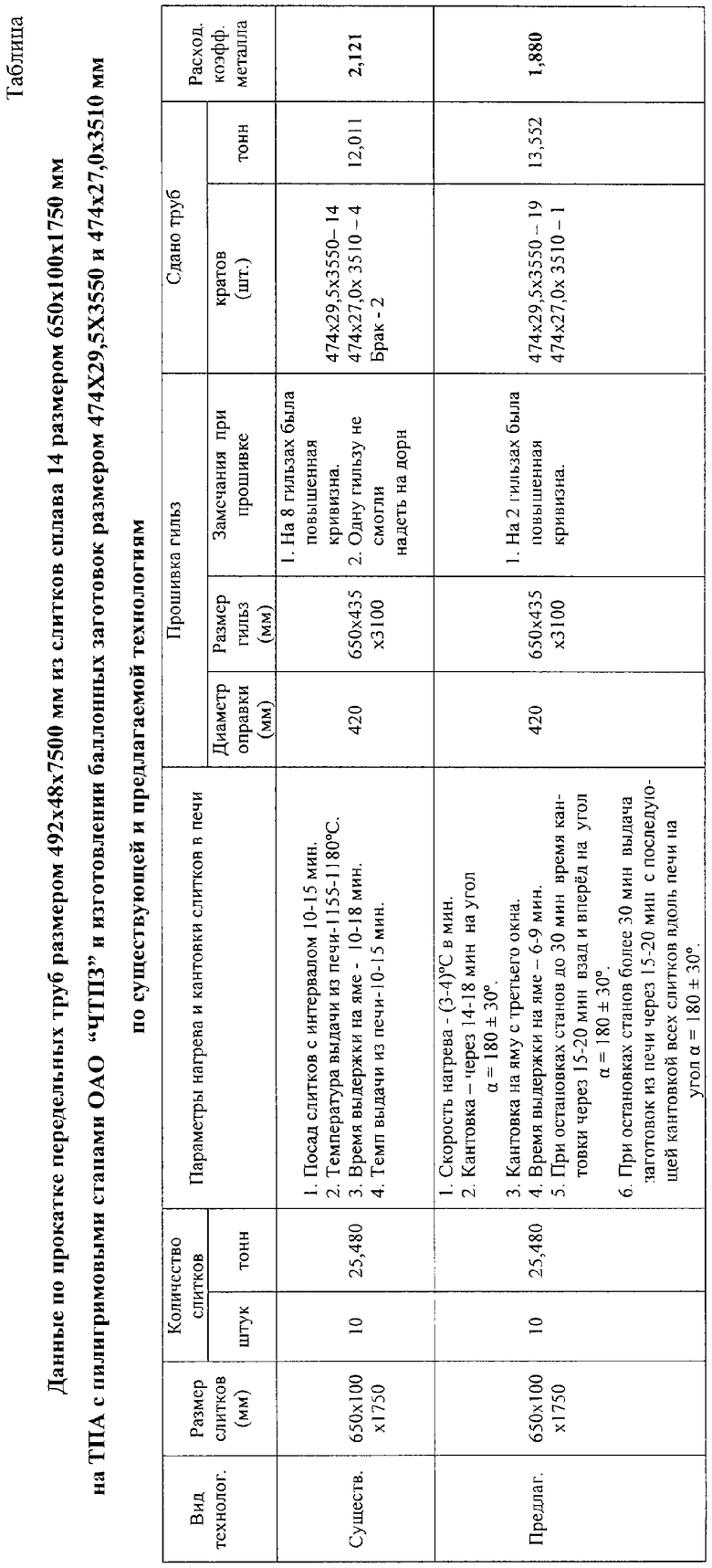
Способ опробован и внедрен на трубопрокатной установке 8-16" с пилигримовыми станами ОАО "ЧТПЗ". В таблице приведены сравнительные данные по передельным трубам размером 492×48×7500 мм, прокатанным по существующему и предлагаемому способам из слитков размером 650×100×1750 мм сплава 14, отлитых в вакуумно-дуговых печах ОАО "Корпорация ВСМПО-АВИСМА" (г.Верхняя Салда-Россия) по ТУ1-5-180-94, для изготовления баллонных заготовок размером 474×29,5×3550+100 мм по ТУ 14-3-1218 и ТУ14-3-1236-83.
В производство было задано по 10 слитков из титанового сплава 14 для изготовления механически обработанных (обточенных и расточенных) труб - заготовок размером 474×29,5×3550+100 мм по существующей и предлагаемой технологиям. 10 слитков сплава 14 размером 650×10×1750 мм прокатаны на пилигримовом стане по существующей технологии в передельные трубы размером 492×48×7500 мм (ТИ 158-Тр. ТБ1-64-2002 "Изготовление бесшовных горячедеформированных труб из сплава 14 по ТУ 14-3-1218-83 и ТУ 14-3-1236-83") с нагревом и кантовкой слитков в методических печах по существующей технологии, а именно: посад слитков в методическую печь с интервалом через 10-15 минут; нагрев слитков до температуры 1155-1180°С (замеры по центру сверления на выдаче слитков из печи); время выдержки на яме печи составило от 10 до 18 минут; темп выдачи слитков из печи через 10-15 минут. Во время прошивки 8 гильз имели повышенную кривизну, а одну гильзу не смогли надеть на дорн, т.е. она отложена как брак. На гильзах наблюдалось повышенное количество рванин на наружной и внутренней поверхностях. Прокатка гильз с повышенной кривизной в передельные трубы приводит к повышенной поперечной разностенности, а следовательно, к переточкам труб - кратов на более тонкую стенку, а именно на краты размером 474×27,0×3510 мм вместо 474×29,5×3550 мм. Из-за повышенной разностенности передельных труб и глубоких дефектов в виде рванин 4 трубы - крата переточены на размер 474×27,0×3510 мм. Расходный коэффициент сплава 14 по данной партии передельных труб составил 2,121. По предлагаемой технологии прокатано 10 слитков в передельные трубы по технологии: нагрев слитков производили со скоростью 3,0-4,0°С в минуту с кантовкой через 14-18 минут на угол α=180±30°; кантовку слитков на яму производили с 3-го окна первой зоны печи; интервал времени нахождения слитков на яме печи составило от 5,0 до 8,0 минут; при остановках станов до 30 минут и отсутствии места в печи кантовку слитков производили взад и вперед через 15,0-20,0 минут на угол α=180±30°, а при остановках станов по техническим причинам более 30 минут производили выдачу слитков из печи через 15,0-20,0 минут с последующей кантовкой всех слитков вдоль печи на угол α=180±30°. Две гильзы из 10 имели повышенную кривизну, но они были надеты на дорн и прокатаны в передельные трубы. Качество наружной и внутренней поверхности гильз было значительно лучше, чем по существующему способу нагрева слитков. Из-за повышенной разностенности с переднего конца гильзы один крат был переточен на стенку 27,0 мм. Расходный коэффициент сплава по передельным трубам данной партии составил 1,880, т.е. получено снижение расходного коэффициента на 241 кг на тонну труб - баллонных заготовок.
Таким образом, из таблицы видно, что лучшие результаты по расходному коэффициенту сплава 14 при производстве товарных труб (расточенных и обточенных) размером 474×29,5×3550 мм получены при прокатке их по предлагаемому способу за счет снижения количества рванин, проникновения их в глубь толщины стенки и гильз с повышенной кривизной, т.е. получили снижение расхода сплава 14 на 241 кг на тонну труб - баллонных заготовок.
Использование предлагаемого способа нагрева слитков и заготовок из сплавов на основе титана под прошивку в станах косой прокатки позволит снизить количество и величину дефектов прокатного происхождения на наружной и внутренней поверхностях в виде рванин, трещин и гильз с повышенной кривизной, снизить расходный коэффициент дорогостоящих сплавов на основе титана, а следовательно, снизить стоимость передела слиток (заготовка) из сплавов на основе титана - товарная труба.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 426×34×10500±250 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ ЗАГОТОВОК ТИТАНОВОГО СПЛАВА GR 29 | 2012 |
|
RU2523404C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 273х10х8700-9500 мм ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2017 |
|
RU2640694C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 219х9х11700-12800 ММ ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2017 |
|
RU2638266C1 |
| СПОСОБ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СЛИТКОВ И ЗАГОТОВОК СПЛАВОВ НА ОСНОВЕ ТИТАНА НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2315672C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 159х7х10000-11000 мм ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2016 |
|
RU2615927C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2296019C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО ГЕОМЕТРИЧЕСКИМ РАЗМЕРАМ | 2013 |
|
RU2530113C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ ТРУБ РАЗМЕРОМ 406,4+0,4/-0×14,38+0,28/-0,72 мм ИЗ ТИТАНОВОГО СПЛАВА Gr 29 ДЛЯ ПОСЛЕДУЮЩЕГО ИСПОЛЬЗОВАНИЯ ИХ ДЛЯ ОБУСТРОЙСТВА ГЕОТЕРМАЛЬНЫХ СКВАЖИН | 2013 |
|
RU2542132C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2318622C2 |
Изобретение относится к трубопрокатному производству, в частности к нагреву слитков и заготовок под прокатку. Для обеспечения равномерного нагрева слитков и заготовок и получения качественных гильз способ включает сверление в слитках и заготовках центрального отверстия диаметром 100±5,0 мм, посад их в муфелях на чистую подину методических нагревательных печей в один ряд с интервалом 10-15 минут, нагрев в трех зонных методических нагревательных печах до 1155-1180°С, выдержку на яме в течение 6,0-19,0 минут, прошивку в гильзы в станах косой прокатки, при этом нагрев производят со скоростью 3,0-4,0°С/мин с кантовкой через 14-18 минут на угол α=180±30°, кантовку на яму производят с 3-го окна первой зоны печи с выдержкой на яме 5,0-8,0 мин. При остановке стана до 30 минут и отсутствии места в печи кантовку производят взад и вперед через 15,0-20,0 минут на угол α=180±30°, а при остановке - более 30 минут производят выдачу из печи через 15,0-20,0 минут с последующей кантовкой всех слитков и заготовок вдоль печи на угол α=180±30°. Использование изобретения позволит снизить расходный коэффициент дорогостоящих сплавов на основе титана и стоимость передела. 4 з.п. ф-лы, 1 табл.
| САФЬЯНОВ А.В | |||
| и др., Производство труб из титановых сплавов для крупногабаритных облегченных емкостей, "Сталь", М., Металлург, 1992, №9, с.59-62 | |||
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ И ТОВАРНЫХ ТРУБ ИЗ ЦЕНТРОБЕЖНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2002 |
|
RU2233721C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ СТАЛЕЙ С ПОВЫШЕННЫМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ | 2000 |
|
RU2219006C2 |

