Изобретение относится к трубопрокатному производству, а именно к способу прошивки слитков и заготовок из сплавов на основе титана, и может быть использовано при производстве передельных труб большого и среднего диаметров из слитков или заготовок сплавов на основе титана на трубопрокатных установках, имеющих в своем составе станы косой прокатки, в частности на трубопрокатных установках с пилигримовыми станами.
Известен способ прошивки слитков в станах косой прокатки, заключающийся в том, что нагретый слиток прошивают (деформируют) в очаге деформации, состоящем из трех последовательно расположенных зон с одинаковой скоростью вращения рабочих валков: в первой зоне происходит прокатка сплошного или полого слитка без оправки, во второй - прокатка полого слитка с интенсивной деформацией стенки на оправке и в третьей зоне - обкатка гильзы без внутренней жесткой оправки (Ф.А.Данилов и др. "Горячая прокатка труб", Металлургиздат, 1963 г., с.40-41).
Недостатком данного способа является то, что при прошивке слитков и заготовок из сплавов на основе титана в станах косой прокатки на стыке первой и второй зон, а именно в момент нахождения металла на оправку, возникает усилие со стороны оправки. При возникновении усилия со стороны оправки процесс осевого перемещения слитков и заготовок снижается, т.к. из-за малой контактной поверхности между валками и слитком (заготовкой) тянущих усилий не хватает преодолеть осевое сопротивление оправки. При повышенных оборотах рабочих валков происходит пробуксовка слитков (заготовок) в валках. Для увеличения тянущих усилий приходится сводить рабочие валки, а т.к. сплавы на основе титана при температуре 1155-1180°С имеют хорошую пластичность, это приводит к затеканию сплава за реборды валков, т.е. к прекращению процесса прошивки. При установившемся процессе прошивки, т.е. при полном нахождении сплава на оправку и начала выхода гильзы из валков, контактная поверхность сплава с валками увеличивается, а следовательно, увеличивается тянущее усилие. В данный момент можно увеличивать скорость вращения рабочих валков. При выходе гильзы из валков контактная поверхность уменьшается, а следовательно, снижается тянущее усилие. При прошивке со скоростью вращения рабочих 30-35 оборотов в минуту появляется вероятность пробуксовки гильзы в валках, чтобы увеличить тянущие усилия сводят валки прошивного стана, что в свою очередь приводит к частым закаткам оправок в гильзах, т.е. к прекращению процесса прошивки.
Известен способ поперечно-винтовой прошивки, включающий сведение и разведение валков (а.с. №532410 "Способ поперечно - винтовой прошивки").
Недостатком данного способа, как отмечалось выше, является то, что при прошивке высокопластичных сплавов на основе титана при максимальном сведении валков в первой стадии процесса возникает вероятность затекания сплава за реборды валков, а в третьей стадии вероятность закатывания оправки в гильзе, т.е. в обоих случаях это ведет к прекращению процесса прошивки.
В трубной промышленности известен способ прошивки слитков и заготовок из сплавов на основе титана в станах косой прокатки, заключающийся в том, что для увеличения трения между валками и заготовкой, а следовательно, увеличения тянущих усилий, на валках в конусе прошивки наплавляют шипы, которые имеют форму полусфер высотой 2-2,5 мм, в основании - окружность диаметром 8-10 мм, а для повышения прочности наружных слоев сплава слитков или заготовок, а следовательно, для уменьшения их пластичности, применяют подстуживание перед задачей их в прошивной стан, оптимальное время которого 3-5 минут установили опытным путем (А.В.Сафьянов, О.Г.Хохлов-Некрасов, Л.И.Лапин. "Сталь", №9, 1992, с.61).
Недостатком данного способа является то, что увеличение трения между валками и заготовкой в конусе прошивки за счет наплавки шипов и подстуживания их перед задачей в прошивной стан значительно снижает вероятность затекания сплава за реборды валков, но не решают вопрос закатывания (застревания) оправок на выходе гильз из прошивного стана. С другой стороны наплавка шипов в конусе прошивки позволяет получать качественные гильзы для прокатки передельных труб (труб под механическую обработку). При прокатке труб по ГОСТ на поверхности от шипов остаются риски, не выводящие толщину стенки за минусовое поле допуска, но портящие товарный вид. Перевалка валков прошивного стана производится в плановый ремонт, т.к. по продолжительности она занимает от 6 до 8 часов.
Наиболее близким техническим решением является способ прошивки слитков и заготовок из сплавов на основе титана в стане косой прокатки ТПУ 8-16'' с пилигримовыми станами при производстве передельных труб размером 492×48, 485×36 и 398×46 мм под механическую обработку на размер 474×29,5, 467×16 и 377×24 мм из слитков и заготовок титанового сплава 14 размером 650×100×1750 мм, включающий отливку слитков в вакуумно-дуговых печах ОАО "Корпорация ВСМПО - АВИСМА" с последующей ковкой их в заготовки или использование в качестве заготовок слитков, сверление в слитках и заготовках сквозного центрального отверстия диаметром 100±5 мм, зарядку слитков и заготовок в муфеля, посад слитков и заготовок на чистую подину методических нагревательных печей в один ряд с интервалом 10-15 минут, нагрев слитков и заготовок в муфелях в трехзонных методических нагревательных печах до температуры пластичности (1155-1180°С), прошивку их в гильзы в стане косой прокатки со скоростью вращения рабочих валков 30-35 оборотов в минуту и прокатку передельных труб на пилигримовых станах 8-16'' ОАО "ЧТПЗ" (ТУ 14-3-1218-83 "Трубы бесшовные горячедеформированные обточенные и расточенные из сплава 14". ТИ 158-Тр. ТБ1-54-97 "Изготовление бесшовных горячедеформированных труб из сплава 14 по ТУ 14-3-1218-83 и ТУ 14-3-1236-83").
Недостатком данного способа является фиксированная постоянная скорость вращения рабочих валков прошивного стана 30-35 оборотов в минуту, что приводит к пробуксовке слитков или заготовок в валках во время захвата до полного нахождения их на оправку, т.е. до заполнения очага деформации и увеличения контактной поверхности между слитком - гильзой и валками, т.е. увеличения тянущих усилий, и пробуксовке гильз при выходе оправки из гильзы, т.е. освобождения очага деформации.
Задачей предложенного способа является исключение затекание сплавов на основе титана за реборды валков при прошивке слитков или заготовок в гладких валках и закатывание оправок в конусе раскатки, повышение производительности трубопрокатной установки с пилигримовыми станами, снижение расходного коэффициента сплава при переделе слиток или заготовка - гильза - передельная трубная заготовка, снижение стоимости передельных труб, а следовательно, и стоимости товарных труб за счет исключения брака и уменьшения припуска под механическую обработку (обточку и расточку).
Технический результат достигается тем, что в известном способе прошивки слитков и заготовок из сплавов на основе титана в станах косой прокатки, включающим нагрев сверленых слитков или заготовок в муфелях в трехзонных методических печах до температуры пластичности, прошивку слитков или заготовок в гильзы в станах косой прокатки на оправке со скоростью вращения рабочих валков, при этом от момента захвата слитка или заготовки валками до момента полного нахождения их на оправку прошивку производят со скоростью вращения рабочих валков 20-25 оборотов в минуту, установившийся процесс прошивки производят со скоростью вращения валков 35-40 оборотов в минуту, а на выходе оправки из гильзы скорость вращения валков снижают до 25-30 оборотов в минуту, гильзу прошивают по наружному диаметру размер в размер с вытяжкой 1,7-1,9, а для снижения газонасыщения наружной и внутренней поверхностей гильз при прошивке из-за подачи охлаждающей жидкости на валки и дорновую штангу прошивного стана после выхода гильзы из валков подачу воды на валки снижают в 2-3 раза, а на дорновую штангу - прекращают полностью.
Сущность способа заключается в том, что в процессе прошивки слитков и заготовок из сплавов на основе титана в станах косой прокатки при неустановившемся процессе, при нахождении их на оправку, для исключения пробуксовки валков и сведения их для увеличения тянущих усилий скорость вращения рабочих валков от момента захвата слитков или заготовок до момента полного нахождения сплава на оправку принимают равной 55-63% от скорости валков при установившемся процессе прошивки, т.е. снижают скорость вращения рабочих валков относительно установившегося процесс прошивки на 37-45%, что дает возможность более плавно оправке внедряться в полость слитков и заготовок без пробуксовки и сведения рабочих валков, установившийся процесс прошивки производят со скоростью вращения валков 35-40 оборотов в минуту, а для исключения закатывания оправки в гильзе с момента уменьшения тянущих усилий, т.е. на выходе оправки из гильзы, скорость вращения валков снижают до 20-25 оборотов в минуту, процесс прошивки гильз по наружному диаметру производят размер в размер с вытяжкой 1,7-1,9, т.к. при прошивке гильз с вытяжкой более 1,9, т.е. на оправках большего диаметра, возрастает усилие прошивки, а следовательно, вероятность затекания сплава за реборды валков и закатывания оправок при выходе гильз из валков прошивного стана. Для снижения газонасыщения наружной и внутренней поверхностей гильз при прошивке, из-за подачи охлаждающей жидкости на валки и дорновую штангу прошивного стана после выхода гильзы из валков подачу воды на валки снижают в 2-3 раза, а на дорновую штангу - прекращают полностью.
Использование предложенного способа прошивки слитков и заготовок из сплавов на основе титана в станах косой прокатки позволит получать качественные гильзы из сплавов за счет снижения рванин и трещин от газонасыщения наружных и внутренних поверхностей горячих гильз из-за обильного охлаждения их и инструмента водой, исключить застревание гильз - ступ в стане при заполнении очага прошивки (при нахождении сплава на оправку), а следовательно, снизить простои прошивного стана за счет извлечения гильз - ступ, исключить закатывание оправок при выходе их из гильз, снизить расходный коэффициент сплава при переделе слиток или заготовка - передельная труба, а следовательно, снизить их стоимость.
Сопоставительный анализ с прототипом показывает, что заявляемый способ прошивки слитков и заготовок из сплавов на основе титана в станах косой прокатки отличается тем, что прошивку слитков и заготовок в стане косой прокатки производят с разной скоростью вращения рабочих валков, а именно от момента захвата слитка или заготовки валками до момента полного нахождения их на оправку прошивку производят со скоростью вращения рабочих валков 20-25 оборотов в минуту, установившийся процесс прошивки производят со скоростью вращения валков 35-40 оборотов в минуту, а на выходе оправки из гильзы скорость вращения валков снижают до 25-30 оборотов в минуту, гильзу прошивают по наружному диаметру размер в размер с вытяжкой 1,7-1,9, а для снижения газонасыщения наружной и внутренней поверхностей гильз при прошивке из-за подачи охлаждающей жидкости на валки и дорновую штангу прошивного стана после выхода гильзы из валков подачу воды на валки снижают в 2-3 раза, а на дорновую штангу - прекращают полностью. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что соответствует патентоспособности "изобретательский уровень".
Способ опробован и внедрен на трубопрокатной установке 8-16'' с пилигримовыми станами ОАО "ЧТПЗ". Опытно-промышленная прокатка передельных труб размером 492×48×7500 мм, по существующему и предлагаемому способам, проводилась из слитков размером 650×100×1750 мм сплава 14, отлитых в вакуумно-дуговых печах ОАО "Корпорация ВСМПО-АВИСМА" (г.Верхняя Салда - Россия) по ТУ 1-5-180-94.
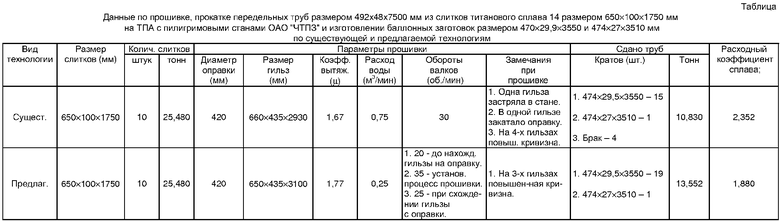
В производство было задано по 10 слитков из титанового сплава 14 для изготовления механически обработанных (обточенных и расточенных) труб - заготовок размером 474×29,5×3550+100 мм по существующей и предлагаемой технологиям. Данные по прошивке, прокатке передельных труб размером 492×48×7500 мм из слитков титанового сплава 14 размером 650х100х1750 мм на ТПА с пилигримовыми станами ОАО "ЧТПЗ" и изготовлению баллонных заготовок размером 470×29,5×3550 и 474×27×3510 мм по существующей и предлагаемой технологиям приведены в таблице. Из таблицы видно, что прошивка слитков по существующей технологии в гильзы размером 660×435×2950 производилась на оправке диаметром 420 мм с коэффициентом вытяжки 1,67 и 30 оборотов рабочих валков в минуту. Охлаждение валков, оправки и дорновой штанги при прошивке производились с расходом технической воды 0,75 м3 в минуту. Из-за пробуксовки, чтобы увеличить обжатие, валки прошивного стана начали сводить, в результате образовалась "рюмка", т.е. сплав затек за реборды валков и процесс прошивки был приостановлен. Были разведены валки и мостовым краном гильза-ступа вместе с дорновой штангой и оправкой были извлечены из стана. Потеря рабочего времени на извлечение недоката и замену дорновой штанги с оправкой составило 35 минут. В одной гильзе закатало оправку. При выходе оправки из гильзы и освобождении очага деформации из-за малых тянущих усилий процесс поступательного движения гильзы прекратился, чтобы выдать гильзу из стана и увеличить тянущее усилие начали сводить рабочие валки, т.е. увеличивать обжатие стенки гильзы. Задний конец гильзы был раскатан до минимума, а оправка из гильзы не вышла. На четырех из восьми гильз наблюдалась повышенная кривизна. Прокатка гильз с повышенной кривизной на пилигримовом стане приводит к повышенной разностенности передельных труб, и как следствие, к переточке баллонных заготовок на более тонкую стенку или к окончательному браку. При механической обработке данной партии передельных труб в баллонные заготовки получено 15 кратов размером 474×29,5×3550 мм и 1 крат размером 474×27×3510 мм общим весом 10,83 тонны. Расходный коэффициент сплава составил 2,352. По предлагаемой технологии процесс прошивки слитков производили на оправке диаметром 420 мм в гильзы размером 650×435×3100 мм с вытяжкой 1,77. При прошивке подачу воды на валки прошивного стана уменьшили в три раза, а на дорновую штангу закрыли полностью. От момента захвата слитков валками до полного нахождения сплава на оправку прошивку производили со скоростью вращения рабочих валков 20 оборотов в минуту, установившийся процесс прошивки производили со скоростью вращения валков 35 оборотов в минуту, а на выходе оправки из гильзы до конца прошивки скорость вращения валков была 25 оборотов в минуту. Процесс захвата слитков валками, нахождения гильзы на оправку и выхода гильзы из валков (схода с оправки) проходил устойчиво без пробуксовок и перенастроек прошивного стана (без сведения и разведения рабочих валков). На 3-х гильзах после прошивки была отмечена повышенная кривизна из-за неравномерности нагрева слитков. При механической обработке данной партии передельных труб в баллонные заготовки получено 19 кратов размером 474×29,5×3550 мм и 1 крат размером 474×27×3510 мм, общим весом 13,552 тонны. Расходный коэффициент сплава составил 1,880, т.е. получено снижение расходного коэффициента сплава на 472 кг на тонне баллонных заготовок.
Таким образом, из таблицы видно, что при прошивке 10 слитков сплава 14 по предлагаемой технологии получено 10 передельных труб размером 492×48×7500 мм, при механической обработке (обточке и расточке) которых получено 19 кратов размером 474×29,5×3550 и 1 крат размером 474×27×3510 мм. Расходный коэффициент сплава 14 при прошивке слитков в стане косой прокатки по новой технологии и переделе слиток - баллонная заготовка составил 1,880, а по существующей технологии 2,352, т.е. получено снижение расходного коэффициента сплава 14 на 472 кг на тонне баллонных заготовок.
Использование предлагаемого способа прошивки слитков и заготовок из сплавов на основе титана в станах косой прокатки позволит снизить трудоемкость передела слиток или заготовка из сплавов на основе титана - передельная труба - баллонная заготовка за счет исключения застревания гильз в прошивном стане, закатывания оправок в гильзах, повысить производительность прошивного стана, а следовательно, повысить производительности трубопрокатной установки, снизить расходный коэффициент сплавов на основе титана при переделе слиток или заготовка - передельная труба - баллонная заготовка на 25-30%, а следовательно, снизить стоимость передельных труб и товарных баллонных заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2311978C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2296019C1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2527582C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311979C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ ДИАМЕТРОМ 530-550 мм ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2007 |
|
RU2387501C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311980C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х36,53Х3000-3400 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2537412C2 |
| ЗАГОТОВКА-СЛИТОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ПОД ПРОШИВКУ И ПОСЛЕДУЮЩУЮ РАСКАТКУ ЕЕ НА ДВУХВАЛКОВОМ СТАНЕ ПОПЕРЕЧНО- ВИНТОВОЙ ПРОКАТКИ В ПЕРЕДЕЛЬНЫЕ ГИЛЬЗЫ-ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3200-3550 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2530430C1 |
Изобретение относится к трубопрокатному производству, а именно к способу прошивки слитков и заготовок из сплавов на основе титана, и может быть использовано при производстве передельных труб большого и среднего диаметров из слитков и заготовок из сплавов на основе титана на трубопрокатных установках, имеющих в своем составе станы косой прокатки, в частности на ТПА с пилигримовыми станами. Способ включает нагрев сверленых слитков и заготовок в муфелях в трехзонных методических печах до температуры пластичности, прошивку слитков и заготовок в гильзы в станах косой прокатки на оправке с частотой вращения рабочих валков 30-35 оборотов в минуту, прошивку слитков и заготовок в стане косой прокатки с разной скоростью вращения рабочих валков, при этом от момента захвата слитков и заготовок валками до момента полного нахождения сплава на оправку прошивку производят со скоростью вращения рабочих валков 20-25 оборотов в минуту, установившийся процесс прошивки производят со скоростью вращения валков 35-40 оборотов в минуту, а на выходе оправки из гильзы скорость вращения валков снижают до 25-30 оборотов в минуту, процесс прошивки гильз по наружному диаметру производят размер в размер с вытяжкой 1,7-1,9, а после выхода гильзы из валков прошивного стана подачу воды на валки прошивного стана снижают в 2-3 раза, а подачу воды на дорновую штангу прекращают полностью. Обеспечивается снижение трудоемкости передела слиток - заготовка из сплавов на основе титана - передельная труба - баллонная заготовка, повышение производительности прошивного стана, а следовательно, и всей трубопрокатной установки, снижение расходного коэффициента сплавов на основе титана при переделе слиток - передельная труба - баллонная заготовка на 25-30%, а следовательно, снижение стоимости передельных труб и товарных баллонных заготовок. 2 з.п. ф-лы, 1 табл.
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕДЕЛЬНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛА ПОДГРУППЫ ТИТАНА И СПЛАВОВ НА ЕГО ОСНОВЕ | 1996 |
|
RU2107585C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ ТИТАНОВЫХ α- и (α + β) -СПЛАВОВ | 1996 |
|
RU2094141C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| JP 2002331301 A, 19.11.2002 | |||
| JP 2003001305 A, 07.03.2003. | |||

