Изобретение относится к технологии машиностроения, к механической обработки больших плоскостей с целью удаления с поверхности металлов шлака, продуктов коррозии, прокатной окалины, заусенцев, резания металлов иглофрезерованием и предназначено для механизации снятия заусенцев, скругления кромок и обработки плоскостей на фрезерных, многопозиционных и многооперационных станках.
Известен способ очистки поверхностей от продуктов коррозии, окалины и т.д. и устройство для его реализации, содержащее приводной диск с поочередно размещенными по его окружности пучками ворса и установленными в сквозных отверстиях диска абразивными цилиндрами [1].
Недостатками известного способа и устройства является невозможность интесифицировать процесс обработки и съема металла ввиду того, что абразивные цилиндры вращаются только за счет сил трения, кроме того, по мере износа абразива цилиндры будут с меньшим усилием прижиматься к обрабатываемой поверхности из-за свойств прижимных пружин, причем способ и устройство не позволяют полностью использовать режущие свойства абразива, который требует очень большой скорости вращения (порядка нескольких тысяч оборотов при таких малых диаметрах цилиндров) диска, что трудно осуществить по динамическим соображениям, тем самым будет снижаться производительность и качество обработки. Кроме того, при увеличении силы прижима устройства к обрабатываемой поверхности пучки ворса будут максимально прогибаться, не осуществляя резание металла.
Задача изобретения - расширение технологических возможностей по интенсификации процесса иглофрезерования, возможность съема припуска металла, оставленного под черновое и чистовое иглофрезерование с целью улучшения шероховатости обрабатываемой поверхности, а также увеличение производительности обработки и долговечности инструмента, упрощение его монтажа и демонтажа.
Поставленная задача решается с помощью предлагаемого инструмента для иглофрезерной обработки плоских поверхностей, содержащего иглофрезы и приводной диск, причем по периферии приводного диска в диаметрально противоположных местах равномерно расположены иглофрезы с индивидуальными приводами в количестве не менее четырех, при этом скорость продольной подачи заготовки определяется по формуле:
Sпр=d·z·Vд/π·D,
где Sпр - скорость продольной подачи заготовки, мм/мин,
d - наружный диаметр иглофрезы, мм;
z - количество иглофрез на диске, одновременно работающих, шт;
Vд - скорость вращения диска с иглофрезами, мм/мин;
D - диаметр диска, на котором расположены иглофрезы, мм.
Сущность конструкции инструмента поясняется чертежами.
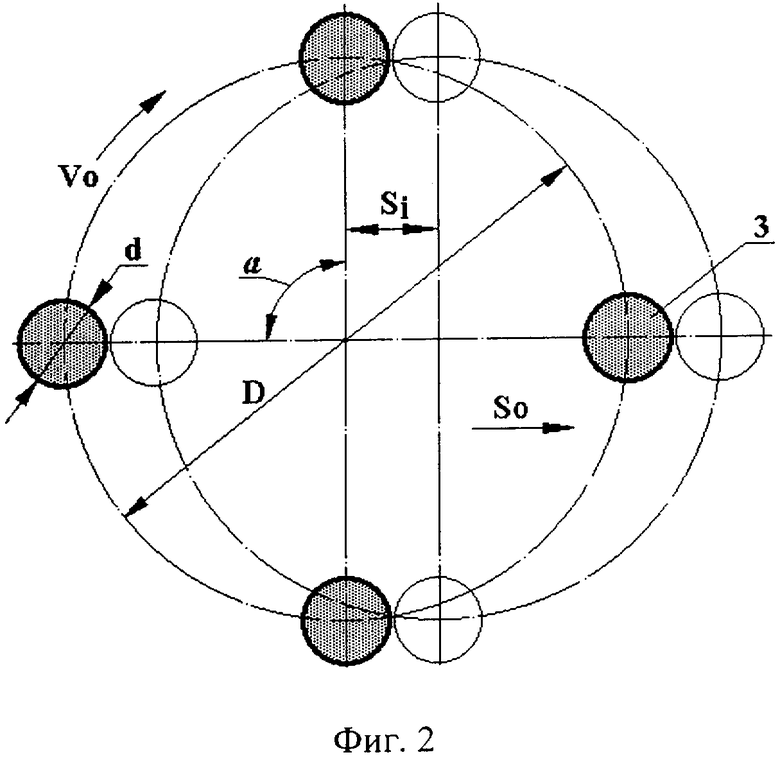
На фиг.1 изображена схема планетарной иглофрезерной обработки плоской поверхности предлагаемым инструментом, вид сбоку; на фиг.2 - схема обработки, вид сверху на фиг.1.
Предлагаемый инструмент предназначен для иглофрезерной обработки плоских поверхностей большой протяженности на фрезерных, многопозиционных и многооперационных станках. Заготовке сообщают продольную подачу Sпр и поперечную подачу Sпоп на двойной ход стола, а инструменту вращательное движение Vд и иглофрезам Vи.
Так как инструмент содержит приводной диск 1 с коническим хвостовиком 2 для крепления диска в шпинделе станка (не показан), вращающийся со скоростью круговой подачи Vд, на котором по периферии в диаметрально противоположных местах равномерно по окружности диаметром D установлены иглофрезы 3 с индивидуальными приводами 4 в количестве не менее четырех, то каждый режущий проволочный пучок иглофрезы 3 совершает сложное планетарное движение. Угол между соседними иглофрезами обозначим α.
Скорость круговой подачи Vд диска и продольная подача Sпр заготовки взаимосвязаны следующим условием: при повороте диска 1 с иглофрезами 3 на угол α заготовка должна переместиться на расстояние Si не более диаметра иглофрез d (на фиг.2 показано тонкой линией), т.е. за один оборот диска заготовка перемещается на расстояние (d·z) мм, поэтому
Sпр=d·z, мм/об, или Sпр=d·z·nД, мм/об,
где Sпр - скорость продольной подачи заготовки, мм/мин;
d - наружный диаметр иглофрезы, мм;
z - количество иглофрез на диске, одновременно работающих, шт.;
nд - частота вращения диска с иглофрезами, которая определяется по формуле:
nд=Vд/π·D, мин-1,
Vд - скорость вращения диска с иглофрезами, мм/мин;
D - диаметр диска, на котором расположены иглофрезы, мм.
Подставив значение частоты вращения диска в первое выражение получим формулу скорости продольной подачи заготовки:
Sпр=d·z·Vд/π·D.
Перед началом работы проводят правку рабочей поверхности проволочного ворса. В качестве ворса применяют стальную пружинную проволоку диаметром 0,5...1,0 мм из стали 65 Г. Правят рабочую поверхность пучков проволочного ворса всех фрез путем их шлифования в собранном виде.
В процессе обработки поверхности продольно перемещающейся заготовки инструмент прижимается к ней с натягом Н.
Для осуществления обработки необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса иглофрез были выше этих параметров материала обрабатываемой заготовки в 1,5...2 раза, соотношение l/i, где l - консольный вылет проволочных элементов ворса из корпуса иглофрез; i - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50...100, а коэффициент Кп плотности проволочного ворса в пределах 0,7...0,9; при этом натяг должен составлять - Н=0,7...1,5 мм. Окружная скорость Vи обработки 2...5 м/с.
Испытания инструмента при обработки заготовок из горячекатаной полосы из стали 20 по предлагаемому способу показали, что инструмент срезает с обрабатываемой поверхности окалину вместе с упрочненным слоем, при этом в процессе иглофрезерования обработанная поверхность не упрочняется, усилие прижатия устройства к обрабатываемой поверхности заготовки составляет 200...600 Н на 10 мм ширины рабочей поверхности устройства, а тангенциальная составляющая силы резания равна 150...550 Н. При диаметре иглофрезы d=100 мм и диаметре диска D=1000 мм время обработки предлагаемым инструментом из четырех иглофрез в 1,4 раза меньше времени обработки одной иглофрезой при одинаковых режимах резания.
Выбор соответствующего давления зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга Н [2].
При обработке металлов предлагаемым инструментом твердость обработанной поверхности не повышается. Благодаря многоинструментальной наладке улучшается качество обработки, шероховатость обрабатываемой поверхности, а также увеличивается производительность обработки и долговечность инструмента, расширяются технологические возможности по интенсификации процесса иглофрезерования, возможность съема припуска металла, оставленного под черновое и чистовое иглофрезерование с целью улучшения шероховатости обрабатываемой поверхности.
Источники информации принятые во внимание:
1. А.с. СССР 1493248, МКИ А46В 7/08 // В24В 45/00. Устройство для обработки поверхностей. Перепичка Е.В. и Скалько Н.С. Заявка №3984461/31-12, заяв. 04.12.85, опуб. 15.07.89. Бюл. №26 - прототип.
2. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей // Автоматизация и современные технологии. - 1992. - №9. - С.27-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306203C1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
Изобретение относится к области технологии машиностроения, обработке больших поверхностей. Инструмент содержит иглофрезы и приводной диск. Для расширения технологических возможностей, повышения производительности обработки за счет совмещения чистовой и черновой обработки, улучшения шероховатости обработанной поверхности, повышения долговечности иглофрез, упрощения их монтажа и демонтажа он снабжен индивидуальными приводами для иглофрез, количество которых выбрано не менее четырех, при этом иглофрезы расположены по периферии приводного диска в диаметрально противоположных местах и предназначены для обработки при скорости продольной подачи заготовки, определяемой по приведенной формуле в зависимости от диаметра иглофрез, их количества и числа оборотов приводного диска. 2 ил.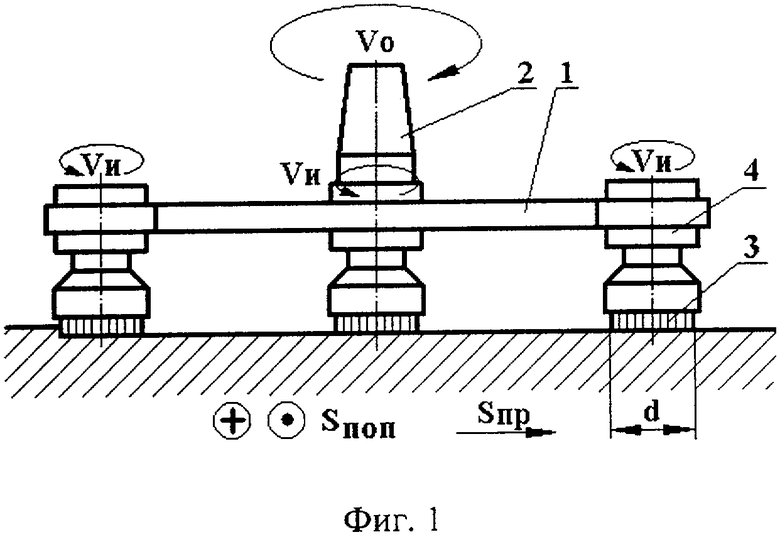
Инструмент для иглофрезерной обработки плоских поверхностей, содержащий иглофрезы и приводной диск, отличающийся тем, что по периферии приводного диска в диаметрально противоположных местах равномерно расположены имеющие индивидуальные приводы иглофрезы, количество которых выбрано не менее четырех, при этом инструмент предназначен для обработки заготовки, скорость продольной подачи которой определена по формуле
Sпр=d·z·Vд/π·D,
где Sпр - скорость продольной подачи заготовки, мм/мин;
d - наружный диаметр иглофрезы, мм;
z - количество иглофрез на диске, одновременно работающих, шт;
Vд - скорость вращения диска с иглофрезами, мм/мин;
D - диаметр диска, на котором расположены иглофрезы, мм.
| Устройство для зачистки поверхности | 1987 |
|
SU1542643A1 |
| Устройство для очистки плоскихиздЕлий | 1979 |
|
SU820915A1 |
| Щетка | 1987 |
|
SU1461540A1 |
| Устройство для механической зачистки поверхности | 1990 |
|
SU1729621A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

