1
Изобретение относится к металлообработке, в частности к комбинированным инструментам для совмещенной режуще-деформирующей обработки наружньдх цилиндрических поверхностей,
Цель изобретения - повышение качества обработки путем уменьшения исходной перед обкаткой шероховатости поверхности.
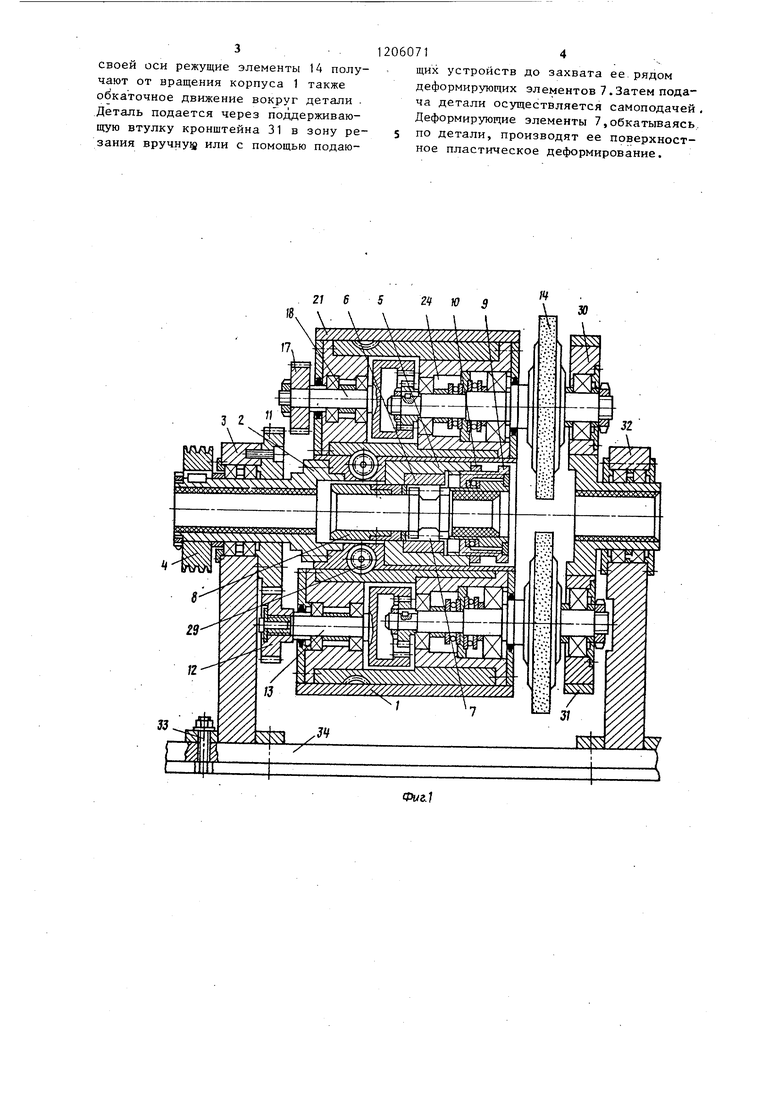
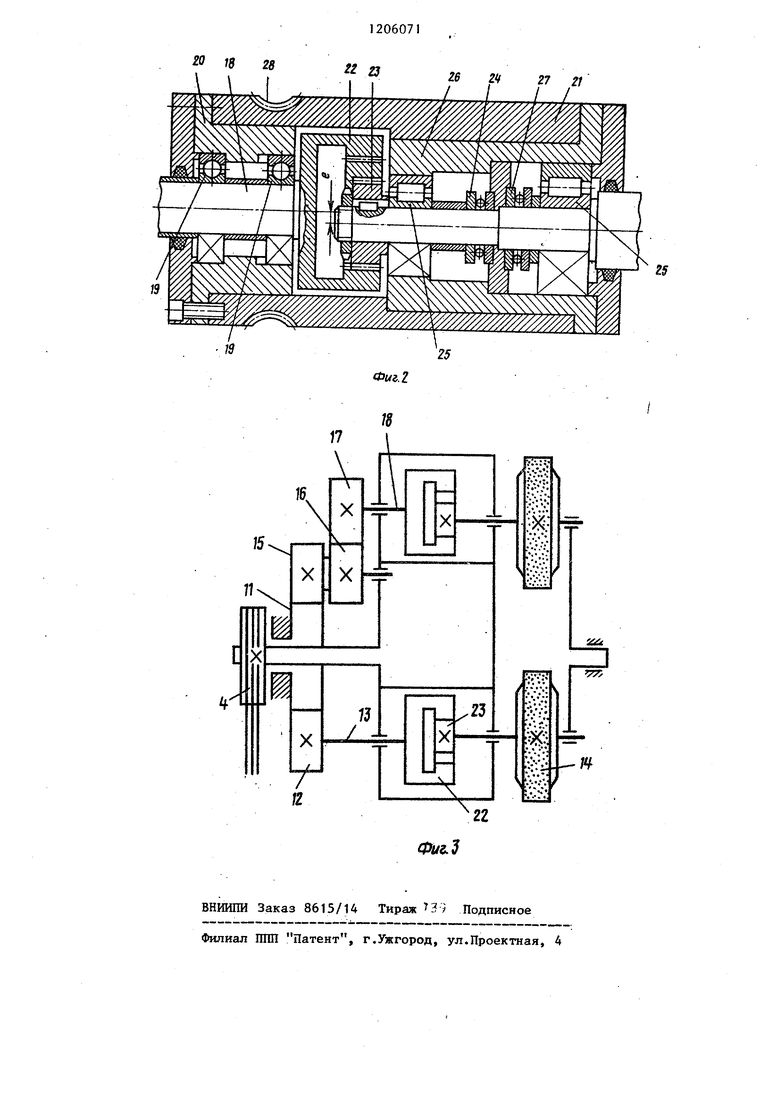
На фиг. 1 изображено устройство для совмещенной обработки резанием и обкаткой, продольный разрез; на фиг. 2 - привод вращения режущих элементов; на фиг. 3 - кинематическая схема привода вращения режущих элементов. ,
Устройство содержит корпус 1 с соединенным с ним фланцем 2, который установлен в подшипниках неподвижной стойки 3. На конце ступицы фланца 2 размещен шкив 4 ременной передачи привода В2 ожденйя корпуса 1 . В центральном ,отве рстии Kop nyj:a. размещена втулка 5, в которой установлено кольцо 6 с внутренней конической поверхностью, на которую опираются деформирующие элементы 7, расположенные в сепараторе 8, имеющем возможность осевого перемещения. .С сепаратором 8 связана гайка 9, предназначенная для установки деформй- рующих элементов 7 на размер, которая стопорится гайкой 10. Оси деформирующих элементов 7 расположены под углом к оси корпуса 1 для обеспечения самоподачи детали. На стойке 3 установлена неподвижная центральная шестерня 11, которая через шестерню 12 соединена с приводным валом 13 привода вращения одного из режущих элементов 14, а через паразитные шестерни 15 и 16 и шестерню 17 - с приводным валом 18 аналогичного привода вращения другого режущего элемента 14. Приводные валы 13 и 18
10
15
20
12060712
отверстии .втулки 21. Оси приводного
вала 18 и выходного вала 24 смещены на величину эксцентриситета е, так как втулки 20 и 26 расположены соответственно в концентричном и эксцент ричном отверстиях втулки 21, причем ось приходного вала 18 совпадает с осью втулки 21. На выходном валу 24 установлены упорные подшипники 27, воспринимающие осевые нагрузки. На втулке 21 выполнен венец 28 червячного колеса,связанный с червяком 29, размещенным в корпусе 1. На выходном валу 24 установлены режущие элементы 14 выполненные в виде иглофрез. Сво бодный конец выходного вала 24 размещен в подшипнике поворотной втулки 30, расположенной в кронштейне 31 который, в свою очередь установлен в подшипниках стойки 32. Стойки. 3 и 32 болтами 33 крепятся к плите 34. Снаружи устройство закрывается
кожухом с подводом в зону резания режущих элементов 14 СОЖ.
Устройство работает следующим образом.
Перед обработкой осевым перемещением сепаратора 8 при помощи гайки 9 деформирующие элементы 7 устанавливаются на размер.Гайка 9 стопорится гайкой 10. Затем вращением червяка 29 по лимбу устанавливают на глубину резания режущие эле менты 14 следующим образом.
При вращении червяка 29 через венец 28 червячного колеса поворачивается втулка 21, в результате чего изменяется величина эксцентриси тета е и, следовательно, расстояние между осями выходных валов 24, обеспечивая диапазон регулирования в пределах е . После установки режущих элементов 14 на необходимую глубину резания включают привод, от которого вращение через шкив 4 ре25
30
40
установлены в подшипниках 19 во втул- менной передачи передается фланцу 2 ке 20,которая, в свою очередь, раси соединенному с ним корпусу 1. При вращении корпуса 1 шестерни 12 и 17, обкатываясь по неподвижной центральной шестерне 11, передают вращение соответственно на приводной вал 13 и через паразитные шестерни 15 и 16 на приводной вал 18. Через установленные на приводных валах V3 и 18 шестерни 22 вра- 55 щение передается шестерням 23 и связанным с ними выходным валам 24, на которых установлены режущие элементы 14. Кроме вращения вокруг
положена в отверстии, вьшолненном во втулке. 21 концентрично ее наруж- поверхности.
На конце приводного вала 18 (аналогично вала 13) установлена шестерня 22 внутреннего зацепления, с которой взаимосвязана шестерня 23 наружного зацепления, установленная на выходном валу 24. Выходной вал 24 установлен в подшипниках 25, во втулке 26, которая, в свою очередь, расположена в эксцентричном
10
15
20
2060712
отверстии .втулки 21. Оси приводного
вала 18 и выходного вала 24 смещены на величину эксцентриситета е, так как втулки 20 и 26 расположены соответственно в концентричном и эксцентричном отверстиях втулки 21, причем ось приходного вала 18 совпадает с осью втулки 21. На выходном валу 24 установлены упорные подшипники 27, воспринимающие осевые нагрузки. На втулке 21 выполнен венец 28 червячного колеса,связанный с червяком 29, размещенным в корпусе 1. На выходном валу 24 установлены режущие элементы 14 выполненные в виде иглофрез. Свободный конец выходного вала 24 размещен в подшипнике поворотной втулки 30, расположенной в кронштейне 31, который, в свою очередь установлен в подшипниках стойки 32. Стойки. 3 и 32 болтами 33 крепятся к плите 34. Снаружи устройство закрывается
кожухом с подводом в зону резания режущих элементов 14 СОЖ.
Устройство работает следующим образом.
Перед обработкой осевым перемещением сепаратора 8 при помощи гайки 9 деформирующие элементы 7 устанавливаются на размер.Гайка 9 стопорится гайкой 10. Затем вращением червяка 29 по лимбу устанавливают на глубину резания режущие эле менты 14 следующим образом.
При вращении червяка 29 через венец 28 червячного колеса поворачивается втулка 21, в результате чего изменяется величина эксцентриси--- тета е и, следовательно, расстояние между осями выходных валов 24, обеспечивая диапазон регулирования в пределах е . После установки режущих элементов 14 на необходимую глубину резания включают привод, от которого вращение через шкив 4 ре25
30
40
менной передачи передается фланцу 2
менной передачи передается фланцу 2
и соединенному с ним корпусу 1. При вращении корпуса 1 шестерни 12 и 17, обкатываясь по неподвижной центральной шестерне 11, передают вращение соответственно на приводной/ вал 13 и через паразитные шестерни 15 и 16 на приводной вал 18. Через установленные на приводных валах V3 и 18 шестерни 22 вра- щение передается шестерням 23 и связанным с ними выходным валам 24, на которых установлены режущие элементы 14. Кроме вращения вокруг
своей оси режущие элементы 14 получают от вращения корпуса 1 также обкаточное движение вокруг детали . Деталь подается через поддерживающую втулку кронштейна 31 в зону резания вручну1й или с помощью подаю12060714
щих устройств до захвата ее рядом деформирующих элементов 7.Затем подача детали осуществляется самоподачей Деформирующие элементы 7,обкатываясь, 5 по детали, производят ее поверхностное пластическое деформирование.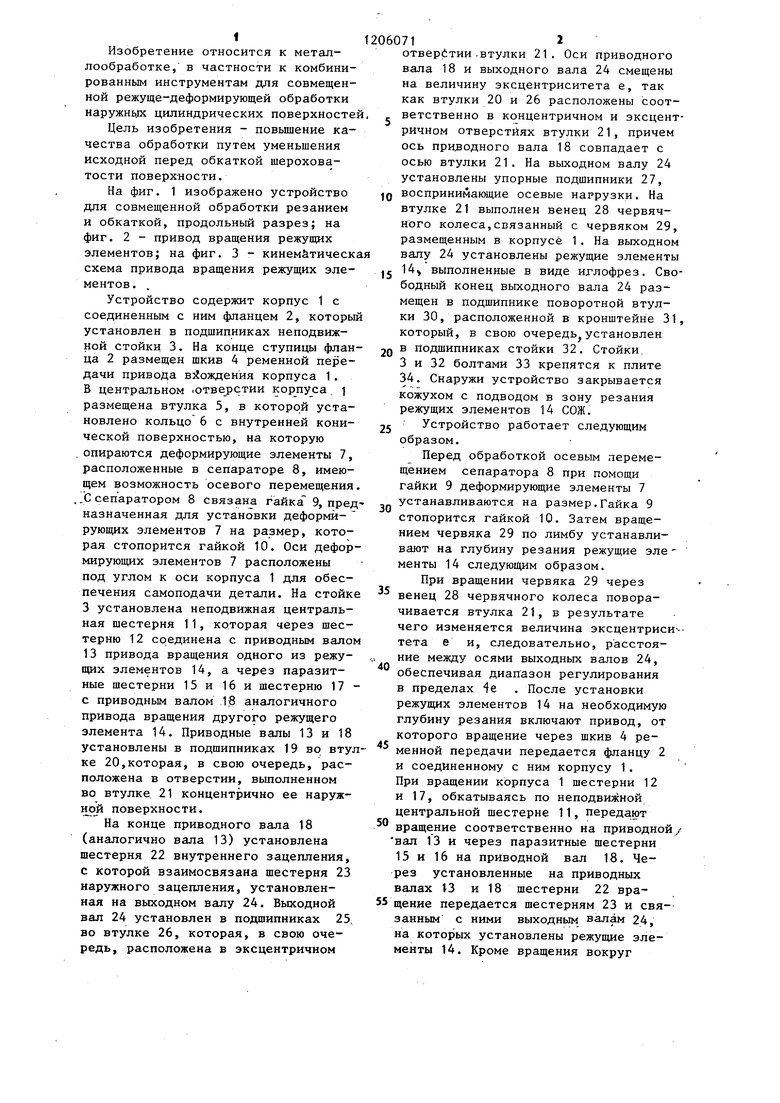
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Устройство для имитации сил резания на шпинделе металлорежущего станка | 1975 |
|
SU649981A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1999 |
|
RU2149739C1 |
| Суппорт зубофрезерного станка | 1981 |
|
SU1026981A1 |
| Способ совмещенной обработки иглофрезерованием и обкаткой | 1985 |
|
SU1310182A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2002 |
|
RU2215617C2 |
| Плансуппортная расточная головка | 1989 |
|
SU1748961A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
| Устройство для поперечной резки эластичного шнура | 1975 |
|
SU535168A1 |
| ЭЛЕКТРОПРИВОД К ЗАДВИЖКАМ ТРУБОПРОВОДОВ | 2001 |
|
RU2218504C2 |
ZO 18 28
1206071 22 23
26 2427 21
hj Ajjff}ftifii i
4HJ
ВНИИПИ Заказ 8615/14 Тираж 39 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
Фиг.3
| Устройство для комбинированной обра-бОТКи цилиНдРичЕСКиХ пОВЕРХНОСТЕй | 1977 |
|
SU831583A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
