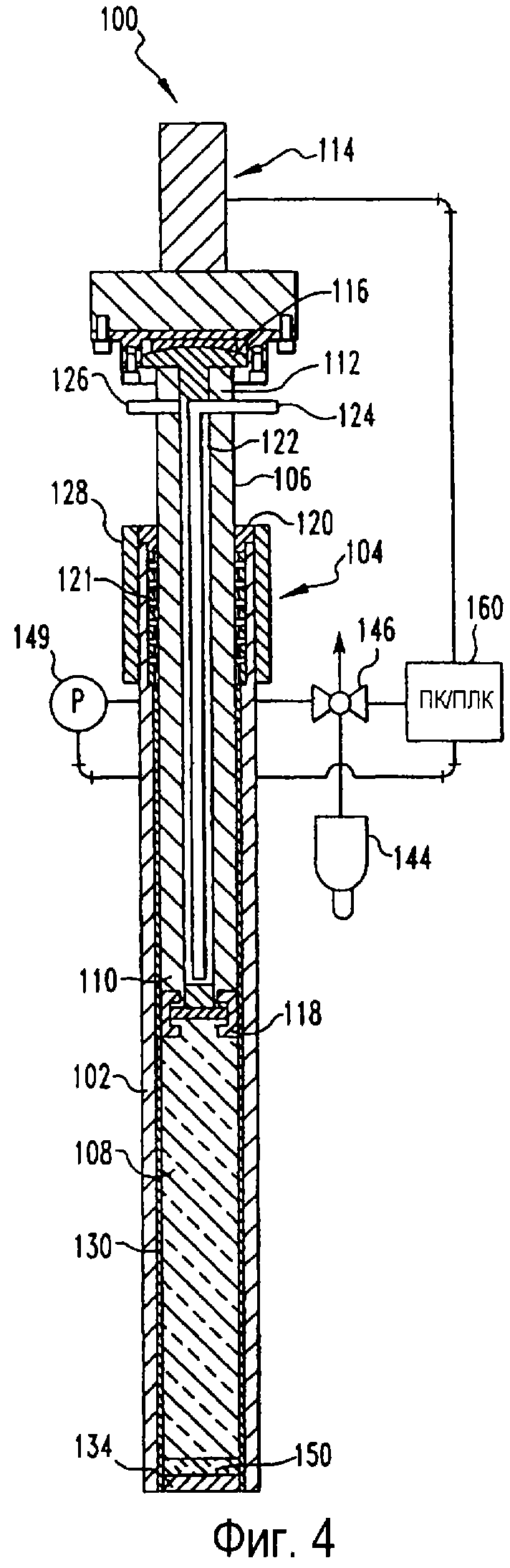
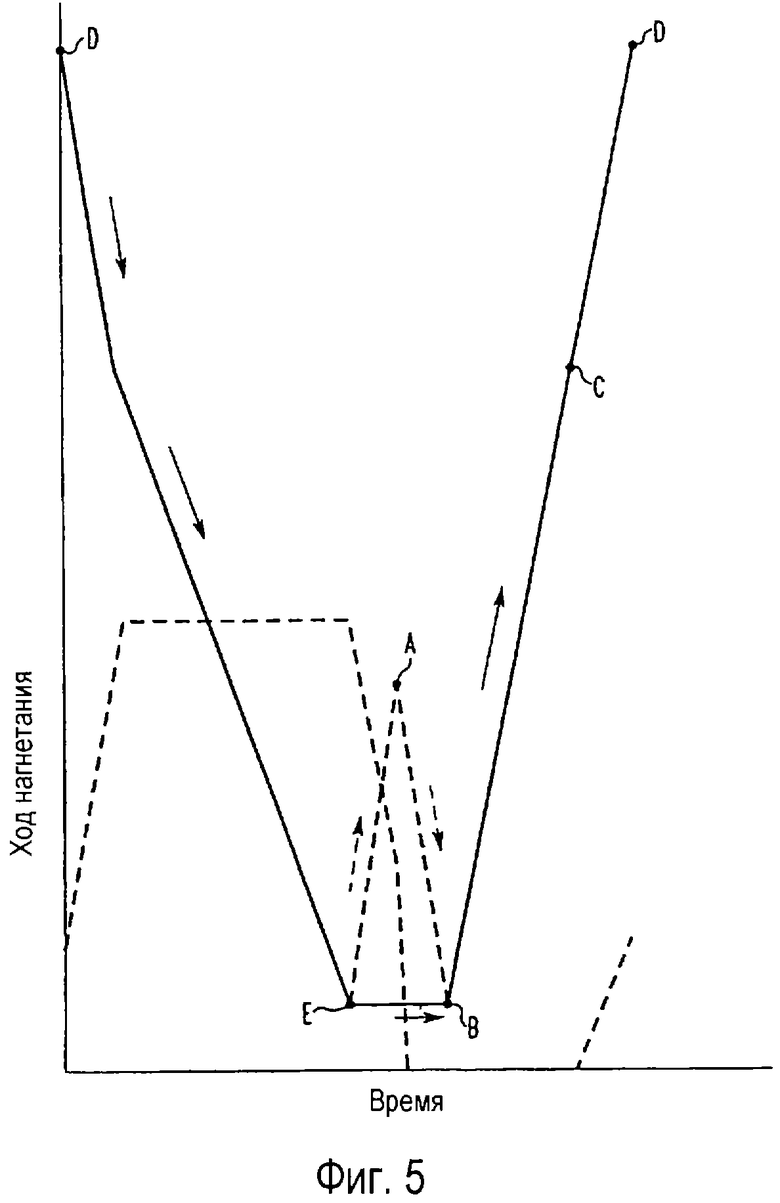
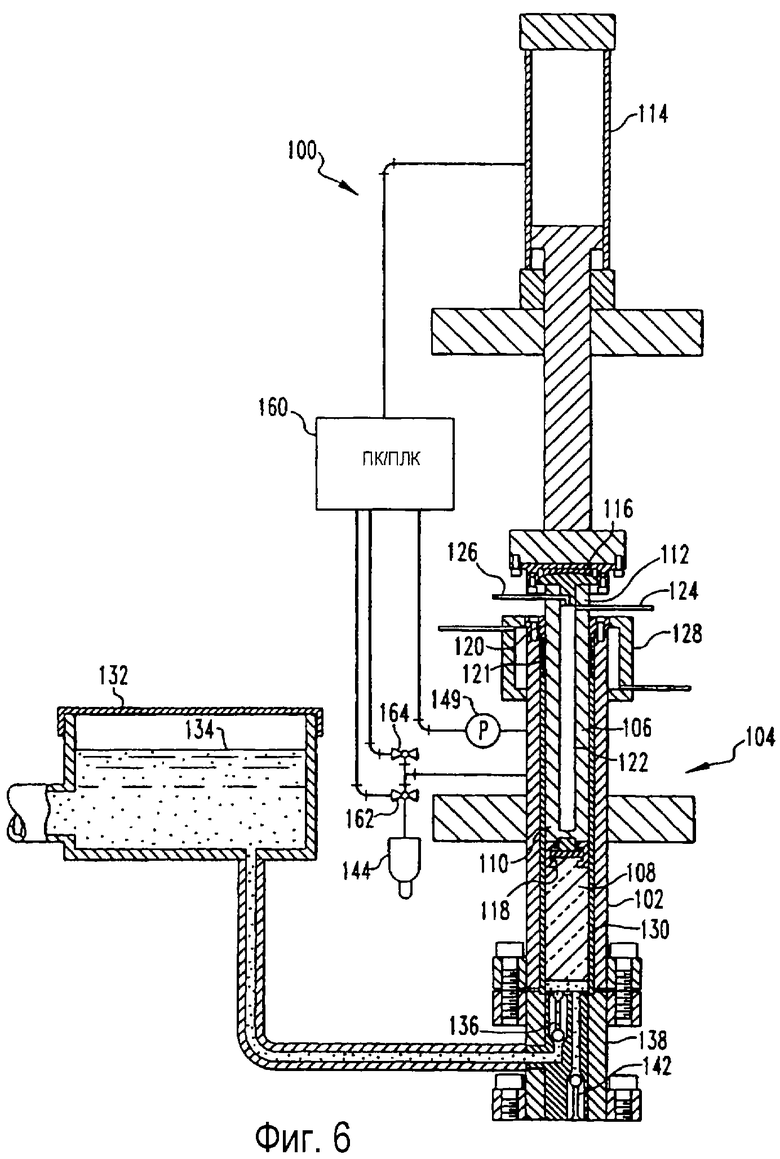
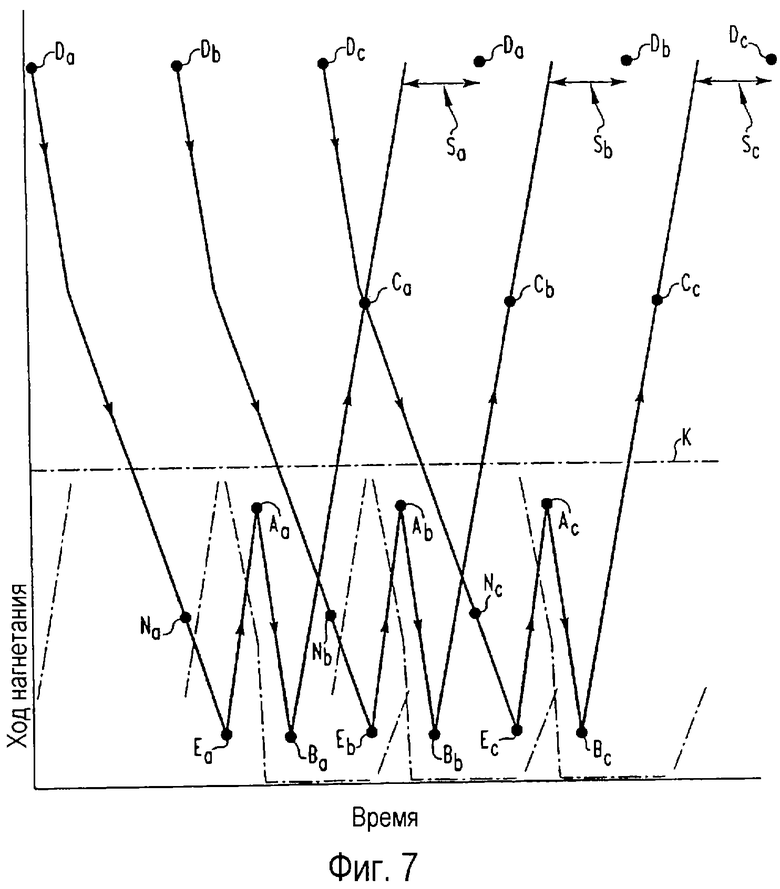
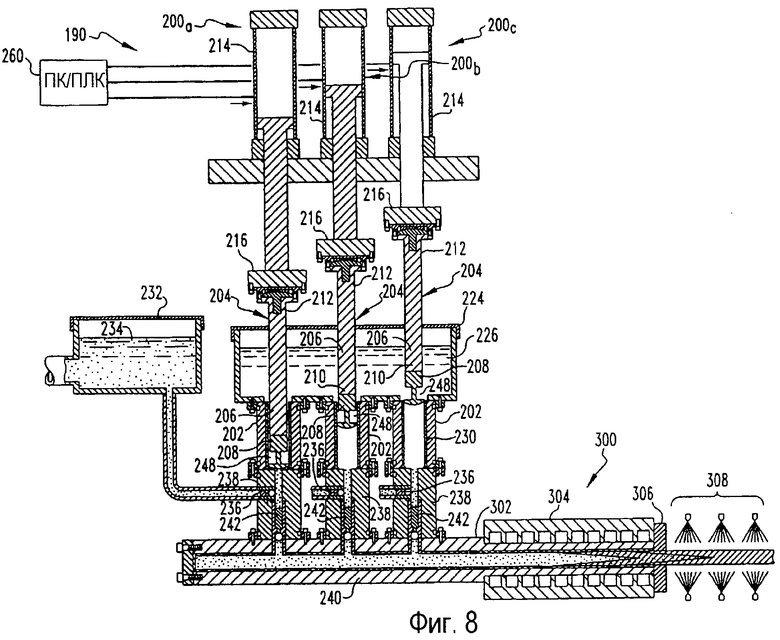
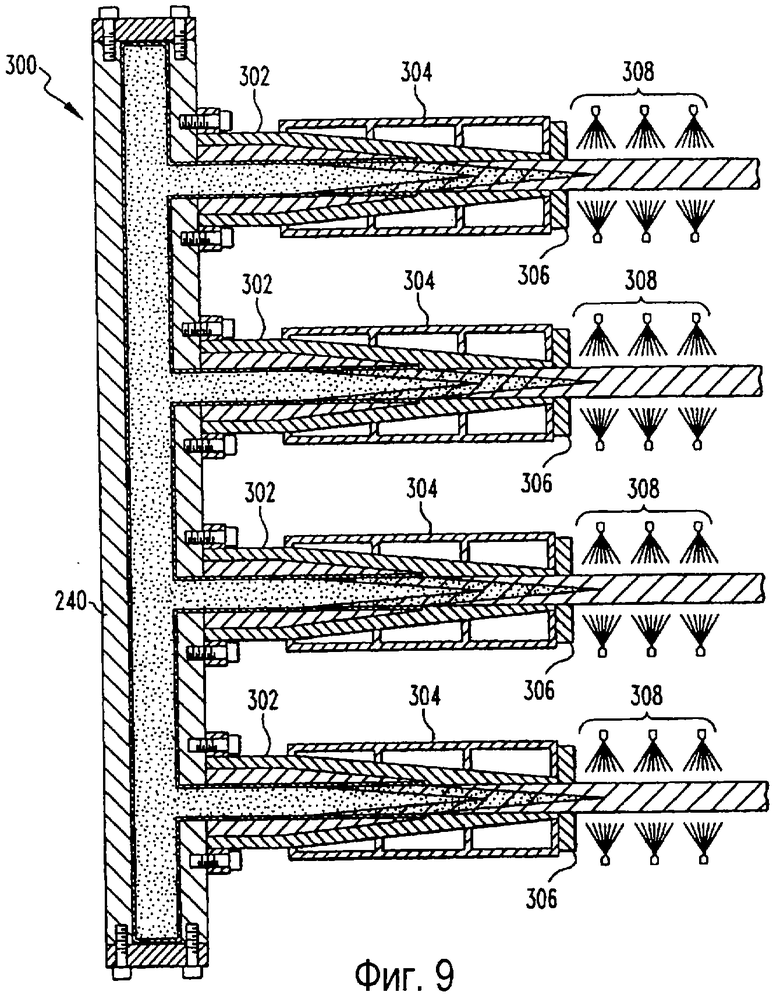
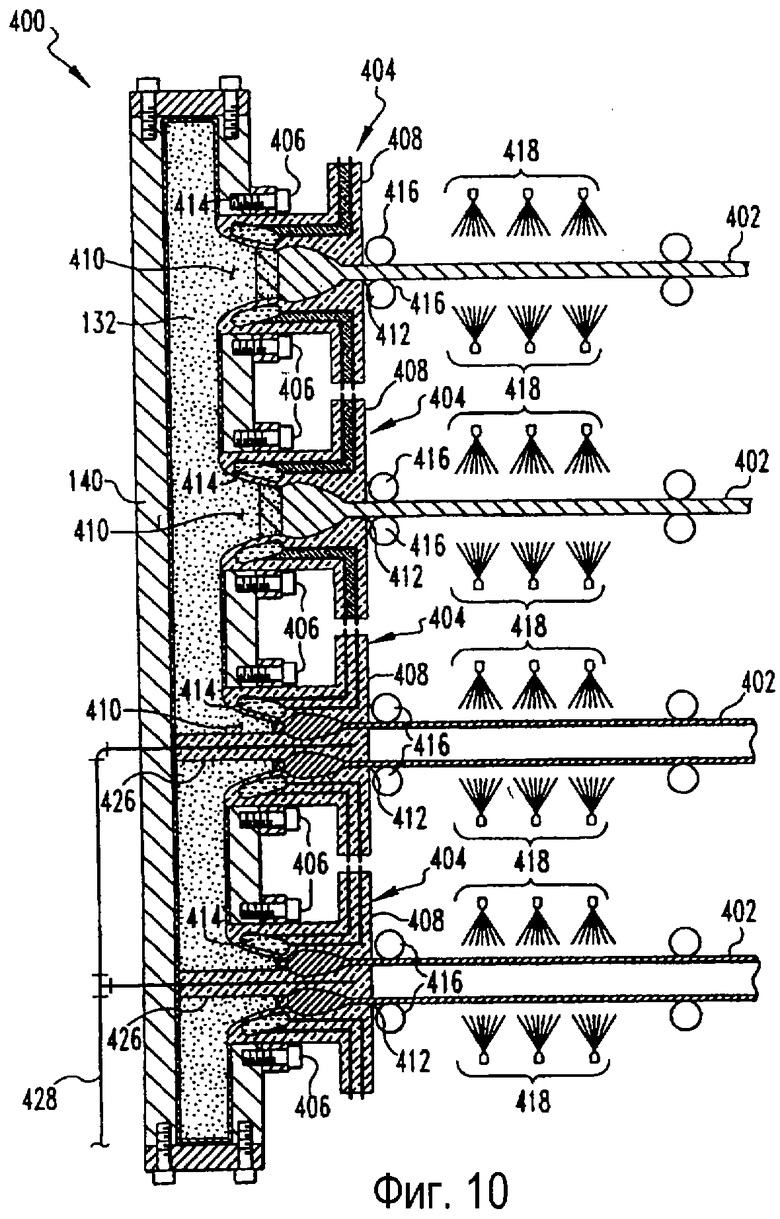
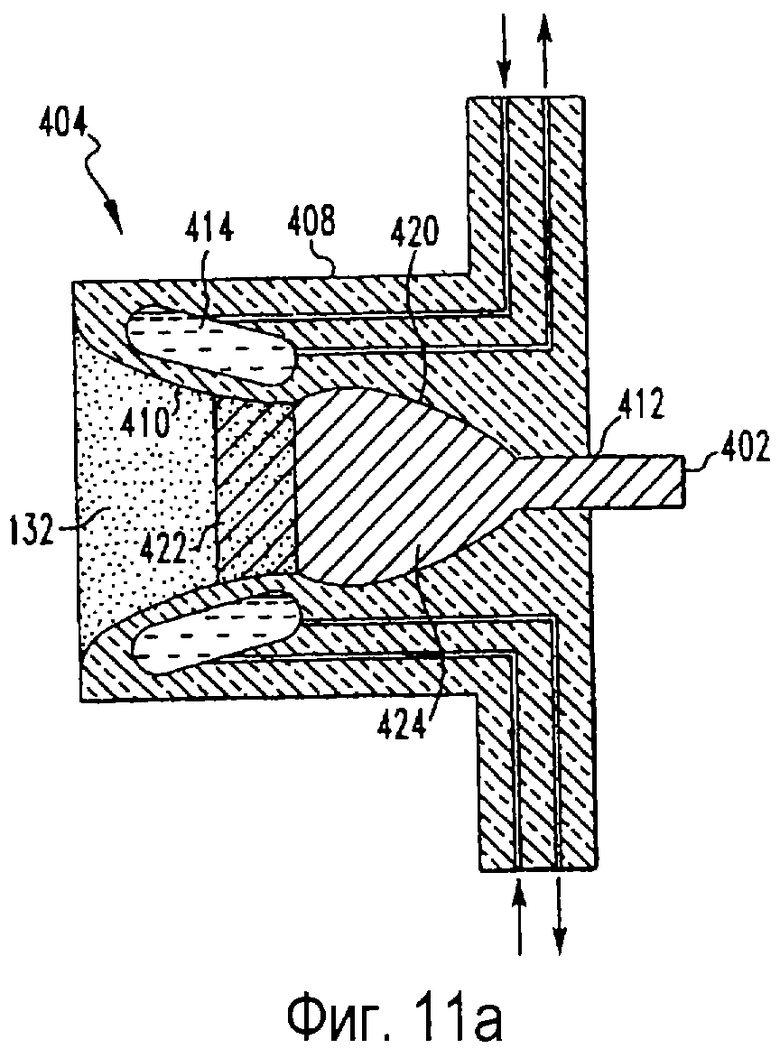
1. Инжектор для системы подачи расплавленного металла, содержащий корпус, выполненный с возможностью нахождения в нем расплавленного металла, источник расплавленного металла, поршень, имеющий головку, расположенный в корпусе с возможностью возвратно-поступательного движения и обеспечения поступления в корпус расплавленного металла из источника расплавленного металла при обратном ходе и вытеснения расплавленного металла из корпуса в последующий технологический процесс при вытесняющем ходе, источник газа, соединенный с корпусом через газовый вентиль, обеспечивающий заполнение газом пространства, образующегося при обратном ходе поршня между головкой поршня и расплавленным металлом, и препятствующий выходу газа из заполненного газом пространства во время вытесняющего хода поршня для сжатия газа в пространстве и вытеснения расплавленного металла из корпуса.2. Инжектор по п.1, отличающийся тем, что поршень снабжен штоком, первый конец которого присоединен к головке поршня, а второй конец присоединен к приводу перемещения поршня с возможностью совершения им обратного хода и вытесняющего хода.3. Инжектор по п.2, отличающийся тем, что второй конец штока поршня присоединен к приводу через самоцентрирующуюся муфту.4. Инжектор по п.2, отличающийся тем, что он снабжен кольцевым уплотнением для повышенного давления, расположенным над штоком поршня, для обеспечения по существу газонепроницаемого уплотнения между штоком поршня и корпусом.5. Инжектор по п.4, отличающийся тем, что он снабжен водоохлаждаемым кожухом, расположенным над корпусом, по существу совмещенным с уплотнением для повышенного давления и предназначенным для охлаждения уплотнения для повышенного давления.6. Инжектор по п.2, отличающийся тем, что первый конец штока поршня присоединен к головке поршня через теплоизолирующий барьер.7. Инжектор по п.2, отличающийся тем, что в штоке поршня выполнен центральный канал, соединенный с отверстием для подачи в него охлаждающей воды.8. Инжектор по п.1, отличающийся тем, что он снабжен оболочкой, расположенной на внутренней стороне корпуса, выполненной из материала, выбранного из группы, состоящей из огнеупорных материалов и графита.9. Инжектор по п.1, отличающийся тем, что он снабжен насадкой, присоединенной к корпусу и предназначенной для подачи расплавленного металла, вытесняемого из корпуса, в последующий технологический процесс.10. Способ эксплуатации инжектора для системы подачи расплавленного металла, который содержит корпус, выполненный с возможностью нахождения в нем расплавленного металла и присоединенный к источнику расплавленного металла и источнику газа, и поршень, осуществляющий возвратно-поступательное движение в корпусе, совершающий обратный ход и вытесняющий ход и имеющий головку, расположенную внутри корпуса, заключающийся в том, что расплавленный металл из источника расплавленного металла набирают в корпус во время обратного хода поршня, при этом образуют пространство между головкой поршня и расплавленным металлом, поступающим в корпус, заполняют пространство газом из источника газа во время обратного хода поршня, во время вытесняющего хода поршня сжимают газ в пространстве между головкой поршня и расплавленным металлом, набранным в корпус, для вытеснения расплавленного металла из корпуса в последующий технологический процесс сжатым газом.11. Способ по п.10, отличающийся тем, что при достижении поршнем приблизительно конца вытесняющего хода сжатый газ, находящийся в заполненном газом пространстве, выпускают до достижения атмосферного давления.12. Способ по п.10, отличающийся тем, что после сжатия газа в заполненном газом пространстве поршень перемещают для совершения частичного обратного хода в корпусе и осуществляют частичный сброс давления в заполненном сжатым газом пространстве.13. Способ по п.12, отличающийся тем, что при нахождении поршня приблизительно в конце частичного обратного хода в корпусе выпускают газ, находящийся в заполненном газом пространстве, до достижения атмосферного давления.14. Система подачи расплавленного металла, содержащая источник расплавленного металла, множество инжекторов расплавленного металла, каждый из которых включает корпус, выполненный с возможностью нахождения в нем расплавленного металла и соединенный с источником расплавленного металла, поршень с головкой, расположенный в корпусе с возможностью возвратно-поступательного движения, обеспечения поступления в корпус расплавленного металла из источника расплавленного металла при обратным ходе и вытеснения расплавленного металла из корпуса при вытесняющем ходе в последующий технологический процесс, источник газа, присоединенный к корпусу каждого из инжекторов через соответствующие газовые вентили, обеспечивающие заполнение газом пространства, образующегося при обратном ходе поршня каждого из инжекторов между головкой поршня и расплавленным металлом, и препятствующие выходу газа из заполненного газом пространства во время вытесняющего хода поршня для сжатия газа в пространстве и вытеснения расплавленного металла из корпуса.15. Система по п.14, отличающаяся тем, что она снабжена блоком управления, соединенным с каждым из инжекторов и выполненным с возможностью отдельного приведения в действие инжекторов для обеспечения по существу постоянного расхода и давления расплавленного металла для последующего процесса.16. Система по п.15, отличающаяся тем, что блок управления выполнен с возможностью управления инжекторами таким образом, чтобы по меньшей мере один из поршней совершал вытесняющий ход, в то время как остальные поршни совершают обратные ходы, для обеспечения по существу постоянного расхода и давления расплавленного металла для последующего технологического процесса.17. Система по п.15, отличающаяся тем, что поршень каждого из инжекторов присоединен к соответствующим приводам для перемещения поршней с возможностью совершения ими обратного и вытесняющего ходов, а блок управления присоединен к соответствующим приводам и газовым вентилям инжекторов для управления работой приводов и вентилей.18. Система по п.14, отличающаяся тем, что поршень каждого из инжекторов снабжен штоком, первый конец которого присоединен к головке поршня, а второй конец присоединен к приводу с возможностью совершения поршнем обратного и вытесняющего ходов.19. Система по п.18, отличающаяся тем, что она снабжена кольцевым уплотнением для повышенного давления, расположенным над штоком поршня каждого из инжекторов для обеспечения по существу газонепроницаемого уплотнения между штоком поршня и корпусом каждого инжектора.20. Система по п.19, отличающаяся тем, что она снабжена водоохлаждаемым кожухом, расположенным над корпусом каждого из инжекторов, по существу совмещенным с уплотнением для повышенного давления и предназначенным для охлаждения уплотнения для повышенного давления.21. Система по п.18, отличающаяся тем, что первый конец штока поршня каждого из инжекторов присоединен к головке поршня через теплоизолирующий барьер.22. Система по п.18, отличающаяся тем, что в штоке поршня каждого из инжекторов выполнен центральный канал, соединенный с впускным и выпускным патрубками для подачи охлаждающей воды в центральный канал.23. Система по п.14, отличающаяся тем, что источник расплавленного металла содержит металл, выбранный из группы, состоящей из алюминия, марганца, меди, бронзы, железа или их сплавов.24. Система по п.14, отличающаяся тем, что источник газа содержит газ, выбранный из группы, состоящей из гелия, азота, аргона, сжатого воздуха и двуокиси углерода.25. Система по п.14, отличающаяся тем, что каждый из инжекторов снабжен насадкой, присоединенной к корпусу и предназначенной для подачи расплавленного металла, вытесняемого из корпуса, в последующий технологический процесс.26. Способ эксплуатации системы подачи расплавленного металла в последующий процесс с практически постоянным расходом и давлением расплавленного металла, содержащей источник расплавленного металла, множество инжекторов расплавленного металла, каждый из которых содержит корпус, выполненный с возможностью нахождения в нем расплавленного металла и соединенный с источником расплавленного металла, поршень, расположенный в корпусе с возможностью возвратно-поступательного движения, совершающий обратный ход и вытесняющий ход и имеющий головку, источник газа, присоединенный к корпусу каждого из инжекторов, заключающийся в том, что приводят в действие инжекторы и перемещают поршни с совершением ими обратного и вытесняющего ходов для обеспечения по существу постоянного расхода и давления расплавленного металла для последующего процесса, образуют пространство между головкой поршня и расплавленным металлом, поступающим в корпус во время каждого соответствующего обратного хода поршня, заполняют пространство газом из источника газа во время соответствующего обратного хода поршней, сжимают газ в заполненном газом пространстве между головкой поршня и расплавленным металлом, поступившим в корпус каждого из инжекторов во время каждого соответствующего хода поршней, для вытеснения расплавленного металла из корпуса инжекторов сжатым газом.27. Способ по п.26, отличающийся тем, что по меньшей мере один из поршней совершает вытесняющий ход, в то время как остальные поршни совершают обратные ходы для обеспечения по существу постоянного расхода и давления расплавленного металла для последующего технологического процесса.28. Способ по п.26, отличающийся тем, что при достижении поршнями приблизительно конца вытесняющих ходов сжатый газ, находящийся в заполненном газом пространстве, выпускают до достижения атмосферного давления.29. Способ по п.28, отличающийся тем, что после сжатия газа в заполненном газом пространстве поршни перемещают для совершения частичного обратного хода в соответствующих корпусах и осуществляют частичный сброс давления в заполненном сжатым газом пространстве.30. Способ по п.29, отличающийся тем, что при нахождении поршней в конце частичного обратного хода в корпусах выпускают газ, находящийся в заполненном газом пространстве, до достижения атмосферного давления.31. Способ формовки непрерывного металлического изделия неограниченной длины, заключающийся в том, что готовят инжектор расплавленного металла, содержащий корпус и поршень, осуществляющий возвратно-поступательное движение в корпусе, инжектор присоединяют к источнику расплавленного металла и выходной фильере, поршень инжектора выполняют с возможностью совершения обратного хода, при котором расплавленный металл поступает в корпус из источника расплавленного металла, и вытесняющего хода, при котором инжектор подает расплавленный металл в выходную фильеру под постоянным давлением, при этом выходную фильеру выполняют с каналом и выходным отверстием с возможностью охлаждения и затвердевания расплавленного металла и формовки непрерывного металлического изделия неограниченной длины, приводят в действие инжектор и перемещают поршень с совершением им обратного и вытесняющего ходов для обеспечения по существу постоянного расхода и давления расплавленного металла в выходной фильере, охлаждают расплавленный металл в выходной фильере для достижения полутвердого состояния металла, выдерживают металл в полутвердом состоянии в выходной фильере до образования затвердевшего металла, имеющего литую структуру, и выталкивают затвердевший металл через отверстие выходной фильеры для формовки металлического изделия.32. Способ по п.31, отличающийся тем, что перед выталкиванием затвердевшего металла через отверстие фильеры осуществляют обработку затвердевшего металла для образования деформированной структуры.33. Способ по п.32, отличающийся тем, что обработку затвердевшего металла выполняют в расширяющейся-сужающейся камере, расположенной перед отверстием фильеры.34. Способ по п.32, отличающийся тем, что в выходной фильере выполняют канал для подачи металла, соединенный с отверстием, имеющим меньшую площадь поперечного сечения, чем канал, а обработку затвердевшего металла выполняют путем выталкивания его через отверстие фильеры с меньшим поперечным сечением.35. Способ по п.34, отличающийся тем, что затвердевший металл дополнительно выталкивают через вторую выходную фильеру с отверстием, расположенную за первой выходной фильерой.36. Способ по п.35, отличающийся тем, что осуществляют дополнительную обработку затвердевшего металла для образования деформированной структуры путем выталкивания затвердевшего металла через отверстие второй фильеры, имеющей меньшую площадь сечения, чем отверстие первой фильеры.37. Способ по п.31, отличающийся тем, что отверстие фильеры выполняют с симметричным сечением относительно по меньшей мере одной оси, проходящей через него, для формовки металлического изделия, имеющего симметричное поперечное сечение.38. Способ по п.31, отличающийся тем, что отверстие фильеры выполняют с возможностью формовки металлического изделия с круглым поперечным сечением.39. Способ по п.31, отличающийся тем, что отверстие фильеры выполняют с возможностью формовки металлического изделия с многоугольным поперечным сечением.40. Способ по п.31, отличающийся тем, что отверстие фильеры выполняют с возможностью формовки металлического изделия с кольцевым поперечным сечением.41. Способ по п.31, отличающийся тем, что отверстие фильеры выполняют с возможностью формовки металлического изделия с асимметричным поперечным сечением.42. Способ по п.31, отличающийся тем, что дополнительно обеспечивают противодавление в отношении инжектора за счет фрикционного контакта между множеством валков и металлическим изделием, осуществляемого за отверстием фильеры.43. Способ по п.42, отличающийся тем, что отверстие фильеры выполняют с возможностью формовки непрерывной пластины.44. Способ по п.43, отличающийся тем, что затвердевший металл в виде непрерывной пластины в дальнейшем обрабатывают валками для образования деформированной структуры.45. Способ по п.32, отличающийся тем, что обработку затвердевшего металла осуществляют путем выталкивания затвердевшего металла через канал фильеры с меньшим поперечным сечением в отверстие фильеры с большим поперечным сечением.46. Способ по п.45, отличающийся тем, что дополнительно обеспечивают противодавление по отношению к инжектору за счет фрикционного контакта между валками и металлическим изделием, осуществляемого за отверстием фильеры.47. Способ по п.46, отличающийся тем, что отверстие фильеры выполняют с возможностью формовки непрерывного бруска.48. Способ по п.47, отличающийся тем, что затвердевший металл в виде непрерывного бруска в дальнейшем обрабатывают валками для образования деформированной структуры.49. Устройство для формовки непрерывных металлических изделий неограниченной длины, содержащее выпускной коллектор, выполненный с возможностью соединения с источником расплавленного металла, и множество выходных фильер, присоединенных к выпускному коллектору с возможностью формовки множества непрерывных металлических изделий, причем каждая выходная фильера содержит корпус, имеющий отверстие фильеры, выполненное с возможностью придания формы непрерывному металлическому изделию, выходящему из выходной фильеры, канал, присоединенный к выпускному коллектору для подачи металла к отверстию выходной фильеры, и камеру для хладагента, окружающую, по меньшей мере, часть канала, для охлаждения и затвердевания расплавленного металла, поступающего из выходного коллектора и проходящего через канал фильеры в отверстие фильеры.50. Устройство по п.49, отличающееся тем, что канал по меньшей мере одной из выходных фильер имеет расширяющийся-сужающийся элемент, расположенный перед соответствующим отверстием фильеры.51. Устройство по п.49, отличающееся тем, что в канале по меньшей мере одной из выходных фильер расположен сердечник для формовки металлического изделия с кольцевым поперечным сечением.52. Устройство по п.49, отличающееся тем, что оно снабжено множеством валков, связанных с каждой из выходных фильер и расположенных за соответствующими отверстиями фильер для образования фрикционного контакта с металлическими изделиями и приложения противодавления движению расплавленного металла в коллекторе.53. Устройство по п.49, отличающееся тем, что по меньшей мере один из каналов выходных фильер имеет большую площадь поперечного сечения, чем площадь поперечного сечения соответствующего отверстия фильеры.54. Устройство по п.49, отличающееся тем, что по меньшей мере один из каналов выходных фильер имеет меньшую площадь поперечного сечения, чем площадь поперечного сечения соответствующего отверстия фильеры.55. Устройство по п.49, отличающееся тем, что канал по меньшей мере одной из выходных фильер имеет большую площадь поперечного сечения, чем площадь поперечного сечения соответствующего отверстия фильеры, и устройство снабжено второй выходной фильерой, расположенной за первой фильерой, причем вторая выходная фильера имеет отверстие, имеющее меньшую площадь сечения, чем соответствующее отверстие предшествующей фильеры.56. Устройство по п.49, отличающееся тем, что отверстие по меньшей мере одной из выходных фильер выполнено с возможностью формовки металлического изделия с многоугольным поперечным сечением.57. Устройство по п.49, отличающееся тем, что отверстие по меньшей мере одной из выходных фильер выполнено с возможностью формовки металлического изделия с кольцевым поперечным сечением.58. Устройство по п.49, отличающееся тем, что отверстие по меньшей мере одной из выходных фильер имеет асимметричное поперечное сечение для формовки металлического изделия с асимметричным поперечным сечением.59. Устройство по п.49, отличающееся тем, что отверстие по меньшей мере одной из выходных фильер имеет симметричное сечение по отношению к по меньшей мере одной оси, проходящей через него, для формовки металлического изделия с симметричным поперечным сечением.60. Устройство по п.49, отличающееся тем, что отверстие по меньшей мере одной из выходных фильер выполнено с возможностью формовки непрерывной пластины или непрерывного бруска.