Область техники, к которой относится изобретение
Изобретение относится к надставке литейной формы для непрерывного литья металлургического изделия, например стального блюма, заготовки квадратного сечения или сляба через прибыльную надставку.
В случае непрерывного литья металлургического изделия расплавленный металл заливают в верхнюю часть или надставку литейной формы, имеющую вертикальное общее расположение и отделяемую от этой литейной формы снизу таким образом, что получается изделие, затвердевшее с боковой поверхности.
Процесс под названием "непрерывное литье через прибыльную надставку", который фактически представляет собой усовершенствование широко распространенного процесса непрерывного литья, используют таким образом, что мениск (свободная поверхность литейного металла) переносится выше уровня, на котором начинается затвердевание металла внутри надставки литейной формы. Для осуществления процесса непрерывного литья с добавкой металла через подогревающую прибыльную надставку обычный медный трубчатый элемент литейной формы, охлаждаемый за счет внутренней циркуляции охлаждающей воды, предпочтительно оканчивается прилегающей неохлаждаемой прибыльной надставкой, изготовленной из теплоизолирующего огнеупорного материала, служащей резервуаром расплавленного металла, подаваемого в виде льющейся струи из промежуточного разливочного устройства, находящегося на малом расстоянии над прибыльной надставкой. За счет этого нового типа конструкции надставки литейной формы, внутри огнеупорной прибыльной надставки устанавливается мениск жидкого металла во время проведения литья, тогда как затвердевание металла начинается только на одном уровне с охлаждаемым металлическим трубчатым элементом, который при обычном непрерывном литье калибрует отливаемое изделие по форме и размеру. Следовательно, перемешивание жидкого металла благодаря льющейся струе ограничено внутри прибыльной надставки. В месте затвердевания, ограниченном медным трубчатым элементом, расположенным ниже, поток литейного металла можно таким образом поддерживать в относительно спокойном гидродинамическом состоянии, создавая тем самым возможность выравнивать профиль затвердевания стали в контакте с охлаждаемой медной стенкой по всему внутреннему периметру литейной формы. Однако для удовлетворительного применения такого процесса необходимо избегать любого преждевременного затвердевания литейного металла в прибыльной надставке для обеспечения гарантии того, что затвердевание начинает распространяться вниз точно в момент контакта с холодной медной стенкой.
Для этого уже предложено оставлять зазор очень малой ширины (менее 1 мм, а как правило - примерно 0,2 мм) между огнеупорной прибыльной надставкой и медным трубчатым элементом и впрыскивать через эту щель текучую среду, как правило - инертный газ, такой как аргон, в литейную форму по ее внутренней боковой поверхности. Для обеспечения потока газа в любой точке щели в последнюю подают находящийся под давлением газ через окружающую ее распределительную камеру.
Это впрыскивание газа обладает эффектом сдвига гетерогенной паразитной затвердевшей пленки, которая может образовываться сверху у внутренней стенки огнеупорной прибыльной надставки, и таким образом создаются условия, способствующие резкому и равномерному началу затвердевания в охлаждаемом медном элементе, находящемся как раз под ней.
В случае некруглых литейных форм, иными словами - в случае литейных форм, снабженных охлаждаемым трубчатым элементом четырехугольной формы (например, для литья слябов, блюмов или заготовок квадратного сечения), или, в более общем случае, многоугольной формы (для литья заготовок, уже имеющих форму требуемого конечного изделия), на литых изделиях после полного затвердевания наблюдались такие дефекты затвердевания вдоль краев, как продольные трещины, отслаивания и т.д., т.е. дефекты, причину которых можно идентифицировать как недостаток затвердевшего металла в этих точках уже внутри литейной формы, а значит - именно в момент, когда образуется твердая оболочка.
Сущность изобретения
Задача настоящего изобретения конкретно заключается в том, чтобы предложить решение, дающее возможность уменьшить или даже полностью исключить эти дефекты затвердевания в углах получаемых литых изделий.
Для достижения этой цели объектом изобретения является литейная форма для непрерывного литья расплавленных металлов, содержащая охлаждаемый металлический трубчатый элемент четырехугольной формы, который ограничивает форму и размеры литого изделия и в котором расплавленный металл затвердевает в контакте с охлаждаемой внутренней металлической стенкой, причем указанный охлаждаемый трубчатый элемент оканчивается неохлаждаемой прибыльной надставкой, изготовленной из теплоизолирующего огнеупорного материала, ограничивающей резервуар затвердевающего расплавленного металла, щель для впрыскивания сдвигающей текучей среды (в частности, находящегося под давлением инертного газа, предпочтительно - такого как аргон) по внутренней боковой поверхности литейной формы, предусмотренную между охлаждаемым металлическим элементом и огнеупорной прибыльной надставкой, отличающаяся тем, что она снабжена средствами для уменьшения потока сдвигающей текучей среды в углах.
Эти средства предпочтительно состоят из элемента, перегораживающего поток газа в щели для впрыскивания, причем такой элемент размещен в каждом из углов щели.
Изобретение создано на основе следующих соображений. Чтобы получить удовлетворительный эффект сдвига при протекании газа, впрыскиваемого у основания прибыльной надставки, необходимо поддерживать расход газа по всей щели таким образом, чтобы не было мертвых зон, в которых, следовательно, сохранялись бы фрагменты нежелательного затвердевания. Однако даже если подача в щель осуществляется из расположенного вдоль боковой поверхности коллектора, находящегося под давлением газа, и поэтому гарантируется, что потери напора одинаковы и, следовательно, что существует линейный выходящий поток с постоянным расходом по всей длине щели, не получается расход впрыскиваемого газа, одинаковый в каждой точке по периметру отливаемого изделия. Это происходит потому, что в углах литейной формы имеет место больший расход газа ввиду того, что, поскольку щель, конечно, имеет ту же прямоугольную форму, что и литейная форма, во внутренность последней в ее угловых зонах подается газ в двух направлениях. Этот больший расход в углах приводит в зоне щели и, следовательно, в верхней части охлаждаемого медного элемента, расположенного как раз под ней, к избыточному давлению, которое может вызывать локальное отделения затвердевшей оболочки литого изделия. Именно эти отделения, происходящие в результате падения эффективности охлаждения изделия в углах, являются причиной явлений нарушения затвердевания типа "недостатка затвердевшего металла", которые впоследствии становятся заметными на полученном литом изделии в виде дефектов затвердевания в углах по краям.
Перечень фигур чертежей
Чтобы обеспечить более ясное понимание изобретения, ниже в качестве неограничительного примера будет приведено описание со ссылками на прилагаемые к нему чертежи литейной формы для непрерывного литья стальной заготовки квадратной формы с добавкой металла в слиток через подогретую прибыльную надставку в соответствии с изобретением.
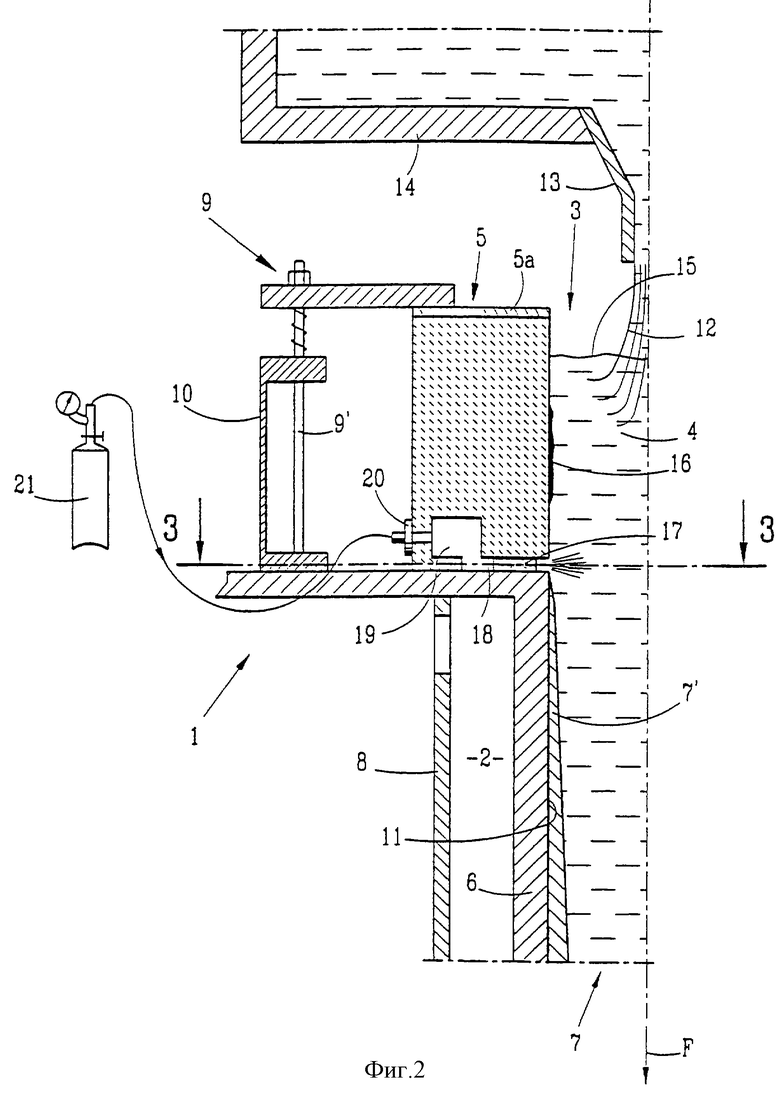
На фиг. 1 изображена половина вида, условный полувид верхней части литейной формы в осевом поперечном сечении, проведенном в плоскости 1-1, показанной на фиг.3.
На фиг.2 изображена половина вида верхней части литейной формы в осевом поперечном сечении, проведенном в плоскости 2-2, показанной на фиг.3.
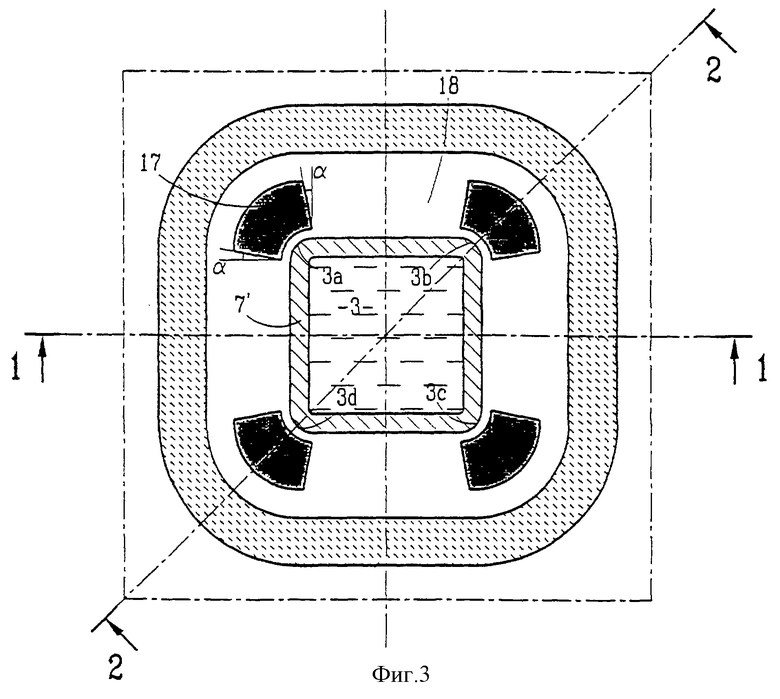
На фиг. 3 изображен вид сверху нижней части литейной формы в плоскости 3-3, показанной на фиг.1 или на фиг.2.
Сведения, подтверждающие возможность осуществления изобретения
Фиг.1 и 2 изображают верхнюю часть литейной формы для непрерывного литья с добавкой металла в слиток через подогревающую прибыльную надставку, причем литейная форма обозначена как единое целое позицией 1 и имеет охлаждаемый медный трубчатый элемент 6, проходящий вверх и полностью примыкающий к ней для предотвращения любого просачивания расплавленного металла с помощью прибыльной надставки 5, изготовленной из неохлаждаемого огнеупорного материала.
Охлаждаемый металлический элемент 6 и огнеупорная прибыльная надставка 5 ограничивают в их внутренней части внутреннее литейной пространство 3, в которое заливается и в котором затвердевает расплавленный металл 4, такой как сталь. Как можно увидеть на фиг.3, внутреннее литейное пространство 3 имеет поперечное сечение в виде квадрата с закругленными углами, радиус которых в большем масштабе увеличен на чертеже, чтобы яснее показать отличительные элементы, составляющие изобретение, которые снова будут подробно рассмотрены ниже.
Следует отметить, что охлаждаемый трубчатый элемент 6 представляет собой основной элемент литейной формы. Именно этот элемент, энергично охлаждаемый посредством внутренней циркуляции воды (которая происходит здесь в пространстве 2, остающемся между элементом 6 и металлической рубашкой 8, окружающей последний на некотором расстоянии от него), обычно служит в качестве кристаллизатора, у внутренней стенки 11 которого затвердевает расплавленная сталь 7, образуя сначала первую оболочку 7', как только эта сталь в первый раз входит в контакт с холодной медью 11. Затем, когда отливаемое изделие оседает вниз в литейной форме в направлении, указанном стрелкой F, эта оболочка постоянно утолщается под действием интенсивного отвода тепла благодаря энергичному охлаждению медного элемента 6. Таким образом, затвердевание отливаемого изделия 7 проходит от боковой поверхности к центральной оси до полного затвердевания, которое обычно происходит примерно на десять метров ниже уровня литейной формы, причем для этой целы предусмотрены струи воды, подаваемые в литейную форму для немедленного смачивания поверхности охлаждаемого литого изделия.
Что касается прибыльной надставки 5, которая является специальным конструктивным элементом так называемого литья "с добавкой металла в слиток через подогревающую прибыльную надставку", то ее существенная функция состоит в том, чтобы служить в качестве резервуара 4 расплавленного металла. Этот метал поступает в виде льющейся струи 12, идущей из промежуточного разливочного устройства 14, находящегося на малом расстоянии над резервуаром, через стакан 13, установленный в выпускном отверстии промежуточного разливочного устройства. Резервуар 4 представляет собой буферную массу, которая играет ключевую роль для гидродинамики, обеспечивая частое интенсивное перемешивание жидкого металла благодаря свободному возникновению, а значит - и гашению большого момента количества движения струи 12 стали внутри резервуара. Таким образом, жидкая сталь, которая попадает в кристаллизатор 6 для затвердевания в нем, находится в очень спокойном состоянии и, помимо этого, далеко от мениска 15, перемешивание в котором часто вызывает неоднородности затвердевания в наружной оболочке в обычной литейной форме для непрерывного литья. Ниже резервуара 4 поток расплавленного металла становится потоком "поршневого" типа, то есть потоком без заметного градиента вектора скорости поперек сечения, который исключительно благоприятен для надлежащего проведения процесса затвердевания.
Как правило, но этот факт не отражен на чертежах, прибыльная надставка 5, изготовленная из огнеупорного материала, имеет главную верхнюю часть, изготовленную из волокнистого огнеупорного материала, выбранного по его теплоизолирующим свойствам для поддержания жидкого состояния в резервуаре 4 расплавленного металла, например - из материала, продаваемого компанией КЭПИОК под названием А120К, и нижний кольцевой вкладыш, выбранный с возможностью его изготовления из плотного огнеупорного материала, такого как SiAION®, для гарантии наибольшей механической целостности в непосредственной близости от охлаждаемого медного элемента 6, подвергающегося воздействию напряжений в результате начала затвердевания.
Следует заметить, что прибыльная надставка закреплена в некотором положении с соблюдением надлежащей ориентации относительно трубчатого элемента 6 посредством ориентирующих пальцев, которые не показаны, и сборочного фланца 9 со стяжкой 9', причем этот фланец покоится на металлической плите 5а, покрывающей огнеупорную часть. Для прохождения стяжек и ужесточения узла преимущественно предусмотрен короб 10, изготовленный из листового металла.
Несмотря на теплоизолирующие свойства огнеупорного материала, используемого для прибыльной надставки 5, на практике, в большей или меньшей степени, возможно образование затвердевших пленок 16 литейного металла на внутренней стенке прибыльной надставки. Даже будучи локализованными по периметру, они могут оказывать негативное влияние на правильное затвердевание в кристаллизаторе 6, поскольку эти фрагменты 16 могут достигать уровня края охлаждаемого элемента 6, где начинается затвердевание. Чтобы до наступления этой стадии предотвратить преждевременное образование любой нежелательной затвердевшей пленки в прибыльной надставке, по боковой поверхности впрыскивают сдвигающую текучую среду у основания прибыльной надставки. В этой связи предпочтительно использовать газ, а предпочтительнее - газ, который является химически инертным применительно к литейному металлу, например - аргон.
С этой целью, между прибыльной надставкой 5 и охлаждаемым медным элементом 6 предусмотрена узкая щель 18, например, шириной около 0,2 мм. Эта щель свободно открывается внутрь литейной формы и выходит на своем конце в уплотненную кольцевую камеру 19, предусмотренную в прибыльной надставке. Эта камера 19, которая проходит вдоль всей щели 18, служит для надлежащего распределения линейного потока газа, который должен выходить из щели. Она соединена посредством канала 20 с внешним источником 21 находящегося под давлением газа. Щель 18 имеет кольцевую форму, аналогичную четырехугольной форме литейной формы, а значит - форме, которую принимает литое изделие 7 сразу же после затвердевания оболочки внутри медного элемента 6. В частности, щель поэтому имеет контур с четырьмя углами, как показано на фиг.4, причем закругленная часть углов преднамеренно увеличена в большем масштабе по вышеупомянутым причинам.
Поскольку вблизи каждого из углов 3а, 3b, 3с и 3d литейной формы сдвигающий газ, вводимый в литейное пространство 3, подается с двух сторон щели 19 под прямыми углами, двунаправленная и сходящаяся подача в угловых зонах литейного пространства 3 означает, что в эти зоны продувается больше газа, и это влечет за собой риск локализованного отделения литейного металла от медной стенки 11 на верхнем краю последней в момент, когда образуется наружная оболочка, и, следовательно, означает, что имеется металл, недостаточно затвердевший по сравнению с остальной частью периметра в зоне краев литого изделия во время затвердевания внутри медного элемента 6 из-за недостатка эффективного охлаждения изделия в этих точках.
Чтобы предотвратить это избыточное впрыскивание газа в угловые зоны, в углах щели 18 в соответствии с изобретением размещены перегораживающие поток газа элементы, как можно увидеть на фиг.2 и 3.
Перегораживающие элементы 17, размещенные в углах зазора 18, могут состоять из пучков гибкого волокнистого огнеупорного материала, которые после зажима прибыльной надставки наверху металлического элемента 6 осуществляют локальную блокировку протекания за счет их сплющивания в направлении снаружи внутрь литейной формы. Каждый из перегораживающих элементов 17 после этого преимущественно оказывается ограниченным в направлении наружу внутренним периметром распределительной камеры 19, в направлении внутрь - углом литейного пространства 3, а в поперечном направлении - двумя прямолинейными сторонами, сходящимися в направлении к литейному пространству 3 и образующими угол α с перпендикуляром к плоской внутренней поверхности литейного пространства 3 на соответствующем конце закругленного угла 3а (или 3b, 3с, 3d соответственно) литейного пространства, которое изнутри ограничивает перегораживающий элемент 17.
Если закругленный угол литейного пространства литейной формы имеет радиус около 6,5 мм, то ширина перегораживающего элемента 17 в его самой узкой зоне, примыкающей к углу литейного пространства, предпочтительно должна составлять от 4 до 6,5 мм. Если эта ширина меньше 4 мм, то не происходит надлежащее предотвращение локализованного избыточного потока газа, впрыскиваемого в угол. Если ширина больше 6,5 мм, то вблизи угла существует зона, где отсутствует линейный поток впрыскиваемого газа.
Кроме того, угол α между прямолинейной стороной перегораживающего элемента 17 и перпендикуляром к внутренней поверхности литейного пространства будет преимущественно составлять от 0 до 45o. Вне диапазона этих значений наклона сторон перегораживающего элемента 17 линейный поток впрыскиваемого газа, то есть поток на единицу длины внутреннего периметра уровня литейной формы со щелью 18, становится нулевым в зоне вблизи углов.
Обнаружено, что значение угла α около 20o дает возможность получить постоянный линейный поток по внутреннему периметру литейной формы в случае литья изделий прямоугольной или квадратной формы. В некоторых случаях, в зависимости от того, более или менее сложной является форма отливаемых изделий, две прямолинейные поперечные стороны перегораживающих элементов 17 могут образовывать разные углы α и α′ с перпендикулярами к плоской внутренней поверхности внутреннего литейного пространства 3 на концах углов.
Используя элементы для перегораживания щели 18, которые имеют приведенные выше геометрические и размерные характеристики, можно получить в щели 18 линейный поток инертного газа во внутреннее литейное пространство, который предпочтительно постоянен. Таким образом исключают дефекты затвердевания, наблюдаемые по краям литого изделия сразу же после его затвердевания.
Изобретение не сводится к описанному конкретному варианту осуществления. Например, можно использовать в качестве элемента, перегораживающего щель 18 в ее угловых зонах, материалы, отличающиеся от огнеупорных волокон. Такие элементы могут быть совершенно непроницаемыми для газа или обладающими незначительной пористостью.
Можно также перегородить щель 18 в ее угловых зонах и исключить поток газа в этих зонах, делая прибыльную надставку 5 несколько толще в угловых зонах, проходящих выше ширины щели 18 между внутренним литейным пространством 3 и распределительной камерой 19. Эту дополнительную толщину можно обеспечить путем обработки на станке, например - путем фрезерования нижнего торца прибыльной надставки 5, находящегося рядом с элементом 6. В отличие от этого дополнительную толщину в углу можно получить на элементе 6, причем его верхний торец, обращенный к прибыльной надставке 5, можно с этой целью подвергнуть обработке на станке. Зона дополнительной толщины предпочтительно будет иметь форму, аналогичную форме перегораживающих элементов 17, показанной на фиг.3. Эта дополнительная толщина предпочтительно может составлять около 0,2 мм.
Также можно частично перегораживать распределительную камеру 19 в зонах, близких к ее углам, чтобы ограничить или исключить впрыскивание в угловые зоны щели 18. Распределительную камеру можно перегораживать, например, путем введения дополнительных заглушек, обладающих некоторой степенью пористости, в угловые зоны распределительной камеры.
Изобретение применимо к надставке литейной формы для осуществляемого с добавкой металла через прибыльную надставку непрерывного литья металлургического изделия, например, стального блюма, заготовки квадратного сечения или сляба, или заготовок, имеющих форму, уже близкую к конечному изделию (балок, рельсов, различных секций и т.д.), при условии, что надставка удовлетворяет ее определению, приведенному в прилагаемой формуле изобретения. Кроме того, изобретение можно применять как в случае непрерывного литья стали, так и в случае непрерывного литья цветных металлов.
Изобретение относится к непрерывному литью расплавленных металлов через форму с прибыльной надставкой. Литейная форма содержит последовательно в направлении извлечения литого металлического изделия прибыльную надставку, изготовленную из теплоизолирующего огнеупорного материала и служащую в качестве резервуара для заливаемого расплавленного металла, охлаждаемый трубчатый металлический элемент для затвердевания металла. Между прибыльной надставкой и металлическим элементом расположена щель для впрыскивания сдвигающей текучей среды, например газа Ar, выпускаемого по внутренней боковой поверхности литейной формы. Щель для впрыскивания содержит средства для уменьшения потока газа в каждом из углов литейной формы, предпочтительно образованные перегораживающими элементами. Технический результат - уменьшение и даже исключение дефектов, наблюдаемых по краям затвердевших литых изделий. 5 з.п. ф-лы, 3 ил.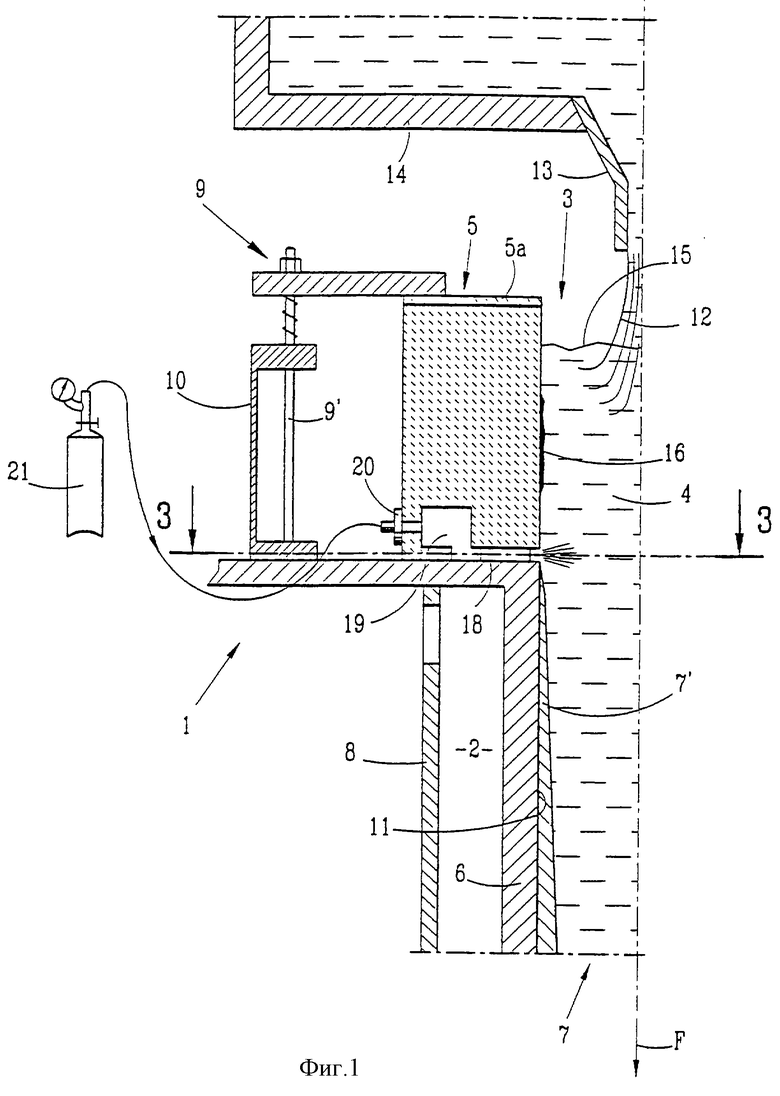
| EP 0620062 В, 03.06.1998 | |||
| SU 431954, 14.11.1974 | |||
| Модульный судоподъемный комплекс-док | 2020 |
|
RU2747062C1 |
| Вагон-платформа сочлененного типа (варианты) | 2020 |
|
RU2747063C1 |
| Устройство для непрерывного литья крупных слитков из алюминиевых сплавов | 1990 |
|
SU1740125A1 |
| SU 923728, 30.04.1982. | |||

