Изобретение относится к литью расплавленных металлов и в особенности к непрерывному вертикальному литью металлических деталей, в частности труб из чугуна. Хотя оно применимо для литья различных типов металлических деталей, оно особенно выгодно для литья тонких труб из чугуна. Выражение "тонкая труба" применяется для трубы, у которой соотношение "толщина/диаметр" ниже десяти процентов.
Изобретение касается, если говорить точно, устройства для питания расплавленным металлом установок для литья, в частности установок для восходящего вертикального непрерывного литья чугунных труб, при этом указанное питающее устройство расположено между источником расплавленного металла и устройством для литья.
Источник расплавленного металла обычно - разливочный ковш для чугуна, а устройство для литья - устройство для восходящего, непрерывного литья металлических деталей, с вертикальной фильерой (волокой). Изобретение, следовательно, относится к промежуточному звену установки для литья, расположенному между источником расплавленного металла и устройством для литья металлических деталей.
Из патентной заявки Франции N 2258919, относящейся к установке для непрерывного вертикального направленного вверх литья чугунных труб, известно устройство для подачи расплавленного металла, расположенное между источником расплавленного металла и установкой для литья, включающее блок-сифон, изготовленный из огнеупорного материала, например из силикатно-глиноземного материала или графита. Этот блок-сифон содержит вертикальную трубу, над которой находится приемная воронка для чугуна, и горизонтальный литейный канал, соединенный герметически с нижним концом фильеры, которой он служит основанием или опорой.
Этот блок-сифон согласно известному уровню техники ставит ряд проблем. Действительно, учитывая высокие температуры, участвующие в литье расплавленного металла, блок-сифон во время процесса непрерывного литья быстро повреждается. В частности, графитовый сифон, кроме своей относительно высокой стоимости, постепенно изнашивается и/или разрушается расплавленным чугуном, который контактирует с ним. Кроме того, цельный блок-сифон является деталью относительно массивной, тяжелой при использовании, что также усложняет транспортные операции, необходимые во время замещения блок-сифона. Кроме того, использование графита может вызвать изменение состава чугуна за пределами желаемого химического состава.
В основу настоящего изобретения положена задача уменьшения недостатков, свойственных известным устройствам для подачи расплавленного металла и, в частности, таким блокам-сифонам, какие известны из предшествующего уровня техники.
Эта задача решается в устройстве для питания расплавленным металлом установок для литья, в частности установок восходящего вертикального литья чугунных труб, при этом указанное устройство для питания расплавленным металлом расположено между источником расплавленного металла и установкой для литья, при этом это устройство согласно изобретению имеет модульную структуру, включающую, с одной стороны, сифон для подвода расплавленного металла от источника металла к установке для литья, а с другой стороны, съемные пластины для подогрева сифона, расположенные вокруг него и в контакте с ним.
Согласно другим отличительным признакам настоящего изобретения
- сифон представляет собой сменную деталь, в частности, изготовленную для литого огнеупорного бетона;
- сифон является деталью, имеющей U-образную форму, содержащую первый канал, по существу вертикальный и заканчивающийся сверху отверстием для ввода расплавленного металла, второй канал, по существу вертикальный, выходящий в основание установки для литья через отверстие для выпуска расплавленного металла, и канал, по существу горизонтальный, соединяющий между собой указанные вертикальные каналы;
- деталь имеет вокруг второго канала форму усеченного конуса, предназначенную для объединения при помощи герметического соединения с сопряженным основанием установки для литья;
- устройство дополнительно содержит каркас из огнеупорного материала, окружающий сифон и пластины для подогрева таким образом, чтобы оставить свободное пространство между внутренностью каркаса и пластинами подогрева, при этом указанное пространство засыпается материалом для тепловой изоляции и химической защиты;
- каркас содержит средства подогрева обогревательных пластин, в частности, состоящих из индуктивной цепи, утопленной в каркасе, при этом обогревательные пластины служат якорем;
- в качестве материала для тепловой изоляции и химической защиты используют тонкий песок для литейного производства;
- обогревательные пластины выполнены из графита;
- набор, состоящий из сифона и обогревательных пластин, расположен на огнеупорных кирпичах;
- сифон содержит плоские опорные стороны для каждой обогревательной пластины.
В основу изобретения поставлена также задача создания установки для литья металлических деталей, в частности, установки для восходящего непрерывного вертикального литья труб из чугуна, содержащей устройство для питания расплавленным металлом, такое, которое описано выше.
На фиг. 1 представлен разрез устройства для питания расплавленным чугуном, выполненного согласно известному уровню техники, соединенного с фильерой для непрерывного литья чугунных труб; на фиг. 2 - разрез устройства для питания расплавленным металлом, выполненного согласно изобретению; на фиг. 3 - вид в разборе и общий вид токоприемников из графита, использованных в устройстве для питания, согласно изобретению; на фиг. 4 - разрез сифона из огнеупорного бетона, применимого в устройстве для питания, согласно изобретению; на фиг. 5 - вид сверху сифона на фиг. 4; на фиг. 6 - разрез и общий вид устройства для питания расплавленным металлом, согласно изобретению.
На фиг. 1 представлено известное устройство 1 для питания расплавленным чугуном фильеры (волоки) 2, предназначенной для формовки чугунных труб Т посредством восходящей отливки, согласно патентной заявки Франции FR-A-547517. Само питающее устройство 1 состоит из блока-сифона практически L-образной формы. Этот блок-сифон 3 в основном изготовлен сплошным из огнеупорного материала, из силикатно-глиноземного материала или из графита. Блок-сифон 3 содержит питающую трубу 4, заканчивающуюся в верхней части расширением 5 в форме воронки. Горизонтальная часть 6 блока сифона включает горизонтальный литейный канал 7, выходящий, с одной стороны, в питающую трубу 4, а с другой стороны, в вертикальную восходящую часть канала 8, законченную расширением в виде усеченного конуса 9, выходящую в нижнюю часть 10 фильеры. Фильера состоит, в основном, из цилиндрической трубы 11 из графита, окруженная в нижней части 10 огнеупорным кольцом 12, в котором утоплены кабели 13 индукционной цепи, предназначенной поддерживать жидкий металл при температуре, превышающей его точку плавления. Фильера 2 окружена в верхней части 14 системой охлаждения 15, которая обеспечивает постепенное затвердение расплавленного чугуна для образования трубы. Во время работы устройства 1 разливочный ковш Р представляет собой источник расплавленного чугуна для питания устройства 1, которое, в свою очередь, питает фильеру 2.
Блок-сифон 3 устройства 1 является элементом, с которым связаны проблемы, которые настоящее изобретение предлагает решить. В самом деле, этот цельный блок вызывает затруднения при работе с ним, он, сам по себе, является дорогостоящим, в частности, когда он выполнен из графита. Кроме того, он постепенно разрушается во время литья из-за износа или разрушения под действием расплавленного чугуна. Следовательно, в этом устройстве 1, выполненном согласно известному уровню техники, блок-сифон 3 должен быть заменен полностью после того, как некоторое количество труб отлиты.
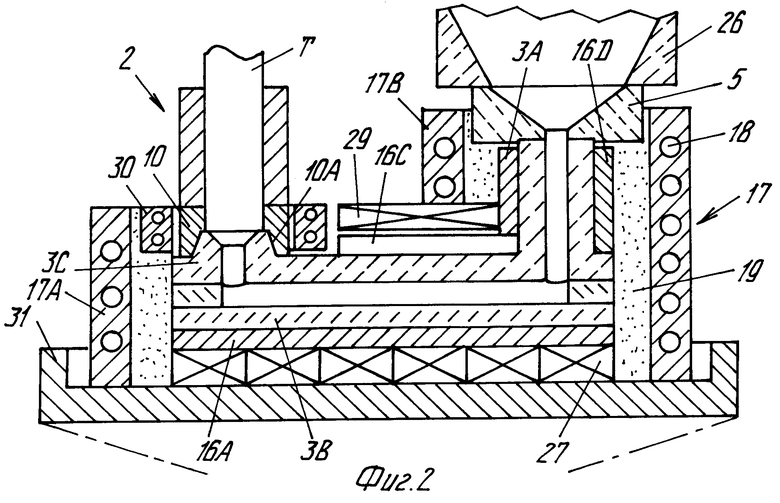
На фиг. 2 показано устройство 1 для питания расплавленным металлом согласно изобретению. Изобретение будет описано в рамках устройства для непрерывного литья чугунных труб, подобного устройству на фиг.1, питающего фильеру 2, но исключительно в виде примера.
В принципе изобретение предлагает модульное устройство для питания, у которого главной деталью является сменный сифон, который очень недорого стоит. Хотя изобретение может применяться в рамках установок для литья, применяющих не чугун, а другие металлы, или с устройствами формовки деталей, которые не являются фильерами, для образования труб, изобретение будет описано ниже в целях ясности и простоты в рамках установки для непрерывного вертикального восходящего литья чугунных труб, полученных с помощью фильеры.
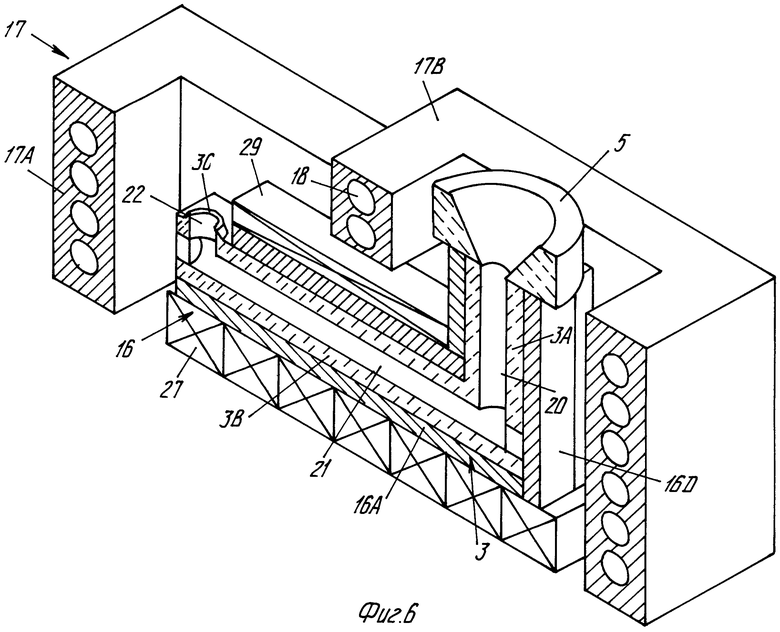
Устройство 1 для питания согласно изобретению содержит сифон 3, средства обогрева сифона 3, представляющие собой обогревательные пластины 16, расположенные вокруг сифона, кроме уровня его ввода и выпуска, каркас 17, снабженный индуктором 18, в котором размещены сифон 3 и обогревательные пластины 16 и, наконец, материал 19 для закладки, изоляции и защиты, расположенный в пространстве, ограниченном сифоном 3 и обогревательными пластинами 16 и каркасом 17.
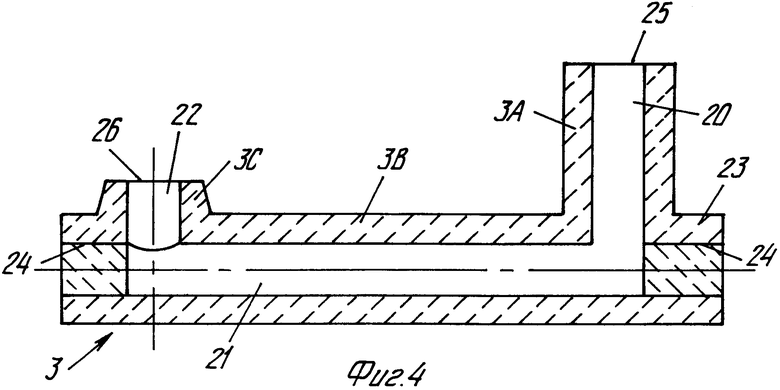
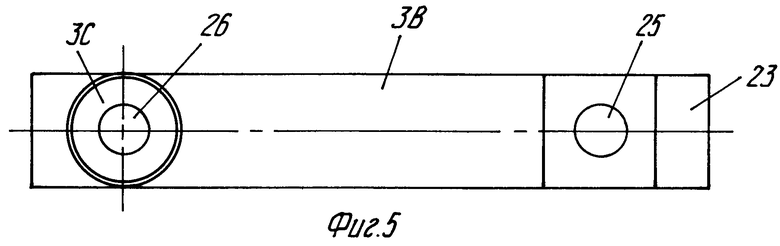
Сифон 3 более детально представлен на фиг. 4 и 5. Речь идет о детале практически U-образной формы, отлитой из недорого огнеупорного материала, в частности огнеупорного бетона. Сифон 3 включает часть 3A с квадратным сечением, снабженную направленным вниз вертикальным каналом 20 для ввода расплавленного чугуна, часть 3B с квадратным сечением, снабженную горизонтальным каналом 21, в который выходит второй вертикальный канал 22, направленный вверх, намного короче, чем канал 20, сообщающийся с каналом 21 и имеющий часть в виде усеченного конуса 3C; эта часть 3C обеспечивает герметичную центровку нижней части 10A, сопряженной с обогревательным основанием 10 фильеры (фиг.2). Нужно отметить, что часть 3B продлена немного за часть 3A, что определяет горизонтальный заплечик 23.
Когда сифон 3 получен посредством литья в формы со стержнями, два концевых отверстия 24 горизонтального канала 21, которые являются результатом литья, забиты с помощью огнеупорной глины, утрамбованной вручную. Следовательно сифон 3 включает отверстие 25 ввода и отверстие 26 выпуска чугуна. Во время вторичного забивания излишних отверстий 24 можно предусмотреть введение измерительных инструментов для замера температуры чугуна внутри сифона в виде термопары, расположенной в оболочке из глинозема (не представлена), причем комплект вводится в отверстие перед повторным забиванием. Простота этого литого сифона из огнеупорного бетона определяет то, что деталь является чрезвычайно экономичной и предназначена для замены после каждого периода литья.
Предназначенная для размещения над входным отверстием 25 сифона эта воронка 5 (фиг. 2) имеет внутреннюю коническую форму, у которой нижняя часть выходит в вертикальный канал 20 того же самого диаметра, что и канал для ввода жидкого чугуна в сифон. Воронка 5 также отлита из огнеупорного бетона, предпочтительно идентичного бетону сифона. Чтобы обеспечить герметичность между воронкой 5 и сифоном 3, воронка закрепляется, приклеивается на сифон огнеупорным цементом. Как и сифон воронка 5 является расходуемой деталью и экономичной, предназначенной быть заменяемой в конце одного или нескольких периодов отливки. Чтобы обеспечить заливание чугуна без переливания или брызг воронка 5 делается выше с помощью воронки-канала 26 из огнеупорного цемента, не расходуемой, имеющей более крупное отверстие для приема выливаемого чугуна.
Устройство 1 для питания согласно изобретению содержит дополнительно комплект обогревательных пластин 16 (фиг. 3) для поддержания температуры жидкого чугуна путем проводимости через материал сифона. Эти обогревающие пластины, называемые еще токоприемниками, могут сами быть нагреты путем индукции, изобретением предусмотрено иметь пластины, например, из графита толщиной порядка 30 мм, размещенные непосредственно в контакте с огнеупорным материалом сифона таким образом, чтобы закрыть его верхними, нижними и боковыми пластинами, как представлено на фиг.3, за исключением входных 25 и выходных 26 отверстий сифона. Используемый в качестве токоприемника графит пластин 16 позволяет предварительно нагреть сифон 3 посредством индукции контролируемым и однородным способом, до температур порядка 1000oC.
В примере фиг. 3 используют базовую пластину 16А под сифоном 3, выступающую сбоку с каждой стороны части 3В, две боковые вертикальные пластины 16В, прикрепленные к части 3В и уложенные на края пластины 16А, одну верхнюю пластину 16С, уложенную на часть 3В и четыре вертикальные пластины 16Д, прикрепленные к части 3А сифона и уложенные соответственно на пластину 16с, на заплечик 23 и на верхний отрезок пластин 16В.
Набор, образованный пластинами 16, токоприемниками из графита, сифоном 3 и воронкой 5 расположен на прямой линии из огнеупорных кирпичей 27. Каркас 17 из огнеупорного материала расположен вокруг этого набора таким образом, чтобы оставить свободным пространство 28 между набором и каркасом 17. Обмотки 18 возбуждения выполнены в каркасе 17 и питаются электрическим током от не представленного здесь наружного генератора. Каркас включает главную часть 17А, которая окружает часть 3В сифона и выступает над ней и удлинение 17В, которое окружает верхнюю часть части 3А и выступает над ней (фиг.2).
Пространство 28 между каркасом 17 и набором, состоящим из сифона 3 и нагревательных пластин 16, засыпано материалом 19 для тепловой изоляции и химической защиты нагревательных элементов от окисления. В самом деле, когда пластины 16 из графита поддерживаются с высокой температурой под действием явлений индукции, они имеют тенденцию окисляться и разрушаться. Чтобы этого избежать, пространство 28 заполнено, предпочтительно, мелким песком для литейного производства, просто засыпанным между каркасом 17 индуктора и сифоном 3, снабженным пластинами 16. Песок заполняет пространство 28, которое он полностью заполняет, закрывая целиком нагревательные пластины 16 из графита и сифон 3 для оптимальной защиты устройства 1. Этот песок, который совершенно не затрудняет удаление каркаса 17 во время демонтажа устройства 1, может быть повторно использован после каждого периода отливки.
Как это видно на фиг.2, огнеупорные кирпичи 29 для изоляции и удерживания песка расположены на пластине 16С и располагаются под удлинением 17В каркаса 17. Кроме того, вспомогательный индуктор 30 расположен вокруг основания фильеры 2.
Устройство 1 для питания чугуном, выполненное согласно изобретению, собирается и работает следующим образом. На опору, которая может быть подъемным столом, укладывают кирпичи 27, на которые кладут нижнюю нагревательную пластину 16А. На эту нижнюю пластину уложен сифон 3 из огнеупорного бетона, затем осуществляют набор и размещение пластин 16 так, как представлено на фиг. 3. Чтобы избежать перемещения, пластины окружают средством удерживания, в частности клейкой лентой. Затем укладывают кирпичи 29 и каркас 17, снабженный средствами индукции 18, предназначенными для предварительного нагрева сифона 3 посредством нагревательных пластин, подается обычно с помощью мостового крана. Он расположен центрировано вокруг сифона 3, затем каркас 17 заполняется песком 9 так, чтобы все части из графита были бы перекрыты. Затем индуктор 30 укладывается на место и воронка 5 приклеивается над входным отверстием 25 сифона 3, а фильера 2 приклеивается на часть 3С сифона с помощью огнеупорного цемента. Затем, если необходимо, выполняют дополнительную закладку песком. Потом соединяют индуктор 18 для предварительного нагрева с ящиком (коробкой) электропитания (не представлен) и начинают предварительное нагревание питателя 1. Нагревательные пластины, играющие роль якоря, поднимают температуру, нагревая в свою очередь сифон 3, оставаясь термически изолированными и изолированными от окисления песком 19 и кирпичами 29.
Предварительное нагревание устройства можно производить 1-3 ч в зависимости от мощности индуктивной цепи. Подготовка устройства 1 перед литьем будет дополнена, что даст дополнительную выгоду, почернением различных зон прохода жидкого чугуна, чтобы избежать прилипания капель и твердых частиц чугуна во время литья.
Когда закончено предварительное нагревание и когда разливочный ковш Р, наполненный расплавленным чугуном, имеется в наличии, можно начинать подвод жидкого чугуна на основание фильеры с помощью устройства 1 для питания, выполненного согласно изобретению. Непрерывное направленное вверх литье чугунных труб будет в этом случае происходить классическим способом.
В конце периода литья чугун, оставшийся в канале 21 шифона, затвердевает. Устройство 1 для питания, выполненное согласно изобретению, демонтируют, приступая последовательно к удалению воронки 5 и воронки-канала 26, кирпичей 29, каркаса 17, песка 18, нагревательных пластин 16 и сифона 3. Этот сифон устраняется и заменяется новым сифоном. Затем приступают к восстановлению устройства 1 для питания, выполненного согласно изобретению, для следующего периода литья. Вот почему устройство 1 полностью отвечает поставленным задачам. Предлагая модульную структуру, включающую сменный сифон незначительной стоимости, это устройство одновременно уменьшает стоимость производства литых металлических деталей и перемещения, которое требуется этому устройству.
Изобретение может также применяться для литья сплошных тел, таких как бруски, прутки и т.д.

Изобретение относится к области металлургии, к непрерывному вертикальному литью заготовок. Устройство для питания расплавленным металлом расположено между источником расплавленного металла и установкой для литья и выполнено в виде модульной конструкции, содержащей сифон для подвода расплавленного металла от источника металла к установке для литья. Сифон выполнен в виде разборной детали и пластины для нагрева сифона, установленных вокруг сифона и в контакте с ним. Изобретение направлено на повышение производительности процесса непрерывного литья чугунных труб. 2 с. и 8 з.п. ф-лы, 6 ил.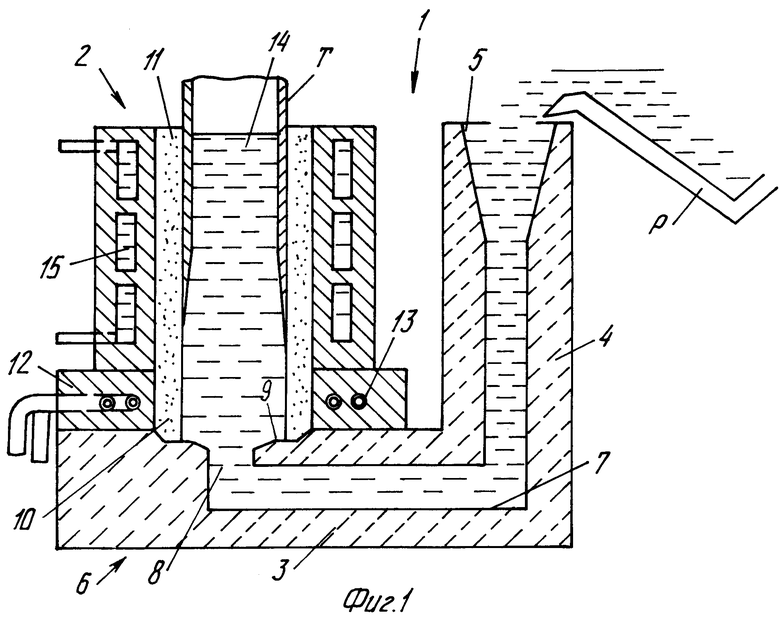
| FR, заявка, 2258919, кл.B 22 D 35/04, 1975. |

