Изобретение относится к кристаллизатору для непрерывной разливки металла согласно ограничительной части п.1 формулы изобретения.
Выполненные в форме трубы кристаллизаторы из меди или сплавов на основе меди для литья профилей из стали или других металлов с высокой точкой плавления были многократно описаны в уровне техники. Гильзы кристаллизаторов обладают обычно в горизонтальной плоскости поперечного сечения равномерной толщиной стенки, которая в направлении прохождения заготовки увеличивается вследствие внутренней конусности гильзы. Конусность может быть равномерной по всей длине кристаллизатора. Можно, однако, использовать изменяемую по длине конусность, в частности конусность в области отверстия для заливки может быть больше и в направлении разливки снижаться, чтобы можно было особенно хорошо следовать усадке заготовки при охлаждении и благодаря этому обеспечить хороший отвод тепла.
В принципе, мероприятия по оптимизации конусности имеют основную цель: улучшить отвод тепла в направлении разливки путем приведения в соответствие внутреннего контура с усадкой затвердевшей корки. Большая часть применяемых в настоящее время кристаллизаторов в отношении конусности оптимизирована на определенную рабочую точку, причем выбор рабочей точки зависит от многих параметров, как, например, скорость разливки, состав стали и условия охлаждения. Если происходит отклонение от заданной рабочей точки, то выбранная геометрия может привести к нарушениям процесса разливки и качества заготовки, так как с началом кристаллизации расплава металла образуется так называемая затвердевшая корочка заготовки. При несоответствующей геометрии гильзы кристаллизатора затвердевшая корочка может приподняться и повернуться или в другом случае, то есть при малой усадке, привести к высокому трению о стенки кристаллизатора. Следствием этого могут быть движение толчками, отрыв заготовки или даже разлом. Зазор между стенкой кристаллизатора и затвердевшей корочкой способствует также неравномерному отводу тепла, при этом затвердевшая корочка снова расплавляется, вследствие чего в заготовке появляются внутренние и наружные трещины. Поэтому прилагаются значительные усилия, чтобы точно установить конусность в соответствии с каждым случаем применения, чтобы благодаря этому достичь оптимальной скорости разливки.
В документе EP 0958871 А1 с этой целью предлагают, чтобы конусность, по меньшей мере, на части длины литейного конуса изменялась вдоль окружной линии таким образом, чтобы каждый участок окружной линии между угловыми областями образовывал плавную кривую и при этом конусность уменьшалась в направлении разливки. Хотя это выполнение формообразующего полого пространства представляет теоретически оптимальную геометрию для определенного комплекта параметров, на практике, тем не менее, оно приводит к колебаниям параметров, например, обусловленным температурным режимом или измененным составом стали, которые делают невозможным точно выдерживать в течение длительного времени заданную рабочую точку кристаллизатора.
Исходя из этого в основе изобретения лежит задача предоставить кристаллизатор для непрерывной разливки металлов, при котором можно работать с высокой скоростью разливки при желательном качестве заготовки также в том случае, если имеются отклонения от рабочей точки и изменяются усадочные свойства металла внутри кристаллизатора.
Эта задача решается с помощью кристаллизатора с признаками отличительной части п.1 формулы изобретения.
Существенным в кристаллизаторе согласно изобретению является то, что предусмотрена, по меньшей мере, одна проходящая в направлении разливки вогнутая выемка, которая начинается на расстоянии ниже заданного положения поверхности жидкой ванны металла и проходит до выходного отверстия. Предпочтительно предусмотрено несколько вогнутых выемок, так что в нижнем по высоте участке кристаллизатора получается некоторым образом волнообразный профиль по всему периметру или также лишь в частичных областях периметра, в противоположность прямым в обычном случае боковым поверхностям. По меньшей мере, одна вогнутая выемка позволяет, чтобы затвердевшая корочка металла при отклонениях от рабочей точки, то есть при измененной усадке, в большей или меньшей степени уложилась в предусмотренную для этого выемку. При этом все же затвердевшая корочка все время направляется надежно, так что, например, можно избежать скручивания или ромбовидности затвердевшей корочки. При параметрах процесса разливки, которые способствуют повышенной усадке, предложенная геометрия кристаллизатора позволяет, чтобы затвердевшая корочка направлялась предпочтительно по расположенным выше поверхностям, то есть по краям вогнутой выемки. В противном случае, то есть если усадка затвердевшей корочки слишком мала, она может несколько больше погрузиться в вогнутую выемку. Несмотря на погружение трение между затвердевшей корочкой и полым корпусом значительно меньше, чем при контурах поперечного сечения с, в основном, прямыми контурами.
Хотя у выполненного в соответствии с изобретением кристаллизатора следует учитывать, что контакт заготовки от заданного положения поверхности жидкой ванны металла вплоть до выходного отверстия не осуществляется по всей поверхности и вследствие получающегося из-за несколько ухудшенного охлаждения нужно проводить процесс c не самыми максимальными скоростями разливки, все же надежность способа решающим образом повышается, не приводя при этом к ощутимому снижению качества. Кроме того, большая часть поверхности формообразующего полого пространства находится в непосредственном контакте с расплавом или затвердевающей корочкой, так как проходит не по всей длине формообразующего полого пространства, а начинается лишь на некотором расстоянии ниже заданного положения поверхности жидкой ванны металла. Это означает, что та область, которая расположена над выемками, в основном гладкая, то есть, в частности, не имеет никаких выемок, предусмотренных в нижней по высоте области кристаллизатора. Исключением из этого являются, разумеется, заливочные воронки, которые начинаются на высоте поверхности жидкой ванны металла и проходят, например, при выпуклых трубах примерно до половины длины формообразующего полого пространства кристаллизатора.
Предпочтительные варианты выполнения изобретения приведены в зависимых пунктах формулы изобретения.
По меньшей мере, одна вогнутая выемка начинается в начальной области, которая проходит, начиная от отверстия для заливки, и составляет от 30 до 70%, предпочтительно от 40 до 60%, длины формообразующего полого пространства. В частности, по меньшей мере, одна выемка должна начинаться на половине длины формообразующего полого пространства. Не обязательно все выемки должны начинаться точно на таком же положении по высоте. Возможно также, что выемки начинаются в области, в которой образовалась достаточно толстая затвердевшая корочка, обладающая некоторой стабильностью. Поэтому расстояние между заданным положением поверхности жидкой ванны металла и, по меньшей мере, одной вогнутой выемкой следует рассчитывать достаточно большим. Предпочтительно расстояние составляет больше 10%, в частности больше 20%, длины формообразующего полого пространства. Предпочтительно имеется, по меньшей мере, одна вогнутая выемка на каждой поверхности формообразующего полого пространства.
Особенно предпочтительно, если конусность в самой глубокой части, по меньшей мере, одной вогнутой выемки снижается быстрее, чем на краю вогнутой выемки. В частности, конусность в самой глубокой части вогнутой выемки снижается до 0% на метр, в то время как конусность на краях выемки снижается в диапазоне от 0,6% на метр до 1,5% на метр. Иными словами, глубина выемок возрастает в направлении разливки.
При расчете параметров кристаллизаторов согласно изобретению в отношении конусности также следует принять определенную рабочую точку, причем получающийся из расчета ход конусности в области выемок не определен исключительно краями или самой глубокой частью выемок. Скорее, предусмотрено, что соседние выемки образуют волнообразный профиль, причем мнимая средняя линия волнообразного профиля образует оптимальную линию, служащую мерилом для расчета параметров кристаллизатора в отношении конусности. Когда достигается рабочая точка кристаллизатора, это означает, что часть затвердевшей корочки переместилась в выемку, в то время как другая часть опирается на края или гребни волн. При отклонениях значений усадки, то есть отклонениях от оптимальной линии, затвердевшая корочка, тем не менее, направляется с помощью вогнутых выемок внутри кристаллизатора. Это приводит лишь к повышению или снижению трения, разумеется, без опасности движения рывками или разрыва заготовки.
Предусмотрено, что конусность на краях выемок, то есть на гребнях волн, снижается в диапазоне от 0,9% на метр до 1,1% на метр. Если конусность должна снизиться, например, от 2,5% на метр в начальной области литейного конуса до 0,5% на метр и конусность на краях выемок составляет 1% и в нижней части вогнутой выемки составляет 0%, то отсюда следует, что средняя линия волнообразного профиля соответствует примерно конусности желательного значения 0,5% на метр.
Максимальная глубина вогнутых выемок, замеренная от краев выемок до самой глубокой части, находится в диапазоне от 0,3 мм до 1 мм и составляет предпочтительно примерно 0,5 мм. На основе более быстрого снижения конусности в самой глубокой части вогнутой выемки глубина увеличивается в направлении разливки, причем достигается максимальная глубина у выходного отверстия.
Чтобы уменьшить напряжение в материале литой заготовки, а также достичь равномерной картины износа формообразующего полого пространства, предпочтительно симметричное расположение вогнутых выемок при прямоугольном, многоугольном или цилиндрическом формообразующем полом пространстве. При цилиндрическом в поперечном сечении формообразующем полом пространстве выемки расположены предпочтительно диаметрально. При цилиндрических формообразующих полых пространствах число вогнутых выемок может быть также нечетным. В этом случае стремятся к равномерному распределению, то есть вращательно-симметричному распределению выемок по окружной поверхности, причем дуга круга между расположенными рядом друг с другом выемками проходит через 360°/n, где n=число выемок. При прямоугольном или многоугольном в поперечном сечении формообразующем полом пространстве в соответствии с этим предпочтительным вариантом выполнения на каждой стороне кристаллизатора предусмотрены вогнутые выемки.
Скачков или изломов в кривой конусности можно избежать тем, что зависящая от местоположения в направлении литья конусность формообразующего полого корпуса описывается непрерывной кривой. Это означает, в частности, что вогнутые выемки начинаются не скачкообразно, а имеют плавный, по возможности, скругленный переход, который может быть описан непрерывной кривой. В качестве альтернативы контур может быть описан также соответствующим и достаточно большим числом прямых участков. Также и в окружном направлении, то есть поперек направления литья, контур вогнутых выемок должен быть кривой, описываемой в идеальном случае непрерывной функцией. Альтернативно контур может быть составлен из прямых отрезков и/или отрезков окружности. Благодаря скругленным и, по возможности, плавным переходам можно снизить трение между затвердевшей корочкой и формообразующим полым пространством.
Кристаллизатору согласно изобретению можно придать соответствующий контур способом деформации без снятия стружки. Разумеется, для образования, по меньшей мере, вогнутой выемки возможна также обработка со снятием стружки. В качестве особенно предпочтительного выполнения считается, если контур, по меньшей мере, одной вогнутой выемки, по меньшей мере, отчасти изготовлен с помощью способа осаждения. Способ осаждения в смысле изобретения представляет собой предпочтительно электролитический способ нанесения гальванического покрытия, при котором металлы, например хром, медь и никель, или их сплавы откладываются на внутренней поверхности формообразующего полого пространства. Желательный контур вогнутой выемки может быть получен с помощью соответствующего ведения электрода или геометрии электрода, так что получаются покрытия различной толщины. В основном, достаточно желательная геометрия вогнутых выемок достигается исключительно с помощью способа гальванического покрытия. В случае желательных же вогнутых выемок с большой глубиной может быть целесообразным комбинировать формирование способом деформации без снятия стружки или формирование способом деформации со снятием стружки со способом гальванического покрытия, так чтобы контур, по меньшей мере, одной вогнутой выемки, по меньшей мере, отчасти был изготовлен способом гальванического покрытия. В принципе, рекомендуется покрытие формообразующего полого пространства, чтобы повысить износостойкость и, таким образом, срок службы кристаллизатора. Также из этих соображений целесообразно на краях вогнутых выемок предусмотреть более толстые покрытия, чем в самой глубокой части вогнутых выемок, так как в самой глубокой части следует ожидать меньшего износа, чем у экспонированных краев выемок.
Контур, по меньшей мере, одной вогнутой выемки можно, по меньшей мере, частично, то есть, например, в комбинации с другими способами обработки, изготовить с помощью способа снятия слоя, например, с помощью травления, электроэрозионной обработки, снятия слоя с помощью лазера или электрохимических способов.
Изобретение поясняется далее более подробно с помощью представленного в схематических чертежах примера выполнения изобретения. Показано:
фиг.1 - боковая стенка кристаллизатора в продольном разрезе;
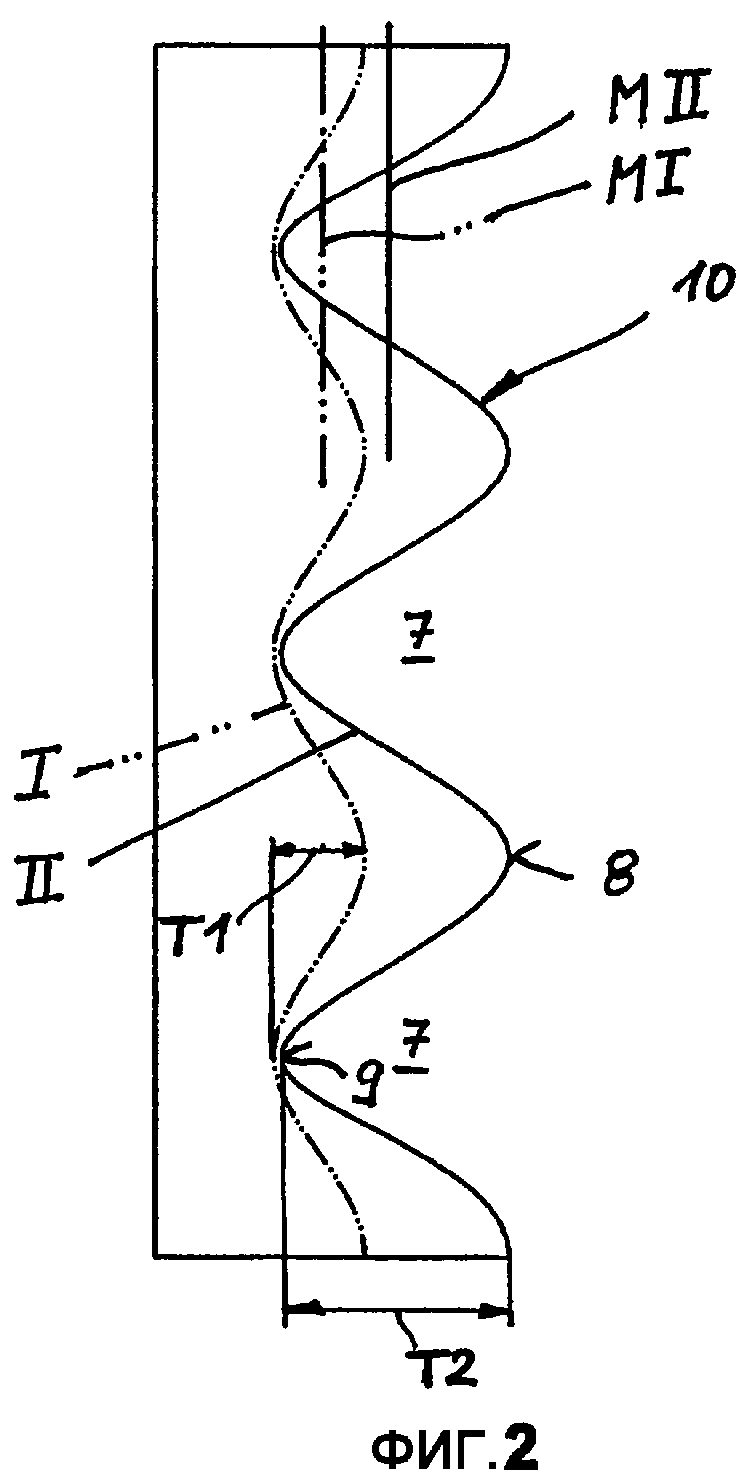
фиг.2 - вырезы из двух различных плоскостей I и II поперечных сечений из фиг.1 в увеличенном изображении;
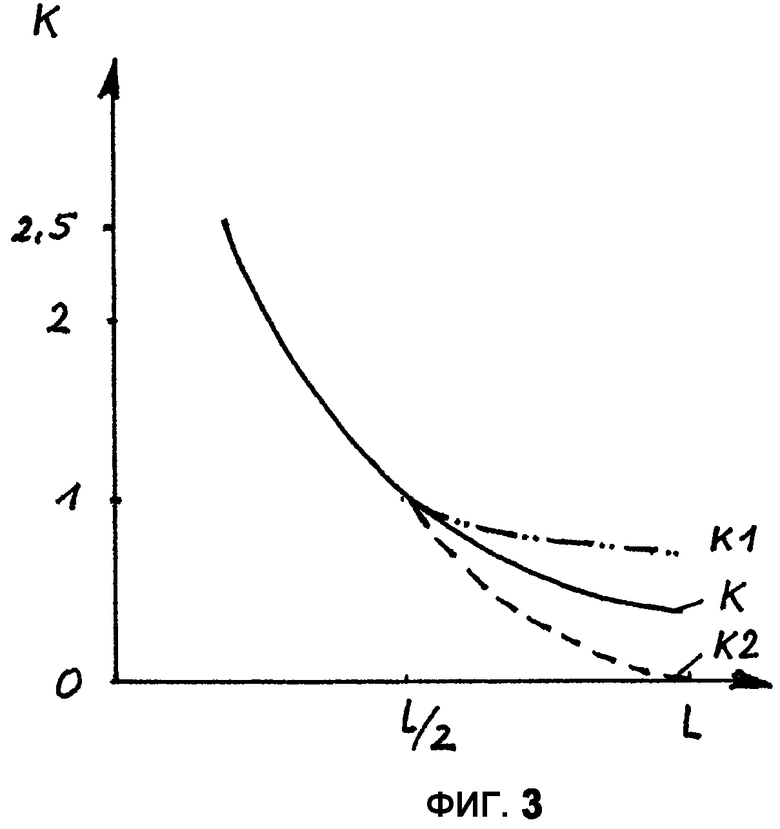
фиг.3 - конусность боковой стенки кристаллизатора фиг.1, нанесенная по ее длине;
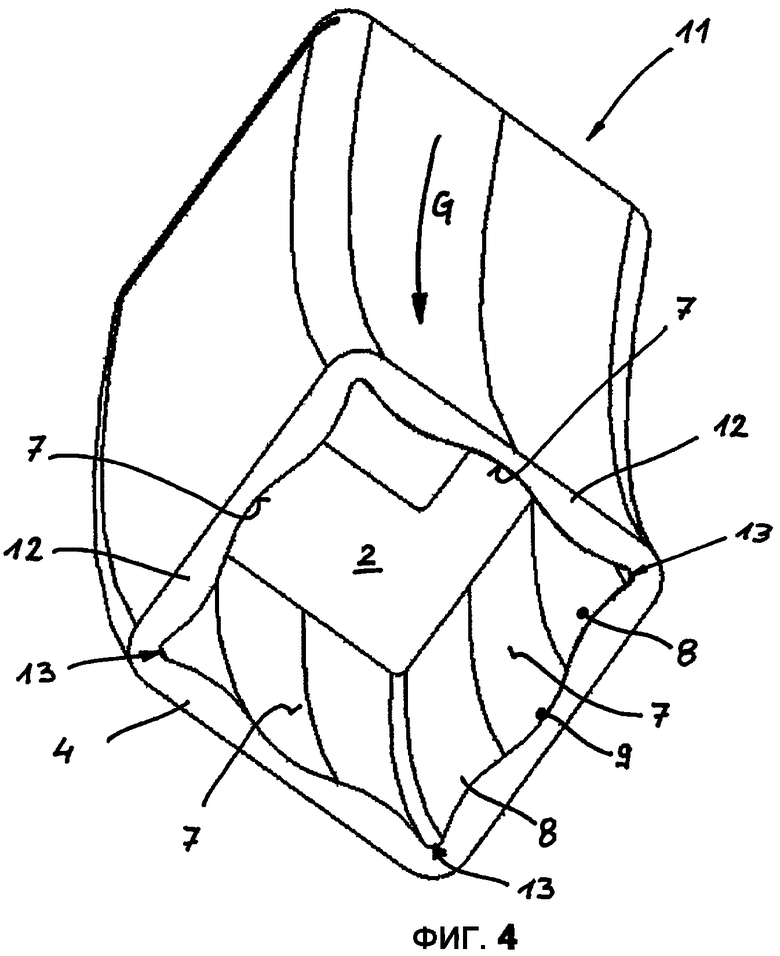
фиг.4 - вид в перспективе гильзы кристаллизатора в направлении взгляда на выходное отверстие кристаллизатора;
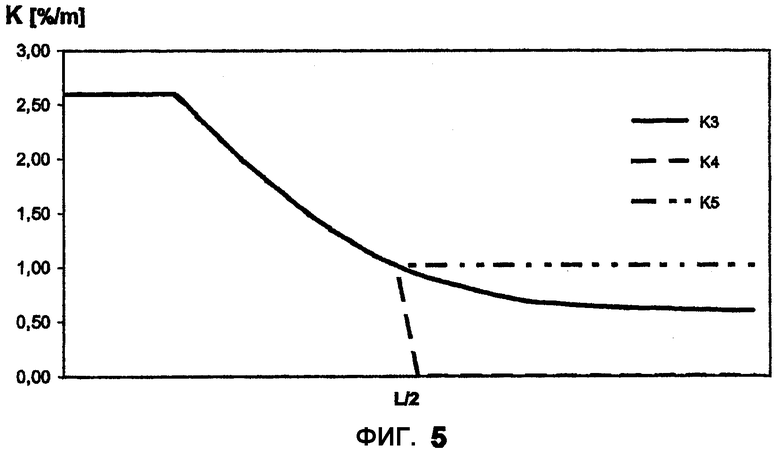
фиг.5 - конусность боковой стенки кристаллизатора, фиг.4, нанесенная по ее длине;
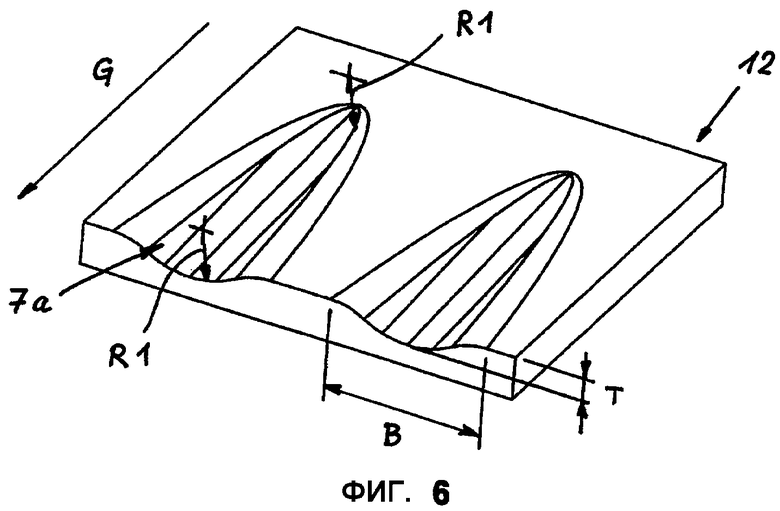
фиг.6 - частичная область плиты кристаллизатора с двумя вогнутыми выемками в первом варианте выполнения и
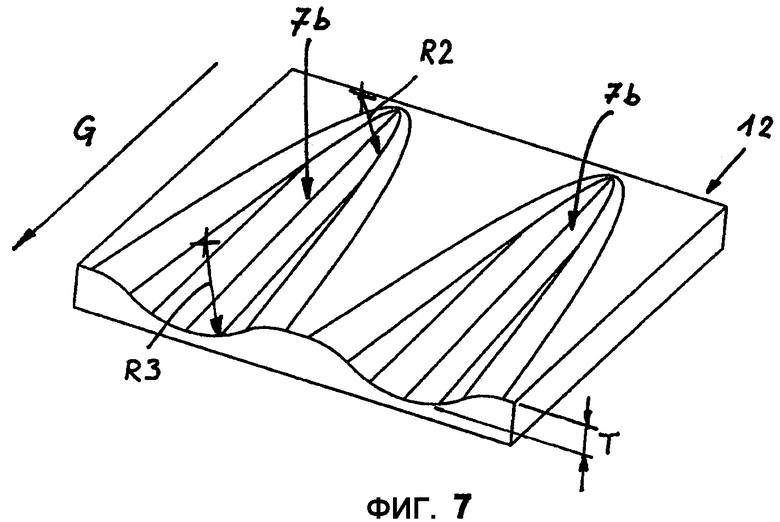
фиг.7 - частичная область плиты кристаллизатора с двумя вогнутыми выемками во втором варианте выполнения.
Фиг.1 показывает продольный разрез стенки кристаллизатора 1 для непрерывной разливки металла. Изображение чисто схематическое, выполнено не в масштабе и служит лишь для иллюстрации изобретения.
Кристаллизатор 1 образован симметрично относительно своей центральной оси MLA. Кристаллизатор 1 состоит из меди или медного сплава и охлаждается снаружи не показанным здесь способом, так что вводимый в кристаллизатор 1 расплав металла охлаждается снаружи в направлении внутрь и образует затвердевшую корочку. Представленный кристаллизатор 1 имеет для этой цели формообразующее полое пространство 2 с особым контуром, причем его конусность K выполнена в соответствии с усадочными свойствами расплава металла. Формообразующее полое пространство 2 имеет впускное отверстие 3 и выходное отверстие 4. Направление разливки обозначено стрелкой G. Во время процесса непрерывной разливки уровень 5 расплава металла поддерживается в заданном положении. Уровень 5 поверхности жидкой металлической ванны в зависимости от способа колеблется в некоторых пределах вокруг заданного положения поверхности жидкой металлической ванны, то есть должного положения. Кристаллизатор 1 охлаждается снаружи, благодаря этому от уровня 5 поверхности жидкой металлической ванны начинается затвердевание расплава и образуется затвердевшая корочка, которая в дальнейшем подвергается усадке. Обозначенный как 6 литейный конус компенсирует в некотором размере снижение объема расплава или затвердевшей корочки. Конусность K литейного конуса 6 изменяется в продольном направлении кристаллизатора 1. Конусность K начинается примерно при 2,5%/метр и снижается в направлении G разливки до примерно 0,5% на метр.
Кристаллизатор 1 согласно изобретению в этом примере выполнения подразделяется на две различные по высоте области. Верхняя по высоте область H1 проходит от отверстия 3 для заливки до половины длины L кристаллизатора 1. Нижняя по высоте область H2 начинается в центре кристаллизатора 1 и доходит до выходного отверстия 4. Существенным является то, что нижняя по высоте область H2 начинается на расстоянии A под заданным уровнем 5 поверхности жидкой металлической ванны, так как нижняя по высоте область H2 имеет совершенно особый контур для выравнивания различных по величине усадок. Это образование контура начинается лишь в нижней по высоте области H2, где образуется достаточно твердая затвердевшая корочка. В кристаллизаторе 1 согласно изобретению предусмотрены проходящие в направлении G разливки вогнутые выемки 7, которые проходят до выходного отверстия 4. Глубина T выемок 7 возрастает в направлении G разливки. Выемки 7 начинаются не скачкообразно, а имеют глубину T, которая медленно возрастает в направлении G разливки. Плавный переход к верхней по высоте области H1 получается благодаря тому, что выемки 7 в направлении G разливки имеют конусность K2 в самой глубокой части 9 выемок 7, снижающуюся сильней, чем у их краев 8. Подробности поясняются далее на фиг.2.
Фиг.2 показывает двойной пунктирной линией контур поверхности литейного конуса 6 в области плоскости Ι поперечного сечения, изображенного на фиг.1. Вторая линия изображает ход контура поверхности у выходного отверстия 4. Следует указать на то, что ход кривых для наглядности сильно преувеличен и поэтому не соответствует размерам фиг.1. Можно видеть, что амплитуда в плоскости II поперечного сечения больше, чем в плоскости I поперечного сечения. Это означает, что глубина T выемок в направлении G разливки возрастает. В плоскости I поперечного сечения глубина T1 составляет лишь половину глубины в плоскости II поперечного сечения, где глубину T2 следует измерять между самым глубоким местом 9 и обращенным к формообразующему полому пространству 2 краем 8. Одновременно следует заметить, что конусность K в самом глубоком месте 9 выемок 7 снижается более сильно, чем между краями 8, так как углубления 9 выемок 7 в этом изображении имеют меньшее расстояние относительно друг друга, чем края 8.
Кристаллизатор 1 рассчитан таким образом, что среднее положение MI или MII обозначенного волнообразного профиля 10 соответствует описывающей конусность оптимальной линии. При этом соответствующая средняя линия MI, MII составляется из зависящего от продольного направления кристаллизатора положения углублений 9 и краев 8 выемок 7. Фиг.3 уточняет это обстоятельство. Можно заметить, что конусность K вблизи входного отверстия 3 является достаточно высокой при значении 2,5% на метр и непрерывно снижается в направлении G разливки. Примерно в середине кристаллизатора при L/2 начинаются выемки 7, причем общая конусность K составляется из конусности K1 и конусности K2. Конусность K1 замеряется соответственно на краях 8 выемок 7 и обозначена штрихпунктирной линией. Конусность К2 замеряется в нижних точках выемок 7 и показана штрихпунктирной линией. Конусность K1 на краях 8 снижается медленно и изменяется в соответствии с порядком величин на 1% на метр. Вопреки этому конусность К2 в углублениях 9 выемок 7 снижается быстрее и составляет у выходного отверстия 4 кристаллизатора 1 даже 0% на метр. Наложение конусностей K1 и K2 приводит к общей конусности K порядка величин примерно 0,5% на метр.
Благодаря дополнительным выемкам 7 в нижней области H2 кристаллизатора 1 можно в известных пределах выровнять колебания параметров, обусловленные различными температурами разливки, составом сплава или различными положениями поверхности жидкой металлической ванны. Зажиманий заготовки, которые приводят к движению толчками, разрыву заготовки или даже к полному излому заготовки, можно благодаря этому избежать.
Фиг.4 показывает в перспективе вид кристаллизатора 11, причем для описания геометрии используются далее уже приведенные выше обозначения к фиг.1 и 2. Формообразующее полое пространство 2 кристаллизатора 11 в направлении разливки G, в основном, разделено на два участка. Обращенный к впускному отверстию 3 верхний по высоте участок выполнен гладким, причем примерно на половине длины кристаллизатора 11 к нему примыкает нижний по высоте участок, который имеет большее количество вогнутых выемок. Соответственно по одной вогнутой выемке 7 предусмотрено в середине каждой стороны 12 кристаллизатора. Кроме того, также боковые области 13 между двумя стыкующимися друг с другом сторонами 12 кристаллизатора снабжены выемками 7. Все выемки 7 при рассмотрении поперек направления разливки выполнены скругленными, при этом речь идет о расположенных рядом друг с другом отрезках кривой. Существенным для кристаллизатора 11 из фиг.4 является снова то, что вогнутые выемки 7 начинаются на определенном расстоянии под заданным положением поверхности жидкого металла и проходят до выходного отверстия 4. Геометрия выемок 7 выбрана такой, что в отношении конусности получается оптимальная линия, которая не определяется ни самой глубокой частью 9, ни краем 8 выемок 7, а лишь наложением всех конусностей.
Аналогично фиг.3 фиг.5 показывает ход конусностей из примера выполнения согласно фиг.4. Можно заметить, что конусность K3 в области впускного отверстия вначале постоянна, а затем непрерывно снижается в направлении разливки. Конусность K3 вначале снижается достаточно сильно, причем граф K3 в направлении выходного отверстия 4 уплощается. В нижней по высоте области, то есть примерно с L/2, начинаются вогнутые выемки 7 в отдельных сторонах 12 кристаллизатора. K4 в связи с этим обозначает конусность, которая замеряется в самых глубоких местах 9 выемок 7. K5 обозначает конусность, которая замеряется на краях 8 выемок 7. Конусность K4 в самых глубоких частях выемок 7 при L/2 падает до 0, в то время как конусность на краях 8 выемок 7 составляет примерно 1. Среднее значение конусности K3 лежит между K4 и K5.
Фиг.6 и 7 показывают участки сторон 12 кристаллизатора, в которые внесены выемки 7a, 7b, имеющие соответственно различную конфигурацию. Длина выемок 7a, 7b относительно представленной стороны 12 кристаллизатора в этой связи не имеет значения, так как следует пояснить лишь исключительно геометрию выемок 7a, 7b.
Глубина T и ширина B выемок 7a, 7b непрерывно увеличиваются в направлении разливки. Разумеется, можно заметить, что радиус R1 выемки 7a по всей длине является постоянным. Эта геометрия получается вследствие пронизывания слегка наклоненного относительно поверхности стороны 12 кристаллизатора цилиндра круглого сечения стороной 12 кристаллизатора. Чтобы получить закругленную поперек направления G разливки геометрию, переходы к краям 8 выемки 7a скруглены.
Вариант выполнения согласно фиг.7 отличается от предыдущего тем, что радиус выемок увеличивается в направлении G разливки. Можно заметить, что радиус R2 у узкого конца выемки 7b меньше, чем радиус R3 у широкого конца выемки 7b. Эта геометрия получается вследствие пронизывания стороны 12 кристаллизатора конусом круглого сечения, причем вертикальная ось конуса с круглым сечением проходит параллельно поверхности формообразующего полого пространства. Само собой разумеется, что этот конус с круглым сечением может дополнительно располагаться наклонно, чтобы варьировать ход выемки 7b по глубине и ширине. Также в этом примере выполнения края 8 выемки 7b выполнены скругленными, так что на стороне выхода получается в некоторой степени волнообразный профиль.
ПЕРЕЧЕНЬ ОБОЗНАЧЕНИЙ
1 Кристаллизатор
2 Формообразующее полое пространство
3 Впускное отверстие
4 Выходное отверстие
5 Уровень поверхности жидкой металлической ванны
6 Литейный конус
7 Выемка
7a Выемка
7b Выемка
8 Край 7
9 Самая глубокая часть 7
10 Волнообразный профиль
11 Кристаллизатор
12 Сторона кристаллизатора
13 Угловая область
MLA Центральная продольная ось
G Направление разливки
H1 Верхняя по высоте область
H2 Нижняя по высоте область
L Длина кристаллизатора
A Расстояние между 5 и H2
B Ширина 7a
T Глубина
T1 Глубина
T2 Глубина
R1 Радиус 7
R2 Радиус 7a
R2 Радиус 7b
MI Среднее положение 10 при I
MII Среднее положение 10 при II
K Конусность
K1 Конусность
K2 Конусность
K3 Конусность
K4 Конусность
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2415731C2 |
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 2009 |
|
RU2448804C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКИХ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛЕЙ, ПРИ ВЫСОКОЙ СКОРОСТИ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛИГОНАЛЬНЫХ СОРТОВЫХ, ЧЕРНОВЫХ И ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПРОКАТА НА БЛЮМИНГЕ ЗАГОТОВОК | 2003 |
|
RU2320453C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 2003 |
|
RU2316408C2 |
| КРИСТАЛЛИЗАТОР ЖИДКОСТНОГО ОХЛАЖДЕНИЯ | 2004 |
|
RU2359779C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ И БЛЮМОВЫХ ЗАГОТОВОК | 2004 |
|
RU2324569C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ ЗАГОТОВОК | 2006 |
|
RU2308348C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ИЗ МЕТАЛЛА | 2000 |
|
RU2245214C2 |
Кристаллизатор содержит формообразующее полое пространство (2), имеющее впускное отверстие (3), выходное отверстие (4) и литейный конус (6), по меньшей мере, одну вогнутую выемку (7). Выемка проходит в направлении (G) разливки, начинается на некотором расстоянии (А) ниже заданного положения (5) поверхности жидкой металлической ванны и проходит до выходного отверстия (4). Начало вогнутой выемки (7) находится в области, проходящей от примерно 30% до 70% длины (L) формообразующего полого пространства, измеряя от впускного отверстия. Обеспечивается высокая скорость разливки металла. 15 з.п. ф-лы, 7 ил.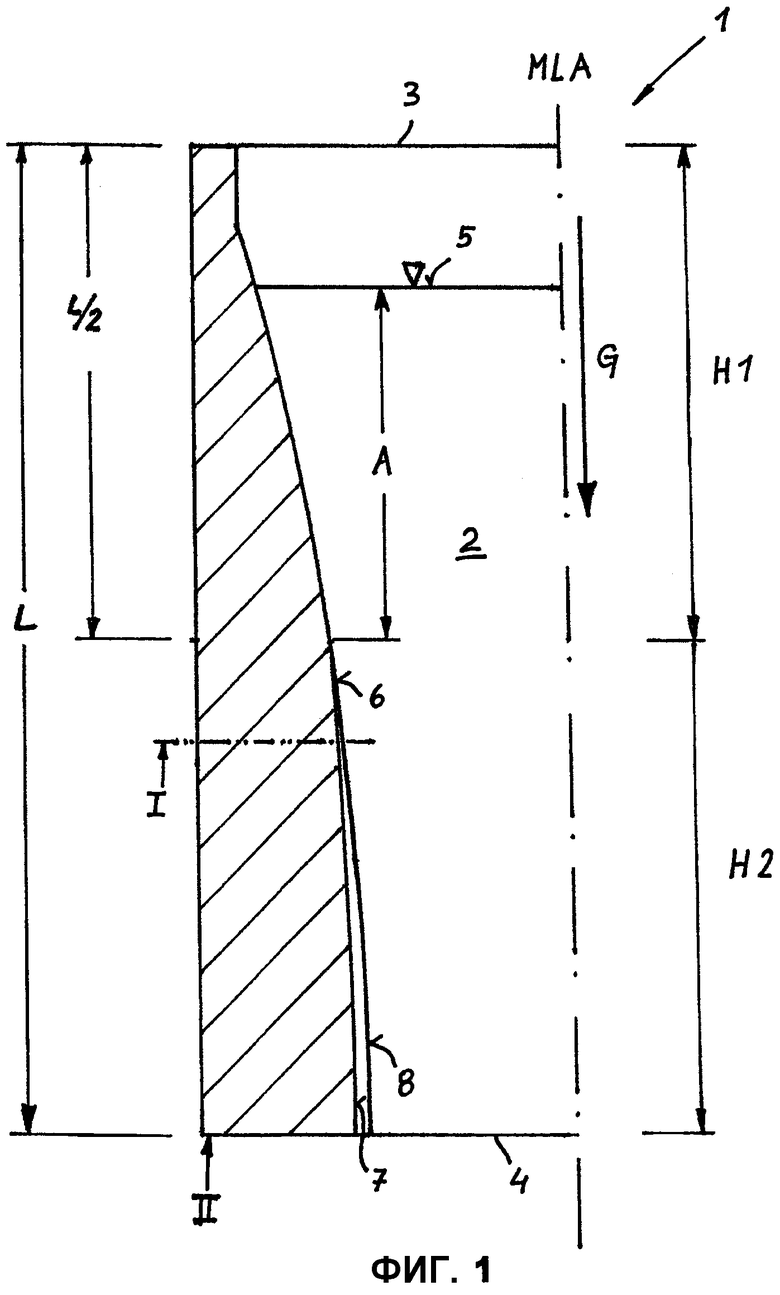
1. Кристаллизатор для непрерывной разливки металла, в котором формообразующее полое пространство (2) имеет впускное отверстие (3), выходное отверстие (4) и литейный конус (6), причем предусмотрена, по меньшей мере, одна проходящая в направлении (G) разливки вогнутая выемка (7, 7а, 7b), которая начинается на некотором расстоянии (А) ниже заданного положения (5) поверхности жидкой металлической ванны и проходит до выходного отверстия (4), отличающийся тем, что начало, по меньшей мере, одной вогнутой выемки (7) находится в начальной области, которая составляет от примерно 30% до 70% длины (L) формообразующего полого пространства, измеряя от впускного отверстия.
2. Кристаллизатор по п.1, отличающийся тем, что начало, по меньшей мере, одной вогнутой выемки (7) начинается на половине длины (L) формообразующего полого пространства (2).
3. Кристаллизатор по одному из п.1, отличающийся тем, что расстояние (А) между заданным уровнем (5) поверхности жидкой металлической ванны и, по меньшей мере, одной вогнутой выемкой (7) составляет более чем 10%, в частности более чем 20% длины (L) формообразующего полого пространства (2).
4. Кристаллизатор по одному из пп.1-3, отличающийся тем, что конусность (К, К3) в самой глубокой части (9), по меньшей мере, одной вогнутой выемки (7) снижается быстрее, чем на краю (8), по меньшей мере, одной вогнутой выемки (7).
5. Кристаллизатор по одному из пп.1-3, отличающийся тем, что конусность (К2) в самой глубокой части (9), по меньшей мере, одной вогнутой выемки (7) снижается до максимально 0% на метр.
6. Кристаллизатор по одному из пп.1-3, отличающийся тем, что конусность (К1) на краях (8) выемок (7) снижается до от 0,6% на метр до 1,5% на метр.
7. Кристаллизатор по п.1, отличающийся тем, что расположенные рядом выемки (7) образуют волнообразный профиль (10), причем воображаемая средняя линия (MI, МII) волнообразного профиля (10) образует оптимальную линию для расчета параметров кристаллизатора в отношении конусности.
8. Кристаллизатор по одному из пп.1-3, отличающийся тем, что вогнутые выемки (7) при прямоугольном, многоугольном или цилиндрическом в поперечном сечении формообразующем полом пространстве (2) расположены симметрично.
9. Кристаллизатор по п.8, отличающийся тем, что вогнутые выемки (7) при цилиндрическом в поперечном сечении формообразующем полом пространстве (2) расположены диаметрально.
10. Кристаллизатор по одному из пп.1-3, отличающийся тем, что, по меньшей мере, одна вогнутая выемка (7) предусмотрена на каждой стороне (12) кристаллизатора прямоугольного или многоугольного в поперечном сечении формообразующего полого пространства (2).
11. Кристаллизатор по одному из пп.1-3, отличающийся тем, что зависящая от местоположения конусность (К) формообразующего полого пространства (2) в направлении (G) разливки представляет кривую, описываемую постоянной функцией.
12. Кристаллизатор по одному из пп.1-3, отличающийся тем, что зависящая от местоположения (G) конусность (К) формообразующего полого пространства (2) определена расположенными рядом друг с другом участками кривой и/или прямой.
13. Кристаллизатор по одному из пп.1-3, отличающийся тем, что контур, по меньшей мере, одной вогнутой выемки (7) в поперечном относительно направления (G) разливки направлении представляет кривую, описываемую постоянной функцией.
14. Кристаллизатор по одному из пп.1-3, отличающийся тем, что контур, по меньшей мере, одной вогнутой выемки (7) в поперечном относительно направления (G) разливки направлении определен расположенными рядом друг с другом участками кривой и/или прямой.
15. Кристаллизатор по одному из пп.1-3, отличающийся тем, что контур, по меньшей мере, одной вогнутой выемки, по меньшей мере, частично изготовлен способом осаждения.
16. Кристаллизатор по одному из пп.1-3, отличающийся тем, что контур, по меньшей мере, одной вогнутой выемки, по меньшей мере, частично изготовлен способом снятия слоя.
| Устройство для измерения двулучепреломления | 1981 |
|
SU958871A1 |
| Способ изготовления труб с внутренним оребрением | 1979 |
|
SU874238A1 |
| Способ получения производных 4-оксипиперидина | 1974 |
|
SU498296A1 |
| Устройство для обрезки сучьев со стволов поваленных деревьев | 1977 |
|
SU627968A2 |
| JP 59133940 A, 01.08.1984. | |||

