Изобретение относится к машиностроению, а именно к устройствам для подачи смазочно-охлаждающей жидкости в зону резания при плоском торцовом шлифовании.
Известно устройство для комбинированной подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания через поры шлифовального круга, выполненного в виде корпуса и крышки, которые образуют полость, соединенную с источником СОЖ, (см., например, А.С. СССР №1225775 МПК В24В 55/02). Устройство содержит корпус и крышку, во внутренней полости которых выполнены два осевых и два радиальных паза. В радиальные пазы вставлены плоские пружины и перегородки, выполненные в виде пластин, которые контактируют с пружинами, разделяющими внутреннюю полость корпуса на два сектора, каждый из которых используется для подачи разных видов СОЖ - эмульсии и масла. Ширина выходной кольцевой щели устройства для подвода смазочно-охлаждающей жидкости может регулироваться путем осевого перемещения крышки относительно корпуса при ее повороте по часовой или против часовой стрелки.
Недостатками данного устройства является сложность конструкции, состоящей из большого числа вращающихся элементов, требующих точной балансировки инструмента и центрирования корпуса круга на шпинделе шлифовального станка. Сложность данного устройства требует дополнительных навыков по его сборке с жестким соблюдением технологических зазоров конструктивных элементов и последовательности сборки.
Известно также устройство для подачи СОЖ в зону резания через поры абразивного круга (см. А.С. СССР №1252148 МПК В24В 55/02), выполненного в виде шкива с выточками, на который одет цилиндр с окнами для подачи СОЖ из устройства в приемные полости.
В щеках шкива выполнены резьбовые отверстия, в которые ввинчиваются трубопроводы для подвода СОЖ к устройству. Чтобы подать смазочно-охлаждающую жидкость в кольцевые выточки, трубопроводы закрепляют в различном положении вдоль оси вращения инструмента.
Недостатками данного устройства являются сложность конструкции и необходимость точной балансировки сборного абразивного круга (САК) вместе с устройством. Большое количество выточек и приемных полостей для СОЖ в значительной степени усложняет этот процесс. Следующим существенным недостатком данного устройства является возможность засорения отходами шлифования отверстий, через которые СОЖ подается в зону резания.
Известно также устройство (прототип), изготовленное из полистирола для снижения массы устройства, предназначенное для подвода СОЖ при шлифовании торцовыми секторными кругами (см. А.С. СССР №1516327 МПК В24В 55/02). Оно содержит коллектор с полостью и кольцевой щелью для подачи смазочно-охлаждающей жидкости в планшайбу шлифовального круга. В кольцевой щели размещены раздвижные пробки, в результате чего создается возможность регулирования протяженности участка для подачи смазочно-охлаждающей жидкости в зависимости от ширины зоны торцового шлифования.
Недостатками прототипа являются сложность конструкции устройства и его установки на станок, засорение зоны резания отходами шлифования, что приводит к выбросу смазочно-охлаждающей жидкости наружу вне зоны контакта инструмента и заготовки.
Технический эффект, достигаемый изобретением, - упрощение конструкции и устранение засорения устройства отходами шлифования. Технический эффект достигается тем, что оно содержит полый кольцевой коллектор с кольцевой щелью и трубопровод для подачи СОЖ в коллектор. Причем устройство закреплено на нижнем торце корпуса шлифовального круга и снабжено крышкой, закрывающей полость коллектора и выполненной из двух отдельных колец различного диаметра, закрепленных на корпусе коллектора и образующих между собой упомянутую кольцевую щель. В кольцевую щель неподвижно установлен трубопровод для подачи СОЖ, имеющий жестко и эксцентрично закрепленное кольцо, образующее зазор с нижним торцом крышки, и выполненный с возможностью размещения его в серповидном зазоре, образованном наружной цилиндрической поверхностью рабочего стола с обрабатываемыми заготовками и внутренней поверхностью планшайбы шлифовального круга. Большее кольцо крышки выполнено с лопатками для нагнетания СОЖ в зону резания, установленными по касательным к выполненным в нем отверстиям, и с лопатками, оттесняющими воздушные потоки к периферии устройства, закрепленными на нижнем торце большего кольца.
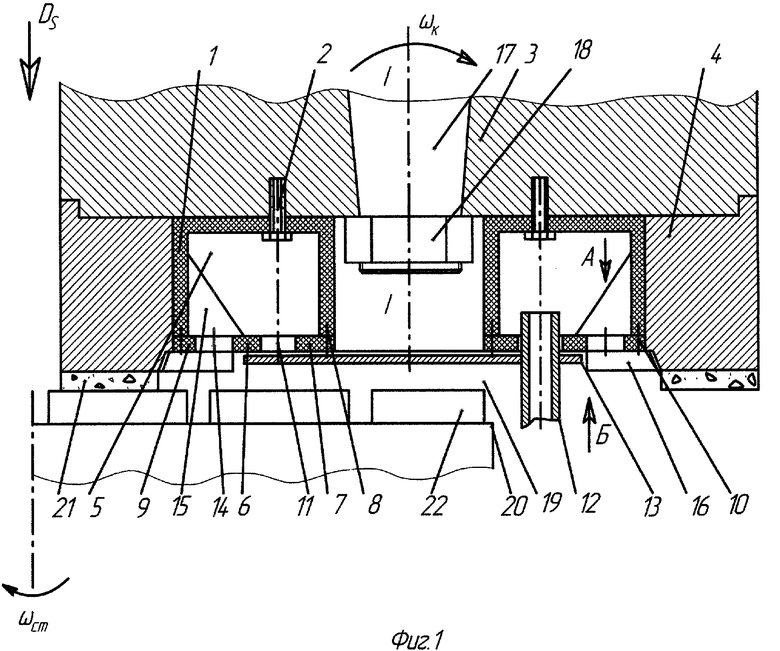
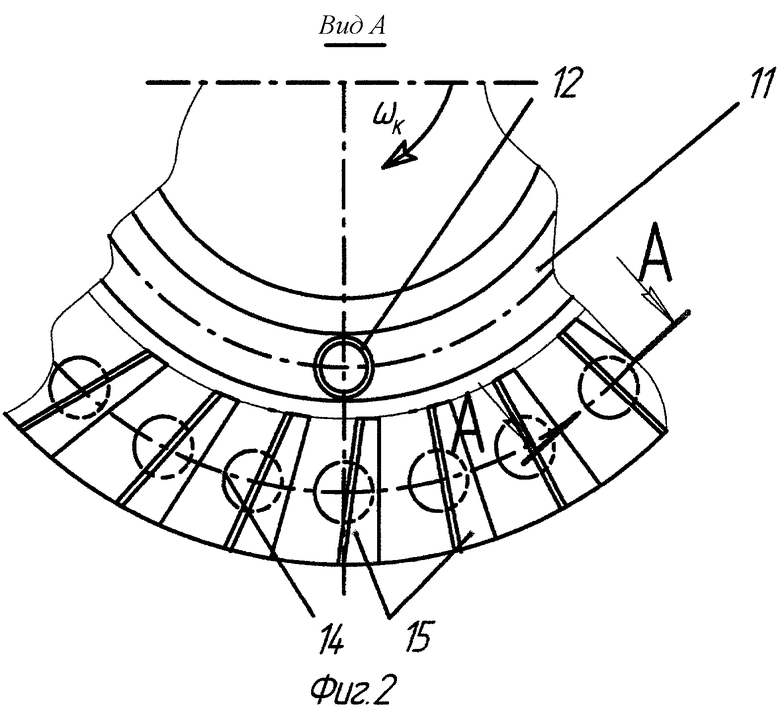
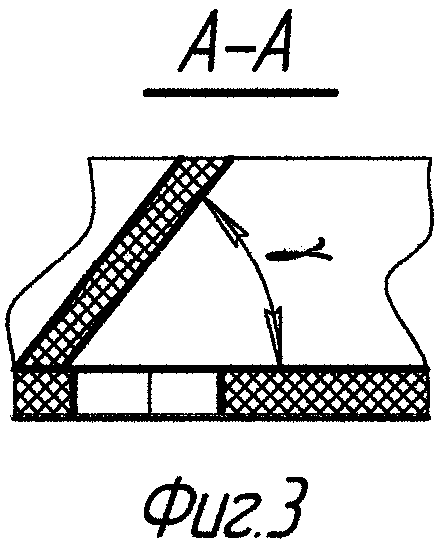
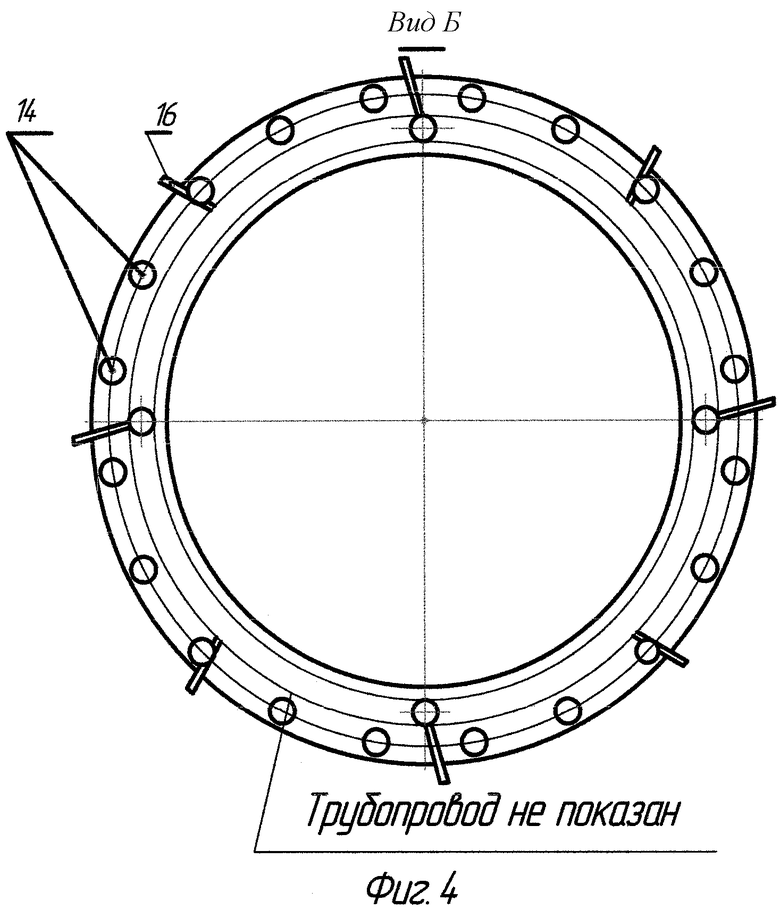
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлен осевой разрез устройства, установленного на торцовом шлифовальном круге; на фиг.2 - вид по стрелке А на устройство, представленное на фиг.1; на фиг.3 - сечение А - А наклонной лопатки, нагнетающей СОЖ в зону резания, указанное на фиг.2; на фиг.4 - вид по стрелке Б на устройство, представленное на фиг.1 (для упрощения чертежа на данной позиции трубопровод с кольцом не показаны).
Устройство для подачи СОЖ содержит полый кольцевой коллектор 1, выполненный из полистирола для облегчения конструкции (фиг.1), причем само устройство закреплено болтами 2 на корпусе 3 торцового шлифовального круга. Корпус коллектора 1 центрируется относительно оси I-I вращения круга установкой его в центральное отверстие планшайбы 4. В корпусе коллектора 1 выполнена кольцевая полость 5 для приема СОЖ, которая закрывается снизу крышкой 6. Крышка 6 состоит из двух отдельных колец, меньшее кольцо 7 крепится к корпусу коллектора 1 винтами 8 (в целях упрощения на фиг.1 показана лишь ось винтов), а большее кольцо 9 крепится к корпусу коллектора 1 винтами 10. Малое 7 и большое кольцо 9 после их крепления к корпусу коллектора 1 образуют кольцевую щель 11, в которую вставлен с зазором неподвижный трубопровод 12, к которому жестко и эксцентрично прикреплено кольцо 13. В большем кольце 9 просверлены отверстия 14, по касательным к которым установлены лопатки 15 для нагнетания СОЖ в зону резания. Лопатки 15 наклонены в поперечном сечении под углом γ (фиг.3) для оптимального захвата и подачи СОЖ в зону резания. На нижнем торце большего кольца 9 прикреплены лопатки 16, оттесняющие воздушные потоки, генерируемые быстро вращающимся торцовым шлифовальным кругом к его периферии. Собранный торцовый шлифовальный круг устанавливается на шпиндель 17 станка и закрепляется гайкой 18.
Трубопровод 12 для подачи смазочно-охлаждающей жидкости размещен в серповидном зазоре 19, образованном наружной цилиндрической поверхностью рабочего стола 20 с обрабатываемыми заготовками 22 и внутренней поверхностью планшайбы 4, на торце которой расположен алмазный режущий слой 21 (фиг.1), толщиной 3-5 мм.
Устройство для подачи СОЖ работает следующим образом.
Включают вращение шпинделя шлифовального станка на рабочей частоте по стрелке ωк, при этом вращается также устройство для подачи СОЖ. Включают вращение стола 20 по стрелке ωст с установленными и закрепленными на нем заготовками 22. Для снятия припуска с заготовок 22 шлифовальная бабка вместе с торцовым шлифовальным кругом опускается вертикально вниз по стрелке D, со скоростью вертикальной подачи. В процессе шлифования заготовок 22 выделяется большое количество тепла, которое приводит к термическому повреждению обработанного поверхностного слоя деталей. Для снижения тепловыделений в обрабатываемых заготовках используют смазочно-охлаждающие жидкости, эффективность действия которых в большей степени зависит от устройства для подачи СОЖ.
В кольцевую полость 5 предлагаемого устройства СОЖ подают по неподвижному трубопроводу 12. Попав в быстро вращающееся устройство, СОЖ мгновенно отбрасывается центробежной силой к периферии и, захватываясь радиальными лопатками 15, направляется в отверстия 14. На выходе из отверстий 14 СОЖ увлекается воздушным потоком, который генерируется быстро вращающимися лопатками 16, и направляется непосредственно в зону контакта алмазных режущих зерен 21 с металлом обрабатываемых заготовок 22.
Исследования аэродинамических потоков I-IY, генерируемых торцовым кругом в процессе шлифования заготовок, показали, что вследствие быстрого вращения инструмента возникают воздушные наружные, внутренние и торцовые потоки (см. Гусев В.Г., Швагирев П.С., Морозов А.В. Аэродинамические потоки, генерируемые дискретным торцовым шлифовальным кругом. - Известия Тульского государственного университета. Серия. Инструментальные и метрологические системы. Вып.1. - Труды Международной юбилейной научно - технической конференции. Часть 2. - Тула: Изд - во ТулГУ, 2005. - с.74-79). Воздушный поток I из ближайшей к инструменту области начинает поступать в зазоры между заготовками и рабочей поверхностью стола внутрь торцового сборного абразивного круга. Воздушный поток II, более мощный по сравнению с воздушным потоком I, также поступает внутрь круга. Потоки I, II увлекаются вращающимися сегментами и в виде потоков III направляются к периферии инструмента.
При этом потоки III проходят в щели между сегментами, и на входе инструмента генерируется мощный аэродинамический поток IV, со скоростями движения воздуха, направленными касательно вращающемуся инструменту. В результате такого перемещения воздуха внутри инструмента создается разрежение, вызывающее подсос нового объема воздуха внутрь инструмента в виде потоков I и II, которые поднимают отходы шлифования вверх, что приводит к засорению каналов для подвода СОЖ непосредственно в зону контакта инструмента с заготовками. Засорение каналов нарушает поступление СОЖ в зону обработки, и процесс резания протекает всухую, поскольку она выбрасывается из инструмента не в плоскости резания, а на определенной высоте от обрабатываемых поверхностей заготовки, где произошло засорение каналов.
В полости 5 предлагаемого устройства для подачи СОЖ также возникает разрежение, обусловленное быстрым выбросом СОЖ из устройства по отверстиям 14. Разрежение вызывает подсос воздуха внутрь полости 5, а вместе с ним в полость 5 могут транспортироваться также и отходы шлифования, засоряющие устройство и выводящие его из рабочего состояния. Однако этого в предлагаемом устройстве не происходит, так как этому препятствует кольцо 13, жестко закрепленное на трубопроводе 12. Зазор между верхним торцом кольца 13 и нижним торцом крышки 6 незначительный и составляет (0,5-1) мм. Устранению проникновения отходов СОЖ в полость 5 способствуют также лопатки 16, которые оттесняют воздушные потоки, генерируемые инструментом, к периферии шлифовального круга. Воздушный поток, отбрасываемый лопатками 16, насыщает СОЖ кислородом воздуха, увеличивает скорость ее течения и направляет в зону резания. При этом значительно улучшается ее моющее, охлаждающее, смазочное и диспергирующее действие. Размельченный и газонасыщенный поток, направляемый лопатками 16 непосредственно в зону резания примерно со скоростью резания (скорость резания при шлифовании 35-50 м/с), интенсифицирует конвективный теплообмен между шлифуемыми заготовками и СОЖ.
Таким образом, предложенное устройство значительно проще в конструктивном выполнении по сравнению с прототипом, устраняет засорение его отходами шлифования, что обеспечивает эффективное действие СОЖ в процессе обработки и благоприятно сказывается на повышении стойкости шлифовального круга и качестве обработанного поверхностного слоя деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1975 |
|
SU554145A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
| Устройство для торцового шлифования | 1990 |
|
SU1785494A3 |
| Устройство для подачи смазочно-охлаждающей жидкости через поры круга | 1986 |
|
SU1373549A1 |
Изобретение относится к области машиностроения и может быть использовано при плоском торцовом шлифовании для подачи СОЖ. Устройство закреплено на нижнем торце корпуса шлифовального круга и содержит полый кольцевой коллектор с кольцевой щелью и трубопровод для подачи СОЖ в коллектор. Предусмотрена крышка, закрывающая полость коллектора и выполненная из двух отдельных колец различного диаметра, закрепленных на корпусе коллектора. Кольца образуют между собой упомянутую кольцевую щель, в которой неподвижно установлен трубопровод для подачи СОЖ, имеющий жестко и эксцентрично закрепленное кольцо. Последнее образует зазор с нижним торцом крышки. Трубопровод выполнен с возможностью размещения его в серповидном зазоре, образованном наружной цилиндрической поверхностью рабочего стола с обрабатываемыми заготовками и внутренней поверхностью планшайбы шлифовального круга. Большее кольцо крышки выполнено с лопатками для нагнетания СОЖ в зону резания, установленными по касательным к выполненным в нем отверстиям, и с лопатками, оттесняющими воздушные потоки к периферии устройства, закрепленными на нижнем торце большего кольца. 4 ил.
Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) при плоском торцовом шлифовании, содержащее полый кольцевой коллектор с кольцевой щелью и трубопровод для подачи СОЖ в коллектор, отличающееся тем, что оно закреплено на нижнем торце корпуса шлифовального круга и снабжено крышкой, закрывающей полость коллектора и выполненной из двух отдельных колец различного диаметра, закрепленных на корпусе коллектора и образующих между собой упомянутую кольцевую щель, в которой неподвижно установлен трубопровод для подачи СОЖ, имеющий жестко и эксцентрично закрепленное кольцо, образующее зазор с нижним торцом крышки, и выполненный с возможностью размещения его в серповидном зазоре, образованном наружной цилиндрической поверхностью рабочего стола с обрабатываемыми заготовками и внутренней поверхностью планшайбы шлифовального круга, при этом большее кольцо крышки выполнено с лопатками для нагнетания СОЖ в зону резания, установленными по касательным к выполненным в нем отверстиям, и с лопатками, оттесняющими воздушные потоки к периферии устройства, закрепленными на нижнем торце большего кольца.
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) при шлифовании торцовым секторным кругом | 1988 |
|
SU1516327A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 1996 |
|
RU2095227C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261166C1 |
| СПОСОБ ОТБОРА РАСТИТЕЛЬНЫХ ПРОБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2622440C2 |

