Настоящее изобретение относится к способу формования стекла или стеклокерамики, прежде всего к способу изготовления подложки зеркала, при осуществлении которого формованное изделие получают за счет деформирования заготовки под действием собственного веса и ее опускания на опорную форму, или форму для моллирования. Изобретение относится также к способу изготовления пригодной для применения в указанных выше целях опорной формы, или формы для моллирования.
Из заявки DE 19938811 А1 известен способ формования изделий из стеклокерамики, в соответствии с которым деформирование заготовки с ее опусканием на опорную форму обеспечивают за счет ее нагрева инфракрасным излучением с необязательным созданием способствующего подобному процессу разрежения или избыточного давления. Такой способ формования позволяет изготавливать большими партиями изделия объемным деформированием заготовок. Этим способом можно изготавливать, например, имеющие ваннообразную или желобообразную форму изделия, имеющие в поперечном сечении форму кругового сегмента, прямоугольника, трапеции или иную форму. Очевидно, что точность изготовления изделий этим способом зависит от точности используемой для формования формы. Поэтому до настоящего времени таким способом изготавливали изделия массового производства, преимущественно с использованием металлических форм.
В настоящее время при изготовлении телескопов, устанавливаемых на научно-исследовательских рентгеновских спутниках, в качестве формирующей изображение оптики используются полированные массивные цилиндрические оболочки-подложки зеркал, выполняемые из стеклокерамики Zerodur®. Рентгеновские зеркала и рентгеновские телескопы из-за низкой способности всех известных материалов отражать коротковолновое рентгеновское излучение при нормальном его падении работают преимущественно при косом (скользящем) падении на них излучения с использованием физического эффекта полного отражения. С этой целью используются разделенные на две части телескопы для получения двух отражений, при этом цилиндрические оболочки-подложки зеркал имеют особую параболическую и гиперболическую форму, которая согласно Вольтеру (Wolter) наиболее пригодна для применения в подобных целях. В телескопах научно-исследовательских спутников ROSAT и CHANDRA в качестве формирующей изображение оптики использовались полированные массивные цилиндрические оболочки-подложки зеркал, выполненные из стеклокерамики Zerodur®. В отличие от этого в телескопах рентгеновских спутников XMM-NEWTON в качестве подложек зеркал применялись полученные методами гальванотехники никелевые оболочки с аналогичным вольтеровским профилем. До настоящего времени на всех рентгеновских спутниках в качестве подложек зеркал использовались элементы конической формы со столь малым углом при вершине конуса, что их форма близка к форме полного цилиндра.
На разрабатываемые в настоящее время рентгеновские спутники следующего поколения (XEUS, CONSTELLATION-X) предполагается устанавливать телескопы существенно больших размеров. Зеркала подобных телескопов для снижения их стоимости целесообразно выполнять уже не цельными в виде полного цилиндра, а составными из отдельных сегментов. Изготавливать оболочки-подложки таких зеркал для рентгеновских телескопов подобного нового типа можно двумя различными методами воспроизведения конфигурации оригинала (реплицирования), которые позволяют перейти от традиционного индивидуального (штучного) производства рентгеновских зеркал к их серийному и массовому производству для вновь разрабатываемых спутников. В обоих этих методах предусмотрено использование прецизионных формованных изделий из стеклокерамики Zerodur®, так называемых оправок. При этом для получения отдельных сегментов оболочки-подложки зеркала, точно воспроизводящих конфигурацию прецизионного формованного изделия, в одном из этих методов предусмотрено гальваническое осаждение никеля на оригинал (телескоп XEUS), а в другом - формование пластмассы на основе эпоксидной смолы в качестве промежуточного слоя (программа CONSTELLATION-X). Оба этих процесса проводят при низких температурах, не превышающих 100°С.
Для изготовления сегментированных рентгеновских зеркал описанными выше новыми методами воспроизведения конфигурации оригинала требуется использовать предварительно отформованные стеклянные подложки. Сказанное относится и к зеркалам, которые предполагается использовать в телескопе CONSTELLATION-X в рамках проекта НАСА (Национальное управление по аэронавтике и исследованию космического пространства), и к зеркалам, которые предполагается использовать в телескопе XEUS в рамках проекта ЕКА (Европейское космическое агентство), однако в этом случае речь идет лишь о технологии, альтернативной более предпочтительному методу гальванотехники.
Указанные выше оправки из стеклокерамики Zerodur® не пригодны для использования в качестве форм для изготовления предварительно формуемых стеклянных подложек, поскольку максимальная температура, при которой допустимо применение стеклокерамики Zerodur®, составляет порядка 600°С, тогда как определенные ограничения на ее применение накладываются уже начиная с температуры 130°С.
Однако для рентабельного формования подложек зеркал требуется нагрев до температур, которые отчасти существенно превышают 600°С.
Вместе с тем из спеченной керамики невозможно изготовить формы, что прежде всего относится к крупногабаритным формам, которые удовлетворяли требованиям, предъявляемым к точности их геометрической формы и прецизионности (предпосылкой чего является, например, отсутствие пор в материале).
В отличие от этого выполнение форм из кварца связано с высокими затратами и ограничено изготовлением форм лишь небольших размеров.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ формования стекла и стеклокерамики, который был бы пригоден прежде всего для изготовления подложек зеркал и который позволял бы изготавливать формованные изделия максимально рентабельным и рациональным путем с необходимой точностью, при которой допуск на погрешность формы составлял бы порядка 30 мкм или менее. Еще одна задача изобретения состояла в разработке соответствующего способа изготовления опорной формы или формы для моллирования, пригодной для применения в указанных выше целях.
В отношении опорной формы или формы для моллирования, предназначенной для горячего формования стекла или стеклокерамики, указанная задача решается согласно изобретению благодаря тому, что такую опорную форму предлагается изготавливать в виде стеклокерамической формы литьем исходного стекла, которое при термической обработке превращается в кеатитную стеклокерамику с преобладающей кеатитной фазой.
В отношении способа формования стекла или стеклокерамики поставленная в изобретении задача решается благодаря тому, что формованное изделие получают за счет деформирования заготовки под действием ее собственного веса и ее опускания на изготовленную описанным выше путем опорную форму из кеатитной стеклокерамики при температуре выше температуры фазового превращения материала заготовки.
В соответствии с этим удается полностью решить задачу, положенную в основу настоящего изобретения.
Изготовленная предлагаемым в изобретении способом опорная форма из стеклокерамики с преобладающей кеатитной фазой обладает высокой термостойкостью, которая сохраняется до температур порядка 1000°С, и при этом способна кратковременно выдерживать даже более высокие температуры. Благодаря этому предлагаемую в изобретении опорную форму можно использовать в методе моллирования для горячего формования, например, боросиликатного стекла при температурах, которые значительно превышают температуру его фазового превращения. Подобный подход позволяет достичь высококачественного воспроизведения изготавливаемым таким путем формованным изделием конфигурации формы из кеатитной стеклокерамики. При использовании традиционных форм, изготовленных из стеклокерамики Zerodur®, в которой основной кристаллической фазой является кристаллический твердый раствор обычного кварца, достичь столь высокого качества невозможно. В отличие от спеченной керамики обычных типов кеатитная стеклокерамика практически не имеет пор и благодаря этому обладает хорошей полируемостью. Наличие же пор на поверхности формы могло бы привести к образованию у стеклянной подложки нежелательных дефектов в процессе ее моллирования. Предлагаемый в изобретении способ позволяет избежать подобных дефектов.
Кеатитная стеклокерамика, температурный коэффициент расширения которой при температурах от 20 до 700°С лежит в интервале примерно от 1×10-6 до 3×10-6/К, наиболее пригодна для формования боросиликатных стекол, поскольку их температурный коэффициент расширения составляет от 3×10-6 до 4×10-6/К. В отличие от этого стеклокерамика Zerodur®, которая обладает более низким температурным коэффициентом расширения, составляющим при температурах от 20 до 700°С примерно 0,2×10-6/К, менее пригодна для применения в указанных целях из-за большего несоответствия ее температурного коэффициента расширения температурным коэффициентам расширения боросиликатных стекол.
Предлагаемый в изобретении новый способ горячего формования стекла или стеклокерамики с использованием формы из кеатитной стеклокерамики позволяет значительно повысить прецизионность изготовления этим способом формованных изделий и одновременно с этим является существенно более простым в осуществлении, а также исключает необходимость в проведении сложного и трудоемкого метода формования, основанного на гальваническом осаждении никеля на оригинал.
Формованное изделие можно в его еще сохраняющем прозрачность состоянии сначала вновь охлаждать до комнатной температуры для контроля его качества (наличие или отсутствие раковин, включений, неоднородностей, свилей и иных дефектов). При этом при наличии особо высоких требований, предъявляемых к однородности материала формованного изделия, возможен даже его контроль с помощью интерферометра.
Превращение в кеатитную стеклокерамику можно обеспечить на последующей стадии термической обработки.
Использование в качестве исходного сырья, из которого изготавливают предлагаемую в изобретении форму из кеатитной стеклокерамики, литых блоков из термически необработанного (сырого) стекла позволяет также изготавливать из них крупногабаритные формы большой толщины. При этом с увеличением толщины формы возрастает ее жесткость и повышается ее формоустойчивость (способность сохранять приданную форму). Использовать же в подобных целях кварц, который потенциально является альтернативным материалом, не представляется возможным вовсе либо возможно лишь при значительном увеличении производственных расходов.
Предлагаемым в изобретении способом можно также изготавливать высокостабильные формы из кеатитной стеклокерамики больших размеров. Так, например, этим способом можно изготавливать формы диаметром 8 м и толщиной 20 см или более.
Кеатитная стеклокерамика обладает высокой долговременной стабильностью и высокой стойкостью к химическому воздействию окружающей среды. Известный для стеклокерамики Zerodur® эффект гистерезиса у кеатитной стеклокерамики не проявляется.
В принципе в стеклокерамику, содержащую в качестве основных кристаллических фаз кристаллические твердые растворы обычного кварца и/или кристаллические твердые растворы кеатита, можно превращать, как это известно, стекла системы Li2O-Al2O3-SiO2 (см. ЕР-А 1170264). Подобную стеклокерамику изготавливают в несколько различных стадий. Материал после его плавления и горячего формования обычно охлаждают до температуры ниже температуры его фазового превращения. Затем исходное стекло путем управляемой кристаллизации превращают в стеклокерамическое изделие. Такой процесс превращения в стеклокерамику представляет собой многостадийную термическую обработку, при которой сначала при температуре, которая, как правило, лежит в интервале от 600 до 800°С, образуются центры кристаллизации, обычно из смешанных кристаллов TiO2 или ZrO2/TiO2. В образовании центров кристаллизации может также участвовать SnO2. При последующем повышении температуры до температуры кристаллизации, составляющей примерно от 750 до 900°С, на таких центрах кристаллизации растут смешанные кристаллы обычного кварца. При этом объемное соотношение между кристаллической фазой, состоящей из смешанных кристаллов обычного кварца, и фазой, состоящей из стекла, можно регулировать таким образом, чтобы температурный коэффициент расширения готового материала был близок к 0. Обычно таким температурным коэффициентом расширения обладает материал, в котором на долю кристаллического твердого раствора обычного кварца приходится примерно 80%, а на долю остаточного стекла приходится примерно 20%.
При дальнейшем же повышении температуры до значений, составляющих примерно от 900 до 1200°С, кристаллические твердые растворы обычного кварца превращаются в кристаллические твердые растворы кеатита (ЕР-А 1170264). Подобное превращение смешанных кристаллов обычного кварца в смешанные кристаллы кеатита сопровождается ростом кристаллов, т.е. увеличением размера кристаллитов, в результате чего увеличивается коэффициент светорассеяния, т.е. постепенно снижается коэффициент светопропускания. По этой причине стеклокерамическое изделие постепенно теряет прозрачность. Согласно указанной выше заявке ЕР-А 1170264 предусмотрен кратковременный нагрев стеклокерамики до температуры порядка 1100°С или выше, в результате чего она превращается в керамику с преобладающей фазой кристаллического твердого раствора кеатита внутри и фазой кристаллического твердого раствора обычного кварца в приповерхностном слое.
Однако решение, которое лежит в основе предлагаемого в изобретении способа, не является очевидным исходя из рассмотренной выше технологии, поскольку возможность использования изготовленных по ней формованных изделий в качестве форм для горячего формования стекла или стеклокерамики до настоящего времени не рассматривалась. Наличие у стеклокерамического изделия не обладающей достаточной стабильностью фазы кристаллического твердого раствора обычного кварца в приповерхностном слое противоречило бы применению этого изделия в указанных выше целях. Более того, изготовленные по такой технологии формованные изделия используются в полупрозрачном или непрозрачном виде в качестве нагревательных поверхностей электрических кухонных плит или в качестве кухонной посуды, а в прозрачном виде используются в качестве противопожарного стекла, каминных смотровых стекол, кухонной посуды или окон для пиролизных печей.
Предлагаемую в изобретении форму из стеклокерамики можно изготавливать способом, включающим следующие стадии:
- литье литий-алюмосиликатного исходного стекла в форму,
- выдержку для образования центров кристаллизации при температуре образования центров кристаллизации, составляющей примерно от 600 до 900°С,
- выдержку для получения кеатитной стеклокерамики при температуре образования кеатита, составляющей примерно от 800 до 1300°С, до практически полного превращения кристаллической фазы в смешанные кристаллы кеатита,
- охлаждение полученной таким путем стеклокерамической формы до комнатной температуры.
В принципе в описанном выше способе после выдержки при температуре образования центров кристаллизации материал сначала можно выдерживать для кристаллизации при более высокой температуре кристаллизации и лишь затем дополнительно повышать температуру для максимально полного превращения образовавшихся ранее смешанных кристаллов обычного кварца в смешанные кристаллы кеатита.
После литья исходного стекла либо после выдержки при температуре образования центров кристаллизации или температуре кристаллизации полученное таким путем изделие, пока оно еще сохраняет прозрачность, сначала можно подвергнуть контролю с целью проверить качество его внутренней структуры (на наличие или отсутствие раковин, включений, неоднородностей, свилей и иных дефектов) и лишь после этого подвергать последующему превращению выдержкой при следующей, более высокой температуре с получением в результате непрозрачного изделия.
Исходное стекло можно сначала выдерживать при температуре образования центров кристаллизации, а затем при температуре кристаллизации с получением в результате стеклокерамики, которая в качестве преобладающей кристаллической фазы содержит обычный кварц. Так, например, для получения стеклокерамики Zerodur® из исходного стекла можно сначала получить стеклокерамику Zerodur®, в которой преобладает фаза смешанных кристаллов обычного кварца и температурный коэффициент расширения которой составляет примерно 0±0,15×10-6/К. Путем последующего нагрева до более высокой температуры, при которой происходит образование кеатита, и выдержки при этой температуре образовавшиеся ранее смешанные кристаллы обычного кварца можно практически полностью превратить в смешанные кристаллы кеатита.
Альтернативно этому можно также не проводить стадию промежуточного охлаждения или же после выдержки при меньшей температуре образования центров кристаллизации, составляющей примерно от 650 до 850°С, сразу же нагревать материал до более высокой температуры, необходимой для образования кеатита и составляющей примерно от 800 до 1300°С.
Помимо этого процесс можно проводить в три стадии путем первоначальной выдержки при температуре образования центров кристаллизации, составляющей примерно от 650 до 850°С, последующей выдержки при температуре кристаллизации, составляющей примерно от 750 до 900°С (для образования кристаллической фазы обычного кварца), и заключительной выдержки при температуре образования кеатита, составляющей примерно от 850 до 1300°С, для превращения смешанных кристаллов обычного кварца в смешанные кристаллы кеатита.
Для образования кеатита материал предпочтительно выдерживать при температуре, составляющей по меньшей мере 900°С, более предпочтительно по меньшей мере 1000°С, в течение по меньшей мере одного часа, прежде всего в течение по меньшей мере двух часов, наиболее предпочтительно в течение примерно четырех часов.
При еще более высокой температуре продолжительность выдержки при такой температуре можно соответственно сократить.
В соответствии с предлагаемым в изобретении способом материал для образования кеатита предпочтительно выдерживать при такой температуре и в течение такого промежутка времени, чтобы обеспечить практически полное превращение предшествующей кристаллической фазы в кеатит. При этом предпочтительно обеспечить возможность превращения в смешанные кристаллы кеатита по меньшей мере примерно 80 об.%, более предпочтительно примерно 85 об.%, наиболее предпочтительно по меньшей мере примерно 90 об.% кристаллической фазы материала.
По завершении процесса в полученном материале при любых условиях может все еще присутствовать некоторое количество состоящей из остаточного стекла фазы, в которой сосредоточены не растворимые в кристаллических твердых растворах обычного кварца компоненты, например Na2O и оксиды щелочноземельных металлов, такие как CaO, SrO и ВаО. Предпочтительно, однако, чтобы возможно присутствующая состоящая из остаточного стекла фаза была представлена в виде включений, внедренных в структуру, которая преимущественно состоит из смешанных кристаллов кеатита.
При наличии подобной структуры обеспечиваются необходимые для горячего формования стекол формоустойчивость и термостойкость при температуре, лежащей в интервале от 550 до примерно 1000°С. При еще большем содержании во всем объеме формованного изделия фазы, состоящей из смешанных кристаллов обычного кварца, или фазы, состоящей из остаточного стекла, при определенных условиях возможно ухудшение формоустойчивости и термостойкости при температуре выше 600°С или при более высокой температуре.
В соответствии с одним из предпочтительных вариантов осуществления изобретения стеклокерамическую форму после литья исходного стекла и/или после выдержки при заданной температуре подвергают механической обработке, прежде всего шлифованию, полированию или доводке.
Подобная механическая обработка по известным методам обработки стекол (осуществляемая обычно на станках с ЧПУ типа CNC) обеспечивает необходимое качество поверхности формованного изделия и точность его формы. Качество формованного изделия наиболее просто проконтролировать еще до превращения его материала в непрозрачную керамику в состоянии, в котором он еще сохраняет прозрачность.
Согласно еще одному предпочтительному варианту осуществления изобретения процессу деформирования заготовки с ее опусканием на стеклокерамическую опорную форму способствуют за счет создания разрежения или повышенного давления. В этом случае удается соблюсти особо высокую точность формы изделия с допуском менее 10 мкм.
В соответствии еще с одним вариантом осуществления изобретения заготовку перед ее деформированием и опусканием на стеклокерамическую опорную форму предлагается подвергать финишной обработке с обеих сторон, предпочтительно полированию. Подобная обработка позволяет достичь особо высокого качества и высокой точности изготовленного формованного изделия.
Согласно следующему предпочтительному варианту осуществления изобретения деформированию и опусканию на стеклокерамическую опорную форму подвергают при температуре примерно от 550 до 850°С заготовку из боросиликатного стекла, предпочтительно из стекла Borofloat®, стекла Duran® или стекла Pyrex®. В соответствии с этим вариантом для изготовления подложек рентгеновских зеркал предлагается таким образом использовать предпочтительные свойства боросиликатного стекла, поскольку оно проявляет особо малую склонность к кристаллизации и допускает возможность его наиболее эффективной переработки в указанном температурном интервале. При этом предпочтительно работать при температуре, которая существенно превышает температуру фазового превращения стекла конкретного типа, что даже при меньшей продолжительности выдержки при такой температуре обеспечивает получение формованного изделия с высокой точностью формы и высоким качеством поверхности.
В соответствии еще с одним вариантом осуществления изобретения формованное изделие после его формования предлагается охлаждать с малой скоростью, которая предпочтительно составляет максимум 1 К/мин, более предпочтительно максимум 0,5 К/мин, наиболее предпочтительно 0,25 К/мин, особо предпочтительно примерно 0,1 К/мин. Охлаждение в подобном режиме позволяет получить формованное изделие с исключительно малыми внутренними напряжениями и с высокой точностью формы.
Для получения формованных изделий особо высокого качества заготовку предпочтительно формовать в чистых окружающих условиях.
Согласно следующему предпочтительному варианту осуществления изобретения поверхность контакта заготовки со стеклокерамической формой образует тыльную сторону изготавливаемого из этой заготовки зеркала. В соответствии с этим возможные дефекты поверхности, которые могут возникнуть в процессе изготовления подложки зеркала, оказываются у готового зеркала с его тыльной стороны, т.е. с наименее значимой его стороны.
В соответствии со следующим предпочтительным вариантом осуществления изобретения стеклокерамическую форму предлагается выполнять вогнутой в том случае, если ее температурный коэффициент расширения меньше температурного коэффициента расширения заготовки. Таким более низким по сравнению со стеклокерамической формой температурным коэффициентом расширения обладают обычно используемые в качестве формуемых заготовок боросиликатные стекла.
При этом вогнутая форма, если с ее помощью предполагается изготавливать изделия, используемые в качестве подложек рентгеновских зеркал, может иметь конический, гиперболический или параболический профиль (вольтеровский профиль).
Если же температурный коэффициент расширения стеклокерамической формы больше температурного коэффициента расширения заготовки, то такую форму предпочтительно выполнять выпуклой.
Формованное изделие для повышения качества его поверхности в максимально возможной степени можно после его формования подвергать финишной обработке, предпочтительно полированию.
В последующем на формованное изделие, если его предполагается использовать в качестве подложки зеркала, можно нанести отражающее покрытие.
В качестве исходного стекла для изготовления формы из кеатитной стеклокерамики предпочтительно использовать стекло, в состав которого входят следующие компоненты (в мас.%):
При этом в качестве исходного предпочтительно использовать стекло, в состав которого входят следующие компоненты (в мас.%):
Использование подобного литий-алюмосиликатного исходного стекла обеспечивает целевое преимущественное образование кеатитной фазы в изделии из кеатитной стеклокерамики. Содержание в таком стекле оксида кремния, оксида алюминия и оксида лития должно лежать в указанных выше пределах, чтобы обеспечить легкую кристаллизацию и малое термическое расширение готовой формы. Эти компоненты входят в состав смешанных кристаллов кеатита. Содержание Al2O3 в исходном стекле по возможности должно превышать 19,8 мас.%, поскольку в противном случае создаются благоприятные условия для нежелательного образования в больших количествах остаточных смешанных кристаллов обычного кварца с высоким содержанием в них SiO2. Слишком же высокое содержание Al2O3 в исходном стекле может привести к нежелательному расстеклованию муллита. Оксид бора предпочтительно не добавлять вовсе либо его можно добавлять лишь в малых количествах, поскольку более высокое содержание оксида бора в исходном стекле отрицательно сказывается на процессе его кристаллизации, В качестве еще одного компонента в состав исходного стекла можно добавлять P2O5. Для кристаллизации к исходному стеклу необходимо добавлять ZrO2 или TiO2, которые служат инициаторами кристаллизации. Вместо этих компонентов или в дополнение к ним в исходное стекло можно также добавлять SnO2. Добавление к исходному стеклу щелочных металлов в виде Na2O, К2О, Cs2O, а также щелочноземельных металлов в виде CaO, SrO, BaO позволяет улучшить способность стекла плавиться и характеристики его расстекловывания в процессе получения стеклокерамики. Аналогичное действие оказывают и MgO и ZnO. В процессе изготовления стеклокерамики можно добавлять обычные осветлители, такие как As2O3, Sb2O3, SnO2, СеО2, сульфатные или хлоридные соединения, например NaCl. Помимо этого в состав исходного стекла можно добавлять в указанных выше количествах окрашивающие оксиды, такие, например, как V2O5, Cr2О3, MnO, Fe2О3, СоО, NiO и иные оксиды.
Предпочтительно использовать состав, который соответствует известному составу материала Zerodur® или материала Zerodur-M®, выпускаемого фирмой Schott Glas, Германия. Помимо этого в качестве исходного стекла можно использовать стеклокерамику иных близкородственных типов, например Ceran®, Robax®, Clearceram®, Neoceram® и Astrositall®.
Как уже упоминалось выше, предлагаемая в изобретении форма из кеатитной стеклокерамики наиболее пригодна для изготовления формованных изделий из стекла, используемых в производстве рентгеновских зеркал, прежде всего для телескопов, методом моллирования.
Получаемые из стекла подложки рентгеновских зеркал обладают особыми преимуществами перед изготовленными из иных материалов подложками, проявляющимися в их высокой собственной жесткости, малом термическом расширении, низкой плотности и тем самым в возможности их изготовления большей толщины при той же массе, хорошей полируемости, а также в возможности их изготовления в виде крупногабаритных изделий и в возможности их простой обработки существующими методами. Помимо этого по завершении процесса формования можно измерить внутренние напряжения в прозрачных формованных изделиях. Внутренние напряжения в подложке зеркала могут привести к ее деформированию, искривлению или короблению, в результате чего сегментам зеркала уже невозможно будет придать необходимый прецизионный контур. Наличие у изготовленных формованных изделий прозрачности позволяет проверять качество внутренней структуры стекла по всей его толще.
Следует отметить, что рассмотренные выше и в последующем описании отличительные особенности изобретения могут использоваться не только в их указанной в каждом конкретном случае комбинации, но и в любых иных сочетаниях или по отдельности, не выходя при этом за объем изобретения.
Другие отличительные особенности и преимущества изобретения рассмотрены ниже на примере предпочтительных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
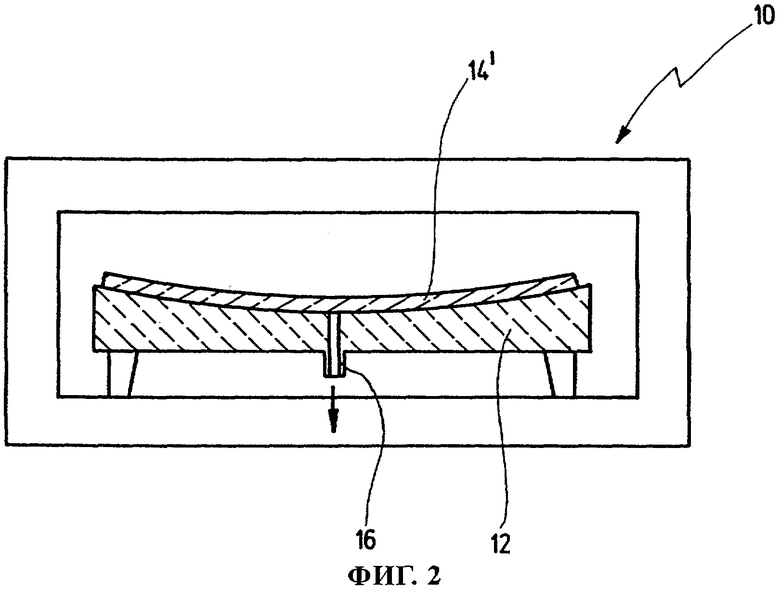
на фиг.1 - схематичное изображение устройства для вакуумного моллирования с использованием предлагаемой в изобретении стеклокерамической опорной формы перед процессом формования и
на фиг.2 - показанное на фиг.1 устройство по завершении процесса формования, в ходе которого заготовка деформировалась под воздействием температуры при одновременном создании разрежения и опустилась на рабочую поверхность опорной формы.
В соответствии с изобретением форму для горячего формования стекла или стеклокерамики изготавливают в виде стеклокерамической формы литьем исходного стекла, которое в результате его термической обработки превращается в кеатитную стеклокерамику с преобладающей кеатитной фазой. При этом в качестве исходного можно использовать стекло, в состав которого предпочтительно входят следующие компоненты (в мас.%):
Исходное литий-алюмосиликатное стекло указанного выше состава сначала расплавляют, необязательно с добавлением обычных осветлителей, и отливают в форму.
Затем отлитую заготовку можно, например, сначала охладить до комнатной температуры и после этого подвергнуть контролю с целью проверить качество ее поверхности и качество ее внутренней структуры на наличие возможных включений, например пор, усадочных раковин, свилей и иных дефектов, и необязательно подвергнуть дополнительной механической обработке шлифованием, полированием или доводкой.
Далее отлитую заготовку сначала для образования центров кристаллизации выдерживают при температуре образования центров кристаллизации, составляющей от примерно 600 до 900°С, предпочтительно от примерно 600 до 800°С. При этом на основе инициаторов кристаллизации TiO2, ZrO2 или SnO2 в большом количестве образуются центры кристаллизации. Вместо этого отлитую заготовку можно также сначала охладить примерно до комнатной температуры, что равным образом сопровождается образованием центров кристаллизации. Собственно кристаллизация, т.е. рост центров кристаллизации, с образованием кристаллической фазы происходит лишь при последующей выдержке при более высокой температуре. Подобный процесс может протекать сначала в интервале температур, пригодном для образования кристаллической фазы обычного кварца, т.е. в интервале температур примерно от 700 до 900°С. Если затем изделие охладить до комнатной температуры, то полученная в результате стеклокерамика будет содержать в качестве преобладающей кристаллической фазы смешанные кристаллы обычного кварца. При последующем нагреве подобной стеклокерамики до более высокой температуры, необходимой для образования кеатита, т.е. до температуры в пределах от примерно 800 до 1300°С, предпочтительно до температуры, составляющей по меньшей мере 1000°С, произойдет практически полное превращение образовавшихся ранее смешанных кристаллов обычного кварца в смешанные кристаллы кеатита с одновременным ростом зерен. При этом выдержку при температуре образования кеатита предпочтительно проводить при достаточно высокой температуре и в течение достаточно длительного промежутка времени с целью обеспечить по возможности полное превращение образовавшейся ранее кристаллической фазы в фазу, состоящую их смешанных кристаллов кеатита. Обеспечить подобное полное превращение можно, например, выдержкой при температуре примерно 1000°С в течение по меньшей мере одного часа, например в течение четырех часов.
После этого изделие охлаждают до комнатной температуры.
В другом варианте кеатитную стеклокерамику можно также получать без промежуточного охлаждения, для чего изделие после выдержки при температуре образования центров кристаллизации сразу же нагревают до более высокой температуры, необходимой для образования кеатита, и выдерживают при этой температуре в течение достаточного периода времени. Поскольку, однако, при этом изделие становится непрозрачным, последующий (визуальный) контроль качества внутренней структуры изготовленной таким путем формы из кеатитной стеклокерамики затрудняется.
Температурный коэффициент расширения полученной в результате кеатитной стеклокерамики при температуре от 20 до 700°С составляет примерно от 1×10-6 до 3×10-6/К, предпочтительно, однако, примерно 2,0×10-6/К.
При изготовлении подложек зеркал, прежде всего рентгеновских зеркал для телескопов, необходимо учитывать различия в коэффициентах расширения выполненной из кеатитной стеклокерамики формы, конфигурация рабочей поверхности которой является обратным отображением поверхности, которую должна иметь готовая стеклянная подложка зеркала, и самой этой подложки и в соответствии с этим придавать рабочей поверхности формы определенный контур. При этом предпочтительно, чтобы разница между обоими этими коэффициентами расширения была минимальной, что можно обеспечить за счет регулирования температурного коэффициента расширения формы из кеатитной стеклокерамики варьированием условий и параметров процесса ее изготовления. Если температурный коэффициент расширения формы превышает температурный коэффициент расширения формуемого в ней стекла, то предпочтительно использовать форму с выпуклой рабочей поверхностью. И наоборот, если температурный коэффициент расширения формы меньше температурного коэффициента расширения формуемого в ней стекла, как это имеет место, например, при применении боросиликатного стекла, то следует использовать форму с вогнутой рабочей поверхностью. При формовании высокоточных подложек зеркал в контакт с поверхностью формы предпочтительно приводить ту сторону заготовки, которая у готового зеркала образует его тыльную сторону, во избежание появления обусловленных подобным контактом дефектов на рабочей (отражающей) поверхности зеркала.
Предпочтительными материалами для изготовления подложек зеркал являются боросиликатные стекла (материалы Borofloat®, Duran®, Pyrex®) с малым температурным коэффициентом расширения, составляющим от 3×10-6 до 4×10-6/К. Стеклянную подложку предпочтительно подвергать предварительному полированию с обеих сторон с целью уменьшить колебания в толщине стекла и выравнивания его поверхности. После укладки на форму стеклянной подложки, которая обычно имеет вид плоского листа, ее вместе с формой нагревают с соблюдением определенного режима изменения температуры до температуры, превышающей температуру фазового превращения (температуру стеклования) стекла подложки (Т>Тc). При моллировании боросиликатных стекол определенных типов (например стекла Borofloat®) их необходимо нагревать до температуры, лежащей в интервале от 560 до 760°С. Во избежание появления в стеклянной подложке внутренних напряжений ее предпочтительно охлаждать до комнатной температуры с небольшой скоростью, составляющей порядка 0,5 К/мин. В соответствии с этим необходимо обеспечить достаточно равномерное распределение температуры по объему печи. Помимо этого для получения подложек рентгеновских зеркал с требуемым качеством поверхности следует обеспечить особую чистоту поверхностей взаимного контакта формы и подложки. Поэтому во избежание попадания частиц пыли на эти поверхности процесс моллирования предпочтительно проводить в чистом помещении. Изготовление подложек зеркал моллированием, которое состоит в деформировании нагретых до определенной температуры заготовок под действием их собственного веса, позволяет достичь высокой точности размеров изделия с допуском на них менее 30 мкм. Создание же способствующего подобному процессу разрежения или при необходимости избыточного давления позволяет достичь высокой точности формы изделия с допуском на нее 10 мкм или менее. При моллировании следует учитывать необходимость согласования температуры моллирования с геометрией изготавливаемого по этой технологии изделия. Поэтому температуру моллирования следует согласовывать с толщиной и размерами конкретно изготавливаемого изделия.
Пример
Исходное стекло получали расплавлением следующих входящих в его состав компонентов (в мас.%):
Указанный выше состав соответствует возможному составу стеклокерамики, выпускаемой фирмой Schott Glas под маркой Zerodur®. Из полученного таким путем исходного стекла после его осветления отливали стеклянный блок (блок из термически необработанного или сырого стекла) и затем этот блок путем контролируемой кристаллизации подвергали керамизации с соблюдением определенного режима изменения температуры. При этом заготовку сначала нагревали со скоростью 0,1 К/мин до температуры 730°С, затем выдерживали при этой температуре в 730°С в течение 24 ч, после чего нагревали со скоростью 0,1 К/мин до температуры 850°С, выдерживали при этой температуре в 850°С в течение 48 ч и в завершение медленно охлаждали до комнатной температуры со скоростью 0,1 К/мин.
Для получения высококачественной стеклокерамики без трещин, в которой содержание фазы, состоящей из смешанных кристаллов обычного кварца, находится в требуемых пределах, режим изменения температуры необходимо согласовывать с размерами стеклокерамического блока.
Кристаллизация представляет собой экзотермический процесс, сопровождающийся усадкой материала. Для получения крупных, высококачественных стеклокерамических блоков необходимо обеспечить равномерное распределение температуры по всему объему стеклокерамического блока при допустимом локальном отклонении от средней температуры максимум на 2 К. Так, в частности, процесс керамизации крупных блоков диаметром в несколько метров может длиться, например, до девяти месяцев.
От полученного таким путем стеклокерамического блока, состоящего преимущественно из кристаллической фазы обычного кварца, отрезали заготовку соответствующих размеров, поверхность которой подвергали механической обработке, и затем проверяли качество этой заготовки.
После этого заготовку нагревали со скоростью 1 К/мин до 1000°С и выдерживали при этой температуре в течение четырех часов, после чего в контролируемом режиме охлаждали вновь до комнатной температуры со скоростью 1 К/мин.
Полученная таким путем кеатитная стеклокерамика была полностью непрозрачной и содержала лишь в небольшом количестве остаточное стекло, а кристаллическая фаза в ней практически полностью превратилась в фазу, состоящую из смешанных кристаллов кеатита. Изготовленную таким способом форму для придания ей требуемой конфигурации и качества поверхности подвергали механической обработке и в завершение доводке.
С использованием этой формы в печи, которая показана на фиг.1 и 2 и обозначена общей позицией 10, формовали заготовку из боросиликатного стекла.
Подобная печь 10 представляет собой обычную печь, которая обеспечивает возможность максимально равномерного распределения температуры в ее рабочем пространстве и целенаправленного нагрева и охлаждения находящегося в ней изделия с исключительно малой скоростью нагрева, соответственно охлаждения.
В печи 10 подобного типа заготовку 14 из боросиликатного стекла Borofloat® подвергали моллированию, опуская ее при температуре примерно 650°С без приложения к ней вакуума на предварительно изготовленную форму 12 из кеатитной стеклокерамики.
Погрешность формы поверхности у изделия 14', изготовленного подобным методом моллирования из полированного с обеих сторон листового стекла Borofloat®, составила 30 мкм.
Для дополнительного снижения погрешности формы поверхности изделия до значений, составляющих менее 10 мкм, предпочтительно вакуумное моллирование, как это показано на фиг.1 и 2. При этом у формы 12 из кеатитной стеклокерамики уже в процессе ее изготовления предпочтительно предусматривать один или несколько патрубков 16 для подсоединения к вакуумной линии, которые в процессе последующего горячего формования позволяют создавать между заготовкой стеклянной подложкой 14' и рабочей поверхностью формы разрежение, как это показано на фиг.2. Подобное разрежение способствует более плотному прилеганию заготовки 14 к рабочей поверхности 18 формы 12 из кеатитной стеклокерамики и обеспечивает тем самым получение готового изделия с высокой точностью формы, погрешность которой составляет менее 10 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОЗРАЧНАЯ ЛИТИЙ-АЛЮМОСИЛИКАТНАЯ СТЕКЛОКЕРАМИКА, ИЗГОТОВЛЕННАЯ С ИСПОЛЬЗОВАНИЕМ ЭКОЛОГИЧЕСКИ ПРИЕМЛЕМЫХ ОСВЕТИТЕЛЕЙ | 2011 |
|
RU2585327C2 |
| ВЫСОКООДНОРОДНАЯ СТЕКЛОКЕРАМИЧЕСКАЯ ДЕТАЛЬ | 2015 |
|
RU2681015C2 |
| МАТЕРИАЛ ПОДЛОЖКИ ДЛЯ РЕНТГЕНООПТИЧЕСКИХ КОМПОНЕНТОВ | 2002 |
|
RU2264995C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СТЕКЛА И/ИЛИ СТЕКЛОКЕРАМИКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2246456C2 |
| СТЕКЛОКЕРАМИКА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЗАЩИТНАЯ КОНСТРУКЦИЯ НА ЕЕ ОСНОВЕ | 2001 |
|
RU2176624C1 |
| ЛИТИЙ-СИЛИКАТНАЯ СТЕКЛОКЕРАМИКА | 2017 |
|
RU2710221C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ ЛИТИЙСИЛИКАТНОГО СТЕКЛА И ЛИТИЙСИЛИКАТНОЙ СТЕКЛОКЕРАМИЧЕСКОЙ ЗАГОТОВКИ | 2015 |
|
RU2660849C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ, А ТАКЖЕ ЗАГОТОВКА | 2014 |
|
RU2696587C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ШЕСТИВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2607557C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ОДНОВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2606999C2 |
Изобретение относится к способу формования стекла или керамики, преимущественно для изготовления подложки зеркала. Техническая задача изобретения - повышение термостойкости изготавливаемых изделий до 1000°С. Описан способ формования стекла или стеклокерамики, заключающийся в том, что литьем из исходного стекла, которое при термической обработке превращается в кеатитную стеклокерамику с преобладающей фазой смешанных кристаллов кеатита, изготавливают стеклокерамическую опорную форму (12). С помощью такой опорной формы (12) из кеатитной стеклокерамики можно методом моллирования изготавливать формованные изделия за счет деформирования заготовки (14) под действием ее собственного веса с опусканием на эту опорную форму при температуре выше температуры фазового превращения материала этой заготовки (14). 4 н. и 19 з.п. ф-лы. 2 ил.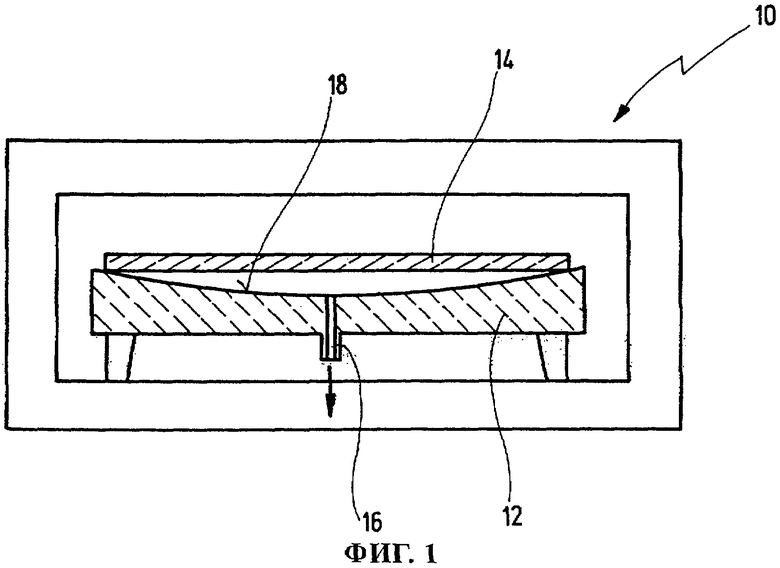
| DE 19938811 А, 28.09.2000 | |||
| ПОРОШКОВОЕ СРЕДСТВО ДЛЯ ПОКРЫТИЙ И СПОСОБ НАНЕСЕНИЯ ОДНОСЛОЙНЫХ НАРУЖНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ | 1994 |
|
RU2150481C1 |
| EP 1170264 A1, 09.01.2002 | |||
| US 4246204 A, 20.01.1981 | |||
| КЛЕТОЧКА ДЛЯ ВАТЕРОВ СУКОННОГО ПРЯДЕНИЯ | 1938 |
|
SU60460A1 |

