Изобретение относится к области получения углеграфитовых материалов и может быть использовано в технологии ядерного топлива.
В настоящее время углеграфитовые материалы нашли применение в высокотемпературных газоохлаждаемых реакторах (ВТГР), в которых тепловыделяющие элементы (твэлы) выполнены в виде углеграфитовой матрицы, содержащей микротвэлы (МТ). МТ представляет собой керн ядерного топлива диаметром 0,2-0,5 мм, покрытый оболочками из пироуглерода и карбида кремния.
После предварительного смешивания МТ, графитового порошка и связующего (каменноугольный пек, фенолформальдегидная смола и др.) заготовки твэлов прессуют и далее подвергают термообработке, в процессе которой происходит полимеризация связующего, карбонизация связующего за счет пиролиза с выделением твердого коксового остатка и газообразных продуктов пиролиза (фенол, оксид углерода, водород и др.). Последней стадией термообработки является нагрев до 1800°С для окончательного удаления газообразных продуктов.
В процессе получения твэлов выход годной продукции снижается в основном вследствие появления трещин в изделиях. Наличие трещин обусловлено внутренним давлением газообразных продуктов, которое в условиях пиролиза смолы вырастает до значительной величины. Так, при термообработке исходной шихты, содержащей 18 мас.% фенолформальдегидной смолы в навеске объемом 10 см3 и массой 10 г, выделяется 1 нормальный литр газообразных продуктов. Если учесть, что пористость заготовки после прессования составляет 40%, то при температуре пиролиза в заготовке развивается давление на уровне 30 МПа.
Кроме того, при нагреве твэлов до 1800°С в процессе термообработки с последующим охлаждением на твэл воздействуют термонапряжения, величина которых составляет 20-40 МПа.
Снижение напряжений в твэлах обеспечивают, варьируя конструкции твэлов (шары, цилиндры, втулки).
Известна конструкция углеграфитового твэла в виде втулки, которую получают, предварительно накатывая на МТ 100% графитового порошка с последующими операциями прессования и термообработки (Suzuki N and an. Present Status of HTGR fuel Fabrication Facility // International Conference on design and Safety of Advanced Nuclear Power Plants, 1992, Tokyo, p.1-9). Недостаток конструкции и соответствующего способа изготовления заключается в невозможности получения регулярной упаковки МТ в твэле. Действительно, при заполнении пресс-формы сферами из МТ с накатанным графитом примерно 40% объема занимают поры, что обусловливает степень деформации при прессовании на уровне 2,5-3,0. Эпюра напряжений при двусторонней деформации неравномерна (максимальные напряжения и соответствующие им деформации реализуются в условиях двустороннего прессования на торцах и боковой поверхности заготовки твэла). Таким образом, высокий уровень деформации заготовки твэла при прессовании и неравномерность напряжений и деформаций в твэле обусловливают неравномерность распределения МТ.
Наиболее близким по технической сущности и решаемой задаче является углеграфитовый цилиндрический твэл, описанный в способе получения углеграфитовых изделий (патент РФ №2230280 от 24.07.2002 г., М кл. G21C 21/02).
Недостаток указанной конструкции, в которой МТ распределены достаточно равномерно, т.к. степень деформации при прессовании составляет 1,8-2,0, заключается в том, что часть МТ контактирует с боковой поверхностью и торцами твэла, если концентрация МТ в твэле составляет 15-30% об. В связи с указанным данная конструкция работоспособна при концентрации МТ на уровне 8-12% об.
В основу настоящего изобретения положена задача снижения брака за счет предотвращения трещинообразования при концентрации МТ в твэлах 15-30% об.
Согласно изобретению задача решается тем, что углеграфитовый цилиндрический твэл, содержащий микротвэлы с покрытиями из пироуглерода и карбида кремния, содержит микротвэлы в эффективном цилиндрическом объеме твэла с радиусом не более (R-r) и высотой не более (h-2r), где R, h - соответственно радиус и высота твэла, r - радиус микротвэла.
Наиболее близким по технической сущности и решаемой задаче получения описанной конструкции твэла является способ получения углеграфитового твэла, заключающийся в предварительной накатке на поверхность МТ покрытия из графита и термоотверждающей смолы с последующими операциями прессования и термообработки (заявка Японии №6-36052 от 12.12.1988 г., М кл. G21C 3/62). Недостаток способа заключается в неравномерной упаковке МТ в твэле и контакте МТ с поверхностью торцов твэла вследствие существенной деформации заготовки в процессе прессования именно в области торцов.
В основу настоящего изобретения положена задача предотвращения контактов МТ с поверхностью твэла.
Согласно изобретению задача решается тем, что предварительно накатывают на микротвэлы графитовый порошок, смешивают графит, микротвэлы и связующее, прессуют и термообрабатывают заготовки твэлов, причем на микротвэлы накатывают 0,3-0,4 долей графита, а 0,03-0,06 долей графита используют как торцевые прокладки.
Предложенные конструкция твэла и способ его получения обосновываются следующим образом. Экспериментально показано, что при концентрации МТ в твэлах 15-30% об. максимальные термонапряжения локализованы в приповерхностной области твэла толщиной порядка радиуса микротвэла. При увеличении толщины поверхностного слоя до 2-3 г происходит существенное увеличение концентрации МТ в эффективном объеме высотой (h-6r) и радиусом (R-3r), что обусловливает существенное снижение расстояния между МТ и тем самым рост напряжений в углеграфитовой матрице. Таким образом, существует оптимальное значение эффективного объема, в котором расположены МТ и максимальное значение этого объема составляет: высота (h-2r), радиус (R-r). При этом величина концентрации МТ по сравнению с устройством-прототипом возрастает незначительно (с 15% об. до 16,3% об. и с 30% об. до 33% об.).
Способ получения предложенного твэла обусловлен тем обстоятельством, что при двустороннем прессовании цилиндрической заготовки с торцов максимальные деформации реализуются в торцевых областях. Вследствие того, что сопротивление деформации у МТ выше, чем у частиц графита, наблюдается выход МТ на поверхность торцов, при этом предварительная накатка графита на МТ не предотвращает контакта МТ с поверхностью торцов. Поэтому 0,03-0,06 долей графита используются как торцевые прокладки при прессовании для предотвращения контакта МТ с поверхностью торцов. Соотношение долей графита 0,3-0,4 для накатки на МТ и 0,54-0,67 для заполнения пор между частицами (МТ с накатанным графитом) позволяет обеспечить минимальную (1,8-2,0) деформацию при прессовании и тем самым максимальную равномерность распределения МТ в твэле.
Предложенные конструкции углеграфитового твэла и способ его получения иллюстрируются следующими примерами:
1. Получали углеграфитовый твэл с конструкцией-прототипом диаметром 12,5 мм, высотой 50 мм, с объемным содержанием МТ диаметром 0,6 мм 15% об.
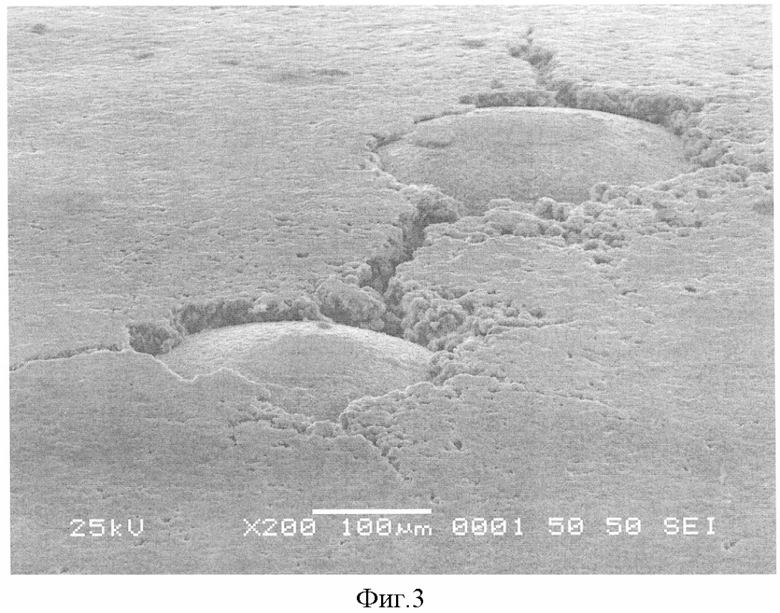
На фиг.1 представлена рентгенограмма кольцевого участка твэла после термообработки при 1800°С. На рентгенограмме длина черных полос соответствует диаметру твэла (12,5 мм). Видно, что МТ контактируют с поверхностью, а в объеме твэла наблюдается существенная неоднородность. На фиг.3 показаны трещины на поверхности твэла, обусловленные контактом МТ с боковой поверхностью.
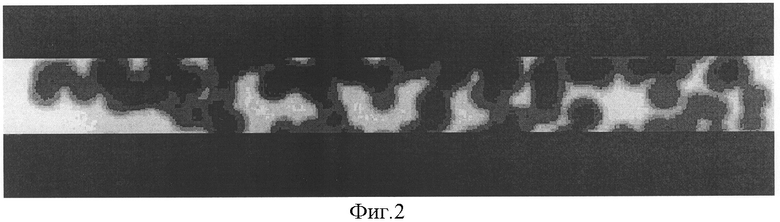
2. Получали углеграфитовый твэл предложенной конструкции диаметром 12,5 мм и высотой 50 мм, с объемным содержанием МТ 15% об. На МТ накатывали 0,3 доли графита, для торцевых прокладок использовали 0,03 доли графита (240 мг). В пресс-форму засыпали 120 мг графита, далее засыпали смесь частиц (МТ с накатанным графитом и графита), после чего засыпали вторую прокладку. На фиг.2 показана рентгенограмма кольцевого участка твэла после термообработки при 1800°С. Видно, что МТ удалены от боковой поверхности твэла на расстояние не менее распада МТ, а неоднородность распределения МТ в объеме снизилась по сравнению с примером 1. Трещин на поверхности твэла не обнаружено.
3. Получали углеграфитовый твэл с конструкцией-прототипом диаметром 12,5 мм, высотой 50 мм, с объемным содержанием МТ 30% об. На МТ накатывали 0,4 доли графита, для торцевых прокладок использовали 0,06 доли графита (400 мг). Указанная величина составляла 400 мг, а не 480 мг, как следует из сравнения примеров 2 и 3, т.к. в примере 3 количество исходного графита было меньше вследствие повышенного содержания МТ в заготовке. После термообработки при 1800°С трещин на поверхности твэла не обнаружено.
Таким образом, предложенные конструкция углеграфитового цилиндрического твэла и способ его получения позволяют получить твэлы с высокой концентрацией МТ без поверхностных дефектов и с удовлетворительной равномерностью распределения МТ в эффективном объеме твэла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения уранграфитового твэла | 2022 |
|
RU2787077C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ВЫСОКОТЕМПЕРАТУРНОГО ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2539352C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2259258C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2230380C2 |
| МИКРОТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2325710C1 |
| СПОСОБ ИССЛЕДОВАНИЯ РАДИАЦИОННОГО ПОВЕДЕНИЯ МИКРОТВЭЛОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2357302C2 |
| МИКРОТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2328783C1 |
| ЯДЕРНЫЙ РЕАКТОР НА БЫСТРЫХ НЕЙТРОНАХ С ЖИДКОМЕТАЛЛИЧЕСКИМ ТЕПЛОНОСИТЕЛЕМ | 2018 |
|
RU2668230C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТОВОГО ПОКРЫТИЯ НА СФЕРИЧЕСКИХ МИКРОТВЭЛАХ | 2022 |
|
RU2790857C1 |
| МИКРОТВЭЛ ДЛЯ СВЕРХВЫСОКОТЕМПЕРАТУРНОГО ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2333551C1 |
Изобретение относится к области получения углеграфитовых материалов и может быть использовано в технологии ядерного топлива. Технический результат заключается в возможности снижения брака за счет предотвращения трещинообразования при концентрации микротвэлов (МТ) в твэлах 15-30% об. Кроме того, технический результат заключается в предотвращении контактов МТ с поверхностью твэла. Согласно изобретению в углеграфитовом твэле, содержащем микротвэлы с защитными покрытиями из пироуглерода и карбида кремния, микротвэлы расположены в эффективном цилиндрическом объеме твэла с радиусом не более (R-r) и высотой не более (h-2r), где R, h - соответственно радиус и высота твэла, r - радиус микротвэла. Для получения углеграфитового цилиндрического твэла используют способ, включающий предварительную накатку графита на микротвэлы, смешение микротвэлов, графита и связующего, прессование и термообработку. При этом 0,3-0,4 долей графита накатывают на микротвэлы, а 0,03-0,06 долей графита используют как торцевые прокладки. 2 н.п. ф-лы, 3 ил.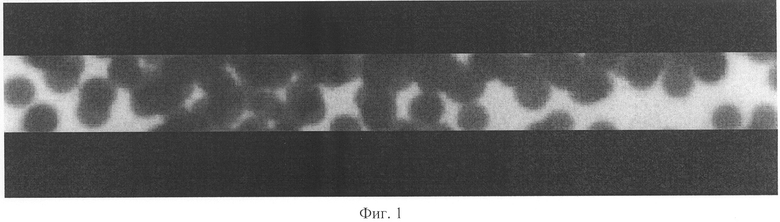
| RU 2059300 C1, 27.04.1996 | |||
| RU 2066485 C1, 10.09.1996 | |||
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2170956C1 |
| ТВЭЛ ДЛЯ ВОДО-ВОДЯНЫХ ЭНЕРГЕТИЧЕСКИХ РЕАКТОРОВ | 1996 |
|
RU2112287C1 |
| Устройство для ступенчатой развертки луча электронно-лучевой трубки | 1985 |
|
SU1265974A1 |
| US 3960994 A, 01.06.1976 | |||
| Устройство для охлаждения масла двигателя внутреннего сгорания | 1984 |
|
SU1229388A1 |
| Устройство для флотационной очистки сточных вод | 1987 |
|
SU1432444A1 |
| US 3439073 A, 15.04.1969. | |||

