Изобретение относится к области получения углеграфитовых материалов и может быть использовано в технологии ядерного топлива, например, при получении уранграфитовых тепловыделяющих элементов (твэлов).
В настоящее время уранграфитовые твэлы нашли применение в высокотемпературных газоохлаждаемых реакторах (далее - ВТГР), в которых твэлы выполнены в виде углеграфитовой матрицы, содержащей микротвэлы (далее - МТ). МТ представляет собой керн ядерного топлива диаметром 0,2-0,5 мм, покрытый оболочками из пироуглерода и карбида кремния. После предварительного смешивания МТ, графитового порошка и связующего (каменноугольный пек, фенолформальдегидная смола и др.), заготовки твэлов прессуют и далее подвергают термообработке, в процессе которой происходит полимеризация связующего и его карбонизация (пиролиз связующего с выделением твердого коксового остатка и газообразных продуктов разложения, таких как: фенол, оксид углерода, водород и др.).
В процессе получения углеграфитовых изделий на стадии карбонизации происходит формоизменение заготовок с уменьшением их размеров. При этом графитовая матрица испытывает локальные сжатия и растяжения, приводящие к искривлению твэлов и образованию трещин на их поверхности. Искривление заготовок можно компенсировать путем нанесения на полученную заготовку дополнительного слоя из зерен кокса с последующей термообработкой до 2000°С (DE 3435863, МПК G21C 3/22, G 21С 21/04). Однако этот способ не исключает возможности образования трещин.
Известен способ получения углеграфитовых изделий путем проведения всех процессов термообработки (полимеризации связующего, карбонизации, высокотемпературной обработки) в пресс-формах под давлением (DE 19837969, МПК G21C 21/00). Недостаток этого способа заключается в сложности аппаратурного оформления процесса, обусловленной коррозией пресс-форм при высокотемпературной обработке. Кроме того, этот способ неприемлем при крупномасштабном изготовлении изделий (сотни, тысячи шт.), так как требует такого же большого количества пресс-форм.
Известен способ получения углеграфитового цилиндрического твэла путем прессования смеси графитового порошка со связующим и сферических МТ с предварительно нанесенным на них покрытием из графитового порошка (RU 2314581, МПК G21C 21/02, G21C 3/326). По этому способу перед приготовлением шихты на МТ предварительно накатывают графитовый порошок, смешивают оставшийся графит, МТ и связующее, прессуют и термообрабатывают заготовки твэлов, причем на МТ накатывают 0,3-0,4 долей графита, а 0,03-0,06 долей графита используют как торцевые прокладки. Полученные таким образом твэлы в основном не имеют выходов МТ на поверхность твэла. При реализации этого способа были получены углеграфитовые цилиндрические твэлы, содержащие МТ с диаметром, не превышающим 600 мкм. Недостатком этого способа является то, что при использовании МТ диаметром более 600 мкм (~ 900 мкм) у топливных компактов, прошедших термообработку при 600-800°С, наблюдались трещины на поверхности. Известно, что с учетом высоких требований, предъявляемых к МТ для ВТГР, топливные микросферы на основе диоксида урана должны иметь номинальный диаметр 500+/-50 мкм. С другой стороны, с учетом четырехслойного защитного пироуглеродного и карбидокремниевого покрытия диаметр микротвэл для ВТГР составляет ~ 900-1000 мкм (Атомная Энергия. Том 87, вып. 6 - 1999, стр. 452-453).
Решение проблемы трещинообразования было предложено в способе получения углеграфитовых изделий, который заключается в том, что готовят смесь из графитового порошка, связующего и МТ. Полученную смесь подвергают предварительному прессованию, затем осуществляют термообработку, в процессе которой периодически снижают температуру изделий в областях фазовых переходов на 10-15°С, а температурный интервал между понижениями температуры выбирают в пределах 20-30°С (RU 2230380, МПК G21C 21/02). Недостатком этого способа является то, что он позволяет получать углеграфитовые цилиндрические твэлы, содержащие не более 9% об. МТ. Увеличение количества МТ в изделиях приводит к повышению локальных напряжений в углеграфитовой матрице при термообработке и делает проблематичным получение изделий без трещин. Кроме того, для определения режима термообработки заготовок требуется применение данных термогравиметрических исследований пиролиза каждой партии связующего, что усложняет процесс получения изделий.
Наиболее близким к заявляемому способу получения уранграфитового твэла по технической сущности и решаемой задаче - прототипом является способ получения углеграфитовых изделий (RU 2259258, МПК B22F 3/12, С04В 35/83). По этому способу углеграфитовые стержни со сферическими МТ получали прессованием заготовки из смеси графита с фенолформальдегидной смолой и МТ, проводили полимеризацию при температуре 70-130°С, в процессе полимеризации давление прессования снижали до нуля, а после окончания процесса полимеризации температуру заготовок поднимали до значения на 40-50°С ниже температуры начала карбонизации, при этом извлечение заготовок из пресс-формы проводили перед операцией карбонизации. Этот способ хорошо себя зарекомендовал при объемном содержании МТ в изделии не более 12% об. Однако, при увеличении объемного содержании МТ и длины изделия, в получаемых топливных компактах наблюдается трещинообразование и искривление.
Задача и достигаемый при использовании изобретения технический результат - снижение брака за счет предотвращения трещинообразования и искривлений при изготовлении цилиндрического уранграфитового твэла для ВТГР с увеличенной объемной долей МТ (более 20% об.).
Согласно изобретению, задача решается тем, что в способе, включающем получение шихты путем смешивания порошка графита, МТ и фенолформальдегидной смолы, формование заготовок путем прессования, температурную обработку в пресс-форме, извлечение заготовки из пресс-формы, карбонизацию смолы и высокотемпературную термообработку, перед приготовлением шихты МТ предварительно покрывают слоем порошка графита толщиной не менее 0,25 диаметра МТ, температурную обработку в пресс-форме осуществляют под давлением 10-15 МПа, которое снимают по достижении температуры 250-300°С перед извлечением заготовок из пресс-форм.
В частных случаях осуществления изобретения:
- в качестве графитового порошка для приготовления шихты, а также для получения покрытия на МТ может быть использована смесь порошков природного и синтетического графита в соотношении 1:(2-4), поскольку введение природного графита улучшает прессуемость заготовок и увеличивает теплопроводность в готовом изделии;
- перед прессованием заготовки пресс-форму с шихтой прогревают до температуры 70-100°С для размягчения связующего и снижения усилия прессования.
Полимеризацию связующего (фенолформальдегидной смолы) осуществляют в пресс-форме под давлением в диапазоне 10-15 МПа при нагревании до температуры 250-300°С. Давление снимают по достижении температуры 250-300°С перед извлечением заготовок из пресс-форм. В отличие от прототипа, где полимеризацию связующего в заготовках заканчивают при 130-150°С, увеличение температуры полимеризации в заявляемом способе и проведение ее под давлением 10-15 МПа способствует релаксации напряжений в заготовках и позволяет существенно снизить трещинообразование в них при осуществлении процесса карбонизации.
Кроме того, покрытие МТ слоем графита обеспечивает равномерное распределение МТ в пресс-форме и получаемой заготовке, что обуславливает одинаковую усадку углеграфитовой матрицы и, тем самым, минимизирует возникновение напряжений в ней и способствует уменьшению трещинообразования и искривления заготовок при карбонизации. Нанесение слоя графитового порошка на МТ толщиной не менее 0,25 их диаметра позволяет исключить контакты МТ между собой в процессе прессования заготовок, что позволяет получать углеграфитовые твэлы с МТ 30-35% мас.(25-30% об.) без дефектов поверхности.
После извлечения заготовки из пресс-формы проводят ее термообработку (осуществляют карбонизацию) в инертной среде (аргон) при нагревании до 800°С. Высокотемпературную обработку проводят в вакууме нагреванием до температуры 1800°С.
Осуществление изобретения.
Шихту для формования уранграфитового цилиндрического твэла готовили путем смешивания порошка графита, фенолформальдегидной смолы и МТ, предварительно покрытых слоем графита.
В качестве порошка графита для приготовления шихты использовали смесь из порошков природного и искусственного графита с размерами частиц 5-100 мкм, которую брали в соотношении 1:(2-4), например, 20% мас.и 80% мас., соответственно.
В качестве термоотверждаемого связующего применяли фенолформальдегидную смолу марки СФП-11А (15% мас.), измельченную до 50-100 мкм и растворенную в этиловом спирте.
МТ представляли собой сферы диаметром D=800-900 мкм, содержащие топливный керн из диоксида урана диаметром 400 мкм и четыре оболочки: пироуглерод плотностью 1,0 г/см3, пироуглерод плотностью 1,8 г/см3, карбид кремния плотностью 3,2 г/см3, пироуглерод плотностью 1,8 г/см3.
Покрытие МТ слоем порошка графита толщиной s≥0,25 D микротвэла осуществляли методом вибронакатки также смесью порошков природного (20% мас.) и искусственного графита марки МПГ-6 (80% мас.). Количество МТ в шихте для прессования заготовок выбирали из расчета 30-35% мас., что соответствует 25-30% об. в готовом твэле.
Заготовки цилиндрических уранграфитовых твэлов, представляющих собой топливные компакты (далее - ТК) диаметром ~12,5 мм и длиной ~51 мм, формовали методом двухстороннего теплого прессования при температуре 70-100°С и давлении 10-15 МПа.
В процессе формования температурную обработку заготовок ТК в пресс-форме проводили под давлением в диапазоне 10-15 МПа при нагревании со скоростью 3-8°С/мин до температуры начала деструкции связующего (250-300°С). По достижении температуры 250-300°С давление снимали, извлекали заготовку из пресс-формы и проводили карбонизацию ТК нагреванием в инертной атмосфере до 800°С со скоростью 50-100°С/час.
Режимы формования заготовок ТК приведены ниже в таблице. Как подтверждают проведенные эксперименты, выход за пределы заявленных диапазонов режимов формования приводит к появлению дефектов поверхности изделий, основная масса которых в виде трещин и искривлений проявляется после карбонизации.
Высокотемпературную термообработку ТК осуществляли в вакуумной печи при нагревании до 1800°С со скоростью 100-200°С /час.
В таблице представлены характеристики опытных партий ТК (режимы формования заготовок ТК и качество поверхности термообработанных изделий).
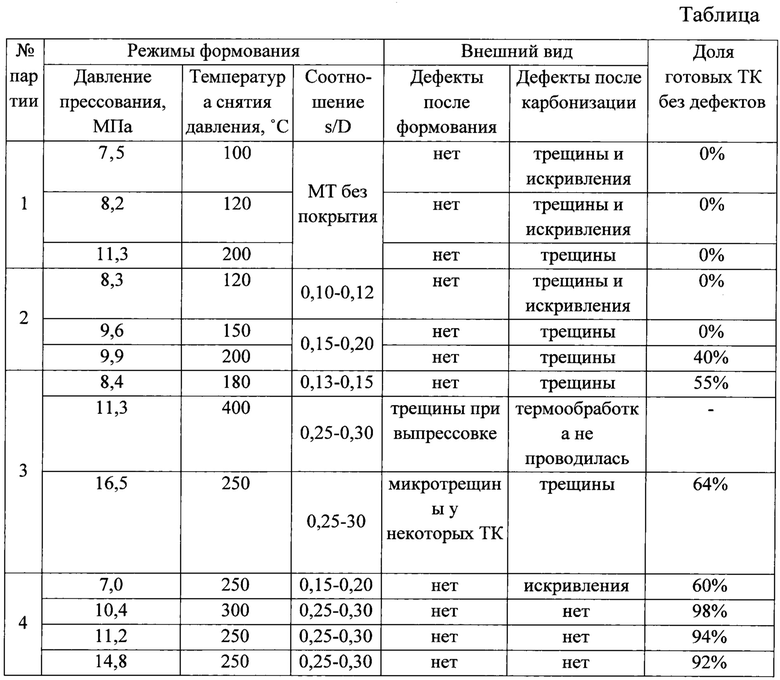
Данные, представленные в таблице, свидетельствуют о том, что предварительное нанесение на МТ слоя порошка графита толщиной ≥0,25 диаметра МТ и термообработка заготовок ТК в пресс-форме под давлением 10-15 МПа до температуры начала деструкции связующего, позволяют по сравнению с прототипом снизить брак по трещинам и искривлениям уранграфитового твэла с увеличенной в нем объемной долей МТ (более 25-30% об.) с выходом годного до 98%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2230380C2 |
| УГЛЕГРАФИТОВЫЙ ЦИЛИНДРИЧЕСКИЙ ТВЭЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2314581C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2259258C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ВЫСОКОТЕМПЕРАТУРНОГО ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2539352C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТОВОГО ПОКРЫТИЯ НА СФЕРИЧЕСКИХ МИКРОТВЭЛАХ | 2022 |
|
RU2790857C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2377223C1 |
| Способ получения углеграфитовых изделий | 2021 |
|
RU2780454C1 |
| КОМПОЗИЦИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ЭЛЕМЕНТОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2559965C1 |
| СПОСОБ ИССЛЕДОВАНИЯ РАДИАЦИОННОГО ПОВЕДЕНИЯ МИКРОТВЭЛОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2357302C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ УГЛЕГРАФИТОВЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2398738C1 |
Изобретение относится к области технологии ядерного топлива и может быть использовано при получении уранграфитовых тепловыделяющих элементов для высокотемпературных газоохлаждаемых ядерных реакторов. Способ получения уранграфитового твэла включает приготовление шихты смешиванием порошка графита, фенолформальдегидной смолы и микротвэлов, которые перед приготовлением шихты предварительно покрывают слоем порошка графита толщиной не менее 0,25 диаметра МТ. Заготовки формуют путем прессования и температурной обработки в пресс-форме под давлением 10-15 МПа, поднимая температуру до 250-300°С, по достижении которой давление снимают перед извлечением заготовок из пресс-форм. Затем осуществляют карбонизацию смолы и высокотемпературную термообработку. Изобретение позволяет снизить брак за счет предотвращения трещинообразования и искривлений при изготовлении цилиндрического уранграфитового твэла с увеличенной объемной долей МТ (более 20% об.). 2 з.п. ф-лы, 1 табл.
1. Способ получения уранграфитового твэла, включающий приготовление шихты смешиванием порошка графита, микротвэлов и фенолформальдегидной смолы, формование заготовок путем прессования и температурной обработки в пресс-форме, извлечение заготовок из пресс-формы, карбонизацию смолы и высокотемпературную термообработку, отличающийся тем, что перед приготовлением шихты микротвэлы предварительно покрывают слоем порошка графита толщиной не менее 0,25 диаметра микротвэла, температурную обработку в пресс-форме осуществляют под давлением 10-15 МПа, поднимая температуру до 250-300°С, по достижении которой давление снимают перед извлечением заготовок из пресс-форм.
2. Способ по п. 1, отличающийся тем, что в качестве порошка графита используют смесь порошков природного и синтетического графита в соотношении 1:(2-4).
3. Способ по п. 1, отличающийся тем, что перед прессованием пресс-форму с шихтой прогревают до температуры 70-100°С.
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2259258C1 |
| УГЛЕГРАФИТОВЫЙ ЦИЛИНДРИЧЕСКИЙ ТВЭЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2314581C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ВЫСОКОТЕМПЕРАТУРНОГО ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2539352C1 |
| SU 916091 A1, 01.04.1982 | |||
| US 10032528 B2, 24.07.2018. | |||

