Изобретение относится к области строительства, а также к области производства теплоизоляционных материалов, и может быть использовано для обработки кирпичей из диатомита.
Известен способ обработки пенодиатомитового кирпича (см. патент РФ № 2243895, кл. В 28 В 1/04, 5/02. Опубл. 10.01.05 г. Бюл. № 1), позволяющий последовательно обрабатывать поверхности кирпича одновременно единым блоком с единым приводом, состоящим из набора режущих инструментов, расположенных на одном валу, причем сначала обрабатывают первую пару противоположных поверхностей, затем вторую пару противоположных поверхностей, а потом третью пару противоположных поверхностей.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при обработке крупногабаритных строительных блоков (например, с размерами L=380 мм, В=250 мм и Н=138 мм) невозможно обработать одновременно две наибольшие поверхности (L×H) вследствие возникновения больших усилий резания, возникающих в зоне обработки, которые приводят к нарушению условий базирования и в конечном итоге к потере качества обрабатываемых кирпичей.
Известна установка для обработки заготовок кирпичей, содержащая станицу, транспортирующие устройства, две соосно установленные отрезные головки с алмазными дисками, смонтированные на суппортах и последовательно расположенных в нескольких позициях. Кроме того, установка снабжена транспортирующими устройствами склизами, между которыми расположены толкатели, закрепленные на пластинчатой цепи. На транспортирующих устройствах установлены кантователи.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известной установки, относится то, что вследствие малой прочности обрабатываемых пенодиатомитовых кирпичей (прочность на сжатие не более 1 МПа, a плотность не более 400 кг/м3) применяемые на установке склизы и толкатели приводят к разрушению поверхностей обрабатываемых заготовок в процессе их транспортирования. Сущность изобретения заключается в том, что вначале обрабатывают одну наибольшую по площади поверхность, затем две наиболее протяженные поверхности, после чего - оставшуюся вторую наибольшую по площади поверхность и торцовые поверхности, причем обработку каждой поверхности осуществляют последовательно двумя фрезами, при этом одной снимают прямоугольную фаску на части поверхности, а второй - обрабатывают всю поверхность.
Закрепление и базирование в зоне обработки пенодиатомитового кирпича, а также его транспортировка между постами обработки производится одновременно двумя цепными конвейерами, расположенными на противоположных гранях кирпича.
Устройство для осуществления способа обработки пенодиатомитового кирпича, содержит цепные конвейнеры для транспортировки кирпича в процессе обработки, которые оснащены механизмами смещения перпендикулярно оси движения конвейеров, а фрезерные головки, обеспечивающие обработку граней кирпича, оснащены механизмами смещения относительно оси движения цепных конвейеров и поворота вокруг своей оси, а сама цепь конвейера оснащена съемными эластичными подушками. Нижняя часть станины устройства оснащена конвейером для сбора отходов обработки кирпича, а обеспыливающая камера выполнена в виде герметического саркофага из набора элементов из прозрачного пластика над всем устройством. Система отсоса пылевидных отходов соединена с внутренней частью саркофага и с устройствами сбора пыли, закрепленными в зоне обработки.
Использование предлагаемого изобретения обеспечивает следующий технический результат:
- повышение производительности обработки,
- повышение размерной точности обрабатываемых кирпичей,
- повышение экологической безопасности установки.
Указанный технический результат при осуществлении изобретения достигается тем, что предложенный способ обеспечивает обработку всех поверхностей кирпича.
Особенность заключается в том, что вначале обрабатывают одну наибольшую по площади поверхность, затем две наиболее протяженные поверхности, после чего - оставшуюся вторую наибольшую по площади поверхность и торцовые поверхности, причем обработку каждой поверхности осуществляют последовательно двумя фрезами, при этом одной снимают прямоугольную фаску на части поверхности, а второй - обрабатывают всю поверхность.
Устройство для осуществления способа обработки пенодиатомитового кирпича содержит станину, смонтированные на суппортах последовательно расположенные в нескольких позициях фрезерные головки, оснащенные режущим инструментом, подающий и приемный конвейеры, кантователь, цепные конвейеры для транспортировки пенодиатомитового кирпича в процессе обработки, обеспыливающую камеру, систему отсоса пылевидных отходов.
Особенность заключается в том, что цепные конвейеры для транспортировки кирпича в процессе обработки оснащены механизмами смещения перпендикулярно оси движения конвейеров, а фрезерные головки оснащены механизмами смещения относительно оси движения цепных конвейеров и поворота вокруг своей оси, а сама цепь конвейера оснащена съемными эластичными подушками. Нижняя часть станины оснащена конвейером для сбора отходов обработки кирпича, а обеспыливающая камера выполнена в виде герметического саркофага из набора элементов из прозрачного пластика над всем устройством, система отсоса пылевидных отходов соединена с внутренней частью саркофага и с устройствами сбора пыли, закрепленными в зоне обработки.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном изобретении, изложенных в формуле изобретения.
Следовательно, заявленное изобретение способ и устройство для его реализации соответствует условию «новизна».
Конструкция изобретения, реализующая заявленный способ, представлена на чертежах (фиг.1-12).
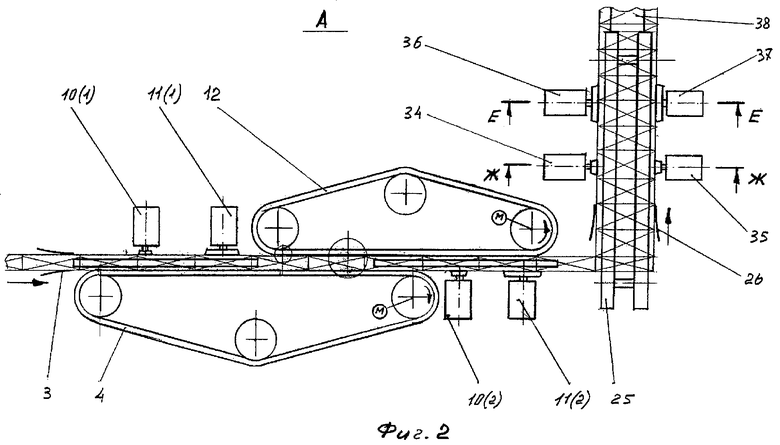
Устройство обработки пенодиатомитового кирпича состоит из заготовки кирпича 1, подающего конвейера 2, центрирующего устройства 3, цепных конвейеров 4, 5 и 6, фрез 7 и 8, отрезных алмазных (или абразивных) дисков 9, фрезерных головок 10(1), 10(2), 11(1) и 11(2), цепных конвейеров 12, фрез 13, 14, 15 и 16, отрезных алмазных (или абразивных) дисков 17 и 18, фрезерных головок 19, 20, 21 и 22, цепных конвейеров 23 и 24, фрезерных головок 25 и 26, цепного конвейера 27, фрез 28, 29, 30 и 31, отрезных алмазных (или абразивных) дисков 32 и 33, фрезерных головок 34, 35, 36 и 37, приемного конвейера 38, конвейера 39 для сбора отходов обработки кирпича, герметического саркофага 40, устройства отсоса пылевидных отходов 41, устройства сбора пыли 42, закрепленного в зоне обработки кирпича, трубопровода 43, механизмов смещения фрезерных головок относительно оси движения цепных конвейеров и поворота вокруг своей оси 44, механизмов смещения цепных конвейеров перпендикулярно оси движения цепных конвейеров 45.
Устройство, реализующее заявленный способ, работает следующим образом.
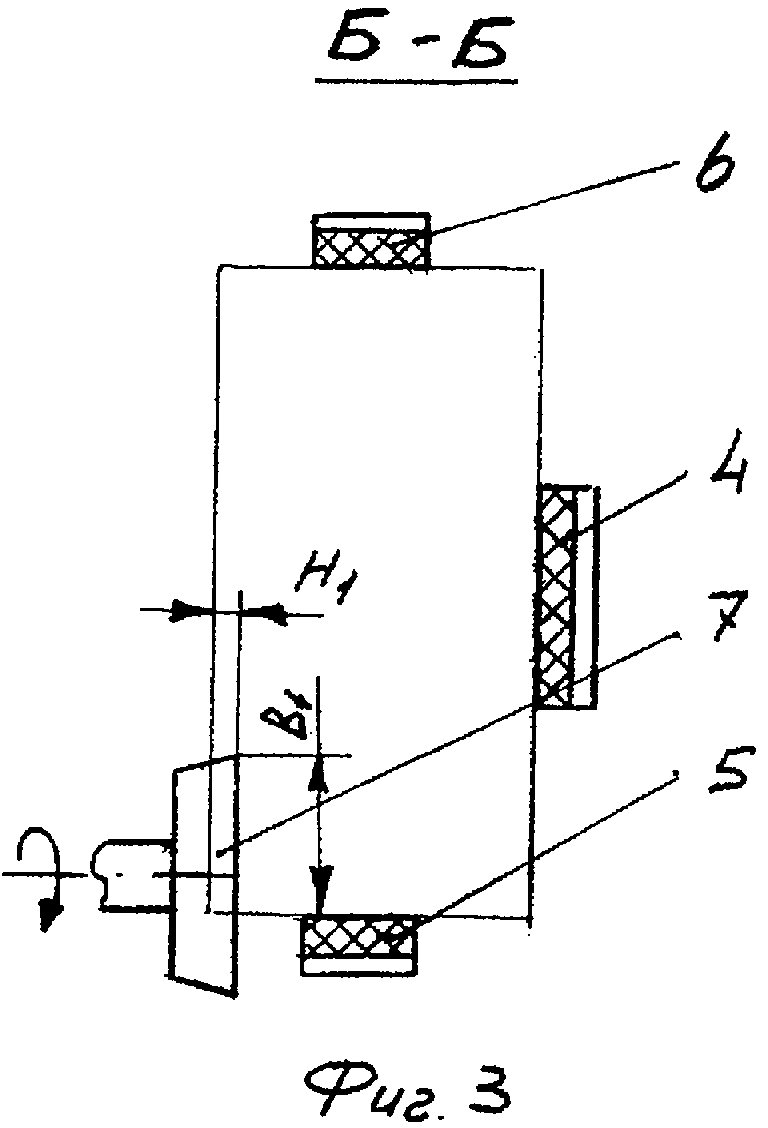
Заготовка кирпича 1 устанавливается на подающий конвейер 2 (фиг.1) на грань с размерами L×H (где L - длина, Н - высота заготовки кирпича). Перемещаясь по подающему конвейеру 2, заготовка 1 центрируется устройством 3 (фиг.2), прижимается к цепному конвейеру 4 плоскостью с размерами L×B (где В - ширина заготовки кирпича), а затем зажимается цепными конвейерами 5 и 6 за грани с размерами L×H. В таком положении заготовка кирпича 1 подается в зону обработки прямоугольной фаски (фиг.3), где происходит съем фрезой 7 с поверхности грани L×B части припуска как по его ширине В1, так и по его толщине Н1. Этот технологический переход позволяет уменьшить общий припуск на обработку, снимаемый на втором переходе фрезой 8 (фиг.4), и особенно в зоне выхода фрезы 8 с обработанной поверхности. Минимальный припуск Н2, оставленный в зоне выхода фрезы 8, предотвращает сколы на ребрах обрабатываемой заготовки кирпича 1.
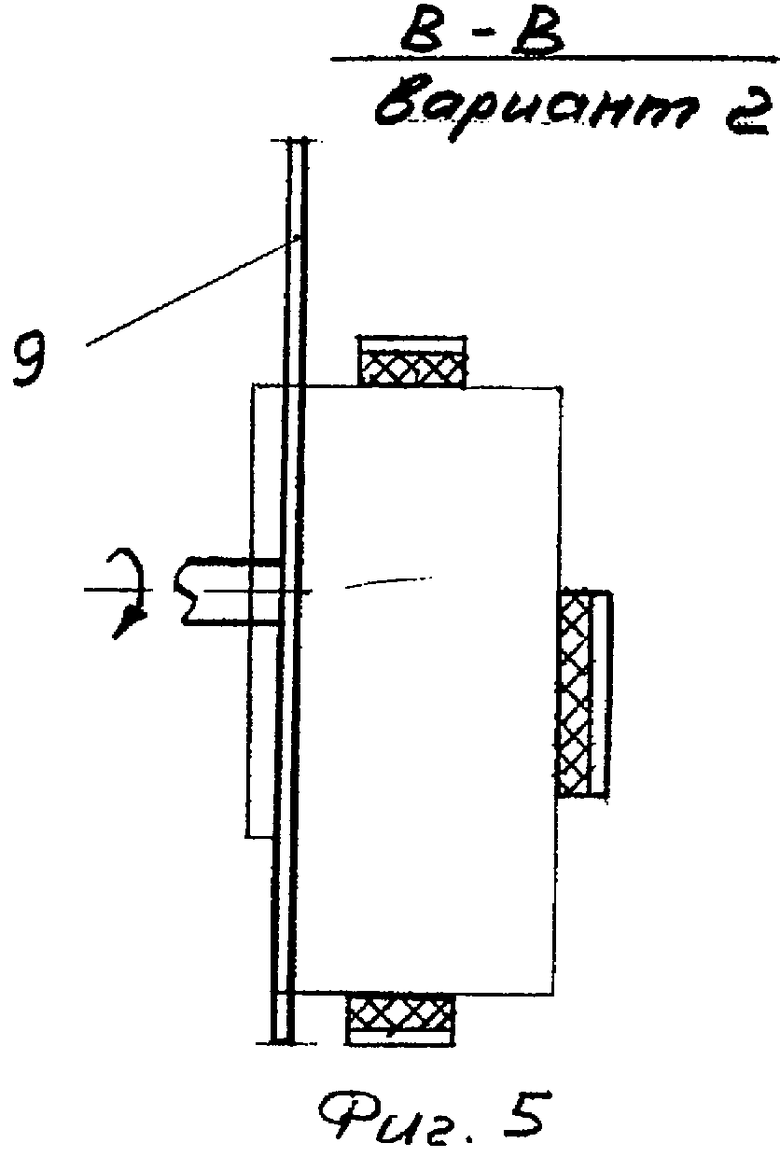
В случае изготовлении из заготовки кирпича 1 готовых изделий с размерами, намного меньшими размеров заготовки, в качестве обрабатываемого инструмента можно использовать отрезные алмазные (или абразивные) диски 9 (фиг.5). Такая замена позволяет резко сохранить количество пылевидных отходов, получаемых в результате обработки граней, а удаленный припуск получать в виде обломков различных размеров.
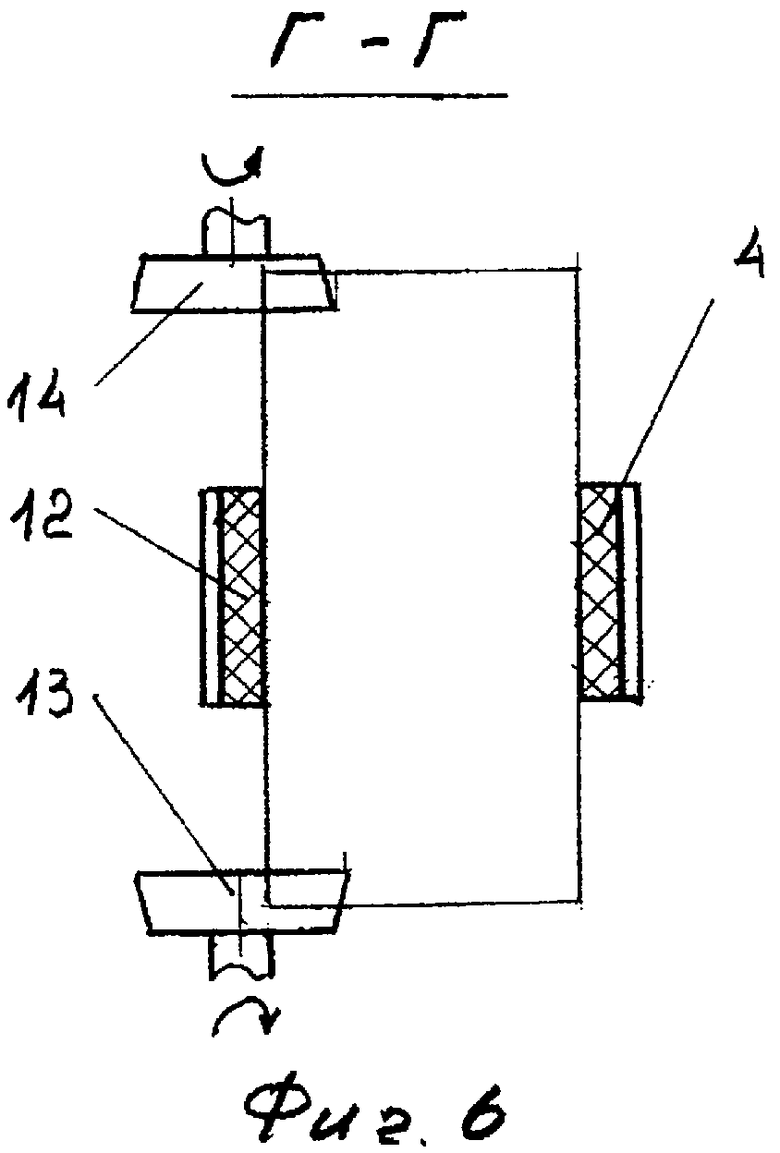
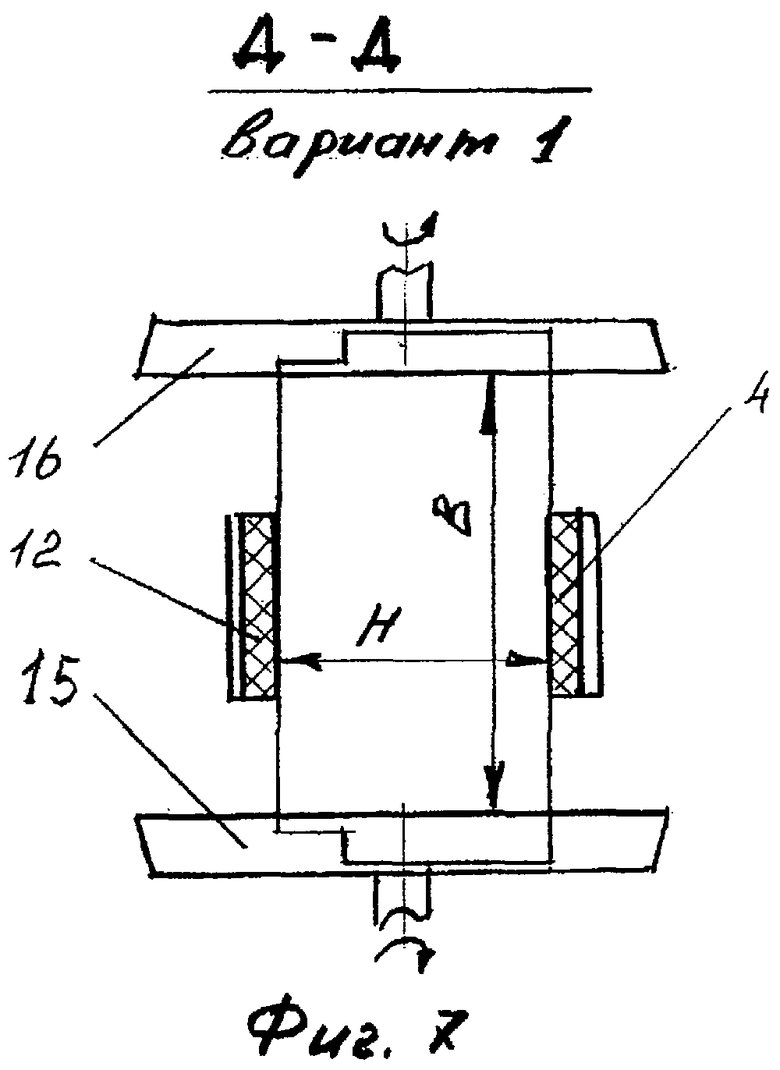
После обработки одной грани заготовка кирпича 1 перемещается далее и зажимается за обработанную грань цепным конвейером 12 (фиг.6). После чего зажатая заготовка кирпича 1 конвейерами 4 и 12 выходит из зоны действия цепных конвейеров 5 и 6 и направляется в зону обработки одновременно двух граней с размерами L×H. Как и в предыдущем случае, сначала снимается прямоугольная фаска фрезами 13 и 14 (фиг.6), а затем снимается основной припуск фрезами 15 и 16 (фиг.7) или отрезными алмазными (или абразивными) дисками 17 и 18 (фиг.8).
Обработанная по трем граням заготовка кирпича 1 захватывается цепными конвейерами 23 и 24, а затем выходит из зоны захвата цепного конвейера 4. Освобождающуюся от захвата грань с размерами L×B обрабатывается фрезерными головками 25 и 26 по аналогии (см. фиг.3, 4, 5).
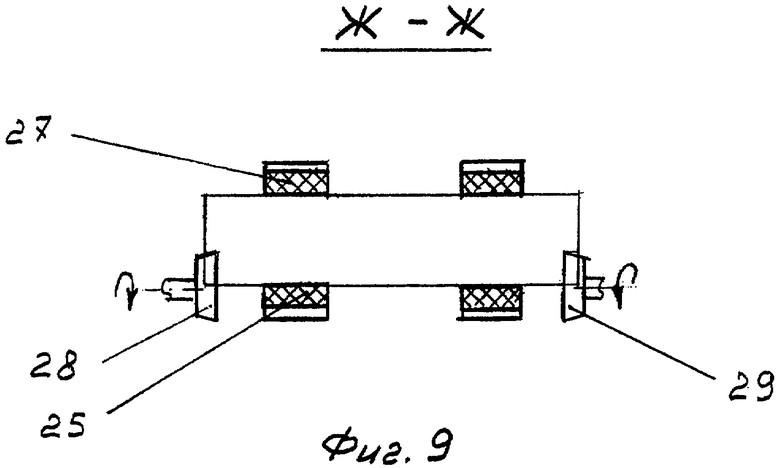
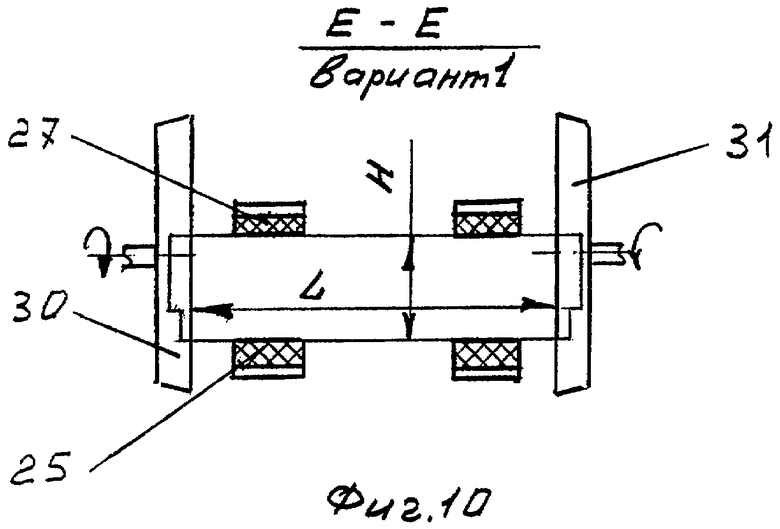
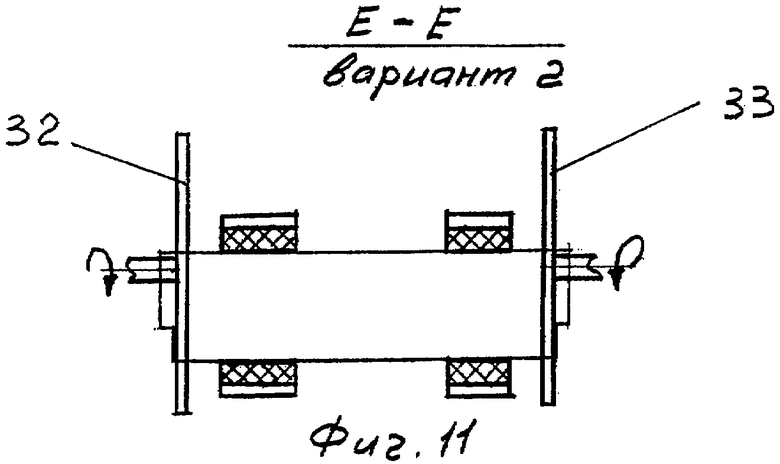
Обработанная по четырем граням заготовка кирпича 1 перемещается на цепной конвейер 25, укладывается на обработанную грань с размерами L×B, центрируется устройством 26, а затем зажимается цепным конвейером 27. Проходя через зону обработки, как и в предыдущих случаях, сначала снимается часть припуска фрезами 28 и 29 (фиг.9), а затем весь припуск фрезами 30 и 31 (фиг.10), или отрезными алмазными (или абразивными) дисками 32 и 33 (фиг.11).
Обработанный по шести граням кирпич по приемному конвейеру 38 (фиг.2) отправляется на упаковку.
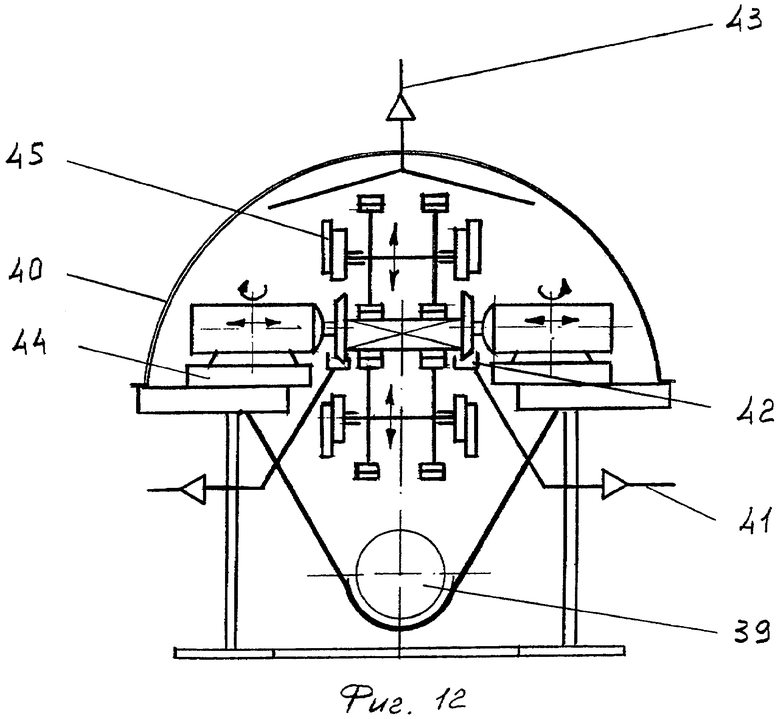
Устройство обработки кирпича снабжено конвейером 39 (фиг.12) для сбора отходов обработки кирпича, а также герметическим саркофагом 40.
Верхняя часть саркофага выполнена из наборных элементов из прозрачного пластика и обеспечивает доступ для обслуживания устройств в период переналадки. Все рабочие посты обработки граней снабжены устройствами отсоса пылевидных отходов 41, которые подведены к каждому обрабатывающему инструменту и оснащены устройствами сбора пыли 42, закрепленными в зоне обработки. Кроме того, в процессе обработки кирпича внутри саркофага создается отрицательное давление путем отсоса воздуха по трубопроводу 43.
С целью получения из заготовки пенодиатомитового кирпича 1 различных размеров фрезерные головки оснащены механизмами 44 смещения относительно оси движения цепных конвейеров и поворота вокруг своей оси (фиг.12). Кроме того, цепные конвейеры, обеспечивающие транспортировку кирпича в процессе обработки, оснащены механизмами 45 смещения перпендикулярно оси движения цепных конвейеров (фиг.12).
Таким образом, вышеизложенное описание свидетельствует о выполнении при использовании заявленного изобретения следующей совокупности условий:
- средство, воплощающее заявленное изобретение, при его осуществлении предназначено для обработки кирпичей из диатомита;
- для заявленного способа в том виде, как он охарактеризован в изложенной формуле изобретения, подтверждена возможность его осуществления с помощью описанных в заявке средств и методов;
- средство, воплощающее заявленное изобретение при осуществлении, способно обеспечить достижение усматриваемого заявителем поставленных технических задач. Следовательно, заявленное изобретение соответствует условию «промышленная применимостью».


Изобретение относится к области строительства, а также к области производства теплоизоляционных материалов, и может быть использовано для обработки кирпичей из диатомита. Техническим результатом является повышение производительности обработки, повышение размерной точности обрабатываемых кирпичей, повышение экологической безопасности установки. Для этого способ включает обработку всех поверхностей пенодиатомитового кирпича. При этом вначале обрабатывают одну наибольшую по площади поверхность. Затем две наиболее протяженные поверхности, после чего - оставшуюся вторую наибольшую по площади поверхность и торцовые поверхности. Причем обработку каждой поверхности осуществляют последовательно двумя фрезами. При этом одной снимают прямоугольную фаску на части поверхности, а второй обрабатывают всю поверхность. Также предложено устройство для осуществления способа. 2 н. и 2 з.п. ф-лы, 12 ил.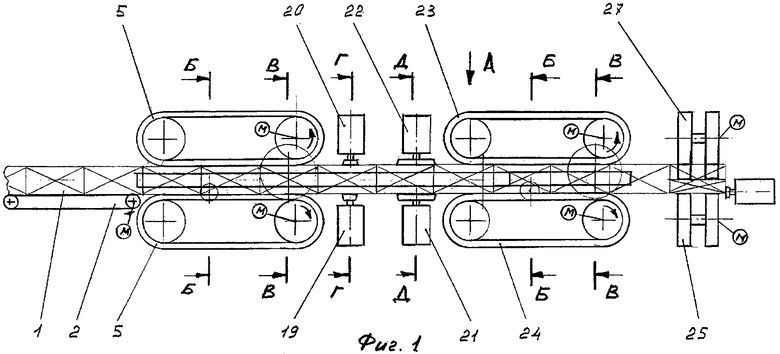
| СПОСОБ ОБРАБОТКИ ПЕНОДИАТОМИТОВОГО КИРПИЧА | 2002 |
|
RU2243895C2 |
| УСТАНОВКА ДЛЯ ФРЕЗЕРОВАНИЯ СТРОИТЕЛЬНЫХИЗДЕЛИЙ | 1971 |
|
SU431019A1 |
| ФРЕЗЕРНАЯ УСТАНОВКА ДЛЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 0 |
|
SU353836A1 |
| Способ извлечения таллия из растворов | 1964 |
|
SU334082A1 |
| РОТОРНАЯ ЛИНИЯ ОБРАБОТКИ ПЕНОДИАТОМИТОВЫХ КИРПИЧЕЙ | 2002 |
|
RU2243894C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПЕНОДИАТОМИТОВЫХ КИРПИЧЕЙ | 2002 |
|
RU2243893C2 |
| DE 4436148 А, 04.07.1996 | |||
| СПОСОБ ПУСКА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ПОСЛЕ ХРАНЕНИЯ | 2007 |
|
RU2342556C1 |
| WO 8808781 A, 17.11.1988. | |||

