10
15
20
25
30
Изобретение относится к станкам для фрезерования по дереву, в частности для снятия фасок на фасонных концах деревянных реек детских санок, и может быть использовано в деревообрабатывающей промьготенности.
Цель изобретения - упрощение.конструкции и повышение производительности станка.
На фиг.1 изображен предлагаемый станок, общий вид; на фиг, 2 - то же, вид сверху; на фиг, 3 - разрез А-А на фиг,1; на фиг, 4 - разрез. Б-Б на фиг.2.
Станок содержит станину 1, на противоположных боковых сторонах которой со смещением одна .относительно другой жестко закреплены фрезерные головки 2, взаимодействующие : с торцами заготовок 3, Напротив каждой фрезерной головки на боковых сто-, ронах станины установлены подпружиненные ролики 4 механизма бокового смещения, взаимодействующие с другими торцами заготовок 3, Внутри станины 1 установлен цепной конвейер 5, состоящий из двух параллельных роликовых цепей, каждая из которых несет упоры 6, Расстояние между двумя соседними упорами равно ширине заготовок 3, Заготовка 3 перемещается упорами 6 конвейера 5 по настилу 7 из антифрикционного материала (например, текстолита), жестко закрепленного на плите 8, которая, в свою очередь, закреплена между боковыми стенками станины 1. Для направления перемещения заготовки 3 на плите 8 закреплены боковые направляющие 9, прерывающиеся в зоне выхода фрез 0 фрезерных головок 2 и подпружиненных роликов 4. Для вертикального поджима заготовок 3 в зоне фрезерных головок 2 и подпружиненных роликов 4 закрепле- . ны верхние подпружиненные прижимы 11, смонтированные на кронштейнах 12, закрепленных на боковых стенках станины I .
Обработка заготовок 3 производится фрезами 10, каждая из которых состоит из двух частей, между которыми на этой же оси свободно р асположен ограничительньй ролик 13, обкатьюаю- щий заготовку 3 по ее фасонному концу, выполняющему роль копира,
Диаметр ролика 13 и угол между составными частями фрезы 10 определяются из размеров фаски. Расстоя35
40
50
55
0
5
0
5
0
5
0
0
5
ние h между торцами составных частей фрезы 10 выбирается в злвисимости от толтины заготовки 3 и размера . фаски.
Фрезерная головка 2, закрепленная на внутренней поверхности станины 1, имеет возможность вертикального перемещения от винта 14, пропущенного через кронштейн 12 и ввинченного резьбовым концом в резьбовое отверстие корпуса фрезерной головки 2.Вертикальное перемещение фрезерной головки 2 необходимо для Настройки нижней составляющей фрезы 10 на требуемый размер нижней фаски заготовки 3. Размер верхней фаски, снимаемой верхней составляющей фрезы 10, для определенной толщины заготовки 3 зависит от расстояния h,
На конвейер 5 предварительно соо- риентированные заготовки 3 поступают из бункера 14, установленного на плите 8 станины 1, и после обработки транспортируются в тару для готовой продукции. Дпя ориентирования заготовки 3 на конвейере 5 и настиле 7, выходящих из бункера 14, плавного входа и выхода в зонах обработки и действия подпружинершых роликов 4 концы боковых направляюрдах 9 выполнены по радиусу.
Станок.работает следующим образом.
При обработке партии реек определенной толщины с заданной фаской необходима настройка фрезерных головок 2 с фрезяМи 10 по вертикали,Для получения необходимого размера нижней фаски на конце рейки фрезерную головку 2 перемещают по вертикали с помощью винта 15,
Положение верхней части фрезы зависит от толщины заготовки 3 и размера верхней фаски. После пуска станка предварительно ориентированные заготовки 3 из бункера 14 поштучно захватьшаются каждыми двумя набегающими упорами 6 двух параллельньтх ветвей цепного конвейера 5 и транспортируются по направлению В (фиг.1) по настилу 7 через зоны обработки в зону выгрузки готовых деталей, Заготовки 3 в процессе обработки совершают движение обкатки вокруг ограничительного ролика 13, получаемое в результате суммирования двух движений: основного, получаемого от упоров 6 цепного конвейера 5 (движение тв.анспортировки) и вспомогательного
31А
(возвратно-поступательного) поперек движения конвейера 5, получаемого от подпружиненных роликов 4. В зоне обработки заготовки 3 сверху удерживаются в гнездах между упорами 6 верхними подпружиненньгми прижимами II и совершают движение проскальзывания относительно упоров 6 и прижимов 11. Готовые детали сбрасьшаются упорами 6 конвейера 5 в тару для. готовой продукции.
Таким образом, предлагаёмьй станок позволяет снимать двухстороннюю фаску с фасонных концов Плоских деревянных заготовок, прост по конструкции, высокопроизводителен и надежен в работе.
д
5
0
Формула изобретения Станок для снятия фасок на фасонных концах деревянных заготовок, со- держапшй станину, цепной конвейер с упорами, расположенные по обеим сторонам по ходу Подачи со смещением одна относительно другой фрезерные головки с фрезаьт, боковые направляющие, механизм поперечного смещения заготовок, верхний прижим заготовок и привод, отличающий- с я тем, что, с целью упрощения конструкции и повыщения производитель- ностц, механизм поперечного смещения заготовок выполнен в виде подпружи- нениых роликов, которые расположены напротив каждой фрезерной головки, причем фрезы вьшолнены составными из двух частей, между которыми свободно устаиовлен ограничительный ролик.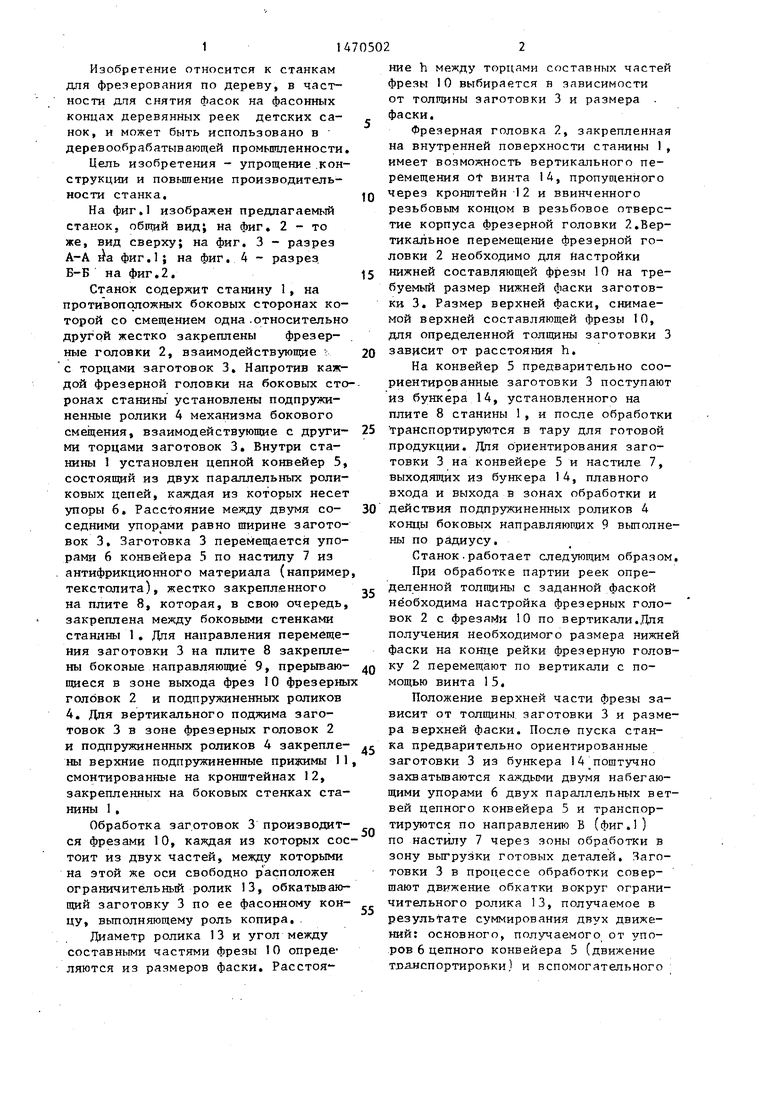
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Продольно-фрезерный деревообрабатывающий станок | 1990 |
|
SU1794011A3 |
| Фрезерный станок для фасонной обработки деревянных брусчатых заготовок | 1978 |
|
SU677916A1 |
| Способ контроля качества при изготовлении штучных металлических электродов | 1987 |
|
SU1470486A1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Фрезерный станок для обработки деревянных брусковых заготовок | 1988 |
|
SU1618653A1 |
| ШИПОРЕЗНЫЙ СТАНОК ДЛЯ ЯЩИЧНЫХ ПРЯМЫХ ШИПОВ | 2014 |
|
RU2554441C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ПАЛОЧЕК ДЛЯ ЕДЫ | 1999 |
|
RU2169072C1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1987 |
|
SU1526994A1 |

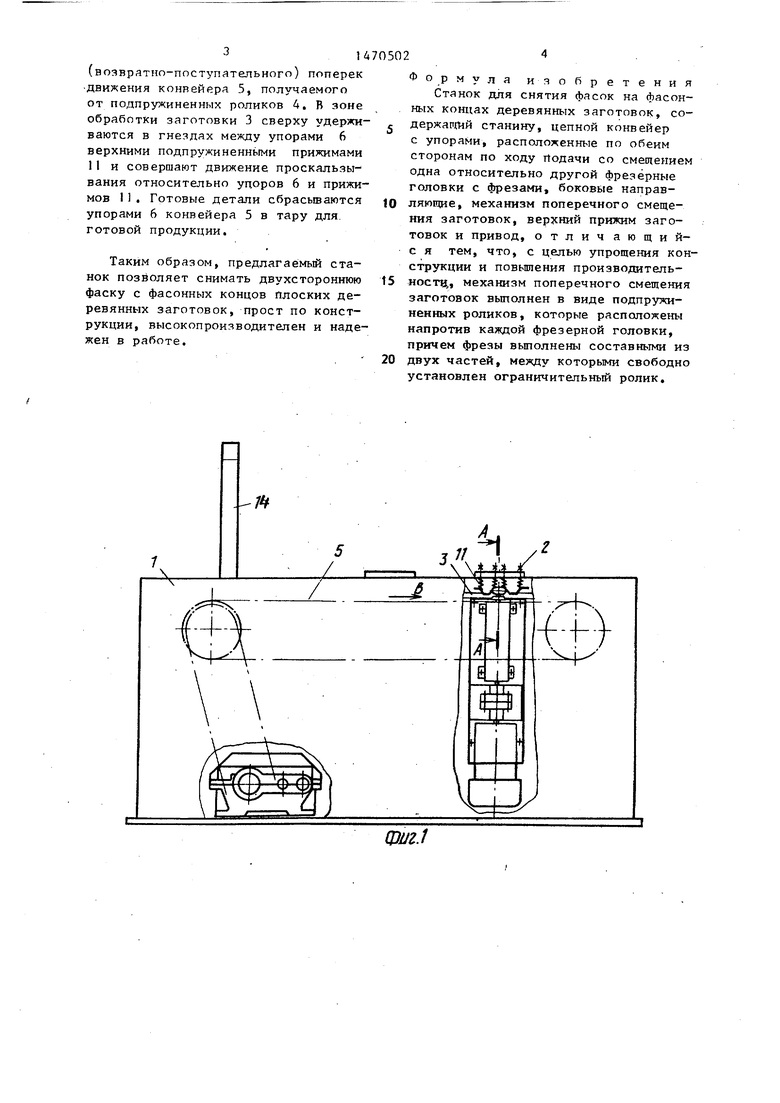
Изобретение относится к станкам для фрезерования по дереву, в частности, для снятия фасок на фасонных концах деревянных реек детских санок, и может быть использовано в деревообрабатывающей промышленности. Цель изобретения - упрощение конструкции и повышение производительности станка. Станок содержит станину 1, внутри которой установлен цепной конвейер с упорами 6. По бокам конвейера со смещением друг относительно друга установлены фрезерные головки с фрезами 10. Напротив фрез 10 установлен механизм бокового смещения заготовок 3 в виде подпружиненных роликов 4. Расстояние между упорами 6 равно ширине заготовок. На пути следования заготовок имеются боковые направляющие 9. Фрезы 10 состоят из двух частей, между которыми свободно установлен ограничительный ролик. При продвижении заготовок 3 упорами 6 под действием подпружиненных роликов 4 заготовки смещаются в сторону первой фрезы и обкатываются вокруг ее ограничительного ролика, при этом преодолевается усилие пружин роликов 4 и обеспечивается прижим заготовок в зоне резания. После прохождения зоны резания заготовка смещается в противоположную сторону и цикл обработки повторяется. За счет этого появляется возможность при достаточной простоте станка обрабатывать концы заготовок с высокой производительностью. 4 ил.
Фиг.1
fffti ffft
| Регистрирующее устройство к измерительным приборам | 1929 |
|
SU30462A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Заявка ФРГ № 3508459, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
