Изобретение относится к камнеобрабатывающей промышленности, в частности к поточным линиям для производства плоскостных изделий из камня, например тонкомерных полированных декоративных плиток.
Известна поточная линия для производства прямоплоских плит, включающая разрезной станок для получения плит-заготовок, многодисковый станок для получения продольного распила плит-заготовок, устройство для разворота плит на 90o, многодисковый станок для поперечного распила, а также средства для удержания пакета плит в вертикальном положении и шлифовально-полировальный агрегат (патент Франция N 2192490 кл. B 28 D 1/00).
Недостатком данного аналога является низкая производительность при изготовлении тонкомерных изделий из-за хрупкости материала, большие габариты, высокая стоимость, что затрудняет использование устройства для массового производства тонкомерных плит.
Известна поточная линия для производства плоскостных изделий из камня, состоящая из установленных по ходу технологического процесса рольганга приема плит, многодискового станка для продольной распиловки, промежуточного рольганга, окантовочного станка, промежуточно-разъединительного рольганга, пазорезного станка для выполнения пропила на заданную глубину и транспортных устройств (авт. св. СССР N 613907, кл. B 28 D 1/00).
Основные недостатки данного аналога, не позволяющие достичь поставленной цели, заключаются в недостаточной компактности поточной линии, требующей большой площади для своего размещения, и в отсутствии шлифовально-полировальной операции.
Известна линия для производства плоскостных изделий из камня, состоящая из отрезных головок, средств для шлифовки и полировки каменных плиток и механизма подачи заготовок камня (авт.св. СССР N 414118, кл. B 28 D 1/00).
Недостатком данного устройства является низкая производительность и необходимость предварительного изготовления каменных заготовок.
Ближайшей к заявленному устройству является поточная линия для изготовления декоративной плитки из природного камня, содержащая погрузоразгрузочные механизмы, транспортер для межоперационного перемещения заготовок по замкнутому контуру, распиловочные и окантовочные станки, устройство укладки плит со столами для размещения камня, причем распиловочные и окантовочные станки установлены радиально и оснащены подъемно-зажимными приспособлениями для камня (авт.св. N 1819775, кл. B 28 D 1/00).
Данное техническое решение принято за прототип заявленного изобретения.
Недостатками прототипа, не позволяющими достичь поставленной цели, являются следующие:
1. Линия весьма сложна и металлоемка, так как все обрабатывающие станки имеют подъемно-зажимные механизмы.
2. Отрезные станки работают по неэффективному принципу прорезки всей толщины заготовки, что усложняет распиловочное оборудование.
3. Технологический процесс организован в прерывистом старт-стопном режиме, что увеличивает общее время обработки.
4. В поточной линии отсутствует шлифовально-полировальное оборудование - оно не входит в технологический поток линии, находится отдельно и работает по малоэффективному принципу обработки уже отрезанных плиток.
5. Линия содержит несколько механизмов поворота и кантования заготовок, усложняет конструкцию и не обеспечивает точного базирования заготовок.
Указанное свидетельствует, что известная поточная линия имеет ограниченные функциональные возможности, конструктивно сложна, занимает большую площадь и не обеспечивает высокой производительности труда и качества готовой продукции.
Целью изобретения является расширение функциональных возможностей линии, упрощение конструкции, повышение производительности и качества готовых изделий.
Для этого в поточной линии для изготовления декоративной плитки из природного камня, включающей распиловочное и окантовочное оборудование и транспортер для межоперационного перемещения заготовок по замкнутому контуру, распиловочное оборудование выполнено в виде совокупности неподвижно укрепленных отрезных головок, размещенных со смещением одна относительно другой, кроме того линия снабжена совокупностью шлифовально-полировальных головок, взаимодействующих с одной стороной заготовки, а также вагонетками для укрепления заготовки, связанными с транспортером, при этом вагонетки снабжены механизмом параллельного сдвига заготовки от оси транспортера на величину, соответствующую толщине готового изделия.
В этом заключается совокупность существенных признаков заявленного изобретения, которая обеспечивает достижение желаемого технического результата во всех случаях и формах практической реализации поточной линии.
Заявленное изобретение характеризуется наличием дополнительных конструктивных признаков, заключающихся в том, что:
поточная линия снабжена конвейером с шлиценарезным приспособлением, приемный конец которого размещен в зоне действия последней отрезной распиловочного оборудования;
механизм параллельного сдвига заготовки выполнен в виде винтового механизма, связанного с укрепленной на вагонетке звездочкой, периодически взаимодействующей с жестко укрепленной на основании цепью.
Первичный технический результат, достигаемый при реализации заявленной совокупности признаков, заключается в том, что заготовка, двигаясь по замкнутому технологическому контуру, подвергается постепенной обработке с одной стороны, причем все обрабатывающее оборудование работает непрерывно и в наиболее благоприятных условиях.
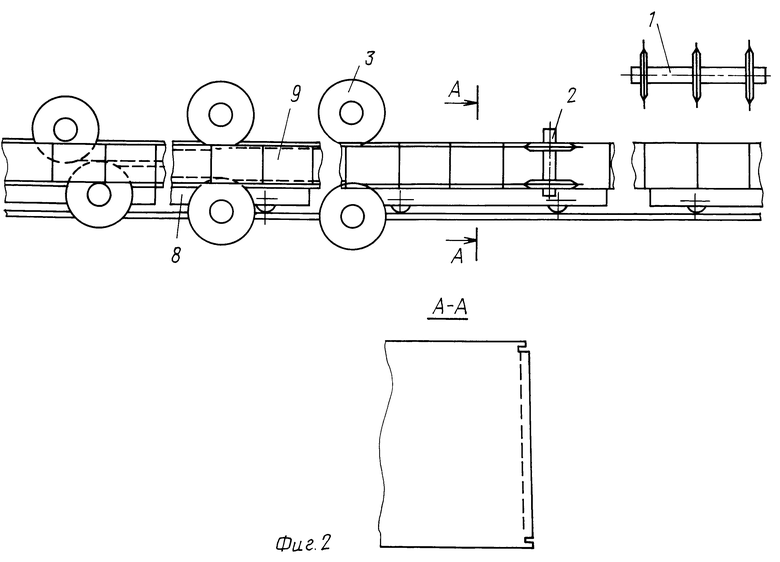
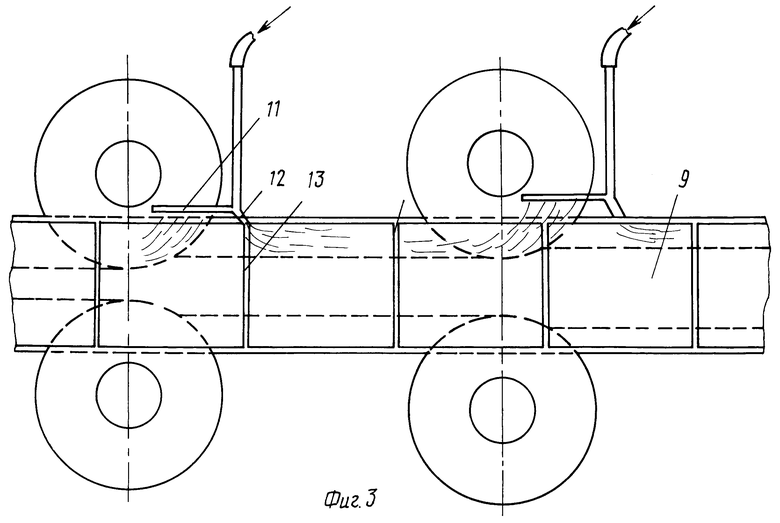
На фиг. 1 схематично изображена заявляемая поточная линия в плане; на фиг. 2 торцевой вид на участок линии в месте установки распиловочного и окантовочного оборудования; на фиг. 3 приспособление для отвода шлама от отрезных головок.
Устройство содержит окантовочное оборудование в виде вертикального фрезерного станка 1 и горизонтального фрезерного станка 2, распиловочное оборудование в виде 8-20 отрезных головок 3 (в зависимости от толщины заготовок), конвейер 4 с шлиценарезным приспособлением, механизм 5 сдвига заготовки камня (показан условно), шлифовально-полировальные головки 6, рельсовые пути 7, вагонетки 8 с укрепленными на них заготовками камня 9. Вагонетки 8 перемещаются посредством грузовых транспортеров с захватами (не показаны). На поперечных рельсовых путях устанавливаются передаточные тележки 10. Вне основного технологического контура размещены рельсовые пути 11 заготовительного участка.
Поточная линия работает следующим образом.
На путях 11 установлены вагонетки 8, на которые укладываются заготовки камня 9, полученные путем раскалывания или распила на распиловочных станках из гранитных или мраморных блоков. Затем вагонетка устанавливается на передаточной тележке 10, которая подвозит вагонетку к фрезерному станку 1. Освободившаяся передаточная тележка возвращается за следующей вагонеткой. Станок 1 прорезает на заготовке 9 вертикальные пазы глубиной, равной толщине изготавливаемых изделий.
За время прорезания вертикальных пазов на станке 1 передаточная тележка 10 подвозит новую вагонетку с заготовкой. После вывода алмазных дисков вертикально-фрезерного станка 1 из пазов заготовки транспортер зацепляет вагонетку 8 из-под вертикально-фрезерного станка 1 и вагонетку с передаточной тележки и подает первую к станку 2, а вторую к вертикально-фрезерному станку 1.
Горизонтально-фрезерной станок 2 прорезает на торце заготовки 9 горизонтальные пазы на глубину, равную толщине плитки. Затем вагонетка 8 подходит к отрезным головкам 3, и плитка отрезается от заготовки за счет постепенного заглубления каждого последующего диска головок вследствие смещения головок одна относительно другой. Отрезанная плитка со строго заданными параметрами по толщине, ширине и длине автоматически подается на приемный конец шлиценарезного конвейера 4, на котором нарезаются шлицы на тыльной стороне изделия, после чего оно перемещается к месту упаковки.
Таким образом, на основной технологический контур подается заданное количество вагонеток с заготовками которые находятся в обработке.
После отрезки первых изделий вагонетка 8 закатывается на вторую передаточную тележку 10, которая подвозит вагонетку 8 к шлифовально-полировальной линии 15. При сходе вагонетки 8 с передаточной тележки 10 вагонетка наезжает своей звездочкой на специально укрепленную щель 5 и при дальнейшем перемещении вагонетки с помощью винтового механизма, установленного на вагонетке, происходит сдвиг заготовки на величину, соответствующую требуемой толщине готового изделия. Далее вагонетка 8 цепляется транспортером и подходит к шлифовально-полировальным головкам 6. После прохождения шлифовально-полировальных головок 6 вагонетка 8 с отполированной торцевой поверхностью заготовки 9 подается на первую передаточную тележку 10. Передаточная тележка подает вагонетку опять к вертикально-фрезерному станку 1, и цикл обработки повторяется.
Заявленное изобретение по сравнению со всеми известными аналогами обеспечивает достижение следующих преимуществ:
1. Простота конструкции, малая площадь размещения линии.
2. Высокая производительность обусловленная непрерывностью процесса и возможностью одновременной обработки большого числа заготовок.
3. Повышенное качество лицевой поверхности изделия, обусловленное тем, что шлифование и полирование осуществляется не каждой отдельной плитки, как в большинстве аналогов, а целой поверхности заготовки, что позволяет увеличить усилие прижима шлифования и исключает излом тонкомерных плит при обработке.
4. Повышение долговечности алмазного оборудования распиловочных станков за счет того, что в начале обработки нарезаются вертикальные пазы, которые в дальнейшем при отрезке изделий используются для отвода шлама, что уменьшает засаливания алмазных дисков и повышает производительность работы отрезных головок.
Возможность промышленного использования заявленного решения подтверждается успешными испытаниями опытного образца поточной линии, изготовленного НПО "Керамика" и обеспечивающего высокопроизводительное изготовление тонкомерных полированных плит размером 6-8 х 300 х 400 мм из естественного камня.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО ИЛИ ИСКУССТВЕННОГО КАМНЯ | 1999 |
|
RU2150383C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО КАМНЯ | 2001 |
|
RU2191112C1 |
| Поточная линия для изготовления декоративной плитки из природного камня | 1990 |
|
SU1819775A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2104145C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ В БРУС И ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ ИЛИ СТРУЖКУ | 1995 |
|
RU2146609C1 |
| Станок для изготовления облицовочных плит из природного камня | 1989 |
|
SU1638012A1 |
| Поточная линия для получения декоративно-облицовочных плит | 1989 |
|
SU1678637A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА НА ОРГАНИЧЕСКОЙ СВЯЗКЕ | 1996 |
|
RU2102223C1 |
| МНОГОШПИНДЕЛЬНЫЙ РОТОРНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТОК | 1996 |
|
RU2112644C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
Использование: изобретение относится к камнеобрабатывающей промышленности. Сущность изобретения: линия содержит вертикальный фрезерный станок 1, горизонтальный фрезерный станок 2, отрезные головки 3, шлиценарезной конвейер 4, механизм сдвига заготовки 5, шлифовально-полировальное оборудование, рельсовые пути 7, вагонетки 8 с укрепленными на них заготовками камня 9. Линия позволяет повысить производительность труда и качество готовых изделий. 2 з.п. ф-лы, 3 ил.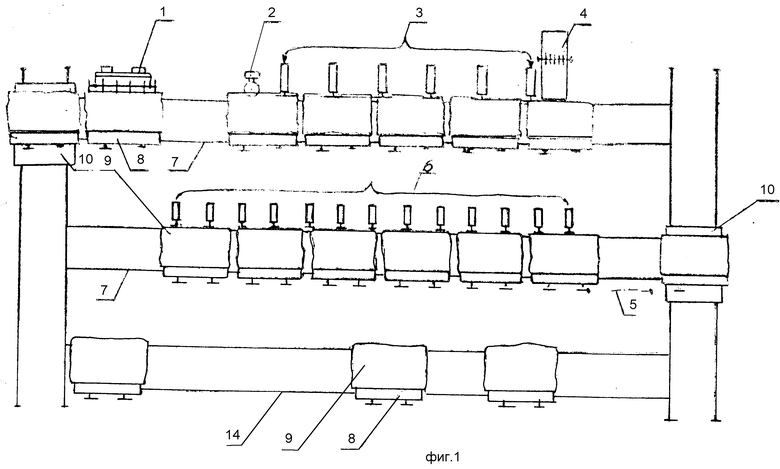
| SU, авторсоке свидетельство, 1819775, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
