Изобретение относится к камнеобрабатывающей промышленности и может быть использовано для производства плоскостных изделий, например декоративной плитки, из природного камня, преимущественно гранита или мрамора.
Для оценки новизны и изобретательского уровня заявленного решения рассмотрим ряд известных технических средств аналогичного назначения.
Известна поточная линия для производства прямоплоских плит, включающая разрезной станок для получения плит-заготовок, многодисковый станок для продольного распила плит-заготовок, устройство для разворота плит на 90o, многодисковый станок для поперечного распила, а также средства для удержания пакета плит в вертикальном положении и шлифовально-полировальный агрегат, см. патент Франции N 2192490, В 28 D 1/00.
Недостатком данного аналога является низкая производительность при изготовлении тонкомерных плиточных изделий, большие габариты, высокая стоимость.
Известна поточная линия для производства плоскостных изделий из природного камня, состоящая из последовательно по ходу технологического процесса установленных рольганга приема плит, многодискового станка для продольной распиловки, промежуточного рольганга, окантовочного станка, промежуточно-разъединительного рольганга, пазорезного станка для выполнения пропила на заданную глубину и транспортных устройств, см. а.с. СССР N 613907, В 28 D 1/00.
Недостатки данного аналога заключаются в громоздкости данной поточной линии, требующей большой площади для своего размещения, а также в отсутствии шлифовально-полировальной операции.
Известна поточная линия для изготовления декоративной плитки из природного камня, содержащая установленные на основании механизм подачи камней, окантовочный, распиловочный и шлифовально-полировальные станки, а также транспортер для межоперационного перемещения заготовок, характеризующаяся тем, что она снабжена вагонетками для установки заготовок со смонтированными на них механизмами для параллельного сдвига заготовок на величину толщины плитки и размещенным на основании перед шлифовально-полировальным станком задающим сдвиг элементом, взаимодействующим в процессе работы с механизмом для параллельного сдвига заготовок, при этом вагонетки кинематически связаны с замкнутым транспортером для межоперационного перемещения заготовок, см. патент РФ N 2097181, В 28 D 1/00.
По наибольшему количеству сходных признаков и достигаемому при использовании результату данное техническое решение выбрано в качестве прототипа заявляемого изобретения.
В прототипе передача вагонеток с заготовками с вертикально-фрезерного станка на шлифовально-полировальную линию осуществляется с помощью передаточной тележки, которая затем возвращается за следующей вагонеткой. Сдвиг заготовки после шлифования в прототипе осуществляется с помощью рейки, с которой взаимодействовали звездочки вагонеток, поэтому толщина плит, получаемых со всех вагонеток одинакова.
Недостатками прототипа, не позволяющими достичь поставленной нами цели, является недостаточная производительность, автоматизированность и универсальность данной поточной линии, обусловленная потерями времени из-за необходимости остановки вагонеток у окантовочного вертикально-фрезерного станка, отсутствием возможности производства изделий в широком диапазоне по толщине и ширине, отсутствием возможности производства изделий, отличающихся фактурой поверхности, необходимостью выполнения вне линии ряда неавтоматизированных операций по окончательной обработке изделий - калибровке, чистке, сушке.
Задачей изобретения является повышение универсальности, автоматизированности и производительности поточной линии за счет обеспечения возможности производства изделий в широком диапазоне по толщине и ширине и с различной фактурой поверхности, сблокированности рабочих конвейеров и передаточных транспортеров, автоматизации операций по окончательной обработке изделий, наличия единого органа управления линией, контролирующего и задающего основные параметры ее работы.
Сущность заявляемого изобретения выражается в следующей совокупности существенных признаков, достаточной для достижения указанного выше технического результата.
Согласно изобретению универсальная автоматизированная поточная линия для производства изделий из природного или искусственного камня, содержащая распиловочное и шлифовально-полировальное оборудование, замкнутый транспортер для межоперационного перемещения заготовок природного камня, установленных на кинематически связанных с транспортером вагонетках, и механизм сдвига заготовок на заранее заданную величину толщины изделия, характеризуется тем, что транспортер для межоперационного перемещения заготовок природного камня выполнен в виде двух установленных напротив друг друга прямолинейных рабочих конвейеров, вдоль рабочей зоны одного из которых установлено распиловочное оборудование в виде совокупности колонн с отрезными головками, а вдоль рабочей зоны второго - шлифовально-полировальное оборудование, а также трех передаточных конвейеров, размещенных поперек рабочих конвейеров и сблокированных с ними, два из которых выполнены с возможностью передачи вагонеток с заготовками с одного рабочего конвейера на другой и размещены по концам рабочих зон конвейеров, а третий передаточный конвейер размещен на продолжении рабочих конвейеров в сторону заготовительной зоны линии, при этом линия снабжена дополнительным конвейером окончательной обработки изделий, включающим последовательно установленные приводной рольганг, калибровочную установку, механизм разворота изделий, оборудование для снятия фасок, чистки и сушки изделий и разгрузочный рольганг, причем дополнительный конвейер окончательной обработки изделий размещен вне замкнутого контура транспортера для межоперационного перемещения заготовок и связан с ним посредством форматно- раскройной установки, установленной в конце рабочей зоны рабочего конвейера с распиловочным оборудованием и снабженной кантователем для приема отрезанных изделий и оборудованием для раскроя изделий по длине и передачи их на загрузочный рольганг дополнительного конвейера окончательной обработки изделий, кроме того, линия снабжена оборудованием для калибровки изделий по ширине, выполненным в виде двух калибрующих головок, установленных на одной из колонн распиловочного оборудования, преимущественно первой, при этом механизм сдвига заготовок снабжен управляемым шаговым двигателем, причем линия снабжена единым органом управления, задающим и контролирующим величину сдвига заготовок, скорость движения вагонеток и нагрузку на отрезные головки распиловочного оборудования в зависимости от физических характеристик обрабатываемого природного или искусственного камня.
В этом заключается совокупность существенных признаков, обеспечивающая получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Кроме этого, заявленное решение имеет факультативные признаки, характеризующие его частные случаи, конкретные формы его материального воплощения либо особые условия его использования, а именно:
- шлифовально-полировальное оборудование выполнено с возможностью замены шлифовально-полировальных головок на бучаргирующие головки.
Заявленное техническое решение является новым, так как характеризуется наличием новой совокупности признаков, отсутствующей во всех известных нам объектах техники аналогичного назначения.
Непосредственный технический результат, который может быть получен при реализации заявленной совокупности признаков, заключается в синхронной работе всего оборудования линии, полной ее автоматизации и возможности быстрой переналадки.
Получение упомянутого технического результата обеспечивает появление у поточной линии для производства изделий из природного или искусственного камня, как у объекта изобретения в целом, ряда новых полезных свойств, а именно повышение производительности и универсальности.
Указанное позволяет признать заявленное техническое решение соответствующим критерию "изобретательский уровень".
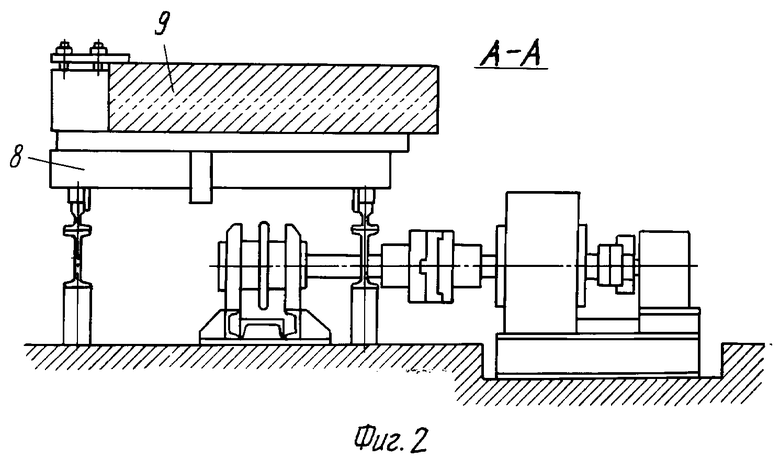
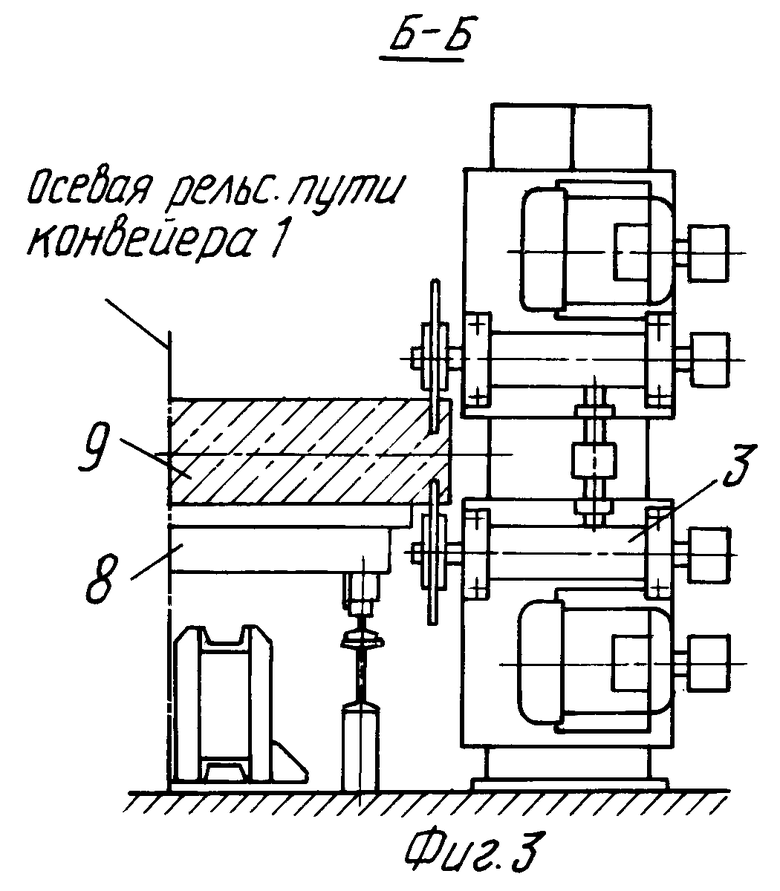
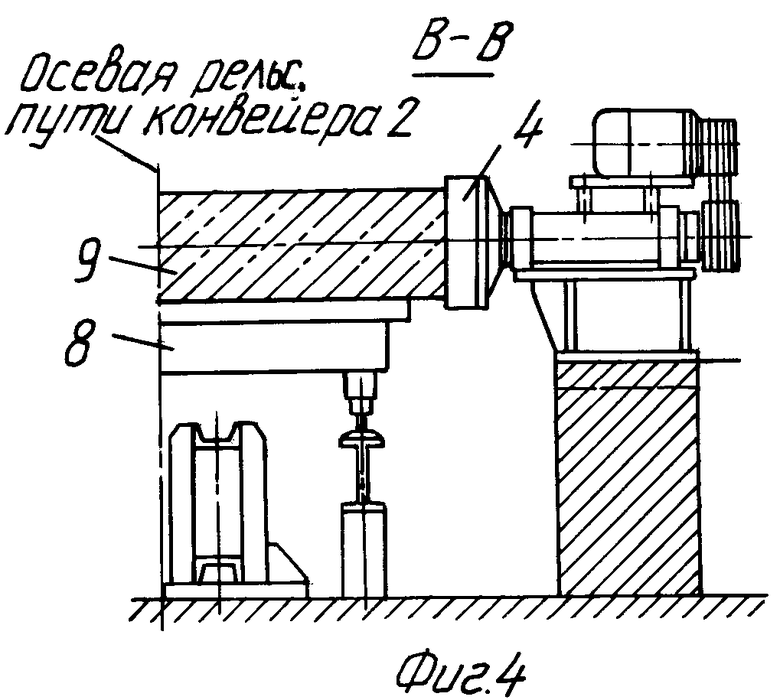
Сущность изобретения поясняется чертежом, где на фиг.1 представлен общий план поточной линии, на фиг. 2 - разрез А-А по фиг. 1, на фиг. 3 - разрез Б-Б по фиг. 1, на фиг. 4 - разрез В-В по фиг. 1.
Заявленная поточная линия содержит транспортер для межоперационного перемещения заготовок природного камня, который выполнен в виде двух установленных напротив друг друга прямолинейных рабочих конвейеров 1 и 2. Вдоль рабочей зоны рабочего конвейера 1 установлено распиловочное оборудование в виде совокупности колонн с отрезными головками 3 с алмазными дисками, а вдоль рабочей зоны конвейера 2 установлено шлифовально-полировальное оборудование 4, которое снабжено шлифовально- полировальными головками и выполнено с возможностью замены шлифовально-полировальных головок на бучаргирующие головки, создающие точечную фактуру лицевой поверхности готового изделия. Линия имеет три передаточных конвейера 5, 6 и 7, размещенных поперек рабочих конвейеров 1 и 2 и сблокированных с ними. Передаточные конвейеры 5 и 6 выполнены с возможностью передачи вагонеток 8 с заготовками камня 9 с одного рабочего конвейера на другой и размещены по концам рабочих зон конвейеров, а третий передаточный конвейер 7 размещен на продолжении рабочих конвейеров 1 и 2 в сторону заготовительной зоны линии. Линия имеет дополнительный конвейер для окончательной обработки изделий, который включает последовательно установленные приводной рольганг 10, калибровочную установку 11, механизм разворота изделий 12, восемь головок для снятия фасок 13, скребок для чистки изделий 14, сушильную установку 15 и разгрузочный рольганг 16. Дополнительный конвейер для окончательной обработки изделий размещен вне замкнутого контура транспортера для межоперационного перемещения заготовок и связан с ним посредством форматно-раскройной установки, установленной в конце рабочей зоны рабочего конвейера 1 с распиловочным оборудованием и снабженной кантователем для приема отрезанных изделий (на чертежах условно не показан) и оборудованием 17 для раскроя изделий по длине и передачи их на приводной рольганг 10 дополнительного конвейера окончательной обработки изделий. Линия снабжена оборудованием для калибровки изделий по ширине, выполненным в виде двух калибрующих головок 18, установленных на первой колонне 3 распиловочного оборудования. Механизм сдвига заготовок 19 снабжен управляемым шаговым двигателем (на чертежах условно не показан). Линия снабжена единым органом управления (на чертежах условно не показан), задающим и контролирующим величину сдвига заготовок, скорость движения вагонеток и нагрузку на отрезные головки распиловочного оборудования в зависимости от физических характеристик обрабатываемого природного или искусственного камня.
Устройство работает следующим образом.
На поточной линии задействовано 12 постоянно находящихся в работе вагонеток 8, на которые уложены заготовки 9 природного камня (гранита, мрамора) или искусственного камня, толщиной 300-400 мм и длиной до 2600 мм.
Два рабочих конвейера 1 и 2 и передаточные конвейеры 5 и 6 сблокированы между собой, благодаря чему все вагонетки 8 ходят по замкнутому кругу, например против часовой стрелки, синхронно, без сбоев при смене скоростей резания, которая регулируется органом управления линии в зависимости от твердости обрабатываемого материала. Расстояние между уложенными на вагонетки 8 заготовками от 50 до 250 мм, что дает возможность производить обработку беспрерывно.
Шлифовка и полировка изделий производится нетрадиционным для известной камнеобрабатывающей техники методом. Шлифуется не отрезанное изделие, как принято, а торец заготовки 9 и шлифовально-полировальные головки 4 установлены не вертикально, а горизонтально. Это дает возможность производить сверхтонкие плитки толщиной от 5 мм без потерь даже из хрупкого материала. Пройдя шлифовку и полировку 16-ю шлифовально-полировальными головками 4, вагонетка 8 с заготовкой 9 с отполированным торцом передвигается к механизму сдвига 19, где посредством шагового двигателя происходит сдвиг заготовки 9 относительно вагонетки 8 на заранее заданную органом управления линии величину, равную требуемой толщине изделия. Затем вагонетка 8 с заготовкой 9 через передаточный конвейер 6 поступает на рабочий конвейер 1 с распиловочным оборудованием, отрезные головки 3 которого в количестве 22-х штук смонтированы на 6-ти колоннах в два яруса. На первой колонне установлены две отрезные головки 3 и две калибрующие головки 18, которые обеспечивают калибровку изделий по ширине путем шлифовки верхнего и нижнего края торца заготовки. При движении вагонетки 8 с заготовкой 9 вдоль отрезных головок 3 от заготовки 9 поэтапно отрезается плита откалиброванной ширины, имеющая отшлифованную и отполированную лицевую сторону. Двухярусное расположение отрезных головок 3 с алмазными дисками дает возможность уменьшить диаметр и толщину алмазных дисков в 2 раза. Износ дорогостоящего алмазного инструмента, расход электроэнергии, воды при производстве тонкомерных декоративных плиток также снижается в 2 раза.
В конце рабочей зоны рабочего конвейера 1 полностью отрезанная и откалиброванная по ширине плита через кантователь подается на форматно-раскройную установку, где оборудованием 17 для раскроя изделий по длине разрезается на изделия заданной длины. Оборудование 17 имеет два вала с несколькими алмазными дисками в зависимости от задаваемой длины изделий, что позволяет раскраивать по длине изделия толщиной до 60 мм, что является вполне достаточным, т. к. плиты толщиной более 60 мм, как правило, раскроя по длине не требуют. Изделия заданной длины затем передаются на приводной рольганг 10 дополнительного конвейера для окончательной обработки изделий. На дополнительном конвейере последовательно осуществляется калибровка изделий по толщине (если она требуется) на калибровочной установке 11 с механизмом разворота 12, снятие фасок посредством головок 13, чистка посредством скребка 14 и сушка готовых изделий на сушильной установке 15. Готовые изделия затем попадают на разгрузочный рольганг 16, где происходит ручной съем готовой продукции. После отрезки плиты вагонетка 8 с заготовкой 9 через передаточный конвейер 5 подается на рабочий конвейер 2 для обработки торца заготовки на шлифовально-полировальном оборудовании 4. При полном использовании заготовки 9 на одной из вагонеток 8 она уходит на передаточный конвейер 7 заготовительного участка линии, при этом находящаяся там запасная вагонетка с предварительно уложенной на нее заготовкой включается в работу, сохраняя непрерывный характер процесса производства.
Управление линией осуществляется единым органом управления (компьютером), задающим и контролирующим величину сдвига заготовок, скорость движения вагонеток и нагрузку на отрезные головки распиловочного оборудования в зависимости от физических характеристик обрабатываемого природного или искусственного камня. Компьютер также осуществляет контроль за состоянием алмазного инструмента, а также контролирует качество и количество выпускаемой продукции.
Благодаря малой глубине врезания каждого отдельного алмазного диска в заготовку, скорость прохождения вагонетки на конвейерах не менее 1 минуты, в зависимости от твердости обрабатываемого материала, причем при выпуске мраморных изделий скорость движения увеличивается более чем в два раза.
Заявленная поточная линия характеризуется высокой универсальностью, обусловленной возможностью быстрой, в считанные минуты, переналадки линии на другие размеры изделий, на разные породы камня даже из разных месторождений, а также выпуск изделий с точечной фактурой поверхности. Линия может одновременно выпускать тонкостенную декоративную плитку, облицовочную плиту, бордюрный камень для дорог и толстомерные ступени, не меняя своей производительности, которая при двухсменной работе составляет более 50000 м2 в год.
Возможность промышленного применения заявленного технического решения подтверждается успешными результатами испытаний опытно-промышленного образца заявленной линии, изготовленной на предприятиях С.-Петербурга
Использование заявленного решения по сравнению со всеми известными средствами аналогичного назначения обеспечивает повышение универсальности, автоматизированности и производительности поточной линии за счет обеспечения возможности производства изделий в широком диапазоне по толщине и ширине и с различной фактурой поверхности, сблокированности рабочих конвейеров и передаточных транспортеров, автоматизации операций по окончательной обработке изделий, наличия единого органа управления линией, контролирующего и задающего основные параметры ее работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО КАМНЯ | 2001 |
|
RU2191112C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ПЛИТКИ ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2097181C1 |
| СТАНОК ДЛЯ РАСПИЛОВКИ ПРИРОДНОГО КАМНЯ | 1998 |
|
RU2150384C1 |
| СТАНОК ДЛЯ РАСПИЛОВКИ ТВЕРДЫХ МАТЕРИАЛОВ | 1999 |
|
RU2170173C1 |
| Поточная линия для изготовления декоративной плитки из природного камня | 1990 |
|
SU1819775A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| Поточная линия для сборки и сварки изделий | 1985 |
|
SU1279787A1 |
Изобретение относится к камнеобрабатывающей промышленности и может быть использовано для производства плоскостных изделий из природного камня. Два рабочих и передаточные конвейеры сблокированы между собой, благодаря чему все вагонетки ходят по замкнутому кругу, синхронно, без сбоев при смене скоростей резания. Пройдя шлифовку и полировку, вагонетка с заготовкой передвигается к механизму сдвига. Затем вагонетка с заготовкой через передаточный конвейер поступает на рабочий конвейер с распиловочным оборудованием. В конце рабочей зоны рабочего конвейера полностью отрезанная и откалиброванная по ширине плита через кантователь подается на форматно-раскройную установку, где оборудованием для раскроя изделий по длине разрезается на изделия заданной длины. Изделия заданной длины затем передаются на приводной рольганг дополнительного конвейера для окончательной обработки изделий. На дополнительном конвейере последовательно осуществляется калибровка изделий по толщине, снятие фасок, чистка и сушка готовых изделий. Готовые изделия затем попадают на разгрузочный рольганг, где происходит ручной съем готовой продукции. После отрезки плиты вагонетка с заготовкой через передаточный конвейер подается на рабочий конвейер для обработки торца заготовки. При полном использовании заготовки на одной из вагонеток она уходит на передаточный конвейер заготовительного участка линии, при этом находящаяся там запасная вагонетка с предварительно уложенной на нее заготовкой включается в работу, сохраняя непрерывный характер процесса производства. Управление линией осуществляется единым органом управления (компьютером). Компьютер осуществляет контроль за состоянием алмазного инструмента, контролирует качество и количество выпускаемой продукции. Заявленная поточная линия характеризуется высокой универсальностью, обусловленной возможностью быстрой переналадки линии на другие размеры изделий, на разные породы камня, а также выпуск изделий с точечной фактурой поверхности. Использование заявленного решения по сравнению со всеми известными средствами аналогичного назначения обеспечивает повышение универсальности, автоматизированности и производительности поточной линии. 1 з.п.ф-лы, 4 ил.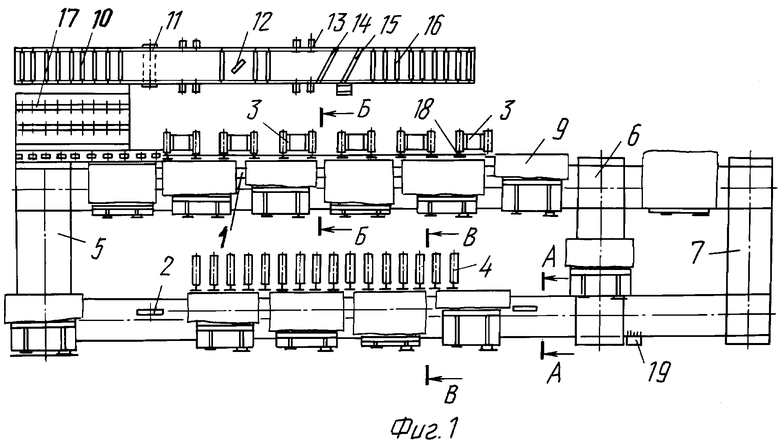
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ПЛИТКИ ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2097181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ И СЕМЕЙСТВО БАЛЛОНОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ ОТ 100 ДО 200 кгс/см | 2011 |
|
RU2480666C2 |
| Огнетушитель | 0 |
|
SU91A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ ПОВЕРХНОСТИ СТРОИТЕЛЬНЫХИЗДЕЛИЙ | 0 |
|
SU282129A1 |
| SU 916335 A, 30.03.1982 | |||
| Установка для резки каменных блоков на плиты | 1986 |
|
SU1409458A1 |

